
Abstract
The reduction of environmental impact is today the main challenge of the ceramic industry that is always more focusing on materials in line with the principles of economic and environmental sustainability. In this context, this study addresses the implementation of a Life Cycle Assessment (LCA) on the production of ceramic sanitaryware, based on a cradle-to-grave analysis. Specifically, the process was considered from raw materials until the product is manufactured, excluding the disposal phase except for process waste. The analysis of the impact assessment considers three different scenarios: (i) The first examines the current state; (ii) the second considers the recovery of fired waste and water as well as the replacement of firing and annealing ovens with new generation ovens; (iii) the third, in addition to the technologies used in the second, proposes the use of a photovoltaic system to produce green energy and, additionally, a "plant" energy recovery system. The results show how production processes have a considerable impact on the environment, in terms of energy consumption and materials. Moreover, the use of a photovoltaic system together with the recovery of water allows a significant reduction of environmental impacts. In contrast, the crushing processes for the recovery of fired waste worsen the environmental performance of the plant, because of the high consumption of electricity. Therefore, by improving the waste recovery system and adopting the solutions of the third scenario in terms of energy savings, it would be possible to reduce the environmental burden of the production system considerably. At the same time, the use of additional equipment and production processes increases the costs of the manufacturing and has a significant impact on maintenance.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The ceramic sector is one of the fields of excellence in Europe. Despite a decrease in revenue due to the pandemic in the last two years, compared to 2019, it is still among the sectors that still enjoy good health (“Ceramic Sanitary Ware Market Trends 2021–2031,” 2020) (Grand View Research 2019). The rise in energy costs, raw materials as well as logistics can continue to undermine the international competitiveness of the sector although constant technological innovation of these products manages to keep pace with an increasingly demanding market, also in relation to the reduction of the environmental impact (Cuviella-Suárez et al. 2021a, b). One of the most important challenges for the entire manufacturing sector today is sustainability (Kuhlman and Farrington 2010) (Kohl et al. 2020), with a reduction in the environmental impact of the ceramic production cycle highly demanded by the market (Furszyfer Del Rio et al. 2022). In order to establish the sustainability of ceramic sanitaryware, its life cycle must be analyzed according to a cradle-to-grave approach, starting from the raw materials and arriving at the disposal of the process waste. In the production cycle, the most relevant aspects that affect the environmental sustainability are: gaseous emissions, water consumption and waste water discharges, waste/residues, energy consumption, etc. (Mezquita et al. 2009; Furszyfer Del Rio et al. 2022). Ceramics industry, in general, was among the first to deal with the environmental problem and has been able to develop more sustainable technologies along the whole production process with pollution levels well below the legal and BAT (Best Available Techniques) established by the EU (Vartanyan et al. 2014). Due to their intrinsic characteristics, such as resistance to extreme weather conditions, chemical agents, humidity, temperature variations, and UV rays, ceramics are extremely durable (estimated lifetime of more than 50 years) easily recyclable in processes that can use fired waste, raw waste, and scrap. Therefore, ceramics manufacturing processes are absolutely consistent with the themes of circular economy and sustainable development.
State of art
Life Cycle Assessment (LCA) in ceramic industry
The LCA (acronym of Life Cycle Assessment) is often used to establish the environmental impacts of a process or a product, analyzing the hotspots and improvements that can be implemented, considering, if necessary, different scenarios. This methodology has developed since the 1990s and has since expanded steadily since the 2000s (Guinée et al. 2011). In recent years, this type of analysis has increasingly been addressed, given the increased focus on environmental issues. This is true regardless of the type of production process and/or the type of product, whether durable or not (Malabi Eberhardt et al. 2020; Füchsl et al. 2022; Mansor et al. 2021; Muthu 2014; Accorsi et al. 2022; Desole et al. 2022; Genovesi et al. 2022; Cappiello et al. 2022). In the field of ceramic products, several LCA studies have been carried out (Bovea et al. 2006, 2010). The former is focused on the assessment of the environmental performance of the process currently used for the packaging and palletizing of ceramic floors and coverings. The authors focused on the life cycle of primary and tertiary packaging. The latter is aimed at evaluating all stages of production, from the extraction of red clay to the production process of the tiles and their delivery to customers through a cradle-to-grave analysis. In (Almeida et al. 2016), on the other hand, a cradle-to-grave analysis is addressed, where the main hotspot is represented by the production step of the ceramic tiles. The reduction of carbon dioxide emissions and resource consumption is a crucial matter. In (Ros-Dosdá et al. 2018) the life cycle of ceramic tiles is assessed with the aim of reducing CO2 emissions, but using current technologies without further innovation. In (Nicoletti et al. 2002) the LCA is on a comparative base. The environmental load of ceramic and marble tiles is comparatively evaluated, following a cradle-to-grave analysis, with the result of minor impacts generated by marble tiles. Other ceramic products, whose environmental impacts have been studied, are ornamental ceramic plates (OCP) (Lo Giudice et al. 2017), where a Life Cycle Inventory (LCI) analysis was applied to this sector. The inventory analysis is followed by the environmental impact assessment. (Sivappirakasam et al. 2019) developed an LCA of the production of ceramic floor tiles. In the system boundaries, no analysis of infrastructure and capital and the recovery of waste and water were considered. Tikul and Srichandr (2010) and Ye et al. (2014) report in their scientific works a life cycle analysis of ceramic tiles in two plants, respectively, located in Thailand and China. The former paper refers to a cradle-to-grave analysis from the extraction of materials to the end of life, while the latter refers to the cradle-to-gate type of analysis and considers the disposal of solid waste in both scenarios. The ceramic products for which environmental assessments have been carried out are not limited to sanitaryware or tiles alone. In (Souza et al. 2015) a comparative analysis between ceramic and concrete tiles for roofing applications made in a plant located in Brazil was reported. Through a cradle-to-grave analysis, the authors showed how the ceramic tiles were more sustainable than the cement ones. The analysis of Khorassani et al. (2019) evaluates the presence of copper slag in ceramic glaze and its application for ceramic tiles, making a comparison between tiles made with traditional glaze and those made with glaze with copper slag. Tarhan et al. (2017) instead dealt with the reuse of waste products generated in the production of ceramics. These scraps are used instead of feldspar and pencil pushers, making ceramic production more eco-friendly. In some scientific studies waste from ceramic production is disposed of in an unconventional way and therefore not landfilled, but used to produce concrete, creating a highly competitive material with good mechanical and thermal properties (Ortiz et al. 2009). In (López-García et al. 2021) the environmental impact of ceramic products, used in the construction industry, was studied. The authors state that the environmental impacts can be visibly reduced thanks to the recycling of waste generated by the virgin oil extraction process. More recently, a way to reduce the environmental impact of ceramic production is proposed by Barbosa et al. (2022), with the inclusion in the ceramic mixture of granite and ceramic stone waste. The impact on global warming and the emission of toxic substances to the environment is much reduced, compared to the production of conventional ceramics. Furszyfer Del Rio et al. (2022) review carbon-intensive processes in the ceramic industrial sector, thus presenting alternative routes to introduce in traditional manufacturing processes decarbonizing innovations, practices, and transformations in order to promote the involvement of net zero or near-net zero technologies in the ceramic industry.
Life Cycle Assessment (LCA) in sanitaryware manufacturing
In the sanitaryware sector, the application of LCA methodology is very sparse in the past decade. In the last five years, however, many authors have been paying significant efforts to reduce the environmental impact of the products and processes. Takada et al. (1999) focused on the definition of a “life cycle design check sheet” for ceramic tiles and sanitary wares assessing several factors, as product concept, material composition, durability, recyclability, packaging, and LCA (life cycle analysis). They show ceramic tiles are excellent in material composition, but poor in recyclability and durability. In contrast, sanitary wares are superior in recyclability but poor in material. Takada et al. (2020) also investigate CO2 emission, the consumption of water, and electricity lead by the eco-designed commodities used for toilet, bathroom, and washing stand. Blengini (2009) report a LCA of a residential building, located in Turin, demolished in 2004 by controlled blasting. He found building waste recycling, including the ones coming from sanitaryware, is economically feasible, profitable, and also sustainable from the energetic and environmental point of view. Tian-yan and Min (2012) measures to construct and develop low-carbon building, emphasizing the role of the sanitary ware from the perspective of whole life cycle. Chang et al. (2014), first, and Guan et al. (2016), later, focus on the capacity of I-O LCA model for estimating the product chain energy of different building in China, including sanitary ware (wash basins, toilets, urinals) among the most prominent inventory materials. More recently, scientific literature on sustainability of products and process in the ceramic sanitary ware sector is more abundant. Lv et al. (2019) refers to a case study of ceramic sanitaryware in China, and in addition to an LCA analysis, an analysis of production costs, defined as Life Cycle Costing (LCC), is carried out. In the study, the cradle-to-gate analysis includes the recovery of waste, without accounting the possibility of using renewable energy plants, such as a photovoltaic system. Farinha et al. (2019) describe the valorization by incorporation of waste materials from sanitary ware industry in mortars, as a possible solution to avoid landfilling by their recycling or reusing. Incorporation of sanitary ware waste inside mortars with low sand and cement content is also discussed in Brazão Farinha et al. (2020), showing how the best features of each waste can allow achieving mortars with high volume of wastes and a better performance than the reference mortar (without wastes). Silvestri et al. (2020) carry out a cradle-to-gate analysis of a plant located in Italy and aims to assess the environmental weight of sanitary ware production, identifying hotspots and comparing different energy scenarios. In this analysis, the recovery of fired waste, both enameled and unglazed, which must be recycled in the existing production system is not taken into account. Ren et al. (2020) build preliminary quantized model of green product index for sanitary wares by evaluating the green product index of sanitary wares and identifying their green attributes from consume, resource, energy, and environmental attribute. Sangwan et al. (2020) evaluate the sustainability assessment of sanitary ware supply chain using LCA framework. They emphasize that consumption of heavy oil, electricity, grass, and cement is primarily liable for the impact on the environments. They also found manufacturing and transportation steps have both a huge impact to the environmental pollution. Cuviella-Suárez et al. (2021a, b) describe water and energy use in manufacturing of sanitary ware as a major contributors to environmental pollution in terms of CO2 emission and natural resource depletion. They also deal with a systematic analysis to trace the path to reduce the environment footprint of sanitary ware industry. Santos et al. (2021) review the mortars sustainability through a LCA approach, focusing on global warming potential of mortars production, even from the incorporation in them of alternative resources like wastes from sanitary ware industry. Pitarch et al. (2021) also evaluate the use of ceramic sanitary ware scrap in the sustainable production of Portland blended cements. They show the possibility of partially replacing conventional cement with the closest available ceramic waste, which would reduce the CO2 emissions and economic cost deriving from transporting waste. Another scientific article dealing with the assessment of the life cycle of a ceramic sanitary plant is Monteiro et al. (2022), where a production plant located in Portugal is analyzed through a cradle-to-gate analysis. Bernasconi et al. (2023) pave the way to recycle detoxified cement asbestos slates in the manufacturing of ceramic sanitary ware. Lastly, Ozcetin et al. (2023) investigate the role of distribution in the ceramic sanitary ware, one of the most contributing factors to pollution. They propose a new methodology to make cost-effective and visualizable distribution plan.
Aim of the work
This is therefore the context in which the present paper moves to propose a novel methodological approach to assess the environmental and economic performance through the application of LCA to sanitary ware processes and products through three alternative “improvement” scenarios:
-
(i)
the first scenario examines the current state of the manufacturing process;
-
(ii)
the second scenario considers the recovery of fired waste and water as well as the replacement of firing and annealing ovens with new generation ovens;
-
(iii)
the third scenario, in addition to the technologies used in the second, proposes the use of a photovoltaic system to produce green energy and, additionally, a "plant" energy recovery system.
Therefore, the objective of this study is to assess the environmental impact of a ceramic sanitaryware production plant, highlighting the various “improvement” scenarios, in particular defining what happens to the fired waste, in case it is recovered, or if it goes to landfill as well as the role of a rational plan to minimize energy consumption, especially that related to the depletion of natural resources. The focus will be more on system hotspots, especially on production processes, as they involve the most impacting steps in terms of materials and energy consumption.
Materials and methods
System boundaries
The LCA methodology has been applied to the production process of ceramic sanitaryware. The location of the plant was chosen in the region of Emilia Romagna, a focal point of the ceramic industry in Italy. In defining the scope of an LCA analysis, the boundaries of the system should be established, making simplified assumptions about what to put within these boundaries and what not to consider. The boundary of the analyzed system is set according to a "from cradle-to-grave" approach and includes all the process steps from the supply of raw materials to the manufacturing of the finished product, also considering the processes of recovery of the waste (both "raw" and "fired"). In the cradle-to-grave analysis, the disposal of glaze and slurry and the waste that has not been recovered are also analyzed.
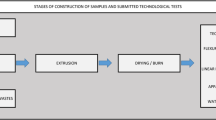
Figure 1 shows the flow diagram that defines the boundaries of the system and the processes involved. Each step was distinguished, in particular those that regard the production process, since it is rather complex and articulated. In other studies, where the processes studied are less complicated, a real flowchart of activities is not proposed, but the consumption of individual processes is directly considered as in Koskela and Vinnari (2009). Otherwise Klöpffer and Grahl (2014) describes the methodology of the Life Cycle Assessment, defining possible omissions of some processes in the boundaries of the system, when the overall contribution is rather small. This will simplify the flow chart.

Flow diagram defining system boundaries
The first process considered in the boundaries of the present system is the supply of raw materials. The raw materials are processed for the production of the dough and then the homogenization of the slip, material that will also be recovered during the pouring and reused. The slip is a liquid binder, rather viscous, obtained thanks to the mixture between water and clay. The drying phase and the inspection of the pieces are followed by the glazing and then the firing of the piece of ceramic. At this point a control step of the produced pieces is realized. If the part is found to be compliant, it will be subjected to grinding and subsequently sold on the market, while if it is not suitable, it must be retouched and annealed. The ceramic product can then be sold or directly thrown and transported to the landfill, if even after the rework is still not free from defects. The system boundaries include transport, both for the transportation of raw materials to the plant and the transportation of waste in landfills. The packaging and final use phases have been excluded from the analysis, as they are considered not relevant for the specific analysis that wants to focus mainly on the production process. In addition, in relation to the phase of final use, it should be noted that the product does not require special precautions and maintenance once installed. The same applies to the disposal of sanitaryware in landfills, as they are products that are replaced on average once every 25 years or so. For these reasons, the end of life of the product does not refer to the disposal of the product itself.
Materials and processes
In the processes analyzed, the raw materials come from the USA and Turkey, except for clay which is imported from Germany. The plant considered produces ceramic sanitaryware with a so-called mixture of "vitreous china." This material is characterized by a low absorption of water (less than 0.5%) which is equivalent to greater hygiene and durability, as well as a high mechanical strength and excellent degree of cohesion between dough and glaze. The raw materials that constitute the dough are divided into plastics (clays and kaolin) and hard (quartz and feldspar). In addition, a percentage of water is also added. Table 1 shows the formulation of the dough, with the relative percentages and the maximum particle size of the powders.
The dough recipe consists of about 22% by weight of clay, 30% kaolin, 23% quartz, and 25% feldspar. The dough must be compatible with the glaze and vice versa; otherwise, problems may arise that would involve the waste of the semi-finished product. The glaze is also of a glassy nature and is composed of 12% of plastic materials and the remaining 88% of hard materials. Moreover, additives, matting agents, and dyes are added to the glaze. In Table 2, the glaze composition is detailed.
The raw materials are stored in open boxes or silos and then, through conveyor belts, brought into the dough room, where they are dissolved by turbo dissolvers and ground in mills. The dough is deferred, after being filtered through sieves. The ferrous material present in the dough must be eliminated; otherwise, it could reduce the aesthetic qualities of the semi-finished product during baking. The product made is the slip that is poured into porous resin molds, so as to make semi-finished products in the desired shape. The pieces are dried, in order to eliminate excess water; then, they are inspected and finished. The enamel is prepared simultaneously with the dough, and its application gives the piece the desired aesthetic characteristics, also making the surface of the product waterproof. Industrial anthropomorphic robots with 5 axes carry out the glazing process. Firing is carried out, on the other hand, in tunnel ovens, where the pieces move from the preheating zone to the baking chamber (with temperatures above 1000 °C), to the final cooling zone, where the temperature is almost the same as the room temperature. At this point, a selection of the pieces is made, based on aesthetics and functionality: the suitable pieces are rectified and destined for the warehouse, while the pieces to be discarded (defined as fired waste) are disposed of and taken to landfill. In some cases, the defects of the pieces allow their recovery, through a process of retouching and annealing in an intermittent furnace. At the end of annealing, the workpiece is checked again, if suitable it is taken to the warehouse and sold to the final customer; otherwise, it is disposed of. Water is used for all steps in the production process. When clay materials are rinsed and suspended in running water, wastewater is generated. In wastewater, mineral, organic and inorganic components, and heavy metals are found. Solid waste, in turn, consists of solid residues, such as dust, ash, and sludge. To reuse the wastewater, it is necessary to clean it, so that it can be discharged into the municipal sewage system. It is therefore necessary to submit them to a wastewater treatment system capable of eliminating the various residues, transforming them into wet-filter-pressed cakes, also disposed of in landfills.
Field of application, functional unit, and objective
Once the field of application has been defined, the choice of functional unit is made. Being in a wide and general case, the production of ceramic sanitaryware does not refer to a single type of product; therefore, the functional unit is better represented by 1 kg of finished product, ready to be sold to the end user. This value of the functional unit has been defined, considering a heterogeneous production class. In fact, it does not refer to a single type of product, but to a productive mix of different families of products. Based on the LCA methodology, all processes have been assessed and their impacts quantified according to the functional unit. In particular, both the production of dough and glaze are closely related to the functional unit. For the dough, keeping the percentages defined above, the various elements that make up it are shown in Table 3. They are calculated according to the kilogram of finished product. Kaolin is a type of clay that is used for ceramic dough and gives the typical light color. This rock is composed of iron oxides and mainly alumina oxide, respectively, with percentages between 0.3 and 1% and between 23 and 36%. Clay is certainly the key component of ceramics. The articulated composition of the ceramic determines flattened molecular structures, called phyllosilicate, which make the material more plastic and the processing itself easier and more effective.
For glaze, the quantities of its basic elements are defined in Table 4. Even for the glaze, although in a lesser percentage, there is kaolin that gives whiteness. In the enamel, there are also traces of wollastonite, based on natural calcium silicate, which has as its main characteristics a good melting, whiteness, shine, low thermal expansion, and a good containment of the shrinkage of ceramic materials. Zirconia is also an element that gives the ceramic material a white and superb color and, in the glaze, has an opacifying effect.
The objective of the study is to carry out an assessment of the life cycle of the ceramic sanitaryware production plant, expanding the analysis horizon and also including what happens upstream and downstream, in terms of raw material extraction and process waste disposal. In particular, the analysis aims to assess the environmental impact in three different scenarios: (i) The first scenario examines the current process described above; (ii) the second scenario envisages the introduction of a system for the recovery of fired waste and for the recovery of water, as well as the replacement of traditional firing and annealing ovens with new generation ovens; (iii) the third scenario further enhances the second, proposing also the use of a photovoltaic system to produce green energy and proposes a "plant" energy recovery system. Figure 2 shows a schematization for scenarios 2 and 3. The evaluation method chosen is the CML-IA baseline, a European method that allows to study 11 categories of impact, and provides for the phase of characterization and normalization of impacts, but not weighting.

Flow chart defining scenarios 2 and 3
Software and life cycle inventory
The software used for the LCA analysis is SimaPro in Faculty version 9.0.0.48 and has allowed to measure the environmental impacts of the various processes. The data needed for the analysis come from different sources, both corporate and external. Each process has in input other processes necessary for their implementation. Therefore, the database of the software was also used, in particular the Ecoinvent 3.0, that contains numerous processes and in particular the inputs and the outputs of each. In the case of the preparation of dough and glaze, emissions are available, linked both to the presence of particulates and the presence of silica, as shown in Tables 5 and 6.
Also for the glazing process data on emissions of substances are available, including the cases of particulates and silica dioxide, reported in Table 7.
Once the ceramic mixture is made, the next step is the casting, which gives the desired shape. Water is one of the process inputs, which amounts to 1.180E−3 m3 per functional unit and is drained during casting, to allow thickness formation. Another input of the pouring phase is the natural gas, necessary for the realization of the process. Drying follows the casting phase and involves the elimination of both pore and surface water. Tables 8 and 9 show the inputs of the casting and drying process in relation to the functional unit.
Glazing is a process with a lower energy content than those mentioned above. As for casting the process inputs are water, electricity, and natural gas. Firing, on the other hand, is the last step, before the phase of selection of the processed parts. Firing involves the emission of water and air used. The water emission of the baking process amounts to 0.26 kg, while the air used to cool the semi-finished products reaches a weight of 20.68 kg. In Tables 10 and 11, the inputs of the glazing and the consumption and the firing are shown, respectively.
The process of disposal was then considered. The waste from the process is reused or transferred to landfill. The raw waste is completely reused in the dough preparation process, so there is no disposal, while the fired waste is taken to the landfill. The losses of glaze amount to 10% of the glaze used, which in turn is disposed of for 90% in landfills, in the form of thermo-pressed wet cakes, while the remaining part is disposed of as dry material, trapped in dust abatement systems. Another waste from the production process is treated water, which is suitable for discharge. It can be discharged in different modes such as surface water or sewerage.
As previously specified, the disposal of the single ceramic sanitary ware has not been considered, as it is replaced after many years, on average every 20–25 years.
For transport, it was considered essentially the displacement of raw materials, necessary for the preparation of the dough in the company, and the displacement of waste in landfill and the distribution of sanitary ware to the final customer. The unit of measurement to define the transport within the software is t⋅km, that is the tonne transported per kilometer. Raw materials such as quartz and kaolin are first transported from Tennessee to the port of Shavannah for a distance of 843.3 km, by truck and then brought to the port of Ravenna by ship, for a distance of 4589 nautical miles equivalent to 8498.83 km. These distances correspond, respectively, to 0.379 t⋅km and 3.824 t⋅km for kaolin and 0.253 t⋅km and 2.549 t⋅km for quartz. The transport of clay takes place by truck, from Germany to Emilia Romagna for 1006 km equivalent to 0.332 t⋅km. The Turkey-Emilia Romagna route amounts to 2737 km that is 0.903 t⋅km, 0.079 t/km and 0.052 t⋅km, respectively, for feldspar, wollastonite, and zirconia. The calcium carbonate element useful for the preparation of glaze is taken from the deposits of the Sacilese Mine located in Caneva in the province of Pordenone. Transportation is always by road for a distance of 209 km corresponding to 0.0015 t⋅km. The marine distances are calculated in base to the marine routes through the simulator of the naval routes "Searoutes."
Results and discussion
Scenario 1
The first scenario is based on the current situation, without considering the contribution of technological improvements. The histogram in Fig. 3 shows the assessment of the impacts, expressed in percentage terms and for each individual process. For greater completeness, the percentage of the impacts for each individual process are reported in Table 12.

Characterization of impact Scenario 1
Firing is the most impactful process, particularly in the ozone layer depletion (OLD) category, where it has an impact of 66.5%. Abiotic depletion (AD) has a 53.3% impact, while for the rest the impact falls below 50% as for the abiotic depletion (fossil fuels) with 43.4%, for the global warming (GP) with 40.9%, for the category human toxicity (HT) with 44.2%, for the category Fresh Water Aquatic Ecotoxicity (FWAE) 47.1%, for the Marine Aquatic Ecotoxicity category with 39.3% impact and for the Eutrophication category with 41.4%. Firing is certainly one of the most important hotspots of the whole process, and its strong effect is due to the processes of production and consumption of natural gas, starting from the extraction of natural gas and transport through pipelines. Electricity consumption also has a strong influence on the impact of the process. The process produces substances very harmful to humans such as nitrogen oxide (NO) and carbon dioxide (CO2), other emissions refer to water and air used, generated by the combustion process. In Settembre Blundo et al. (2018) an LCA analysis is carried out on ceramic tiles, with results agreeing with those obtained in this analysis. Firing was found to be the most impactful process, due to the consumption of non-renewable resources, especially fossil fuels during the process.
Other substances released into the environment by the firing process are ethane and methane, as for the OLD and GP categories, while for eutrophication, therefore for the release of acidic substances in nature, the chemicals mainly released are nitrates, nitric acid, phosphates, and ammonia. The other hotspot of the analysis is the casting phase, especially for the categories related to acidification (A), photochemical oxidation (PO), terrestrial ecotoxicity (TE), and aquatic marine ecotoxicity (MAE), with impacts of 18.7%, 18.6%, and 17.5%, respectively. Also the phase of product selection or final inspection turns out to be important for the appraisal of the impacts. The most critical category in this respect is FWAE with 26.7%, due to electricity consumption and the emission of particulates and silicon dioxide. In addition, from the selection phase, the product will be rejected when the part does not conform to the standard. For this reason, in the treatment section of the waste there is the inert waste of the process, fired waste subsequently disposed of in landfill. For the other categories the impact is very small, with percentages ranging between 2.04 and 10.4%. For the other categories the impact varies from 8 to 12%, while for the FWAE the impact is lower with 6.28%. During the casting phase, the consumption of electricity certainly has a greater impact on the categories, as well as the transport of raw materials for the production of dough. Moreover, casting is the process that contributes most to the formation of suspended solids, subsequently treated by the wastewater treatment system, and transformed into filter-pressed cakes to be disposed of.
The drying phase requires a high consumption of electricity, as the ceramic dough is dried inside thermal machines, i.e., dryers, horizontal, or vertical. Also in this case the most impacting category is OLD (9.1%), for the consumption of natural gas within the process. The category for which drying has the least impact is E with an impact of 4%. In Silvestri et al. (2020) the presence of natural gas has a very high impact in the OLD category; at the same time, the environmental load on AD (fossil fuels) and GWP is very high. For the other categories the influence of the drying process varies between 7.12 and 8.84%.
The preparation of the dough foresees a considerable impact in the GP, TE, PO, and A with impacts of 8.79%, 12.5%, 13.6%, respectively, for the last two categories. The mixture involves the presence of non-local raw materials that must be transported. Transport by road and sea has a significant impact, in addition to the production phase with the emission into the air of dust and silica. Other substances are released during the process, such as mercury and chromium.
For the glaze there are two distinct phases, the preparation of the glaze and the glazing that takes place after the inspection. Glazing has no great influence on impacts. Only for categories TO, PO, and A, glazing impacted by almost 3%, while in the other categories the environmental impact is 1.74%. The preparation of the glaze is also not a very relevant process from the environmental point of view. Despite the presence of emissions of silica and particulates, its impact does not exceed 2.57% in any category, except for categories PO and A.
The impact of the operation of ancillary installations, on the other hand, is very high, especially for GWP categories with an impact of 17.74%, TE with an impact of 25%, PO with an impact of 29%, and A with 29.6%. For the other categories the impact is more limited as for example for the AD with 4.48% of impact, for the AD (fossil fuels) with 11.6%, while for the remaining the percentage of impact varies between 12.3 and 14.6%, except for the HT where the impact is 11.7%.
The fired waste crushing plant and the dust abatement system generate high consumption of electricity, and this has an effect on the impact that these plants have in the production of ceramic sanitaryware.
Inspection, retouching, and storage are processes with impacts far lower than previously seen processes, in particular the inspection exceeds the percent unit only in TE, PO, and A, while for other categories the impact fluctuates between 0.2 and 0.926%.
The retouching and storage phase have little significant impact, as despite the consumption of electricity, there are no emissions or other decisive inputs for determining a fair environmental impact.
The disposal process considered is that in landfill. The impact is rather reduced. The categories where the environmental load is highest are the GWP with 3.66%, the AD (FF) with 4%, and the OLD with 4.5%. The impact on these categories is due to the transportation of waste and wet cakes in the landfill, located about 20 km from the plant. Ceramic waste is inert waste and does not cause any particular emissions. For disposal the TE predicts an impact of 3.89%, while for all other impacts are lower and fluctuate between 1.2 and 2%.
Scenario 2
In the second scenario, the dryer was led with intermittent tunnel furnace machines. In addition, the baking oven was also replaced with an oven with lower consumption. Lastly, 6% of fired waste was recovered and reused in the preparation of the dough, respectively; 3% is recovered for quartz and the remaining part for feldspar. The amount of waste that can be disposed of per day is decreased from 5.12 to 2.06 ton/day. The not recoverable fired waste is then disposed of in landfill. The last aspect to consider is the recovery of water and suspended raw materials. In this case, thanks to the wastewater treatment system, it is possible to reuse all the water as well as the raw materials (for dough and glaze) suspended.
The impacts for each individual process are shown in Fig. 4 and Table 13. The hotspots of the system still remain baking and casting. Despite the improvements, their impacts are still significant. Their greater weight is due to a high consumption of electricity and natural gas, aspect confirmed in Abrahão and Carvalho (2017), where the life cycle analysis of the red ceramic production plant in the north-Eastern Brazil highlights how the consumption of electricity and natural gas is the main factor of increased environmental load. Firing in particular has strong impacts in both AD and AD (fossil fuels), respectively, of 53.1% and 42.1%, while for the categories GWP, OLD, and HT the impact percentages amount to 36.6%, 65.5%, and 42.9%. The ecotoxicity categories FWAE, MAE, and TE are characterized by impacts of 54.3%, 39.3%, and 17.6%, respectively. Also the category E relative to the acidic substances released in water and on the ground, the impact is 40.8%, while for the categories PO and A the impact is 14.8% and 15.2%.

Characterization of impact Scenario 2
For some categories the impact is reduced. Yet, minor changes are observed compared to the previous scenario. With the use of new generation machines for baking the consumption of methane gas is reduced by 7.45%, from 5395 to 4993 Nm3. For the preparation of dough no significant variations are observed. The most sensitive categories are TE, PO, and A, respectively, with impacts of 12.6%, 13.6%, and 13.5%. The category E impacts for 7.65%, while the GWP and the HT impacts are 9.12% and 6.03%. The MAE predicts impacts for dough preparation of 7.07%, while for the categories of abiotic depletion (AD and AD fossil fuels), the impacts are 2.45% and 6.12%. The category indicating the depletion of the ozone layer, the OLD, shows a reduced impact, compared to the first scenario, with a percentage of 0.526%. In Cargnin et al. (2012) a comparative LCA analysis between glazed porcelain tiles and red-paste stoneware tiles showed environmental performance decreases in OLD category because of emissions of harmful substances such as acid hydrochloric and hydrofluoric. This reduction is attributable, in the present case, to the reduction of the raw materials used in the preparation of the dough. Moreover the reuse of feldspar and quartz allows to reduce also the fuel used in the transport of such substances.
The total recovery of water through the wastewater treatment system allows to reduce the amount of water used in the preparation of the dough. By this way, the recovery of suspended substances is also possible. In fact, the sewage together with the slip from the casting process is collected separately and conveyed to a treatment system with centrifuge and tangential filtration module. At this point there is separation between clean water, reused by the plant for the various production processes and concentrated wastewater recovered in part, in order to reduce the amount of raw materials needed. Accordingly, the transport phase predicts a light reduction of the impacts for various categories, in particular for category E with impact of approximately 11.1%, while for the other categories the impact is variable between 0.986 and 3.66%.
Ancillary installations increase impacts for all categories, albeit in a rather limited way. In categories E, A, PO, TE, and MAE, the impacts of ancillary installations amounted to 15.5%, 29.9%, 30.6%, 28.1%, and 15.6%, respectively. Even for the GWP category there is a slight increase in impact with percentages 20.3%, while for HT and AD (fossil fuels) the impact is 13.2% and 13%, respectively. In fact, in auxiliary plants, the task of crushing is added in this second scenario, where the baked waste recovered from the production system is reprocessed. In fact, before being reused in the dough the waste must reach a suitable size. For wet grinding together with hard minerals, a maximum size of 10 mm is required. Alternatively, to be dissolved during melting, a smaller sizes of 63 µm are required. Due to the powdery nature of the materials used in the mixture, there is a consequent increase in emissions into air in the form of particulates and crystalline silica emitted into the atmosphere. Then the dust abatement system captures these residues. On the one hand there is a benefit, in terms of saving materials used; on the other, there is an increase in electricity consumption of the recovery plant that amounts to 49.27 kwh/g. The dust abatement system turns out to be, in this second scenario, the choice that has the greatest energy benefits. In particular, the impact of the FWAE category is reduced from 27.9% in the first scenario to 14.4% in the second. For the OLD category there is an impact ranging from 10.4 to 1.2%, from the first to the second scenario. The reduction of the impacts is mainly due to the reduction of the treated waste. Categories AD, AD (fossil fuels), GWP, HT, and MAE have impacts of 5.16%, 2.12%, 3.2%, 4.08%, and 4.84%, respectively, while for categories related to the release of harmful substances in soil and groundwater, i.e., TE, PO, A, and E, the percentage of impact varies between a minimum of 0.0654% and a maximum of 4.8%.
For the processes of glaze preparation and glazing, there are no significant differences between first and second scenario. For the preparation of the dough, in fact, it goes from 0.493% for the AD to 2.58% for category A. In the other cases the impact is quite small and is between 1 and 2%. Also for glazing the greatest and significant impact is for category A with 2.73%, due to emissions of acidifying substances in the air, in this case nitrogen oxides. The same considerations can be applied to the TE and PO categories, with impact percentages of 2.51% and 2.70%, respectively, while for the other categories the damage to the environment is quite small, with impacts ranging between 1.4 and 0.768%.
The casting phase is not affected by major changes in the second scenario. The impact rates remain rather stable compared to the first scenario. The biggest impact is for the PO category with 17.8%, while for the other categories the impacts fluctuate between 18.3 and 6.51%.
The environmental damage caused by drying remains rather stable compared to the first scenario, with variations between 4.5% for category E and 11.1% for category OLD.
The disposal phase is affected thanks to the partial recovery of fired waste with greater impacts in the categories AD (fossil fuels), GWP, OLD, and TE with percentages of 2%, 2.4%, 3%, and 2.70%, respectively. For the other categories the environmental impact is further reduced with values ranging from 0.8 to 1.5%.
Scenario 3
The last scenario studies the adoption of the technological improvements already identified in Scenario 2, but it also considers the use of a photovoltaic system on the roof of the plant, so as to have a rather considerable energy recovery. Assuming that the roof of the plant has a free surface of about 19,000 m2, considering the average scrap of 15%, with panels of 1.7 m2 each and a peak power of 245 W, it can produce 10,644.48 kWh/day to be distributed, considering the consumption of the various processes, in a proportional way. For the calculation, 1600 h were considered, with respect to the location of the plant. In addition to the use of photovoltaic panels, a system is also consider that can take air and fumes at high temperatures from the chimneys of the tunnel furnace to reuse the thermal power taken through a system of heat exchangers. The processes from which the power is drawn are the preparation of the dough, the casting, and the drying phase.
Table 14 details the percentage values of the impact on the 11 categories for each individual process, and Fig. 5 provides a graphical representation in the form of histograms. As can be observed, for the preparation of dough the impact is greater in the categories PO, A, and TE with percentages ranging, respectively, between 13.6%, 13.5%, and 12.6%. For the other categories the impact fluctuates between 0.493 and 7.23%, keeping the values in line with the previous scenario.

Characterization of impact Scenario 3
The casting is another 'hotspots' of the system. In scenario 3 its impact on the life cycle of the production plant is reduced, thanks to the addition of a system to heat the washing water of the resin molds. The impact of the PO, A, and TE process with percentages of 17.7, 17.3, and 15.2, respectively, is lower than those seen for the second scenario. For categories AD and AD (fossil fuels), the impact varies from 6.52 to 10.6%, while the impact on the GWP is of 12.3%. The OLD and HT categories are those that provide greater environmental benefits. In fact, compared to Scenario 2 their impact is reduced, with percentages of 4.6% and 10.6%. Also for the categories FWAE, MAE, and E the impacts are decreasing and are of 4.81%, 11.7%, and 9%, respectively. In this case, the solution adopted allows to achieve an energy benefit, as the system recovers energy with a reduction in natural gas consumption and heat emission.
For drying, all impact categories show a reduction of impacts, in particular for the categories concerning global warming and the release of substances harmful to the environment and health. For the GWP and OLD categories the impact is, respectively, 5.23% and 4.6%, while for the HT, FWAE, MAE, and E the impact fluctuates between 6.04 and 3.85%, with significant reduction in the FWAE, compared to the second scenario of almost 50% of the impacts.
Firing, however, remains the most impactful process, despite decreasing impacts for each category. For firing, the OLD shows impacts of 63.1%. This result is due to the consumption of large quantities of natural gas and the transport of the latter through pipelines. For the other categories the impact varies between 11.2 and 54%. The energy benefit is due to the adoption of the photovoltaic system that involves the reduction of the overall energy consumption of the plant.
For glazing and enamel preparation processes, there are minimal variations compared to the impacts of the second scenario. In fact, for the preparation of the enamel, the impacts on the categories TE, PO, and A amount, respectively, to 2.36%, 2.55%, and 2.56%, while for the categories related to global warming therefore GWP, OLD, and AD (fossil fuels) the impacts are very low, respectively, of 1.71%, 0.2%, and 1.12%. For the other categories studied in the life cycle assessment, the impacts are slightly greater than the percentage unit. In Andreola et al. (2007) the study of the environmental impact of ceramic glaze made of glass materials estimated that the greatest impacts in the production of 1 kg of ceramic glaze are due to the use of fossil resources, thus to fuels for the production and transport plant, and to the emission of inorganic respiratory substances due to the dust released by the production process.
The choice made in the third scenario does not cause a substantial variation in impacts in the FWAE category (15.8%). For the HT and MAE categories, the impacts amount to 4.31% and 5.08%, while the AD, AD (fossil fuels), and GWP impacts do not vary much compared to the second scenario with percentages of 5.66%, 2.2%, and 3.16%. The impacts of this process are mainly due to the consumption of electricity and the disposal of baked waste. TE, PO, and A have not very significant impacts with values of 4.2%, 5.22%, and 5.6%, respectively.
Annealing presents quite significant impact with oscillations between 11% for the OLD category, up to 2% for the GWP category. This is due to the use of natural gas and the consumption of electricity, as well as the emission of some substances such as barium, nickel, and vanadium, contained in the raw materials used.
For transport there are no substantial changes. The greatest impact is related to category E of eutrophication and amounts to 11.8%, while for AD (fossil fuels), for GWP and TE, the impacts amount to 3.73%, 3.76%, and 3.18%, respectively. The other categories are not particularly affected by the transport process; in fact, the impacts do not exceed in any case 1.5%.
Auxiliary installations have significant impacts for TE, PO, and A categories with percentages of 29%, 31%, and 31.4%. For the categories HT, MAE, E, FWAE, and AD the impacts amount, respectively, to 14.2%, 16.7%, 11.2%, 2.74%, and 5.55%. The categories related to the production of greenhouse gases (such as OLD, GWP, AD (fossil fuels)) show values of 20.7%, 0.766%, and 14.3%, respectively.
The last phase considered in the analysis is the storage of the pieces before being sold and distributed. This process has very little impact, so much so that for no category is it possible to exceed 0.08%.
The disposal in landfills does not undergo excessive changes compared to the second scenario, as the recovery of baked waste is also maintained for Scenario 3. For these reasons the most impacting categories continue to be the GWP, the OLD, and the TE which amount to 2.3%, 3.2%, and 2.65%, while for the others the impacts are lower and less than 2%. Also in Monteiro et al. (2022) an LCA analysis is carried out on a ceramic sanitaryware production plant that includes the installation of a photovoltaic system and heat recovery from the exhaust gases. The improvement obtained from the analysis allowed to reduce CO2-eq emissions by 15% and significantly reduce electricity consumption in agreement with the findings reported in the present study.
Discussion
Figure 6 shows the summary of the results of the three scenarios considered so far. It highlights how the first scenario, with current technologies and without improvements in the production process, has greater impacts and damage to the environment and human health for all categories of impact. The second scenario involves the use of baked waste, recovered in part, and used in the preparation of dough, water recovery as well as improved firing and annealing oven compared to the traditional ones (i.e., more efficient). Although the material recovery (both baked waste and water) in the second scenario could be inferred a clear benefit on the process, the extrapolated data show that this happens only for some categories. In the TE, PO, and A the reuse of fired waste does not lead to significant benefits, due to the emissions of particulate matter, dust, and silicon oxide from the crushing plant. For the other categories there is a greater benefit, thanks to the reduction of fuels used for the transport of raw materials such as silicon, quartz, and feldspar as well as the overall reduction in mining activities and related energy consumptions. Also water savings play an important role. The recovery of fired waste has, in fact, a neat environmental benefit, as it causes a reduction of the raw materials used in agreement with Brazão Farinha et al. (2020). This results in a reduction in the impact of associated transportation needs, but also it yields a reduction in waste that will have to be treated in landfills. These are, however, inert waste that does not have significant emissions into the environment.

Impact characterization comparison of scenarios
Recycling of baked waste has, instead, a definitely positive impact on AD, FWAE, and MAE. It reduces the removal of abiotic resources from the earth as well as the depletion of non-living natural resource, as less raw materials are necessary in the manufacturing process of new appliances as well as less materials need to be transport on the production site. This is a crucial benefit in manufacturing of sanitaryware, as mining activity is known to contribute to more than 90% to the total AD (Silvestri et al. 2020). Similarly, recycling of fired waste also allows to reduce FWAE and MAE, by limiting the amount of fresh water which is necessary in the manufacturing process and the amount of waste water that need to be post-treated at the end of the manufacturing process (Lv et al. 2019). In addition, recycling of fire waste also allows to reduce the impact on GW, HT, and E. Mining activity and related transportation needs are, in fact, energy consuming. Energy consumption is an obvious burden that impacts a lot on global warming. As side effects, a higher usage of energy and of transportation needs impact the category HT, as this reflects the potential harm of the increase in the related toxic compound that are released in the environment. Similarly, the higher freshwater needs of the sanitary ware manufacturing process in absence of fire waste and water recycling would cause an increase in eutrophication potential as much waste water would be immitted in the environment (Silvestri et al. 2020).
Nevertheless, the plant updates proposed in the second scenario also involve an increase in some impacts. In fact, baked waste cannot be directly fed back into the dough. To be reused, it must be crushed and then recovered. The crushing involves the adoption of a crushing plant and a dust abatement plant, which have significant energy consumption, in particular electricity necessary for their operation. In such kind of plant, 99% of most of the flows into and out of the system may be attributed to the use phase of the rock crusher. Within the use phase itself, over 95% of each environmental inflow and outflow (with some exceptions) are attributed to electricity consumption, and not the replacement of spares/wears or lubricating oil over the lifetime of the crusher (Landfield and Karra 2000). However, management of the crushing plant is outside the scope of the present work. On the other side, crushing process can be extremely dangerous as they can generate fine powders that can be dispersed in the environment, if not appropriately collected or if a mismanagement of the collection plant occurs. This is a limit of the present analysis, as this aspect is not fully taken into account. Based on the previous evidences, the recovery of fired waste could therefore be an interesting solution, also given the difficult disposal of ceramic materials, which for the most part is disposed of in landfills and more rarely incinerated. Recycling of ceramics is not yet done often, except in the case where the ceramic material is found together with glass materials, as reported in Blengini et al. (2012) or in mortars (Santos et al. 2021). This could be therefore a viable solution to increase the route to the recycling of ceramic secondary raw materials. The second scenario also involves the replacement of the ovens, in particular the tunnel and intermittent furnace with other new generation machines, with the aim of reducing natural gas consumption, highly harmful to the environment, and the emissions into the air generated by the combustion of methane, with the production of polluting fumes. The adoption of innovative ovens contributes to reduce the environmental burden in the categories related to greenhouse gas emissions and global warming such as GWP and OLD, in the category of fossil resource consumption AD (fossil fuels) and of human toxicity HT. In this respect, there are several studies that demonstrate how the introduction of high efficient oven can reduce the environmental impact from 9 to 62%, generating an equivalent savings in life cycle costs from 25 to 61% (Amienyo et al. 2016; Landi et al. 2019).
In the third scenario the benefits are more apparent, thanks to the adoption of a photovoltaic system and energy recovery so-called plant, with energy recovery from the chimneys of the furnaces working at high temperature, during the casting and drying phases. Remote recovery reduces the consumption of natural gas and the emissions of heat and gas from the furnaces thanks to the lowering of the temperatures of the fumes generated by combustion. With the solutions adopted in Scenario 3, the reduction of natural gas amounts to 809.56 Nm3/g. The greatest environmental benefit, going from the second to the third scenario, is in the categories AD, OLD, HT, FWAE, and MAE. In the category of AD, the reduction of impacts is due to the reduction of the raw materials both related to the recovery of the baked waste as well as to the reduced energetic needs of the production cycle. In the category of ozone depletion there is, in fact, an improvement due to the decrease in natural gas consumption, as well as heat emissions and electricity consumption for the application of the photovoltaic system in agreement with the findings reported in Muteri et al. (2020). The categories related to environmental ecotoxicity (FWAE, MAE, TE) predict lower impacts in the second scenario, but mostly in the third scenario. The reduction of the environmental impact for these categories is due to the wastewater treatment system provided for Scenarios 2 and 3. This solution allows to partially replenish the amount of water used during the production process of ceramic sanitaryware. Additional positive effects come from the reduction of natural gas extraction, where fresh water is strongly involved. Water depletion is, in fact, due to the rapidly rising water demand for hydraulic fracturing (HF), which is depleting groundwater, also in some semiarid regions (Scanlon et al. 2020). In addition, fracturing fluid and untreated produced water is often discharged directly to surface water, this negatively affecting the category of environmental ecotoxicity. Similarly, the fracturing fluid technique is often associated to massive emission of particulate matters that can affect the HT category. However, this issue was not taken in full account in the present analysis. However, the impact on the potential of HT is evidently reduced, as the units of chemicals potentially released to the environment (related to gases extraction and mining) are significantly reduced, both in the second scenario (fire baked and water recycling, use of more efficient firing, and annealing oven), but even more in the third scenario, as the lower need in natural gases (Chen et al. 2017).
A rationale analysis of the three scenarios can be done not only for the impacts category, but also operating a normalization of the available results. Figure 7 shows the trend of histograms after their normalization. The category for which the environmental load is higher is certainly the MAE that is the Marine Aquatic Ecotoxicity that refers to the impact of toxic substances released into the aquatic marine environment. The high impact is mainly due to the use of harmful and polluting gases (such as natural gas) that needs water during extraction (Chen et al. 2017), but also to fuels used in transport, both by road and by ships. Moreover, emissions of substances due to production processes, such as emissions of highly toxic and corrosive hydrofluoric acid, are expected (Environmental Impacts of Natural Gas | Union of Concerned Scientists 2014). The release of hydrofluoric acid (i.e., gas) is heavily involved both in the production of fuels and as an aid for the extraction of the semi-finished product from the mold. Other emissions refer to beryllium, barium, vanadium, and cobalt, elements (i.e., heavy metals) that facilitate the production of ceramics and paints. Heavy metals are well known to be extremely dangerous for human health and environment as reported in Hu et al. (2020). Heavy metal (loids) (HM) contamination of drinking water has, in fact, long been a critical public health risk concern globally. HM such as arsenic, lead, cadmium, chromium, and manganese can contaminate both ground and surface water as a result of natural processes (e.g., erosion of mineral deposits) and various anthropogenic activities (e.g., polluted agricultural runoffs). HM are considered contaminants of concern in drinking water due to their persistent, bioaccumulative, and toxic nature. This implies HM must be strictly monitored during the production steps of ceramic sanitaryware. There is, therefore, a decreasing environmental impact from Scenario 1 to Scenario 3 due to the recovery of the process wastes and water as well as to the wiser usage of energy, therefore positively influencing the overall impact on the category related to ecotoxicity. The release of acidic substances in aquatic environment, namely A, is the second more impacting category as shown in Fig. 7. It is related to the emission of toxic substances, in particular sulfur oxides (dioxide and trioxide) present in the fumes coming out from the production plants. Such fumes, in case not correctly neutralized, can cause acid condensation and corrosion of the plant. The production of sulfur dioxide is also due to the type of fuel oil used, both within the ceramic industry itself and in the transport phase (Li et al. 2003). Saving energy or generating energy by photovoltaic plant allows to reduce such emissions as in the third scenario allows reducing the impact on category A.

Impact normalization comparison between scenarios
The category AD (fossil fuels) is also very important for the environmental impact, due to the massive use of fuels and fossil substances (Lv et al. 2019; Silvestri et al. 2020), such as natural gas and oil typically involved in high energy consuming process like in manufacturing of ceramic sanitary ware. It is the third most important category in the LCA of the ceramic sanitary ware as shown in Fig. 7. It can be reduced by both recycling secondary raw materials as well as by reducing the amount of energy as it happens in both the second and, especially, in the third scenario. The GWP is the fourth most significant impact category in the present LCA (Fig. 7). It reflects the effect of the emission of greenhouse gases on the environment, also in this case due to the use of fuels and fumes released in production processes. The main emissions that affect this impact category are carbon dioxide, methane, and ethane. The impact on GWP can be mitigated by both using more efficient oven as seen in the second scenario or by using photovoltaic plant to reduce the energy needs of the ceramic sanitary ware production process. This result is, however, in agreement with the impacts found for the production of ceramic tiles, which is also very high in the category related to the depletion of non-renewable sources (Pini et al. 2014). This result can be ascribed to the fuels used in the transport of raw materials and the components of the glues used for the installation of tiles, such as polyurethane. The same issues are also involved in the ceramic sanitary ware industry, leading to very similar results on GWP category. The last relevant category in Fig. 7 is the PO, that is ascribable to photochemical smog (Li et al. 2012), a particular type of pollution that occurs under certain meteorological conditions. The environmental load is related to the emission of substances such as butene and butanol, present in fuels used for transport by truck and ship. Some improvements can be achieved using the third scenario, where the self-production of energy allows a certain mitigation of the negative effect on this impact category. All the other categories generate nearly negligible impacts.
Conclusion
This work analyzes a ceramic sanitary ware production plant, including the disposal phase, but excluding the final use of the appliances, not relevant for the present study.
For energy-intensive industries such as the one herein involved, it is important to understand how technological improvements can help optimize process environmental performance. Recovery of baked waste and processing water, as it is shown in the second scenario, can definitely reduce the impact of most categories, especially on abiotic depletion and ecotoxicity. However, the recovery of baked waste from the phase of selection between compliant parts, parts to be repaired or disposed of, is not totally sustainable from an environmental point of view. In fact, the presence of the crushing plant to reuse the scraps creates additional consumption in terms of electricity and emissions of dusty and harmful substances that must be managed appropriately. The crushing plant is necessary, because the waste cannot be reused, if it is not grind at a certain size. In terms of the materials used, however, there is definitely a benefit related to the baked waste and processing water recycling, thanks to the reduction of the transport of raw materials and their pre-processing. An increase in the potential of the plant would allow the recovery of a greater amount of material, from the 6% here considered to a higher percentage so as to save further on the transport of clay, quartz, and feldspar. It was however not possible to consider some issues in detail, as, for example, the effect of fine powders dispersion in case of unproper post-treatment of the emission from the crushing plant or in case of mismanagement of the collectors. Moreover, the addition of a step in the production process increases the overall costs of the items manufacturing and has a significant impact on plant maintenance that is not simple to evaluate in the present assessment. Another important aspect in the overall environmental contribution is the emission of fumes from the production plant, in particular of toxic and corrosive substances such as sulfur oxides, hydrochloric acid, and hydrofluoric acid. It is obviously not easy to reduce the emission of fumes, but it is possible to purify these acidic gases efficiently, for example by using solutions with bicarbonate, which reduce the presence of acidic substances, also containing treatment costs.
The third scenario predicts an even more substantial reduction of impacts on most category of interest, thanks to the installation of the photovoltaic system and the recovery of energy and heat from chimneys and furnaces working at high temperature. Their application would lead to an improvement in the environmental performance of the whole production process of the ceramic sanitary ware, as it would reduce the energetic needs and, concurrently, the depletion of non-renewable resources. However, the use of such an additional equipment can further increase maintenance cost and complicate the management of the plant, this effect being not simple to consider in the present analysis.
In conclusion, by improving the baked waste and processing water recovery system (i.e., the second scenario) and adopting a photovoltaic plant to reduce the energy requirement of the ceramic sanitary ware plant (i.e., the third scenario), it would be possible to reduce the environmental burden of the production system considerably, paving the way to a more sustainable and ecological future of ceramic sanitary ware industry.
Data availability statement
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
Abrahão R, Carvalho M (2017) Environmental Impacts of the Red Ceramics Industry in Northeast Brazil. Int J Emerg Res Manag Technol 6:310. https://doi.org/10.23956/ijermt.v6i8.158
Accorsi R, Battarra I, Guidani B, Manzini R, Ronzoni M, Volpe L (2022) Augmented spatial LCA for comparing reusable and recyclable food packaging containers networks. J Clean Prod 375:134027. https://doi.org/10.1016/j.jclepro.2022.134027
Almeida MI, Dias AC, Demertzi M, Arroja L (2016) Environmental profile of ceramic tiles and their potential for improvement. J Clean Prod 131:583–593. https://doi.org/10.1016/j.jclepro.2016.04.131
Amienyo D, Doyle J, Gerola D, Santacatterina G, Azapagic A (2016) Sustainable manufacturing of consumer appliances: Reducing life cycle environmental impacts and costs of domestic ovens. Sustain Prod Consum 6:67–76. https://doi.org/10.1016/j.spc.2015.12.004
Andreola F, Barbieri L, Corradi A, Ferrari AM, Lancellotti I, Neri P (2007) Recycling of EOL CRT glass into ceramic glaze formulations and its environmental impact by LCA approach. Int J Life Cycle Assess 12:448–454. https://doi.org/10.1065/lca2006.12.289
Barbosa MZ, de Oliveira Dias J, Marvila MT, de Azevedo ARG (2022) Life cycle approach applied to the production of ceramic materials incorporated with ornamental stone wastes. Environ Sci Pollut Res 29:9957–9970. https://doi.org/10.1007/s11356-021-16386-w
Bernasconi A, Pellegrino L, Vergani F, Campanale F, Marian NM, Galimberti L, Perotti M, Viti C, Capitani G (2023) Recycling detoxified cement asbestos slates in the production of ceramic sanitary wares. Ceram Int 49:1836–1845. https://doi.org/10.1016/j.ceramint.2022.09.147
Blengini GA (2009) Life cycle of buildings, demolition and recycling potential: a case study in Turin. Italy Build Environ 44:319–330. https://doi.org/10.1016/j.buildenv.2008.03.007
Blengini GA, Busto M, Fantoni M, Fino D (2012) Eco-efficient waste glass recycling: integrated waste management and green product development through LCA. Waste Manag 32:1000–1008. https://doi.org/10.1016/j.wasman.2011.10.018
Bovea MD, Serrano J, Bruscas GM, Gallardo A (2006) Application of life cycle assessment to improve the environmental performance of a ceramic tile packaging system. Packag Technol Sci 19:83–95. https://doi.org/10.1002/pts.711
Bovea MD, Díaz-Albo E, Gallardo A, Colomer FJ, Serrano J (2010) Environmental performance of ceramic tiles: improvement proposals. Mater Des 31:35–41. https://doi.org/10.1016/j.matdes.2009.07.021
Brazão Farinha C, de Brito J, Veiga R (2020) Rendering Mortars with low sand and cement content. Incorporation of sanitary ware waste and forest biomass ashes. Appl Sci 10:3146
Cappiello G, Aversa C, Genovesi A, Barletta M (2022) Life cycle assessment (LCA) of bio-based packaging solutions for extended shelf-life (ESL) milk. Environ Sci Pollut Res Int 29:18617–18628. https://doi.org/10.1007/s11356-021-17094-1
Cargnin M, Salgado ALF, Gomes JM, Junior ADN, Hotza D (2012) Case study of the comparative life cycle analysis (LCA) of glazed porcelain tile (BIa) and red-body stoneware tile (BIIa) production, Engineering
Ceramic Sanitary Ware Market Trends (2021–2031) [WWW Document], 2020. https://www.transparencymarketresearch.com/ceramic-sanitary-ware-market.html. Accessed 10 Nov. 22
Chang Y, Ries RJ, Man Q, Wang Y (2014) Disaggregated I-O LCA model for building product chain energy quantification: a case from China. Energy Build 72:212–221. https://doi.org/10.1016/j.enbuild.2013.12.026
Chen L, Miller SA, Ellis BR (2017) Comparative human toxicity impact of electricity produced from shale gas and coal. Environ Sci Technol 51:13018–13027. https://doi.org/10.1021/acs.est.7b03546
Cuviella-Suárez C, Borge-Diez D, Colmenar-Santos A (2021a) Introduction to ceramic sanitary-ware manufacturing. In: Cuviella-Suárez C, Borge-Diez D, Colmenar-Santos A (eds) Water and energy use in sanitary-ware manufacturing: using modelling processes for water and energy accounting and decarbonisation, green energy and technology. Springer, Cham, pp 1–12. https://doi.org/10.1007/978-3-030-72491-7_1
Cuviella-Suárez C, Borge-Diez D, Colmenar-Santos A (2021b) Water and energy use in sanitary-ware manufacturing: using modelling processes for water and energy accounting and decarbonisation. Springer, Berlin
de Souza DM, Lafontaine M, Charron-Doucet F, Bengoa X, Chappert B, Duarte F, Lima L (2015) Comparative Life Cycle Assessment of ceramic versus concrete roof tiles in the Brazilian context. J Clean Prod 89:165–173. https://doi.org/10.1016/j.jclepro.2014.11.029
Desole MP, Aversa C, Barletta M, Gisario A, Vosooghnia A (2022) Life cycle assessment (LCA) of PET and PLA bottles for the packaging of fresh pasteurised milk: the role of the manufacturing process and the disposal scenario. Packag Technol Sci 35:135–152. https://doi.org/10.1002/pts.2615
Environmental Impacts of Natural Gas | Union of Concerned Scientists [WWW Document] (2014). https://www.ucsusa.org/resources/environmental-impacts-natural-gas. Accessed 5 Jan 2023
Farinha CB, Silvestre JD, de Brito J, do Veiga MR (2019) Life cycle assessment of mortars with incorporation of industrial wastes. Fibers 7:59. https://doi.org/10.3390/fib7070059
Füchsl S, Rheude F, Röder H (2022) Life cycle assessment (LCA) of thermal insulation materials: a critical review. Clean. Mater. 5:100119. https://doi.org/10.1016/j.clema.2022.100119
Furszyfer Del Rio DD, Sovacool BK, Foley AM, Griffiths S, Bazilian M, Kim J, Rooney D (2022) Decarbonizing the ceramics industry: A systematic and critical review of policy options, developments and sociotechnical systems. Renew Sustain Energy Rev 157:112081. https://doi.org/10.1016/j.rser.2022.112081
Genovesi A, Aversa C, Barletta M, Cappiello G, Gisario A (2022) Comparative life cycle analysis of disposable and reusable tableware: the role of bioplastics. Clean. Eng. Technol. 6:100419. https://doi.org/10.1016/j.clet.2022.100419
Grand View Research (2019) Ceramics market size, share and trends analysis report by product, by application, by end-use; by region and segment forecasts, 2019–2025.
Guan J, Zhang Z, Chu C (2016) Quantification of building embodied energy in China using an input–output-based hybrid LCA model. Energy Build 110:443–452. https://doi.org/10.1016/j.enbuild.2015.11.032
Guinée JB, Heijungs R, Huppes G, Zamagni A, Masoni P, Buonamici R, Ekvall T, Rydberg T (2011) Life cycle assessment: past, present, and future. Environ Sci Technol 45:90–96. https://doi.org/10.1021/es101316v
Hu G, Rana A, Mian HR, Saleem S, Mohseni M, Jasim S, Hewage K, Sadiq R (2020) Human health risk-based life cycle assessment of drinking water treatment for heavy metal(loids) removal. J Clean Prod 267:121980
Khorassani S, Siligardi C, Mugoni C, Pini M, Cappucci G, Ferrari A (2019) Life cycle assessment of a ceramic glaze containing copper slags and its application on ceramic tile. Int J Appl Ceram Technol. https://doi.org/10.1111/ijac.13382
Klöpffer W, Grahl B (2014) Life Cycle Assessment (LCA): a guide to best practice. Life Cycle Assess. LCA Guide Best Pract pp 1–396. https://doi.org/10.1002/9783527655625
Kohl H, Schliephack W, Muschard B (2020) Increasing challenges for sustainability for manufacturing industry based on global, national and technological initiatives. In: Procedia Manuf., Sustainable Manufacturing—Hand in Hand to Sustainability on Globe: Proceedings of the 17th Global Conference on Sustainable Manufacturing vol 43, pp 293–298. https://doi.org/10.1016/j.promfg.2020.02.160
Koskela M, Vinnari M (2009) Future of the consumer society. In: Proceedings of the conference “future of the consumer society.” Tampere, Finland
Kuhlman T, Farrington J (2010) What is sustainability? Sustainability 2:3436–3448. https://doi.org/10.3390/su2113436
Landfield AH, Karra V (2000) Life cycle assessment of a rock crusher. Resour Conserv Recycl 28:207–217. https://doi.org/10.1016/S0921-3449(99)00045-2
Landi D, Consolini A, Germani M, Favi C (2019) Comparative life cycle assessment of electric and gas ovens in the Italian context: an environmental and technical evaluation. J Clean Prod 221:189–201. https://doi.org/10.1016/j.jclepro.2019.02.196
Li Q, Guo X, Xiao S, Huang K, Zhang D (2003) Life cycle inventory analysis of CO2 and SO2 emission of imperial smelting process for Pb–Zn smelter. J Cent South Univ Technol 10:108–112. https://doi.org/10.1007/s11771-003-0049-z
Li H, Yang S, Qian Y (2012) Life cycle assessment of coal-based methanol. In: Karimi IA, Srinivasan R (eds), Computer aided chemical engineering, 11 international symposium on process systems engineering. Elsevier, pp 530–534. https://doi.org/10.1016/B978-0-444-59507-2.50098-6
Lo Giudice A, Ingrao C, Clasadonte MT, Tricase C, Mbohwa C (2017) Life cycle assessment for highlighting environmental hotspots in the Sicilian traditional ceramic sector: the case of ornamental ceramic plates. J. Clean. Prod towards Sustain Transit 142:225–239. https://doi.org/10.1016/j.jclepro.2016.05.028
López-García AB, Cotes-Palomino T, Uceda-Rodríguez M, Moreno-Maroto JM, Cobo-Ceacero CJ, Andreola NMF, Martínez-García C (2021) Application of life cycle assessment in the environmental study of sustainable ceramic bricks made with ‘alperujo’ (Olive Pomace). Appl Sci 11:2278. https://doi.org/10.3390/app11052278
Lv J, Gu F, Zhang W, Guo J (2019) Life cycle assessment and life cycle costing of sanitary ware manufacturing: a case study in China. J Clean Prod 238:117938. https://doi.org/10.1016/j.jclepro.2019.117938
Malabi Eberhardt LC, van Stijn A, Nygaard Rasmussen F, Birkved M, Birgisdottir H (2020) Development of a life cycle assessment allocation approach for circular economy in the built environment. Sustainability 12:9579. https://doi.org/10.3390/su12229579
Mansor MR, Fadzullah SHSM, Nurfaizey AH (2021) Chapter 5—Life cycle assessment (LCA) analysis of composite products in automotive applications. In: Sapuan SM, Ilyas RA (eds) Biocomposite and synthetic composites for automotive applications, woodhead publishing series in composites science and engineering. Woodhead Publishing, Sawston, pp 147–172. https://doi.org/10.1016/B978-0-12-820559-4.00005-5
Mezquita A, Monfort E, Zaera W (2009) Ceramic tiles manufacturing and emissión trading scheme: reduction of CO2 emissions. European Benchmarking
Monteiro H, Cruz PL, Moura B (2022) Integrated environmental and economic life cycle assessment of improvement strategies for a ceramic industry. J Clean Prod 345:131173. https://doi.org/10.1016/j.jclepro.2022.131173
Muteri V, Cellura M, Curto D, Franzitta V, Longo S, Mistretta M, Parisi ML (2020) Review on life cycle assessment of solar photovoltaic panels. Energies 13:252. https://doi.org/10.3390/en13010252
Muthu SS (2014) Estimating the overall environmental impact of textile processing: life cycle assessment (LCA) of textile products. In: Muthu SS (ed) Assessing the environmental impact of textiles and the clothing supply chain. Woodhead Publishing, Sawston, pp 105–131. https://doi.org/10.1533/9781782421122.105
Nicoletti GM, Notarnicola B, Tassielli G (2002) Comparative Life Cycle Assessment of flooring materials: ceramic versus marble tiles. J Clean Prod 10:283–296. https://doi.org/10.1016/S0959-6526(01)00028-2
Ortiz O, Castells F, Sonnemann G (2009) Sustainability in the construction industry: a review of recent developments based on LCA. Constr Build Mater 23:28–39. https://doi.org/10.1016/j.conbuildmat.2007.11.012
Ozcetin E, Ozturk G, Ozturk ZK, Kasimbeyli R, Kasimbeyli N (2023) A decision support system for consolidated distribution of a ceramic sanitary ware company. Expert Syst Appl 213:118785. https://doi.org/10.1016/j.eswa.2022.118785
Pini M, Ferrari AM, Gamberini R, Neri P, Rimini B (2014) Life cycle assessment of a large, thin ceramic tile with advantageous technological properties. Int J Life Cycle Assess 19:1567–1580. https://doi.org/10.1007/s11367-014-0764-8
Pitarch AM, Reig L, Tomás AE, Forcada G, Soriano L, Borrachero MV, Payá J, Monzó JM (2021) Pozzolanic activity of tiles, bricks and ceramic sanitary-ware in eco-friendly Portland blended cements. J Clean Prod 279:123713. https://doi.org/10.1016/j.jclepro.2020.123713
Ren SW, Zhang YJ, Huang MC, Ma LP (2020) Quantitative analysis on green product index of sanitary wares. Mater Sci Forum 993:1518–1526. https://doi.org/10.4028/www.scientific.net/MSF.993.1518
Ros-Dosdá T, Fullana-i-Palmer P, Mezquita A, Masoni P, Monfort E (2018) How can the European ceramic tile industry meet the EU’s low-carbon targets? A life cycle perspective. J Clean Prod 199:554–564. https://doi.org/10.1016/j.jclepro.2018.07.176
Sangwan KS, Herrmann C (eds) (2020) Enhancing future skills and entrepreneurship: 3rd Indo-German conference on sustainability in engineering, sustainable production, life cycle engineering and management. Springer, Berlin. https://doi.org/10.1007/978-3-030-44248-4
Santos T, Almeida J, Silvestre JD, Faria P (2021) Life cycle assessment of mortars: a review on technical potential and drawbacks. Constr Build Mater 288:123069. https://doi.org/10.1016/j.conbuildmat.2021.123069
Scanlon BR, Ikonnikova S, Yang Q, Reedy RC (2020) Will water issues constrain oil and gas production in the United States? Environ Sci Technol 54:3510–3519. https://doi.org/10.1021/acs.est.9b06390
Settembre Blundo D, García Muiña FE, Pini M, Volpi L, Siligardi C, Ferrari AM (2018) Lifecycle-oriented design of ceramic tiles in sustainable supply chains (SSCs). Asia Pac J Innov Entrep 12:323–337. https://doi.org/10.1108/APJIE-06-2018-0039
Silvestri L, Forcina A, Silvestri C, Ioppolo G (2020) Life cycle assessment of sanitaryware production: a case study in Italy. J Clean Prod 251:119708. https://doi.org/10.1016/j.jclepro.2019.119708
Sivappirakasam K, Peiris R, Kulatunga A (2019) Life cycle assessment in ceramic floor tile industry in Sri Lanka. In: Proceedings of the international conference on industrial engineering and operations management, Bangkok, Thailand, 5–7 Mar 2019
Takada J, Ito Y, Yoshikawa M, Ishida H (1999) EcoDesign for ceramic tiles and sanitary ware. In: Proceedings first international symposium on environmentally conscious design and inverse manufacturing. Presented at the proceedings first international symposium on environmentally conscious design and inverse manufacturing, pp 131–135. https://doi.org/10.1109/ECODIM.1999.747596
Takada J, Nakamura K, Yoshikawa M (2020) A Life Model Planning necessary for the calculation of the environmental impact at the application of Sanitary wares. Trans Mater Res Soc Jpn 25(2):625–627
Tarhan B, Tarhan M, Aydin T (2017) Reusing sanitaryware waste products in glazed porcelain tile production. Ceram Int 43:3107–3112. https://doi.org/10.1016/j.ceramint.2016.11.123
Tian-yan W, Min C (2012) Research on low-carbon building development based on whole life cycle analysis. Procedia Environmental Sciences. In: 2011 international conference of environmental science and engineering vol 12, pp 305–309. https://doi.org/10.1016/j.proenv.2012.01.282
Tikul N, Srichandr P (2010) Assessing the environmental impact of ceramic tile production in Thailand. J Ceram Soc Jpn 118:887–894. https://doi.org/10.2109/jcersj2.118.887
Vartanyan M, Guseva T, Molchanova Y, Averochkin E (2014) Best available techniques in ceramic industry: enhancing environmental performance and improving energy efficiency. In: 14th SGEM geoconference on ecology, economics, education and legislation, vol 2, Sofia, Bulgaria. https://doi.org/10.5593/SGEM2014/B52/S20.013
Ye Z, Berdichevsky VL, Yu W (2014) An equivalent classical plate model of corrugated structures. Int J Solids Struct 51:2073–2083. https://doi.org/10.1016/j.ijsolstr.2014.02.025
Funding
Open access funding provided by Università degli Studi Roma Tre within the CRUI-CARE Agreement.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
All authors certify that they have no affiliations with or involvement in any organization or entity with any financial interest or non-financial interest in the subject matter or materials discussed in this manuscript. The authors have no financial or proprietary interests in any material discussed in this article.
Additional information
Editorial responsibility: Samareh Mirkia.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Desole, M.P., Fedele, L., Gisario, A. et al. Life Cycle Assessment (LCA) of ceramic sanitaryware: focus on the production process and analysis of scenario. Int. J. Environ. Sci. Technol. 21, 1649–1670 (2024). https://doi.org/10.1007/s13762-023-05074-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13762-023-05074-6