
Abstract
This article presents the effect of an Indirect Plasma Nitriding process on the microstructure and properties of Titanium Grade- 2 samples manufactured by Direct Metal Laser Sintering Method (DMLS). It was determined, based on morphological analysis that the physical and chemical phenomena occurring at the surface during nitriding has a decisive effect on surface roughening. Phase and stress analysis shown the nitrided layer produced in a pure nitrogen at 760 °C and containing TiN + TiN0.30 + Ti2N is under compressive stress and its characteristic of a high hardness and Young Modulus as compare to Grade 2 titanium samples produced only by DMLS technique (without nitriding). Static tensile stress carried out at room temperature show that the nitrided samples containing TiN + TiN0.30 + Ti2N have much lower yield (YS0.2) and tensile strength (UTS) compared to the not nitrided samples. Tests carried out in Ringer’s solution, using impedance and potentiodynamic methods at temperatures elevated to 36.6 ± 0.3 °C to simulate human-’s’ body temperature, show that nitriding increased corrosion resistance of the alloy.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The most popular metallic materials used for additive manufacturing in the medical field are titanium alloys, stainless steels and cobalt-chromium alloys. Materials selected for such applications and making implanted components must have mechanical, chemical, biocompatibility, and sterilization capabilities needed for the final product. Titanium and its alloys are very promising for many medical applications because of their low density, high corrosion resistance and a good biocompatibility [1,2,3,4].
Their excellent properties are results of the thin (few nanometers thick) oxide layer present on the surface which however, does not stop metallosis and removal/transferring of the alloying elements to the surrounding tissues [5].
The most common implants made of titanium alloys are those used in dental applications and those to cure knee-and hip-joints or stabilize the spine [6, 7]. Manufacturing of implants or surgical elements, made of titanium is difficult using classical methods because of the high chemical reactivity of this metal to oxygen, carbon and nitrogen at elevated temperatures. The metal’s low specific weight and high melting temperature make the casting process used for fabricating complex geometry parts quite difficult. The modern additive techniques are the most promising methods allowing for making titanium and its alloys implants with the individual geometrical characteristic feeding the anatomical characters of each patients [8,9,10,11,12]. Among the various additive manufacturing techniques either already used or under development several employ powder feedstock. Nevertheless, titanium and its alloys have insufficient wear resistance regardless of the manufacturing methods and final heat treatments [13, 14]. Surface properties of titanium and its alloys can be enhanced by applying unconventional techniques of surface engineering allowing improvement in wear resistance and maintaining its high corrosion resistance. Applying protective nitrided layers or coating with nitrides (TiN) on titanium has been known for a number of years and it is still in progress [15,16,17,18,19,20,21,22,23,24,25,26,27,28,29,30,31,32,33,34,35,36,37,38]. The layers of TiN produced on titanium and its alloys, regardless of their chemical composition cause increased proliferation of osteoblasts and improvements in adhesion and aggregations blood’ platelets to the base because of their high biocompatibility. At the same time, lowering of corrosion limits intensity of metallosis. This is very important, especially in the case of when certain alloys (example Ti6Al4V, NiTi) contain elements considered negative to humane bodies [19]. Nitriding of titanium and its alloys always leads to formation of TiN nitrides at the surface since standard free enthalpy, ΔG0, of its formation has a high negative value in a broad temperature range. Therefore, layer buildup is determined primary by chemisorption of nitrogen and is independent of the nitriding method [15,16,17,18,19]. Nevertheless, proportions of TiN/Ti2N/ɑ change with nitriding temperature, which has an effect on the resulting properties of the layer [19].
The main goal of our research was to determine the effect of the nitriding process on microstructure and properties of Grade 2 titanium samples manufactured by DMLS technique.
Material and Testing Methodology
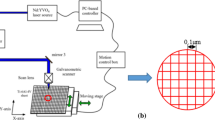
A spherical powder of Ti Grade 2 was used as a starting material for this study. Its morphology was verified using scanning electron microscopy TM-1000 (Hitachi, Japan) and the distribution of particles was determined by laser diffraction analyzer Partica LA-950 (Horiba, Japan). Manufacturing of the solid samples was carried out with the printer 3D EOS M100 (Krailling, Germany) working in DMLS (Direct Metal Laser Sintering) technology.
Cuboid samples with dimensions 20 × 15x8mm and φ5 × 46 mm were manufactured using a 20 µm-thick layer with a volumetric energy density 70 J/mm3. To minimize anisotropy, scanning energy the strategy was to orient each next layer by 67° compare to the prior one.
During the manufacturing process, Platform Direct Base S15 was heated to 80 °C. The concentration of oxygen in the working chamber was < 0.1% since the argon-protecting atmosphere used here had a 5.0 purity.
Nanohardness of the samples was tested on the XZ plane with TriboIndenter TI-900 made by Hysitron. Loading force had a trapezoidal character as shown in Fig. 1. Each sample had 64 measurements.

Loading characteristic of nanohardness tests
A maximum loading force of 100 mN was used. The testing was in a mode of controlling the force with a feedback. XRD used for the phase analysis was carried out using Bruker D8 Advance diffractometer with Copper lamp (radiation λ = 1.541 Å) working in a linear harness configuration. Bragg–Brentano scan geometry was used, where the source and detector move symmetrically around the sample located in the center of the goniometric wheel. Scans of the 2θ were in between 30° and 110° with 0.05° step and a time of 3 s for each step.
The testing was carried out on the XZ plane on the flat surface of the samples. Measurements of the residual stresses were taken using sin2ψ method. The XRD-sin2ψ technique calculates the residual stresses existing in the surface layer of polycrystalline materials by assuming a plane-stress state. Experimentally determined data were used by the software for calculating the internal stresses. Those were in XRD Commander and EVA for the phase analysis. Residual stresses present in the nitrided layer were determined from XRD, carried out with Bruker D8 Discover diffractometer with Co lamp (radiation length Kα1 = 1.789 Å) and Fe filter working in the point beam geometry with PSD Vantec2 geometry. Registered peak for TiN was at the angle 2θ = 70°–74°–counting time 120 s, and ∆θ 0.04°. The peak was registered for φ = 0. 45 and 90° and ψ = 0°–50°. For analysis of the nitrided layer constant values: E = 298 GPa, γ = 0.2 were selected. The test was carried out in three different locations of the sample on the XZ section, an average value was reported.
Corrosion studies were carried out in Ringer’s saline solution (NaCl 8.6 g/dm2, KCl 0.3 g/dm3, CaCl2*2H2O 0.33 g/dm3) at an elevated temperature of 36.6 ± 0.3 °C, simulating temperature of human’s body. The impedance and potentiodynamic methods were applied and the Auto Lab PGSTAT 100 was used. Before testing, the samples were stabilized under a current-free condition for determining open system (EOCP) for 5000 s. Faraday cage was used for the electrochemical studies. Electrochemical Impedance Spectroscopy measurements were taken in the three-electrode system at 105–10−3 Hz, amplitude of the sinusoidal signal 20 mV at the open circus potential (OCP). EQUIVCRT Baukampa software was used for analysis. For testing all the samples, Equivalent Circuit (EC) with two-time constants R(RQ)(RQ)) was used. This type is generally used in the case of materials which are prone to uniform corrosion or materials with a high specific surface area resistant to local corrosion. Selection of the replacement system (EC) for analysis of the produced impedance spectrums was based on the visible corrosion damages and also on the smallest element matching errors (determined by least squares method). The obtained spectrums were presented in a form of Bode’ and Nyquist’ diagrams. Potentiodynamic studies were carried out using identical three-electrode systems, up to 3000 mV potential. Polarization of the tested material was done with the rate of 0.2 mV/s. Observation of the corrosion spots/damage was done with the Olympus SZX10 stereoscope.
Static tensile test was carried out using symmetrical, round samples with the diameter of 2.5 mm shown in Fig. 2. MTS 858 tensile test machine with the force sensor ± 15 kN was used. The control variable of the tensile test was the constant movement of the machine piston with rate 0.03 mm/s, which for the given geometry of the sample, gives the tensile a rate of 2 × 10−3 1/s. Proprietary software „graph.exe” was used for analysis of the results. Each type of the material condition had at least 3 samples and the results were averaged.

Specimens for tensile tests made of nanocrystalline titanium Grade 2: (a) before, (b) after the tensile test
Nitriding
Nitriding of the samples for metallographic, corrosion and mechanical tests was carried in industrial equipment by Advanced Heat Treat Corp in Waterloo, Iowa. The method used was the company’s proprietary Indirect Plasma Nitriding Method. The process was carried out at 760° C for 16 h in a 99.99% pure nitrogen and at a pressure of 2 mbar.
Results and Discussion
Testing of the Powder
Figure 3 shows histogram of the size distribution of the powder particles of Ti Grade 2 used for our studies. The graph demonstrates that there is a narrow range of the particles size, which is also conformed/illustrated by microscopic observations, Fig. 4. The particles have a spheritic shape and their medium size is about 25 µm.

Diagram of the powder particles size distribution of the Ti Grade 2 used for studies

Morphology of the Grade 2 Ti powder used for making the SEM samples
Testing of Ti Grade 2 Samples in as-Received Condition From the Manufacturer and After 3d Printing.
Figure 5 presents microstructure of Ti Grade 2 sample manufactured using the DMLS technique shown in XZ plane of the printing. The structure is a fine crystalline with martensite plates α’ and α”. The sample is characteristic of high, close to the theoretical-density and it is without porosities or microcracks.

Microstructure of Ti Grade 2 sample made with DMLS technique
Testing of the Microstructure
Surface morphology and topography of the nitrided sample is shown in Fig. 6. Surface roughness was comparatively low (Ra = 303.54 nm) and there are small crystals visible in it. Figure 6b and Table 1 presents numerical data of the surface roughness parameters. Surface roughening observed here is very likely caused by the nitriding process and formation of the new phases. Small cracks visible in the surface (Fig. 6a) are probably caused by surface stresses induced by the layer growth as well as the samples’ manufacturing method. Chemical analysis of the surface showed that the nitrided layer contains about 47.2 at. % N2.

Morphology –(a), topography –(b) of the nitrided sample
Cross section of the nitrided sample is shown in Fig. 7. Thickness of the TiN/Ti2N zone near the surface appears to be in the range of 3 µm. Visible porosities and cracks present in the layer are the effect of the preparation technique (grinding and polishing) of this very brittle zone (Fig. 7a). The layer adheres well to the base. The ion nitriding processes carried out at 760 °C in 16 h cased phase transformation of α’ i α” phases into coarse-grain α phase. Precipitates at the grain boundaries contained iron (Fig. 7b).

Microstructure of the: nitrided layer –(a) and substrate (b) in titanium Grade 2 sample
Maps of EDS and line distribution of titanium and nitrogen on cross section of the sample are shown in Fig. 8. It appears that the thickness of this layer and distribution of nitrogen in it is uniform in the nitrides containing zone (Fig. 8a).

EDS maps –(a) and line scan –(b) of showing distribution of Ti and N on cross section of the nitrided sample
It should be noted that nitrogen concentration is very intense in this zone and slowly goes down below it in the diffusion zone (Fig. 8b).
Phase and Stress Analysis
Based on the XRD phase analysis, we can confirm that the nitrided layer contains TiN nitride with the FCC lattice and also Ti2N nitride with the tetragonal lattice. Also, the presence of TiN0.186 phase with hexagonal lattice was detected, Fig. 9.

XRD patterns for the nitrided sample
The results correspond well with the literature data where authors detected presence of the same phases in nitrided titanium [21,22,23,24,25,26,27,28,29,30,31,32,33,34,35,36,37]. It was also determined by others [26] that the proportion of TiN to Ti2N changes with nitriding temperature. At higher temperature, the percentage of TiN phase is higher compared to Ti2N phase and at a lower temperature the percentage of Ti2N is higher. This can be shown by measuring their exact thicknesses and not by XRD from the surface [28, 37].
It was also observed by us that there were diffraction peaks from the base present but rather with a weak intensity. This result indicates that the nitrided layer is thick enough for accurate testing and the signals from it are well recorded. The results correspond well with the results of Hongyu Shen and others [29], who produced a TiN layer using ion nitriding of 5 µm-thick titanium sample. The results obtained by them showed no diffraction peaks from the base which was also confirmed by the metallographic observations. In our work, estimated thickness of TiN/Ti2N was about 3 µm and the peaks from the base were of low intensity.
Residual stresses present in material are very important in Ti-N situation since they affect not only coherence of the layer to the base but also resulting roughness, tribological properties, fatigue, etc. Therefore, using sin2ψ method, we determined values of the stresses in TiN phase. The results show that the layer is under very high compressive stress, (Table 2).
Based on the current literature, we can say that the residual stresses in TiN can be in the range ~ 1 GPa (tensile stress) to 10 GPa (compressive stress) depending on the processing parameters of nitriding process as well as thickness of the layer [30,31,32].
Created stress can be related to the internal atomic reorganization. Keeping in mind that the layer is connected with the base, all structural changes at the surface such as the surplus of atoms at the interface lead to the expanding of the surface and internal stress becomes compressive [35]. Those compressive stresses at the surface must be compensated by a tensile stress at the base.
Hardness Testing
Surfaces of the samples were tested with 100 mN load. Figure 10 shows curves representing the relationship between force and indentation depth. As a result of nitriding, the surface hardness of the samples went up from the incoming condition of 5.3 GPa to 8.7 GPa for the treated/nitrided condition of Ti Grade 2 manufactured by DMLS. DMLS-produced samples had a very similar hardness to samples of as-received condition (Table 3, Fig. 11). Based on the force–displacement curves obtained during measurements the Young’s modulus were calculated following the model of Oliver and Pharr [39]. Due to the high roughness, we decided to make 64 measurements for each of the samples. Both the table and Fig. 12 also show reduced Young’s modulus Sd (Er) for all three conditions of the material. The highest value of Sd (Er) was also obtained for the nitrided samples. It was almost 4 times as much as for the incoming condition. The value of Sd (Er) for DMLS sample was 37 GPa and it was only a little higher than its incoming condition from the manufacturer (21 GPa).

Example of the Force–Displacement curves

Surface hardness of the samples

Young’s modulus measured at surface of the samples
Nitrided samples were also tested on their cross sections with a maximum load of 10 mN. The indentations were every 2 µm. The results are shown in Figs. 13 and 14. As it can be seen, the total depth of the layer or penetration of nitrogen into the sample was about 50 µm. Proportions of the nitrided zones’ thicknesses, TiN/Ti2N/ɑ-diffusion zone is in agreement with the data of A.F. Yetim and others [26]. Changes of Young’s modulus on cross section were very dramatic near the surface in the area/thickness of 3–5 µm from the surface where TiN and Ti2N phases/layers are present. The Young’s modulus in the diffusion zone changed only in the area close to the nitrides. Figure 15 shows nanohardness indentation marks as seen by Scanning Probe Microscope (SPM).

Hardness as a function of depth measured on cross section of the nitrided sample

Reduced Young’s modulus as a function of depth measured on cross section of the nitrided sample

Nanohardness indentation marks recorded by SPM
Tensile Tests
Strain–stress diagram shown in Fig. 16 illustrates mechanical behavior of the Ti Grade 2 material in the three different conditions, tested by us. As it can be seen, the tensile test sample made by DMLS method had the highest yield (YS0.2) and tensile strengths (UTS) and endured the highest strain (fractional deformation). Nitriding reduced those properties by making the samples less ductile. Difficulties with the interpretation of the results were caused by the fact that the deformation of the samples was rather localized and the 5 mm-long extensometer’s bases were indicating relatively high strain if the deformation was outside it. If, however, deformation was inside the extensometer, a low plastic deformation was recorded. Because of that the recorded plastic deformation for as-received condition was 4.2 ± 2.1%. These values should slightly exceed the DMLS values (10 ± 2.3) (Table 4 and Fig. 16). Differences in behavior of the tested DMLS and DMLS + nitriding materials come from two facts; grain structure and presence the nitrided layer. DMLS samples had a very fine crystalline grain microstructure which was probably stable to about 400 °C [36]. This structure was altered by nitriding process, which had to be carried out at a high temperature to assure a sufficiently fast rate of nitrogen diffusion. This resulted in the grain growth. Secondly, the nitrided layer had significantly higher hardness at the surface than the DMLS produced sample. The nitrided layer was therefore nonductile material unable to endure any plastic deformation. However, the material in both DMLS as well as DMLS + Nitrided conditions was much stronger than the material in as-received condition, see Fig. 16 and Table 4.

Examples of the stress–strain diagrams for the tested materials
Fractographic testing of the surface of the samples after static tensile tests confirmed earlier results (Fig. 17). Grade 2 titanium fracture in the initial state (Fig. 17a) has the characteristics of a malleable fracture (plastic) with numerous craters and quasi-ductile places with small areas of cleavage planes (left photo). Also visible is a large reduction of the cross section and the development of the surface forming the sample, which indicates a large share of plastic deformation. On the other hand, the examination of the fracture surface of the sample produced with the DMLS technique (Fig. 17b) shows that the fracture in the axis of the sample is ductile and in the peripheral part it is quasi-cleavable with a small proportion of signs of plastic deformation. However, after the process of 3D printing and ion nitriding (Fig. 17c), it was found that the surface of the tested fracture is mixed, with a greater share of quasi-ductile areas with visible splitting ridges with sharp and stretched edges, indicating a significant share of plastic deformation and a lower share of smooth planes cleavage grain separation (at the sample surface) of a transcrystalline fracture character.

SEM pictures of the breakthrough areas of samples after the tensile test. Condition of the samples: as-received –(a), made by DMLS –(b), made by DMLS and nitrided –(c)
Corrosion Testing
Figure 18 represents corrosion behavior of the samples as tested with the impedance electrochemical spectroscopy. Table 5 shows electrochemical characteristic data of the samples.

Impedance spectroscopy graphs of the samples
Character of the impedance spectrum with the double capacity loops indicates that there are two electrochemical processes at the surface of tested material. We can assume that roughening of the solid incoming surface by DMLS-manufacturing technique and polishing it with the 1200 sand paper caused this effect. We can also assume that formation of nitrided layer with TiN nitride may substantially modify electrochemical character of the surface. The two time constants suggest a high inhomogeneity of the surface, which can negatively influence stability of the passive layer.
Detailed analysis of the data from Table 5 indicates the lowest corrosion resistance of the material is in its incoming condition. However, the high values of n (n = 0.97 ÷ 0.98) parameter suggest passive character of the output materials. Insignificant lowering of „n” value of the dielectric layer can be one of the reasons of the corrosion resistance’ fluctuation/decreasing. Those locations with a higher electrochemical activity such as melting during layer treatment, scratches and other inhomogeneities of the surface disturb uniformity of the passive layer and have negative effect on corrosion resistance of the base material. Applied nitriding treatment increased corrosion resistance of the Titanium Grade 2 in its DMLS condition but significantly lowering the layer’ capacitance character (n = 0.84) indicates lower stability of the surface outer layer. This is probably caused by local differences in concentration of nitrogen in TiN nitride or by the porosity (99%) characteristic of the DMLS made materials.
In addition, it is worth mentioning that TiN has the FCC lattice, which promotes formation of crystallographic defects (especially vacancies which are present in large quantities even in strictly stochiometric TiN). Therefore, electrochemical heterogeneity is unavoidable. Regardless of the manufacturing condition of the samples, time constants (τ = RC, R-resistance, C—capacity) about 5 s and 120 s indicate that there is resistance of the outer surface to local corrosion. The results of the potentiodynamic testing are shown in Fig. 19 and Table 6. Detailed analysis of the results indicates a very high stability of the passive layer in Ringer’s solution in the tested range of the potentials regardless of the manufacturing method of the samples. An insignificant increase of the current densities at the high potentials (> 2.500 mV) is related to the increase of the degree of oxidation and the thickness of titanium oxides. The shape of the curves indicates that the passive layer is not vulnerable to chlorides and the local corrosion. The literature data show that breakthrough potential, which starts pitting corrosion in diluted solutions of NaCl at room temperature, is above 5.000 mV, well above our testing range. Figure 19 shows diagrams made during the potentiodynamic studies of the samples.

Potentiodynamic curves of anodic polarization in Ringer’s solution (NaCl 8.6 g/dm2, KCl 0.3 g/dm3, CaCl2*2H2O 0.33 g/dm3) of nitrided, as delivered (solid) and DMLS processed Ti Grade 2 samples
The presence of nitrided layer had a positive effect on corrosion resistance of the tested titanium alloy manufactured by DMLS technology. It is demonstrated by the shape of the corrosion curves and increase of corrosion potential (∆Ekor = 250 mV), as well as lowering of the corrosion currents. At the same time, the presence of nitrogen in the surface allows for faster oxidation of titanium and its effect is observed with the raise of current densities proportionally to the applied potential. Additionally, at the potential of 1500 mV there is an overlapping of the two peaks characteristic for Ti-N–O and Ti–O systems [37]. Their intensity is determined also by nitrogen concentration in the outer surface layer. The strong peak at about 1.500 mV is characteristic for the nitrogen content about 40% at. N in the TiN outer layer.
Conclusions
Based on the tests carried out by us, the following conclusions can be written:
-
1.
DMLS technique allowed for producing a solid sample from the powder Grade 2 titanium. The samples structure was a low-porosity and contained plates of α’ i α” martensite.
-
2.
The indirect plasma nitriding process carried out with the samples of DMLS material at 760 °C in pure nitrogen produced a diffused layer containing TiN + TiN0.30 + Ti2N phases. The layer was under high compressive stress causing significant increase of hardness and Young’s modulus.
-
3.
The nitriding process lowered the yield strength (YS0.2) as well as the tensile strength (UTS) of the samples as compared to only DMLS produced material.
-
4.
The titanium Grade 2 alloy, regardless of its treatment method, is in a passive condition in Ringer’s solution.
-
5.
The presence of a nitrided layer increases electrochemical inhomogeneity the treated titanium alloy which might have the effect on its corrosion resistance in aggressive environments.
-
6.
Titanium nitride TiN is oxidized in the electrochemical reaction to form a mixture of oxides and titanium nitro-oxides (Ti-N–O).
References
F. H Froes,Titanium - physical metallurgy, processing, and applications - 15.2 material availability. ASM International. (2015) Retrieved from. https://app.knovel.com/hotlink/pdf/id:kt00U9LNE2/titanium-physical-metallurgy/material-availability.
M. Kaur, K. Singh, Review on titanium and titanium-based alloys as biomaterials for orthopedic applications. Mater. Sci. Eng., C. 102, 844–862 (2019). https://doi.org/10.1016/j.msec.2019.04.064
Narayan, Roger J. (2012). ASM handbook, volume 23 - materials for medical devices - 18.1 titanium alloys. ASM International. Retrieved from. https://app.knovel.com/hotlink/pdf/id:kt00ACXIC2/asm-handbook-volume-23/titanium-alloys.
C.S. Pitchi, A. Priyadarshini, G. Sana, S.K. Reddy Narala, A review on alloy composition and synthesis of b Titanium alloys for biomedical applications. Mater Today. 26, 3297–3304 (2020). https://doi.org/10.1016/j.matpr.2020.02.468
T. Wierzchoń, E. Czarnowska, J. Grzonka, A. Sowińska, M. Tarnowski, J. Kamiński, K. Kulikowski, T. Borowski, K.J. Kurzydłowski, Glow discharge assisted oxynitriding process of titanium for medical application. Appl. Surf. Sci. 334, 74–79 (2015)
D.M. Brunette, P. Tengvall, M. Textor, P. Thomsen, Titanium in medicine (Springer, Germany, 2001)
C.N. Elias, J.H.C. Lima, R. Valiev, M.A. Meyers, Biomedical applications of titanium and its alloys. Jom. 60(3), 46–49 (2008)
A.N. Aufaa, Mohamad Zaki Hassana, Zarini Ismail, Recent advances in Ti-6Al-4V additively manufactured by selective laser melting for biomedical implants: Prospect development. J. Alloy. Compd. 896, 163072 (2022). https://doi.org/10.1016/j.jallcom.2021.163072
Z. Wang, M. Zhang, Z. Liu, Y. Wang, W. Dong, S. Zhao, D. Sun, Surface Integrity and Biological Response of Ti-Alloy Implants after Surface Modification. Mater. Des. 218, 110721 (2022). https://doi.org/10.1016/j.matdes.2022.110721
L.C. Zhang, H. Attar, M. Calin, J. Eckert, Review on manufacture by selective laser melting and properties of titanium-based materials for biomedical applications. Mater. Technol. 31, 66–76 (2016). https://doi.org/10.1179/1753555715Y.0000000076
A. Nouri, A.R. Shirvan, Y. Li, C. Wen, Additive manufacturing of metallic and polymeric load-bearing biomaterials using laser powder bed fusion: A review. J. Mater. Sci. Technol. 94, 196–215 (2021). https://doi.org/10.1016/j.jmst.2021.03.058
A.A. Zadpoor, J.M. Alda, Additive Manufacturing of Biomaterials, Tissues, and Organs. Ann. Biomed. Eng. 45(1), 1–11 (2016). https://doi.org/10.1007/s10439-016-1719-y
Y.S. Mao, L. Wang, K.M. Chen et al., Tribo-layer and its role in dry sliding wear of Ti–6Al–4V alloy. Wear. 297(1–2), 1032–1039 (2013). https://doi.org/10.1016/j.wear.2012.11.063
Ç. Albayraka, İ Hacısalihoğlu, S.Y. Vangölü, A. Alsarand, Tribocorrosion behavior of duplex treated pure titanium in simulated body fluid. Wear. (2013). https://doi.org/10.1016/j.wear.2013.01.064
E. Roliński, Mechanism of high-temperature plasma nitriding of titanium. Mater. Sci. Eng. 100, 193–199 (1988)
S. Rossi, L. Fedrizzi, T. Bacci, G. Pradelli, Corrosion behavior of glow discharge nitrided titanium alloys. Corros. Sci. 45, 511–529 (2003)
E. Roliński, Surface properties of plasma-nitrided titanium alloys. Mater. Sci. Eng., A. 108, 37–44 (1989). https://doi.org/10.1016/0921-5093(89)90404-8
C. Braganza, H. Stϋssi, S. Veprek, Interaction of Nitrided Titanium with a Hydrogen Plasma. J. Nucl. Mater. 87, 331–340 (1979)
E. Roliński, Nitriding of Titanium Alloys, ASM Handbook, ASM International, Vol, in 4E, Heat Treating of Nonferrous Alloys. ed. by G.E. Volume Editor (Totten, 2016), pp. 604–621
M. Mohammadi, A. Akbari, F. Warchomicka, L. Pichon, Depth profiling characterization of the nitride layers on gas nitrided commercially pure titanium. Mater. Charact. 181, 111453 (2021). https://doi.org/10.1016/j.matchar.2021.111453
E. Czarnowska, T. Borowski, A. Sowińska, J. Lelątko, J. Oleksiak, J. Kamiński, M. Tarnowski, T. Wierzchoń, Structure and properties of nitrided surface layer produced on NiTishape memory alloy by low temperature plasma nitriding. Appl. Surf. Sci. 334, 24–31 (2015)
K. Szymkiewicz et al., Effect of nitriding conditions of Ti6Al7Nb on microstructure of TiN surface layer. J. Alloys Compd. 845, 156320 (2020). https://doi.org/10.1016/j.jallcom.2020.156320
M.C.B. de Castro, A.A. Couto, G.F.C. Almeida, M. Massi, N.B. de Lima, A. da Silva Sobrinho, M. Castagnet, G.L. Xavier, R.R. Oliveira, The Effect of plasma nitriding on the fatigue behavior of the Ti 6Al 4V Alloy. Materials. 12(3), 520 (2019). https://doi.org/10.3390/ma12030520
F. Yildiz, A.F. Yetim, A. Alsaran, A. Çelik, Plasma nitriding behavior of Ti6Al4V orthopedic alloy. Surf. Coatings Technol. 202, 2471–2476 (2008)
T. Frączek, M. Olejnik, A. Tokarz, Evaluation of plasma nitriding efficiency of titanium alloys for medical applications. Metalurgija. 48, 83–86 (2009)
A.F. Yetim, F. Yildiz, Y. Vangolu, A. Alsaran, A. Celik, Several plasma diffusions processes for improving wear properties of Ti6Al4V alloy. Wear. 267, 2179–2185 (2009). https://doi.org/10.1016/j.wear.2009.04.005
A. Zhecheva, W. Sha, S. Malinov, A. Long, Enhancing the microstructure and properties of titanium alloys through nitriding and other surface engineering methods. Surf. Coatings Technol. 200, 2192–2207 (2005). https://doi.org/10.1016/j.surfcoat.2004.07.115
A.M. Kamat, S.M. Copley, A.E. Segall, J.A. Todd, Laser-Sustained Plasma (LSP) Nitriding of Titanium: A Review. Coatings. 9, 283 (2019). https://doi.org/10.3390/coatings9050283
H. Shen, L. Wang, Formation, tribological and corrosion properties of thicker Ti-N layer produced by plasma nitriding of titanium in a N2-NH3 mixture gas. Surf Coat Technol. 393, 125846 (2020). https://doi.org/10.1016/j.surfcoat.2020.125846
R.D. Agzamov, F.A. Tagirov, K.N. Ramazanov, Influence of ion nitriding regimes on diffusion processes in titanium alloy Ti-6Al-4V, Defect and Diffusion Forum, (Vol. 383, pp. 161–166) Trans Tech Publications Ltd (2018). https://doi.org/10.4028/www.scientific.net/ddf.383.161
S.Y. Betsofen, I.O. Bannykh, S.M. Sarychev, Formation of residual stress in steels and titanium alloys during ion nitriding. Russ Metall. (2006). https://doi.org/10.1134/S0036029506050041
M. Leoni, P. Scardi, B. Tesi, T. Bacci, Grazing angle XRD on ion-nitrided Ti6Al4V components, Titanium'99: Science and Technology
G. Abadias, Stress and preferred orientation in nitride-based PVD coatings. Surf. Coatings Technol. 202, 2223–2235 (2008). https://doi.org/10.1016/j.surfcoat.2007.08.029
F.M. D’Heurle, Aluminum films deposited by rf sputtering. Metall. Mater. Trans. B. 1, 725–732 (1970). https://doi.org/10.1007/BF02811600
E.J. Herrera-Jimenez, E. Bousser, T. Schmitt, J.E. Klemberg-Sapieha, L. Martinu, Effect of plasma interface treatment on the microstructure, residual stress profile, and mechanical properties of PVD TiN coatings on Ti-6Al-4V substrates. Surf. Coat. Technol. 413, 127058 (2021). https://doi.org/10.1016/j.surfcoat.2021.127058
H. Garbacz, P. Wieciński, D. Kuczyńska, D. Kubacka, K.J. Kurzydłowski, The effect of grain size on the surface properties of titanium grade 2 after different treatments. Surf. Coat. Technol. 335, 13–24 (2018). https://doi.org/10.1016/j.surfcoat.2017.12.005
J. Kim, W.J. Lee, H.W. Park, Mechanical properties and corrosion behavior of the nitriding surface layer of Ti6Al7Nb using large pulsed electron beam (LPEB). J. Alloy. Compd. 679, 138–148 (2016). https://doi.org/10.1016/j.jallcom.2016.04.060
E. Roliński, B. Cowell, Plasma nitride surface hardening of titanium for aerospace and armament applications, Aerospace & Defense Technology, 10–12 (2012 )
G.M. Pharr, An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. (1992) https://doi.org/10.1557/JMR.1992.1564
Acknowledgements
The scientific research was financed from the statutory work Ref. No 504/04708/1090/44.000000. Authors thank Mr. Mike Woods, president of Advanced Heat Treat Corp. for his permission to use company’ resources for carrying out nitriding tests.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sitek, R., Kamiński, J., Adamczyk-Cieślak, B. et al. Effect of Plasma Nitriding on Structure and Properties of Titanium Grade 2 Produced by Direct Metal Laser Sintering. Metallogr. Microstruct. Anal. 11, 852–863 (2022). https://doi.org/10.1007/s13632-022-00903-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13632-022-00903-5