
Abstract
Rapidly solidified ribbons of Cu–Ga–Mg–Ti and Cu–Al–Mg–Ti alloys show the formation of γ-brass type phase, which is an approximant of quasicrystals. The Cu–Ga–Mg–Ti alloy displays ordered γ-brass structure, whereas Cu–Al–Mg–Ti leads to the formation of amorphous and nanocrystalline disordered bcc γ-brass phase. The hardness values of as-synthesized ribbons of Cu–Ga–Mg–Ti and Cu–Al–Mg–Ti alloys are ~7.36 and ~9.01 GPa, respectively. The high hardness value of the Cu–Al–Mg–Ti alloy can be attributed to the combined effects of amorphous and nanocrystalline phases. The absence of cracks around the indentation up to 100 g of load of this alloy suggests better toughness in comparison with Cu–Ga–Mg–Ti alloy. The formation of shear bands is more prominent in case of Cu–Al–Mg–Ti alloy. The value of yield strength and Meyer exponent of the material has been estimated. It has been found that the indentation parameter seems to be sensitive to structural and microstructural variations.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
There has been continuous upsurge in the field of quaternary and ternary Cu-based quasicrystalline alloys after the successful discovery of icosahedral phase in Cu–Ga–Mg–Sc alloy [1, 2]. The Cu–Ga–Mg–Sc stable icosahedral quasicrystal was derived from the Zn–Mg–Sc alloy system by replacing Zn with Cu and Ga [2]. Another alloy system of recent interest is an approximant to quasicrystals, i.e., the γ-brass phase, which is often observed at compositions close to that of quasicrystalline phase [3]. We have reported the formation of γ-brass phase in Cu50Ga30Mg5Ti15 and Cu50Al30Mg5Ti15 alloys recently [4]. Although the crystal structure of γ-brass is fairly well understood, the mechanical behavior of this alloy has not yet been explored. Compared to other systems, Cu-based alloys have been attracting considerable attention due to their improved mechanical properties such as high strength, high hardness, high elastic modulus, and good corrosion resistance [5–8]. Therefore, recent studies have been taken up from the perspective of mechanical behavior. The Cu-based fine-structured composite with nanometer-sized grains of crystalline phases show high strength and hardness [5, 9–11]. Nanostructured materials offer new opportunities to extend our understanding of the structure–property relationship in solid materials down to the nanometer regime; they are expected to possess novel properties [12–14]. The recent emphasis on nanostructured materials has added a new dimension to the studies of their indentation behavior [15, 16]. The indentation size effect and shear band formation under compression are able to throw light on the mechanical behavior of materials where large samples are not available for conducting conventional tests. Indentation studies of small-sized samples may help us to understand their fracture behavior. Since the major element of the alloys is Cu, the alloys are environmentally more friendly and cost-effective.
The aim of the present study is to investigate the microindentation behavior of rapidly quenched Cu50Ga30Mg5Ti15 and Cu50Al30Mg5Ti15 alloys. Such an investigation has been undertaken to develop understanding of the structure–property correlations in these alloys.
Experimental Details
High purity Cu, Ga, Al, Mg, and Ti were used for the preparation of alloy ingots of compositions Cu50Ga30Mg5Ti15 and Cu50Al30Mg5Ti15 by melting the elements in the desired ratios in a silica crucible using an RF induction furnace. These alloys were then melt spun onto a Cu-wheel rotating at a speed of 25 m/s in a flowing Ar environment; ribbons approximately 1–3 cm long and approximately 40 μm wide were formed. The as-synthesized ribbons were examined using X-ray diffraction (XRD) and transmission electron microscopy. The details of structural and microstructural characterization of as-synthesized ribbons have been reported earlier [3]. Microhardness measurements of the as-synthesized samples were performed at different loads. The tests were conducted up to the load at which cracks around the indentation impression were observed. The standard diamond-pyramid-shape Vickers indenter with tip edge of approximately 0.5 μm was used. The hardness tester was calibrated using a 700 VHN standard block. The indented samples were further observed under a scanning electron microscope (SEM) for topological characterization. An energy dispersive X-ray analysis (EDX) system coupled with the SEM was employed for the compositional analysis.
Results and Discussion
Microstructural and Structural Features
The rapidly solidified ribbons of Cu–Ga–Mg–Ti and Cu–Al–Mg–Ti alloys show the formation of ordered and disordered variants of γ-brass structures having close similarity with the quasicrystalline phase [3]. Figure 1(a) shows the XRD pattern obtained from the as-melt-spun Cu50Ga30Mg5Ti15 alloy. The as-grown ribbons revealed the presence of γ-brass phase of Cu9Ga4 type with lattice parameter a = (0.863 ± 0.003) nm. The presence of the (300) peak along with the other peaks in the XRD pattern reveals that the crystal structure of this alloy is a simple cubic structure and not a common bcc γ-brass structure unlike the Cu–Zn system [9]. Figure 1(b) shows the XRD pattern obtained from the as-melt-spun Cu50Al30Mg5Ti15 alloy. The as-grown ribbons of Cu–Al–Mg–Ti alloy revealed the presence of bcc γ-brass phase of Al4Cu9 type with lattice parameter a = (0.870 ± 0.022) nm. The significant broadening of the (330) peak in the XRD pattern has been observed for the Cu–Al–Mg–Ti alloy.

XRD patterns of rapidly quenched (a) Cu50Ga30Mg5Ti15 and (b) Cu50Al30Mg5Ti15 alloys. Note that h + k + l = odd reflections being present in (a)
Figure 2(a) shows the bright field transmission electron microscopy image of rapidly quenched Cu–Ga–Mg–Ti alloy. Inset in Fig. 2(a) depicts the [110] selected area diffraction pattern (SADP) from the ordered simple cubic γ-brass phase of Cu9Ga4 type. The sizes of the grains vary between 200 to 300 nm. Contrary to this, melt-spun ribbons of Cu–Al–Mg–Ti lead to the formation of amorphous and nanocrystalline bcc γ-brass phase of Cu9Al4 type with 10–20 nm grain size. Figure 2(b) shows the bright field image of as-grown Cu–Al–Mg–Ti alloy. The microstructure at this stage seems to be predominantly nanocrystalline with traces of amorphous phase. The corresponding SADP has diffuse rings with several spots superimposed on them.

Transmission electron microscopy images and corresponding diffraction patterns of rapidly quenched (a) Cu50Ga30Mg5Ti15 and (b) Cu50Al30Mg5Ti15 alloys
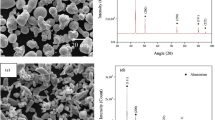
For the composition determination, a quantitative EDX was performed. Figure 3(a), (b) presents EDX spectra of the Cu50Ga30Mg5Ti15 and Cu50Al30Mg5Ti15 alloys. The quantitative analysis for the melt-spun alloys results in a Cu:Ga:Mg:Ti atomic percentage ratio of 50.7:29.4:5.8:14.1 and atomic percentage ratio of 51.0:28.9:5.8:14.3 for Cu:Al:Mg:Ti. The investigated compositions of the alloys are very close to stoichiometric proportions of nominal compositions. Within the limit of detectability of EDX, no discernible evidence of oxygen in the ribbons was detected.

Energy dispersive spectra of the melt-spun (a) Cu50Ga30Mg5Ti15 and (b) Cu50Al30Mg5Ti15 alloys
It is noteworthy to mention that the formation of nanocrystalline or amorphous state in the rapidly solidified Cu–Al–Mg–Ti alloy may enhance the ductility and toughness [6, 17–21]; hence, it has a possibility for use as a coating material. Keeping in view the fact that the size distribution and volume fraction of fine scale nanophases can significantly alter the physical and mechanical properties of brittle intermetallics [22], studies on indentation characteristics of these alloys were taken.
Indentation Behavior
The microhardness of the Cu50Ga30Mg5Ti15 and Cu50Al30Mg5Ti15 alloys was measured with a Vicker’s indenter. The hardness (H) in GPA was computed using by the formula [23]:
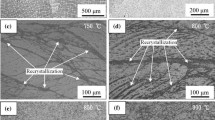
where P is the load (g) and d is the diagonal length in μm. The mean hardness values of at least five loads are reported here with deviations. Cracks are initiated around the indentation when the applied load exceeds a certain value, e.g., 50 g for the Al-based quasicrystals [24]. Figure 4(a), (b) shows the optical micrographs of the indentation impression at various loads of Cu50Ga30Mg5Ti15 and Cu50Al30Mg5Ti15 alloys, respectively. These images show the presence of finely spaced slip steps/shear bands (marked by arrows in Fig. 4) at different loads for the as-synthesized ribbons of Cu–Ga–Mg–Ti and Cu–Al–Mg–Ti alloys. In addition, Fig. 4(a), (b) reveals that the indentation impressions are crack free up to 100 g loads for Cu–Al–Mg–Ti and up to 50 g loads Cu–Ga–Mg–Ti. The nature of indentation cracks for these alloys is depicted in Fig. 5(a), (b). The absence of cracks around the indented area up to 100 g of load for Cu–Al–Mg–Ti suggests that this alloy has increased resistance to crack propagation as compared to the Cu–Ga–Mg–Ti alloy.

Nature of indentation for the as-synthesized ribbons of (a) Cu50Ga30Mg5Ti15 and (b) Cu50Al30Mg5Ti15 displaying the presence of finely spaced slip steps/shear bands (marked by arrows) at different loads

Microindentation images for the as-synthesized ribbons of (a) Cu50Ga30Mg5Ti15 and (b) Cu50Al30Mg5Ti15 alloys showing initiation of cracks (marked by arrows) at 100 and 200 g of load, respectively
Figure 6(a) shows characteristic hardness versus load curves for the as-synthesized ribbons of Cu–Ga–Mg–Ti and Cu–Al–Mg–Ti alloys, respectively. A notable difference is observed in the indentation behaviors of the alloys. The hardness values of as-synthesized ribbons of Cu–Ga–Mg–Ti and Cu–Al–Mg–Ti alloys taken at 50 g load are ~7.36 and ~9.01 GPa, respectively. These are slightly higher than that of Cu–Zr–Al, Cu–Zn–Al, and Cu–Zr–Ti metallic glasses and their composites [7, 11, 25]. The hardness values are lower in comparison with (Al4Cu9)94.5Cr5.5 alloy [10]. Table 1 compares the hardness values of Cu–Ga–Mg–Ti and Cu–Al–Mg–Ti alloys with some other known Cu-based alloys. The empirical relationship between the applied load P (in kg) and length of the indentation d (in mm) is called Meyer’s law [26] and is given by:
where n is a material constant related to strain hardening of material system, also known as the Meyer exponent. The value for n can be determined from a plot of \( \log P \) versus \( \log d \). The slope gives n, whereas the intercept K relates to a material constant pertaining to the resistance against penetration by the indenter. It is a worthwhile exercise to determine these parameters for the alloys having intermetallic phases and understand their behavior [27]. Such attempts have been made in the past for other systems [22, 27]. Figure 6(b) shows \( \log P \) versus \( \log d \) curves for the as-synthesized ribbons of Cu–Ga–Mg–Ti and Cu–Al–Mg–Ti alloys. The values of exponent are given in Table 2. The values of exponent are less than 2, as has been observed for intermetallics [27]. The hardness values permit the calculation of the 0.2% offset yield strength by employing the following relationship [26]:
where σ 0 is the 0.2% offset yield strength, VHN is the Vickers hardness number, and n is the Meyer’s exponent. The yield strength value for as-synthesized samples using the derived values of n and Eq 3 is given in Table 2. In the present investigation, it can be inferred that hardness values are less in the case of Cu–Ga–Mg–Ti alloy as compared to Cu–Al–Mg–Ti alloy for the same load condition. The difference in hardness values and indentation characteristics for the two alloys can be understood in terms of structural and microstructural features that melt-spun ribbons possess. The finer microstructure in Cu–Al–Mg–Ti alloy may lead to its high hardness value. Therefore, it is expected that the microstructural variation may be one of the factors responsible for the increase in the hardness value of Cu–Al–Mg–Ti alloy. There are many such observations available in literature to support this assertion [7, 28]. Figure 7(a), (b) is the scanning electron micrographs of the indentation marks for as-synthesized ribbons of Cu–Ga–Mg–Ti and Cu–Al–Mg–Ti alloys. It should be noted that wavy patterns are observed around the indentation, displaying initiation, and propagation of shear bands. The difference in the formation of shear bands in these alloys should be noted; a higher number of shear bands is observed in the case of Cu–Al–Mg–Ti alloy as compared to that of Cu–Ga–Mg–Ti alloy. The shear bands are less prominent in the case of Cu–Ga–Mg–Ti alloy. This change in the formation of shear bands around the indentation periphery may be attributed to the different microstructures of these melt-spun alloys. It has been suggested that shear bands can operate without deflection when the size of nearby particles is smaller than the shear band width [29]. Shear bands in intermetallics have been reported to approximately 20–30 nm in width [30]. In the present case, for Cu–Al–Mg–Ti alloy, the grain size is in the range 10–20 nm (Fig. 2b) and thus would not significantly affect the formation and propagation of shear bands. Such observations are in agreement with earlier indentation studies on nanomaterials and amorphous phases [29–32].

(a) Variation of hardness (VHN) with respect to load and (b) \( \log P \) versus \( \log d \) plots for the as-synthesized ribbons of Cu50Ga30Mg5Ti15 and Cu50Al30Mg5Ti15 alloys

Scanning electron micrographs for the as-synthesized ribbons of (a) Cu50Ga30Mg5Ti15 and (b) Cu50Al30Mg5Ti15 alloys displaying closely packed shear bands (50 g load)
Conclusions
Rapid solidification of Cu–Ga–Mg–Ti alloy shows that the formation of simple cubic γ-brass phase of Cu9Ga4 type with grain size varies between 200 and 300 nm. Contrary to this, melt-spun ribbons of Cu–Al–Mg–Ti exhibited the formation of amorphous and nanocrystalline bcc γ-brass phase of Cu9Al4 type with 10–20 nm grain size. The hardness values of as-synthesized ribbons of Cu–Ga–Mg–Ti and Cu–Al–Mg–Ti alloys have been found to be ~7 and ~9 GPa, respectively. These values are comparatively higher than the known values for Cu-based alloys. The high hardness value of the Cu–Al–Mg–Ti alloy can be attributed to the presence of nanocrystalline grains and amorphous phase. The absence of cracks around the indentation area up to 100 g of load for Cu–Al–Mg–Ti alloy suggests that it is better able to resist crack propagation as compared to the Cu–Ga–Mg–Ti alloy.
References
T. Honma, T. Ishimasa, New icosahedral quasicrystals formed in Cu-based ternary alloys. Philos. Mag. 87, 2721 (2007)
Y. Kaneko, R. Maezawa, H. Kaneko, T. Ishimasa, Cu-based icosahedral quasicrystal formed in Cu–Ga–Mg–Sc alloys. Philos. Mag. Lett. 82, 483 (2002)
C. Dong, The δ-Al4Cu9 phase as an approximant of quasicrystals. Philos. Mag. A 73, 1519 (1996)
D. Singh, T.P. Yadav, R.S. Tiwari, O.N. Srivastava, Phase formation in rapidly quenched Cu based alloys. J. Mater. Sci. 44, 3883 (2009)
Z. Guilan, Z. Aisheng, Effects of annealing temperature on microstructure and hardness of (Cu60Zr30Ti10)98Y2 bulk metallic glass. J. Rare Earths 28, 243 (2010)
M.A. El-Hadek, M. Kassem, Failure behaviour of Cu–Ti–Zr-based bulk metallic glass alloys. J. Mater. Sci. 44, 1127 (2009)
G.S. Yang, J.K. Lee, W.Y. Jang, Effect of grain refinement on phase transformation behaviour and mechanical properties of Cu-based alloy. Trans. Nonferrous Met. Soc. China 19, 979 (2009)
S.J. Lee, S.W. Lee, K.H. Kim, J.H. Hahn, J.C. Lee, A high strength Cu-based alloy containing superlattice structures. Scr. Mater. 56, 457 (2007)
N.K. Mukhopadhyay, D. Mukherjee, S. Bera, I. Manna, R. Manna, Synthesis and characterization of nano-structured Cu–Zn γ-brass alloy. Mater. Sci. Eng. A 485, 673 (2008)
N.K. Mukhopadhyay, D. Mukherjee, S. Dutta, R. Manna, D.H. Kim, I. Manna, Synthesis and characterization of nanocrystalline and amorphous (Al4Cu9)94.5Cr5.5 γ-brass alloy by rapid solidification and mechanical milling. J. Alloys Compds. 457, 177 (2007)
W.H. Jiang, F.X. Liu, Y.D. Wang, H.F. Zhang, H. Choo, P.K. Liaw, Comparison of mechanical behavior between bulk and ribbon Cu-based metallic glasses. Mater. Sci. Eng. A 430, 350 (2006)
D. Singh, R.S. Tiwari, O.N. Srivastava, Structural and magnetic properties of Cu50Mn25Al25−x Ga x Heusler alloys. J. Magn. Magn. Mater. 328, 72 (2013)
M.A. Meyers, A. Mishra, D.J. Benson, Mechanical properties of nanocrystalline materials. Prog. Mater. Sci. 51, 427 (2006)
K.A. Padmanabhan, Mechanical properties of nanostructured materials. Mater. Sci. Eng. A 204–306, 200 (2001)
D. Singh, T.P. Yadav, R.K. Mandal, R.S. Tiwari, O.N. Srivastava, Indentation characteristics of metallic glass and nanoquasicrystal-glass composite in Zr–Al(Ga)–Cu–Ni alloys. Intermetallics 18, 2445 (2010)
D. Singh, M. Singh, T.P. Yadav, R.K. Mandal, R.S. Tiwari, O.N. Srivastava, Nanoindentation studies of metallic glasses and nanoquasicrystal-glass composites in Zr–Al(Ga)–Cu–Ni alloys. Inter. J. Nanosci. 10, 929 (2011)
Y. Liu, G. Yuan, C. Lu, W. Ding, J. Jiang, The role of nanoquasicrystals on the ductility enhancement of as-extruded Mg–Zn–Gd alloy at elevated temperature. J. Mater. Sci. 43, 5527 (2008)
D. Singh, T.P. Yadav, R.K. Mandal, R.S. Tiwari, O.N. Srivastava, Effect of Ga substitution on the crystallization behaviour and glass forming ability of Zr–Al–Cu–Ni alloys. Mater. Sci. Eng. A 527, 469 (2010)
S. Scudino, K.B. Surreddi, S. Sager, M. Sakaliyska, J.S. Kim, W. Loser, J. Eckert, Production and mechanical properties of metallic glass-reinforced Al-based metal matrix composites. J. Mater. Sci. 43, 4518 (2008)
K. Qiu, D.Z. Hao, Y.L. Ren, H. Zhang, Mechanical properties of bulk metallic glass with crystallites precipitation and second ductile phase addition. J. Mater. Sci. 42, 3223 (2007)
T.P. Yadav, D. Singh, R.S. Tiwari, O.N. Srivastava, Enhanced microhardness of mechanically activated carbon-quasicrystal composite. Mater. Lett. 80, 5 (2012)
C. Suryanarayana, Mechanical alloying and milling. Prog. Mater. Sci. 46, 1 (2001)
N.K. Mukhopadhyay, G.C. Weatherly, J.D. Embury, An analysis of microhardness of single-quasicrystals in the Al–Cu–Co–Si system. Mater. Sci. Eng. A 315, 202 (2001)
L. Bresson, D. Gratias, Plastic deformation in AlCuFe icosahedral phase. J. Non-Cryst. Solids 154, 468 (1993)
J.T. Fan, Z.F. Zhang, F. Jiang, J. Sunb, S.X. Maoa, Ductile to brittle transition of Cu46Zr47Al7 metallic glass composites. Mater. Sci. Eng. A 487, 144 (2008)
J.R. Cahoon, W.H. Broughton, Kutzak. AR, The determination of yield strength from hardness measurements. Metall. Trans. 2, 1979 (1971)
N.K. Mukhopadhyay, J. Bhatt, A.K. Pramanik, B.S. Murty, P. Paufler, Synthesis of nanocrystalline/quasicrystalline Mg32(Al, Zn)49 by melt spinning and mechanical milling. J. Mater. Sci. 39, 5155 (2004)
N. Wang, Z. Wang, K.T. Aust, U. Erb, Effect of grain size on mechanical properties of nanocrystalline materials. Acta Metall. Mater. 43, 519 (1995)
A.L. Greer, I.T. Walker, Transformations in primary crystallites in (Fe, Ni)-based metallic glasses. Mater. Sci. Forum 386–388, 77 (2002)
D.K. Misra, S.W. Sohn, W.T. Kim, D.H. Kim, Plastic deformation in nanostructured bulk glass composites during nanoindentation. Intermetallics 17, 1 (2009)
D. Singh, T.P. Yadav, R.K. Mandal, R.S. Tiwari, O.N. Srivastava, Effect of Ti addition on the quasicrystalline phase formation and indentation characteristics of Zr69.5Al7.5Cu12Ni11 alloy. Philos. Mag. 91, 2837 (2011)
D. Singh, R.K. Mandal, R.S. Tiwari, O.N. Srivastava, Nanoindentation characteristics of Zr69.5Al7.5−x Ga x Cu12Ni11 glasses and their nanocomposites. J. Alloys Compds. 509, 8657 (2011)
Acknowledgements
The authors are thankful to Prof. N. K. Mukhopadhyay and Dr. M. A. Shaz for stimulating discussions. We are also thankful to Mr. Vijay Kumar for his technical assistance. Financial assistance received from Department of Science and Technology (DST) is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Singh, D., Singh, D., Yadav, T.P. et al. Synthesis and Indentation Behavior of Amorphous and Nanocrystalline Phases in Rapidly Quenched Cu–Ga–Mg–Ti and Cu–Al–Mg–Ti Alloys. Metallogr. Microstruct. Anal. 2, 321–327 (2013). https://doi.org/10.1007/s13632-013-0091-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13632-013-0091-7