
Abstract
Machining, the art of processing materials, has progressed significantly over the past century. Advances in tool materials look at blended advantages of conventional and modern tool materials through coatings at micro-scales. Tool coatings improve the hot hardness and wear resistance of tool tip and faces. The current study utilizes the Taguchi technique to analyze the deformation response of HSS tools with three different tool coatings—titanium carbide, titanium nitride and titanium aluminum nitride. The coating thicknesses of 10, 50 and 100 \(\upmu\)m were employed on the rake face and the flank faces of the single-point cutting tool. The response of the tools while machining medium carbon steel 42CrMo4 has been studied using the finite element approach—transient structural analysis module on ANSYS®. The tool deformation was taken up as the key metric.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Machining of materials has been a focus of many researchers aimed at accurate and precise removal of unwanted materials with minimum losses in resources, time and energy [1]. Conventional machining has been challenged by novel non-conventional machining techniques that offer distinct advantages, although popularity and availability of infrastructure incline toward conventional machining [2,3,4]. With the advances in the work materials, machining has become challenging which can be met by upgrading the existing setup at an incremental cost, or replacement with non-conventional machining setup which is pricy [5,6,7]. In conventional machining, metal or alloy cutting involves chip removal comprising turning, milling, drilling, planning, shaping, broaching and boring techniques [8, 9]. Analysis of machining through finite element methods has grown popular owing to the associated savings in time, resources and energy. Popular studies have used the Arbitrary Lagrangian Eulerian (ALE) approach, for thermo-mechanical analysis of machining [10, 11]. To understand the thermomechanical response of cutting tools, the relationship between the contact variables must be established (stress and temperature zones at the tool–chip interface, sticking length, thickness of the secondary shear zone, chip/particle velocities) [12]. The contact problem in orthogonal cutting is governed by the Coulomb’s law [1]. The phenomena of advection and heat diffusion control the chip temperature at the rake surface of the tool [13, 14]. Finite element studies on machining have used ALE elements and plane strain elements [15, 16].

Block diagram of the methodology for Taguchi analysis of the simulation studies
Tool wear is mainly caused by excessive temperatures in the heat zones which can be overcome by a suitable coating on the cutting tool [17]. Carbide coatings are known to impart better hot hardness and higher resistance to diffusion mechanism till 1100 °C, preventing the phenomenon of chip-welding to the tool rake surface [18]. Recent works on machinability studies have seen the development of analytical models for cutting [19], with the application of Laplace transforms to develop the unsteady temperature distribution for single-layer cutting tools by taking into account the coating material, substrate material and coating thickness as the key metrics. The cutting edge, the rake and flank surfaces of the tool undergo strain hardening during machining that may lead to thermal softening of the tool tip. Arsecularatne et al. [12] have used tool materials like polycrystalline diamond (PCD), polycrystalline cubic boron nitride (PCBN) and tungsten carbide (WC) to machine steel. The WC/steel and PCBN and hardened steel show tool wear as a strong function of temperature with the former showing diffusion as the dominant wear phenomenon, while the latter showed chemical wear mechanism.
While Gasagara et al. [20] compared the experimental results and finite element simulation studies of machining of mild steel work material using high-speed steel tools, Monaghan et al. [2] used finite element methods to decide the influence of tungsten carbide as a coating layer on cutting tools to enhance the machining of the difficult-to-machine alloy, Inconel 718. To improve the performance of cutting tools, coating of a tough tool material with a thin layer of a material possessing higher degree of hot hardness and wear resistance is followed [10, 21, 22]. Coatings to the order of microns differ in the response to peel-off during machining. Tool coatings on high-speed steels show a significant promise in improving the tool life by minimizing diffusion wear and lowering the occurrence of welding of the chip to rake face of the tool [23, 24]. The optimization of the operational parameters during machining was popularly carried out using the Taguchi’s technique [25, 26].
Hence, in the current work, the effect of three popular tool coatings on the thermo-mechanical response of single-point cutting tools made of high-speed steel (HSS) during machining of medium carbon steel (42CrMo4) was analyzed using the Taguchi’s L\(_9\) orthogonal array. The numerical simulations of the response of the coated and uncoated cutting tools were conducted on ANSYS® transient structural and thermal analysis tools. The novel study was able to capture the thermomechanical influence of the coating type and coating thickness on the tool, through the finite element approach.
Methods
Finite Element Modelling
The methodology followed for the Taguchi analysis of the numerical simulation for the orthogonal machining is shown in Fig. 1. The 3D model of the single-point cutting tool (SPCT) was developed in the ANSYS Design Modeler®. The geometric specifications of the tool are shown in Table 1 and Fig. 2a.

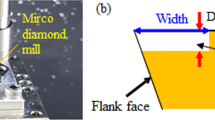
Geometric model of a single-point cutting tool, b tool coating on rake face, c tool coating on flank face

Meshed tool geometry a transient forces applied, b constrained tool shank portion
The coatings were applied on the rake face and the flank faces of the tool as shown in Fig. 2b and c, respectively. The thickness of the coating was varied from 10 \(\upmu\)m to 100 \(\upmu\)m for each coating material. The coating materials considered were titanium carbide (TiC), titanium nitride (TiN) and titanium aluminum nitride (TiAlN), respectively. The properties of bare HSS and the coating materials are given in Table 2 [30, 31].
The benchmarked work material was medium carbon steel (42CrMo4). Equation 1 gives the relationship between the cutting force acting on the tool \(F_c\) and its components. The cutting force depends on the cutting speed, feed and depth of cut. During machining, the cutting force components are measured with cutting force dynamometers [1]. Table 3 shows typical results obtained for machining of steels using HSS tools [20]. The cutting speeds are specified for the work materials, which in this case was medium carbon steel. Hence, the transient structural analysis tool of ANSYS® was utilized to conduct the finite element analysis for mechanical response. The grid independence study led to an optimal mesh size of 0.5 mm for the cutting tool and coating combination. For the nodes at the coating–HSS interface, a bonding relationship was taken; the meshed tool geometry is shown in Fig. 3. The fixed boundary condition was applied at the shank portion of the tool. The machining time considered was taken as 1.2 s [33]. The time period was sub-divided into 6 steps, over which the cutting force components were varied considering the depth of cut to be 1\(-\)1.5 mm, feed as 0.1 mm/rev and spindle speed of 400 rev/min as shown in Table 4. The tool deformation was taken as the key metric for conducting the Taguchi analysis for three parameters.
\({{F}_{c}}\) Cutting force (N); \({{F}_{x}}\) Cutting force x-component (N); \({{F}_{y}}\) Cutting force y-component (N); \({{F}_{z}}\) Cutting force z-component (N).
During machining, different forces act on the tool–work contact zones cutting force, frictional force, inertial force, damping force and spring force [20]. As a consequence, intense heat is generated at the tool–work and tool–chip interfaces which are categorized as the heat-affected zone [34,35,36]. While thermal analysis for tool coatings would be an essential exercise, in the current work however, only the mechanical response of the tool coatings has been explored.
Taguchi Technique Design
Taguchi optimization techniques have been widely employed for optimization of manufacturing processes [37]. This technique employs several factors simultaneously, to seek improvement in design, productivity and product quality.
The operating procedure in this technique involves selection of an appropriate orthogonal array according to the controllable factors, running the experiments as per the selected array, analyzes the results and determines the optimum parameters as well as their levels [38]. In this study, the Taguchi optimization technique was applied to optimize the coating parameters to achieve the lowest tool deformation. To facilitate this, the relationship between the controllable factors (coating type and coating thickness) and the response factor (tool deformation) was explored. The standardized Taguchi \(L_9\) (\(3^2\)) orthogonal array was used to optimize the coating thickness and the type of coating to minimize the maximum tool deformation. The \(L_9\) orthogonal array comprises two control factors and three conditional levels for each factor, which are specified in Table 5.

Tool deformation for TiC tool coating of thickness a 10 \(\upmu\)m, b 50 \(\upmu\)m ,c 100 \(\upmu\)m

Tool deformation for 10 \(\upmu\)-m-thick tool coating a TiC, b TiN, c TiAlN
Results and Discussion
Figure 4 shows the maximum tool deformation (mm) for the tool coated with TiC of different thicknesses. As the thickness of the coating increased, the deformation was found to reduce. Similar response was observed in the case of the other two tool coatings. Figure 5 shows the tool deformation for different coating materials with coating thickness of 10 \(\upmu\)m. Table 6 shows the maximum tool deformations for the uncoated HSS tool as well the coated tools for varying coating type and thickness. It is evident that the maximum deformation for the uncoated HSS tool is higher by \(\sim\)8–20% when compared to different tool coatings for a given coating thickness. Thus, employing tool coating is beneficial in improving the tool life and resisting deterioration during continuous machining operations [39].
Table 7 shows the results of the simulations for the 9 test runs. For any given tool coating thickness, TiN coatings showed the highest deformation as compared to the other two coatings, attributable to its lower Young’s modulus. TiAlN showed the least maximum deformation among all coating types, for the varying coating thicknesses. The signal-to-noise ratio (S/N) characteristic is the performance measurement parameter used in Taguchi technique and is classified as smaller the better, larger the better or nominal the better. Since, in the study, the tool deformation (highest) has to be minimized, the smaller the better criterion was selected for the S/N ratio as given by Eq. 2; ’j’ represents the test number from 1 to 9. The S/N ratio indicates the percentile effect of noise on the output parameter.
The results of the Taguchi optimization analysis showed that the coating thickness was the significant control factor compared to the coating type. The main effect plot for the S/N ratio is shown in Fig. 6a. The effect of the control parameters on the maximum tool deformation is indicated by the nature of the curves [25, 26, 40], which is observed to be steep for the coating thickness parameter. In terms of the coating type, TiAlN followed by TiC showed optimal response, while TiN was the least optimal coating.

Results from Taguchi analysis a interaction plot for S/N ratios, b main effect plot for S/N ratios, c main effect plot for means, d interaction plot for means
The response table for the signal-to-noise ratios is shown in Table 8. The highest S/N ratios obtained from the analysis were 35.17 (for coating type) and 36.36 (for coating thickness). The highest \(\Delta\) value was 3.00 shown for coating thickness, which implied its role as the dominant parameter. Considering the coating thickness, there was a sudden increase in the S/N ratios from 10 \(\upmu\)m thickness to 50 \(\upmu\) thickness, while the rising effect slowed for the increase to 100 \(\upmu\)m thickness from 50 \(\upmu\)m. The interaction plot for the S/N ratio is shown in Fig. 6b. It can be deduced from the interaction plot that there is no significant interaction between the tool coating type and the thickness. The TiAlN coating emerged as the optimal coating material among the coating types, while the thickness of 50 \(\upmu\)m was the optimal coating thickness for the machining parameters—depth of cut to be 1\(-\)1.5 mm, feed as 0.1 mm/rev and spindle speed of 400 rev/min (Table 9).

Residual plots for the tool deformation
The regression equation based on the process parameters (A and B) is shown in Eq. 3, where \(\delta _\mathrm{tool}\) is the maximum tool deformation for the simulation. The regression analysis tables are shown in Tables 10 and 11, respectively. The ANOVA is shown in Table 12. A significance level of \(\alpha \sim 0.05\) was taken during the analysis. The degree of freedom (DoF), adjusted sum of squares (Adj. SS), adjusted mean squares (Adj. MS), the ’F-Value’ and ’P-Value’ indicate the level of significance of the parameters. It is seen from Table 12 that ’P-Value’ < \(\alpha\) indicated that the control parameters were crucial for the tool deformation. The ’F-Value’ indicated the dispersion of the parameters at different levels [25]. The residual plots are shown in Fig. 7.
Conclusion
The finite element studies of the effect of different micro-coatings on HSS cutting tool were conducted. The effect of the coating thickness and type of coating on the maximum tool deformation were analyzed employing the Taguchi optimization technique. The following conclusions were drawn:
-
The objective “smaller-the-better” was sought through the Taguchi’s L\(_9\) orthogonal array for the tool deformation. The study indicated coating thickness to be the dominant parameter as compared to the coating type.
-
Employing micro-coatings influenced the tool deformation as uncoated tool showed higher deformation than coated tools, with TiAlN coating offering the optimal response among the different tool coatings
-
The statistical parameters used in the ANOVA successfully captured the response of the control parameters at a 95% significance.
-
With increase in coating thickness, although the maximum deformation was found to reduce for a type of coating, the extent of spread of the deformation zones on the rake and the flank faces was relatively higher.
-
The degree of interaction between the coating type and the tool coating thickness was relatively low, except at the coating thickness of 50 \(\upmu\)m.
References
T. Childs, Metal Machining (Arnold Publishers, London, 2000)
J. Monaghan, T. MacGinley, Modelling the orthogonal machining process using coated carbide cutting tools. Comput. Mater. Sci. 16(1–4), 275–284 (1999)
S. Ranganathan, T. Senthilvelan, Prediction of machining parameters of surface roughness of GFRP composite by applying ANN and RSM. Int. Rev. Mech. Eng. 6(5), 1068–1073 (2012)
G. Mahesh, S. Muthu, S.R. Devadasan, Experimentation and prediction of surface roughness of the machining parameter with reference to the rake angle in end mill. Int. Rev. Mech. Eng. 6(7), 1418–1426 (2012)
Y.C. Yen, J. Söhner, B. Lilly, T. Altan, Estimation of tool wear in orthogonal cutting using the finite element analysis. J. Mater. Process. Technol. 146(1), 82–91 (2004)
L.J. Xie, J. Schmidt, C. Schmidt, F. Biesinger, 2D FEM estimate of tool wear in turning operation. Wear 258(10), 1479–1490 (2005)
O. Pantalé, J.L. Bacaria, O. Dalverny, R. Rakotomalala, S. Caperaa, 2D and 3D numerical models of metal cutting with damage effects. Comput. Methods Appl. Mech. Eng. 193(39–41 SPEC. ISS.), 4383–4399 (2004)
A. Molinari, R. Cheriguene, H. Miguelez, Numerical and analytical modeling of orthogonal cutting: the link between local variables and global contact characteristics. Int. J. Mech. Sci. 53(3), 183–206 (2011). https://doi.org/10.1016/j.ijmecsci.2010.12.007
A. Molinari, R. Cheriguene, H. Miguelez, Contact variables and thermal effects at the tool-chip interface in orthogonal cutting. Int. J. Solids Struct. 49(26), 3774–3796 (2012). https://doi.org/10.1016/j.ijsolstr.2012.08.013
Y. Bhoyar, P. Kamble, Finite element analysis on temperature distribution of turning process. Int. J. Mod. Eng. Res. 3(1), 541–546 (2013)
J. Díaz-Álvarez, J.L. Cantero, H. Miguélez, X. Soldani, Numerical analysis of thermomechanical phenomena influencing tool wear in finishing turning of Inconel 718. Int. J. Mech. Sci. 82, 161–169 (2014)
J.A. Arsecularatne, L.C. Zhang, C. Montross, Wear and tool life of tungsten carbide, PCBN and PCD cutting tools. Int. J. Mach. Tools Manuf. 46(5), 482–491 (2006)
Y. Tadi Beni, M.R. Movahhedy, Consistent arbitrary Lagrangian Eulerian formulation for large deformation thermo-mechanical analysis. Mater. Des. 31(8), 3690–3702 (2010). https://doi.org/10.1016/j.matdes.2010.03.003
L. Li, B. Li, K.F. Ehmann, X. Li, A thermo-mechanical model of dry orthogonal cutting and its experimental validation through embedded micro-scale thin film thermocouple arrays in PCBN tooling. Int. J. Mach. Tools Manuf. 70, 70–87 (2013). https://doi.org/10.1016/j.ijmachtools.2013.03.005
S. Lei, Y.C. Shin, F.P. Incropera, Thermo-mechanical modeling of orthogonal machining process by finite element analysis. Int. J. Mach. Tools Manuf. 39(5), 731–750 (1999)
M. Issa, C. Labergère, K. Saanouni, A. Rassineux, Numerical prediction of thermomechanical field localization in orthogonal cutting. CIRP J. Manuf. Sci. Technol. 5(3), 175–195 (2012)
Y. Wan, Z.T. Tang, Z.Q. Liu, X. Ai, The assessment of cutting temperature measurements in high-speed machining. in Materials Science Forum, vol. 471. (Trans Tech Publications, 2004), pp. 162-166. ISBN 0878499563
B. Rahmati, A.A.D. Sarhan, M. Sayuti, Investigating the optimum molybdenum disulfide (MoS\(_2\)) nanolubrication parameters in CNC milling of AL6061-T6 alloy. Int. J. Adv. Manuf. Technol. 70(5–8), 1143–1155 (2014)
S. Zhang, Z. Liu, An analytical model for transient temperature distributions in coated carbide cutting tools. Int. Commun. Heat Mass. Transf. 35(10), 1311–1315 (2008). https://doi.org/10.1016/j.icheatmasstransfer.2008.08.001
A. Gasagara, W. Jin, A. Uwimbabazi, Stability analysis for a single-point cutting tool deflection in turning operation. Adv. Mech. Eng. 11(6), 1–14 (2019)
A.S.Y. Ning, Z. Kamdi, A.R. Ainuddin, R. Hussin, S.A. Ibrahim, Tungsten carbide-nickel (WC-Ni) coating as potential wear and corrosion protection for metal. in Materials Science Forum, vol. 1010. (Trans Tech Publications, 2020), pp. 286-291. ISBN 3035715823
A.V. Brover, G.I. Brover, The morphology of carbide and nitride coatings on steels after laser irradiation. in Materials Science Forum, vol. 989. (Trans Tech Publications, 2020), pp. 145-151. ISBN 3035715769
B. Denkena, B. Breidenstein, Residual stress gradients in PVD-coated carbide cutting tools. in Materials Science Forum, vol. 524. (Trans Tech Publications, 2006), pp. 607-612. ISBN 0878494146
Dobrzański LA, Pakuła D. Structure and properties of the wear resistant coatings obtained in the PVD and CVD processes on tool ceramics. in Materials Science Forum, vol. 513. (Trans Tech Publications, 2006), pp. 119-134. ISBN 0878494006
S. Dutta, S. Kumar, R. Narala, Optimizing turning parameters in the machining of AM alloy using Taguchi methodology. Measurement 169(August 2020), 108340 (2021). https://doi.org/10.1016/j.measurement.2020.108340
R. Shetty, R.B. Pai, S.S. Rao, R. Nayak, Taguchi ’ s technique in machining of metal matrix composites. J. Braz. Soc. Mech. Sci. Eng. 31(1), 12–20 (2009)
J. Carvill, Preface. in Mechanical Engineer’s Data Handbook, ed. by J. Carvill. (Butterworth-Heinemann, Oxford, 1993). pp. vii. Available from: https://www.sciencedirect.com/science/article/pii/B9780080511351500042
V.F.C. Sousa, F.J.G. Da Silva, G.F. Pinto, A. Baptista, R. Alexandre, Characteristics and wear mechanisms of TiAlN-based coatings for machining applications: a comprehensive review. Metals (Basel) 11(2), 1–49 (2021)
S. Zhang, W. Zhu, TiN coating of tool steels: a review. J. Mater. Process. Technol. 39(1), 165–177 (1993)
M. Bartosik, D. Holec, D. Apel, M. Klaus, C. Genzel, J. Keckes et al., Thermal expansion of Ti-Al-N and Cr-Al-N coatings. Scr. Mater. 127, 182–185 (2017). https://doi.org/10.1016/j.scriptamat.2016.09.022
M. Hans, L. Patterer, D. Music, D.M. Holzapfel, S. Evertz, V. Schnabel et al., Stress-dependent elasticity of TiAlN coatings. Coatings 9(1), 24 (2019)
F. Klocke, A. Krämer, H. Sangermann, D. Lung, Thermo-mechanical tool load during high performance cutting of hard-to-cut materials. Proc. CIRP 1(1), 295–300 (2012)
C. Courbon, T. Mabrouki, J. Rech, D. Mazuyer, E. D’Eramo, On the existence of a thermal contact resistance at the tool-chip interface in dry cutting of AISI 1045: formation mechanisms and influence on the cutting process. Appl. Therm. Eng. 50(1), 1311–1325 (2013). https://doi.org/10.1016/j.applthermaleng.2012.06.047
L. ApaHuei-Huang, Finite Element Simulations with ANSYS Workbench 15: Theory, Applications, Case Studies. (SDC Publications, 2014). Available from: https://books.google.co.uk/books?id=Zh3GNd9M1oUC
N.A. Rani, F.A. Aziz, A.R. Hemdi, M. Kanagaraj, Effects of machining method and technique on galvanized steel material properties. J. Comput. Methods Sci. Eng. 21(3), 545–553 (2021)
S.Y. Yoon, K.O. Lee, S.S. Kang, K.H. Kim, Comparison for mechanical properties between TiN and TiAlN coating layers by AIP technique. J. Mater. Process. Technol. 130–131, 260–265 (2002)
M. Sayuti, A.A.D. Sarhan, M. Hamdi, An investigation of optimum SiO\(_2\) nanolubrication parameters in end milling of aerospace Al6061-T6 alloy. Int. J. Adv. Manuf. Technol. 67(1–4), 833–849 (2013)
T. Sunny, J. Babu, J. Philip, Experimental studies on effect of process parameters on delamination in drilling GFRP composites using Taguchi method. Proc. Mater. Sci. 6, 1131–1142 (2014)
M. Akgün, F. Kara, Analysis and optimization of cutting tool coating effects on surface roughness and cutting forces on turning of AA 6061 alloy. Adv. Mater. Sci. Eng. 2021, (2021). https://doi.org/10.1155/2021/6498261
Y. Fedai, F. Kahraman, H.K. Akin, G. Basar, Optimization of machining parameters in face milling using multi-objective Taguchi technique. Techni. Glas. 6168, 104–108 (2018)
Acknowledgements
The authors would like to thank the Department of Aeronautical and Automobile Engineering, MIT Manipal, for supporting the work, and for permitting access to the computational facility to carry out the modelling and finite element analysis for this work.
Funding
Open access funding provided by Manipal Academy of Higher Education, Manipal. The authors declare that no funding was received for this work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Pai, A., Shenoy Baloor, S. & Kini, C.R. Taguchi Analysis of the Deformation Characteristics of Single-Point Cutting Tool with Micro-Tool Coatings During Orthogonal Machining. J. Inst. Eng. India Ser. D 104, 811–820 (2023). https://doi.org/10.1007/s40033-022-00437-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40033-022-00437-8