
Abstract
Lack of process characterization data of the ores based on the granulometry, texture, mineralogy, physical, chemical, properties, merits and limitations of process, market and local conditions may mislead the mineral processing entrepreneur. The proper implementation of process characterization and geotechnical map data will result in optimized sustainable utilization of resource by processing. A few case studies of process characterization of some Indian iron ores are dealt with. The tentative ascending order of process refractoriness of iron ores is massive hematite/magnetite < marine black iron oxide sands < laminated soft friable siliceous ore fines < massive banded magnetite quartzite < laminated soft friable clayey aluminous ore fines < massive banded hematite quartzite/jasper < massive clayey hydrated iron oxide ore < manganese bearing iron ores massive < Ti–V bearing magnetite magmatic ore < ferruginous cherty quartzite. Based on diagnostic process characterization, the ores have been classified and generic process have been adopted for some Indian iron ores.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The exponential demand, improved socio-economic conditions, stringent environmental regulations on mining industry and depletion of massive compact high grade anhydrous iron oxide ores necessitated the processing and utilization of sub and low grade iron ore lumps and fines and mine waste dumps. The previous works by IBM [1, 2], FIMI [3] and Sahoo et al. [4] on iron ore processing comprises of size reduction-sizing, washing—classification of fines, jigging of fine-chips, crushing-closed circuit grinding to liberate values followed by classification, gravity concentration, magnetic concentration, selective dispersion of gangue—flocculation of iron ore slimes followed by desliming, inverse flotation of iron minerals, selective magnetic collector adsorption followed by magnetic separation, pyro-processing followed by desliming, gravity concentration, magnetic concentration and agglomeration of concentrates. The industrial trend is to reduce the cost, both capital and operative, by enhancing unit capacities, reducing energy consumption, giving flexible flow sheet for pre-concentration of values at coarse sizes at site, as indicated by some of previous reviews of IBM [1, 2] and FIMI [3]. Iron ores are categorized as anhydrous iron oxide ores, hydrated iron oxide ores, iron carbonate and iron silicate ores based on iron ore mineralogy. It is also categorized as massive hematite, banded anhydrous iron oxide quartz [BHQ/banded magnetite quartzite (BMQ)], friable hard/soft laminated ores, laterites, beach black iron ore sands, marine oolitic ores, massive magmatic Ti/V magnetite ores, manganese bearing iron ores and ferruginous cherty quartzite by IBM [1, 2] and FIMI [3].
The process characterization data of the ores based on granulometry, texture, mineralogy, physical, chemical properties, merits and limitation of process, costs, market and local conditions may aid the mineral processing entrepreneur. The proper implementation of process characterization and geo-technical map data will result in pragmatic sustainable utilization of resource by processing. The onus for solutions to the problems associated with the assemblage of minerals and processes lie with them only. Hence, the paper briefly enumerates the mineral-process characteristics of some iron ores mainly from India, based on ore characteristics, diagnostic amenability test (DAT) and generic process results.
Materials and Methods
Iron ore samples from Donimalai [1], Bellary [3], Chitradurga [4], Hospet [5], CN Halli [6], Sandur [6] from Karnataka, Gonda, Ratnagiri [2] from Maharashtra, Odisha and Goa [7] were collected for the above study. The samples were subjected to standard feed preparation and sampling methods. The DAT is as follows. The original sample was subjected to detailed mineralogical and chemical analysis. A representative portion of the sample as received was dry ground to −0.2 to 0.1 mm based on degree of liberation, wet sieved over 500 mesh to reject slimes [−500 mesh]. The sand fraction was subjected to heavy liquid separation at 2.96 specific gravity using TBE and also the sand fractions, sink and float products were subjected to hand magnet, Frantz Iso dynamic separator at various intensities. Mineral processing studies comprised of controlled crushing and grinding (if needed), wet screening for particle size refining to study the amenability of sample to washing and particle size refining for high grade massive ores and friable clayey iron ores and WLIMS for alluvial sands. The siliceous iron ores and BMQ were subjected to controlled closed circuit grinding with screens to liberation size followed by gravity and magnetic separation processes. The BHQ was subjected to fine grinding to unlock quartz followed by wet high intensity high gradient magnetic separations. The complicated ores like massive hydrated iron oxide ores, Mn bearing iron ores and Ti magnetite were subjected to chemical processing methods.
Results and Discussion
Massive High Grade Anhydrous Iron Oxide Ore from Donimalai, Karnataka
The massive hard lumpy/laminated high grade iron ore with ~30 % fines assaying 64.90 % Fe, 2.06 % SiO2, 0.60 % FeO, 2.13 % Al2O3, 0.05 % P, 0.03 % S, 1.72 % LOI and containing hematite [94 %], quartz [2 %], clay [4 %] goethite and martite[Tr] was the easiest ore that needs little beneficiation. The DAT produced a >67 % Fe concentrate with ~90 % Fe recovery at 86 % yield. The results are given in Table 1. The process consists of primary, secondary, tertiary crushing in closed circuit with 100, 30 and 10 mm screens, classification of −10 mm fines produced a lumpy and sinter grade concentrate assaying >65 % Fe with 90 % Fe distribution similar to the results enumerated by IBM [1].
Alluvial Sands from Ratnagiri, Maharashtra
The black marine sands from Ratnagiri, Maharashtra assaying 10 % Fe containing mainly quartz with minor to sub ordinate amounts of free magnetite was the easiest to upgrade. The DAT produced a >62 % Fe concentrate with ~90 % Fe recovery at 8.6 % yield. The process comprised of particle size refining by wet screening over 1 and 0.05 mm and WLIMS of −1 + 0.05 sand fraction yielded a sinter/pellet grade magnetic concentrate assaying >67 % Fe with 75 % Fe recovery at 6 wt% yield. Mandre et al. [5] incidentally obtained similar results by WLIMS of black sands from Ratnagiri. The results are given in Table 2.
Banded Magnetite Quartzite (BMQ) from Bellary, Karnataka
The grayish coloured hard and compact BMQ sample from Bellary, Karnataka assayed 58.25 % Fe, 13.52 % SiO2, 6.75 % FeO, 1.82 % Al2O3, 0.20 % P, 0.10 % S, 0.40 % LOI and contained hematite [20 %], quartz [5 %], chlorite [15 %], martite [20 %], magnetite [40 %], apatite, clay, goethite, pyrite[Tr]. The DAT produced >64 % Fe, 6.52 % SiO2, 16.75 % FeO, 0.82 % Al2O3, 0.50 % P, 0.10 % S, 0.20 % LOI concentrate with 87 % Fe recovery at 75 wt% yield from the phosphorus and sulfur bearing high grade BMQ. The DAT indicated that the sample is amenable to gravity and magnetic concentration and flotation may be required to remove P, S and remnant SiO2. The gravity and magnetic separation (WLIMS) test varying MOG yielded optimum results at −0.6 mm followed by cleaner gravity and WLIMS after regrinding to −0.1 mm yielded a concentrate assaying 65.65 % Fe, 4.02 % SiO2, 0.10 % Al2O3, 0.75 % FeO, 0.03 % P, 0.03 % S, 0.42 % LOI with 75.7 % meeting the pellet grade. The results are given in Table 3. The grade was low at MOG coarser than 0.2 mm due to interlocking and Fe recovery was low at size finer than 0.074 mm due to slime constraints on gravity and WLIMS, leading to pre-concentration at coarse size followed by cleaner step after regrinding to −0.1 mm. The flotation of gangue minerals using xanthate, oleate and amine sequentially from concentrate reduced the impurity level in non float significantly. The ganuge content and fine interlocking nature complicates the process though the processing of BMQ appears simple. Haran et al. [6] produced similar and better results employing dry cobbing at coarse sizes of −6 mm, gravity and concentration at −0.1 mm and inverse flotation to remove S and P after grinding the concentrate to −0.075 mm.
Soft Friable Siliceous Iron Ore Fines from Chitradurga, Karnataka
The soft friable siliceous blackish gray coloured iron ore fines from Chitradurga, Karnataka assayed 59.60 % Fe, 9.06 % SiO2, 1.06 % FeO, 1.09 % Al2O3, 0.05 % P, 0.03 % S, 4.02 % LOI and contained hematite [50 %], quartz [8 %], clay [2 %], goethite [35 %], martite [5 %], magnetite, apatite, chlorite, pyrite[Tr]. The DAT produced a concentrate assaying >62 % Fe, 6.02 % SiO2, 0.85 % FeO, 0.82 % Al2O3, 0.03 % P, 0.03 % S, 2.20 % LOI with 85 % Fe recovery at 80 wt% yield indicating the easy amenability of sample to gravity/WHIMS. The process comprised of stage grinding to −0.1 mm, desliming to remove 10 μm slims, gravity–WHIMS of gravity tails which yielded a concentrate assaying >64 % Fe, 3.92 % SiO2, 0.52 % Al2O3, 1.05 % FeO, 0.03 % P, 0.03 % S, 2.42 % LOI with 83 % Fe recovery at 78 wt% yield meeting the pellet grade. The results are given in Table 4. The grade was low at MOG coarser than 0.2 mm due to interlocking and Fe recovery was low for size finer than 0.074 mm due to slime constraints on gravity and WLIMS process. Incidentally similar results were obtained by IBM while treating ores from the same belt.
Soft Friable Clayey Iron Ore Fines from Hospet, Karnataka
The brownish dark grey coloured Soft friable clayey iron ore fines from Hospet, Karnataka assayed 55.24 % Fe, 5.61 % SiO2, 0.70 % FeO, 8.81 % Al2O3, 0.05 % P, 0.03 % S, 5.60 % LOI and contained hematite [60 %], quartz[Tr], gibbsite [5 %], ferruginous clay [15 %], goethite [20 %], martite, magnetite, apatite, chlorite, pyrite[Tr]. The DAT yielded a concentrate assaying ~60 % Fe concentrate with 40 % Fe recovery at 37 wt% yield. The results are given in Table 5. Figure 1 shows the intimate association of clay with iron minerals. The sample is amenable to simple attrition and washing yielding only sinter grade concentrates. The process comprises of a stage crush to −1 mm, attrition scrubbing, desliming yielding a concentrate assaying ~62 % Fe, 2.92 % SiO2, 0.75 % FeO, 4.52 % Al2O3, 0.03 % P, 0.03 % S and 2.42 % LOI with 56 % Fe recovery at 50 wt% yield. Incidentally IBM [2] evolved a process comprising of stage crushing to −1 mm, attrition scrubbing, desliming, gravity concentration and WHIMS of gravity tails–slimes yielded a sinter grade concentrate assaying >63.5 % Fe with Fe distribution of 50 % and wt% yield of 35 from highly clayey and slimy low grade ores from Hospet.

Clayey iron ore hematite (He) inclusions within the ferruginous clay/limonite (Fe Cl/Li). Free ferruginous clay/limonite (Fe Cl/Li) and hematite (He) grains are seen in <400 μm size sample. (Reflected light, ×20, air)
Lateritic Lumpy Hydrated Iron Oxide Lumpy Ore from CN Halli, Karnataka
Brownish yellow coloured lateritic lumpy hydrated iron oxide lumpy ore from CN halli, Karnataka assayed 57.65 % Fe, 2.69 % SiO2, 0.19 % FeO, 4.40 % Al2O3, 0.08 % P, 0.03 % S and 10.80 % LOI and contained goethite [90 %], hematite [4 %], quartz [1 %], clay [5 %], gibbsite, martite, magnetite, apatite, chlorite, pyrite[Tr]. The DAT yielded a concentrate assaying ~61.7 % Fe concentrate with 23 % Fe recovery indicating that the sample could not yield stipulated grade concentrates by simple physical separations thereby indicating the necessity of chemical processing. The results are given in Table 6. Hence calcinations studies were conducted varying temperature, size and time. The calcinations followed by wet particle size refining under optimum conditions of −10 mm size Calcine for 30 min at 450 °C, water quench, screen over 0.2 mm, gravity–WHIMS of −0.2 mm fraction yielded a concentrate assaying 63.48 % Fe, 3.30 % SiO2, 0.15 % FeO, 3.00 % Al2O3, 0.03 % P, 0.03 % S, 2.06 % LOI concentrate with 93 % Fe recovery at 84 wt% yield meeting the industrial specifications.
Manganiferrous Clayey Iron Ore Fines from Goa
Grayish black coloured manganiferrous clayey iron ore fines from Goa assayed 45.24 % Fe, 9.89 % Mn, 5.61 % SiO2, 0.70 % FeO, 8.81 % Al2O3, 0.03 % P, 0.03 % S and 5.60 % LOI and contained hematite [50 %], Fe–Mn clay [25 %], goethite [10 %], psilomelane [15 %], magnetite, quartz, apatite and pyrite[Tr]. The DAT yielded a concentrate assaying ~56 % Fe, 7.2 % Mn concentrate with 40 % Fe recovery indicating the necessity of separation of Mn by chemical methods like magnetizing roast followed by LIMS to concentrate Fe values or leaching of Mn values by reducing acid leaching. The results are given in Tables 6 and 7. Figure 2 shows the mineralogy of the sample. Conventional process of gravity and WHIMS at −0.5 mm yielded a concentrate followed by sulphurous acid leaching of concentrate yielded a concentrate assaying 62 with 46 % Fe recovery. IBM [2] and FIMI [3] reported similar results employing magnetizing roast followed by magnetic separation for Mn bearing ores of India.

Manganese bearing iron ore psilomelane (Psi), hematite (He), clay (Cl) and goethite (Go) grains are seen in −65 +200 mesh size fraction. (Reflected light, air, ×10)
Banded Hematite Quartz/Jasper–Ferruginous Chert from Odisha
The grayish coloured hard and compact BHQ/BHJ–cherty quartz [60–65 %] and ferruginous chert sample from Odisha, assayed 26.50 % Fe, 61.19 % SiO2, 0.21 % Al2O3, and 0.30 % LOI and contained hematite [35–40 %]. The DAT at very fine size yielded a concentrate assaying 60 % Fe, 12.02 % SiO2, 0.85 % FeO, 0.38 % Al2O3, 0.03 % P, 0.03 % S, 0.62 % LOI concentrate with 60 % Fe recovery at 56 wt% yield. The results are given in Table 8 and very fine mineralogical assemblage is given in Fig. 3. Requisite grade concentrates could not be produced due to very fine mutual interlocking and inclusions of chert with hematite. The process comprising of WHIMS with cleaning stage and inverse cationic flotation of iron values at −0.07 mm yielded a concentrate assaying 60 % Fe, 13.92 % SiO2 concentrate with 32.8 % Fe recovery at 14.5 wt% yield. Similar grade concentrates were reported by IBM [2] and FIMI [3]. The ferruginous cherty BHQ/BHJ sample seems to be highly refractory from processing point of view.

Typical ferruginous quartzite–fine grained BHQ. The polished lump showing the intergrowth of hematite and quartz, reflected light, ×10 magnification
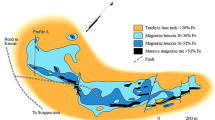
Ti/V Bearing Magnetite Ores from Gonda, Maharashtra
The grayish coloured Ti/V bearing magnetite ores from Gonda, Maharashtra assaying 51.30 % Fe, 6.10 % SiO2, 8.64 % FeO, 14.62 % TiO2, 5.74 % Al2O3, 0.03 % P, 0.03 % S, and 0.59 % V2O5 and contained hematite [20 %], quartz [2 %], clay [1 %], goethite [3 %] ilmenite [20 %], magnetite [40 %], chamosite [15 %], pyrite and apatite[Tr]. The DAT yielded a concentrate assaying 56 % Fe, 13.28 % TiO2 concentrate with 84 % Fe recovery indicating highest refractory nature of the sample. Figure 4 shows the mineralogical assemblage of the sample. Table 9 gives the DAT and OD test data. Conventional rougher WLIMS at −0.5 mm followed by two stages of cleaner WLIMS of rougher concentrate reground to −0.05 mm could yield a concentrate assaying 55.96 % Fe, 13.86 % TiO2, 1.08 % SiO2, 9.04 % FeO, 3.05 % Al2O3, 0.03 % P, 0.03 % S, 1.52 % V2O5, 0.15 % LOI concentrate with 85 % Fe recovery at 79 wt% yield. Only special plasma metallurgical processes may use this pelletized concentrates.

Titanium bearing magnetite ore free ilmenite (IL), magnetite (Mg) and silicate (Si) grains are seen in −65 +200 mesh size fraction. (Reflected light, ×10, air)
Based on the above chemical, mineralogical characterization and DAT the ores were categorized. The mineral processing test was done based on generic process developed at liberation size by previous works on similar ore types [4–7]. The ores from Donimalai, Bellary Hospet, Chitradurga and CN Halli from Karnataka, Gonda and Ratnagiri from Maharashtra, Odisha, Goa of India respectively are characterized as massive high grade hard anhydrous iron oxide, BMQ, soft friable clayey iron ore fines, soft friable siliceous iron ore fines, lateritic hydrated iron hydroxide ore, massive titani–vanadi ferrous magnetite, alluvial black iron oxide sands and manganiferrous clayey iron ore fines. It can be noticed all the ores except titani–vanadi ferrous magnetite, manganiferrous clayey ores and ferruginous cherty quartzite, yielded marketable concentrates assaying >62 % Fe by both physical and/or chemical processing studies similar to the finding of previous works of Sahoo et al. [4], Haran et al. [6], Mandre et al. [5] and Banerjee et al. [7]. The refractoriness is attributed to chemically bound deleterious values within the lattice of iron minerals besides ultra fine dissemination of gangue at micron–sub micron levels with iron minerals.
Conclusions
The process characterization studies indicated that the tentative ascending process refractoriness of iron ores are massive hematite/magnetite < marine black iron oxide sands < laminated soft friable siliceous ore fines < massive BMQ < laminated soft friable clayey aluminous ore fines < massive banded hematite quartzite/jasper < massive clayey hydrated iron oxide ore < manganese bearing iron ores massive < Ti–V bearing magnetite magmatic ore < ferruginous cherty quartzite. Each ore is unique.
Abbreviations
- <:
-
Less than
- >:
-
Greater than
- WHIMS:
-
Wet high intensity magnetic separation,
- WLIMS:
-
Wet low intensity magnetic separation
References
IBM, Monograph of iron ore, Nagpur, 1997
IBM, Iron and steel—vision 2020, 2011
FIMI, in Proc. seminar iron ore value addition technical and financial means, Panji, 28 and 29th Jan 2011
R.K. Sahoo, B.C. Acharya, B.C. Naik, S.K. Misra, Mineralogical characteristics of some off-grade iron ores of Orissa, India, in IIM proceedings of International Symposium on beneficiation and agglomeration, RRL Bhubaneshwar, 1980
N.R. Mandre, S. Prabhu, A.R. Gujar, R. Venugopal, Characterization-processing of beach sands from Ratnagiri, Maharashtra, in Proc., MPT 2006, NML, Chennai, 2006
N.P. Haran, I. Ravindran, A.B.K. Prasad, C.S. Gundwar, Reduction of P and S from magnetite of Bellary, Karnataka, in Proc. MPT2009, IMMT, Bhubaneshwar, 2009
T.H. Banerjee, A.K. Sengupta, Mohanram, Beneficiation of titani-ferrous magnetite, in Proc. MPT 2010, NML, Jamshedpur, 2010
Open Access
This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License (https://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Krishna, S.J.G., Patil, M.R., Rudrappa, C. et al. Characterisation and Processing of Some Iron Ores of India. J. Inst. Eng. India Ser. D 94, 113–120 (2013). https://doi.org/10.1007/s40033-013-0030-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40033-013-0030-4