
Abstract
Panela is the second most important rural agro-industry after coffee in Colombia. This agro-industry produces a large amount of bagasse from non-centrifugal sugar (B-NCSP) without valorization. B-NCSP is used in combustion boilers in panela production, causing greenhouse gas emissions and health problems. This research aims to compare the sustainability of two B-NCSP biorefineries considering the current residue use. The sustainability of the biorefinery scenarios was analyzed to promote rural economic development in Colombia. In both biorefinery scenarios, biogas was evaluated as an energy vector to meet the energy demand of panela production. Two biorefinery scenarios were considered: (i) saccharification, bioethanol, and biogas production and (ii) acid pretreatment, saccharification, xylitol, bioethanol, and biogas production. Experimental data of the pretreatment, saccharification, and anaerobic digestion stages were used as input information in simulations. Technical, economic, environmental, and social metrics were used to estimate a sustainability index. The experimental glucose yield in scenario 2 was 0.42 ± 0.03 (31.52 ± 2.36 g/L) g/g B-NCSP, 1.8 times greater than scenario 1. The biogas yield in scenario 2 was 504.23 ± 21.68 (71.16% CH4) L/kg B-NCSP, 3.3 times greater than scenario 1. Scenario 1 was unfeasible at different scales. Xylitol production helps to improve the economic feasibility in scenario 2 since the payback period was 15 years. This scenario can create 36 job positions with a wage 18% higher than the minimum wage in Colombia (highest sustainability index of 72.44%). Finally, biogas produced in scenario 2 supplies 62.76% of the energy demand needed in the panela production process, reducing the environmental impact.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In 2016, 13% of the food produced in the crop, harvest, post-harvest, and agro-industrial transformation stages were reported as residues [1]. Countries with less economic development (i.e., lower-middle and low-income) have the highest share of food residue production [2]. In Latin America and the Caribbean, food waste production of about 223 kg/year per capita has been reported [3]. Therefore, Latin America and the Caribbean are classified as the fourth region with the highest amount of food waste generated worldwide. The highest food residues in lower-middle and low-income countries occur at the post-harvest and processing levels [4]. One of the most implemented crops in these countries is sugarcane due to the variety of products and by-products derived from its processing [5]. Sugarcane (Saccharum officinarum) is a plant cultivated in tropical and subtropical areas, with ideal temperature growth conditions of 25 °C and the ability to adapt from sea-level altitudes to 2200 m [6]. The sugarcane stem contains juice rich in sucrose and reducing sugars, such as fructose and glucose. The juice is used to produce sweeteners such as sugar [7]. In countries like India, Colombia, Pakistan, and Brazil, the juice from sugarcane clones is processed by hand to produce panela (non-centrifuged sugar or brown sugarcane) [8]. Colombia is the second largest producer of panela after India. The panela sector in Colombia has 206,000 cultivated hectares, providing sustenance and work to more than 350,000 peasant families in rural areas [9]. In 2022, a panela production of 2.12 million tons was reported, boosting sugarcane as the second most important rural agro-industry after coffee [10]. Panela production is obtained from an ancestral method where the knowledge of the production process is transferred from generation to generation [11]. The panela production process consists of cane juice extraction by compression in mills, liquor filtration to remove impurities, purification, and clarification through evaporation in a series of metal containers. The energy necessary to evaporate the sugarcane juice is obtained through the combustion of residual bagasse from milling [12]. Then, the concentrated liquor is taken to shake containers, molded, and packaged [13]. The panela-producing facilities are called “Trapiches” in rural areas. The ancestral method for producing panela has several inefficiencies in the combustion of residual bagasse. These inefficiencies decrease the sustainability of the panela value chain. Furthermore, the emissions released in the combustion of residual bagasse affect the quality of life of peasant families. In this sense, routes to improve the sustainability of the panela value chain must be explored. An alternative is to promote industrialization in rural areas without affecting ancestral customs [14].
Residual bagasse is a fibrous biomass with a high cellulose, hemicellulose, and lignin content (41.4%, 28.2%, and 1.3%, respectively) [15]. This fibrous residue is known as bagasse from non-centrifugal sugar production (B-NCSP) [16]. The biotechnological potential of B-NCSP has been explored to obtain different energy vectors, such as bioethanol [17]. The lignocellulose structure of B-NCSP is strongly interrelated, resulting in a compact and recalcitrant plant cell wall with a high degree of crystallinity [18]. These characteristics restrict access to the biomass in depolymerization and saccharification processes where the action of a cocktail of enzymes is required [19]. Consequently, sequential pretreatment strategies and enzymatic saccharification must be addressed and analyzed. The pretreatment stages separate the main structural fractions of the lignocellulosic biomass [20]. For example, acid solutions dissolve hemicellulose to obtain a xylose-rich liquor. Alkaline solutions can dissolve lignin and obtain a liquor rich in phenolic compounds [21]. These pretreatment stages reduce biomass crystallinity and increase digestibility to improve subsequent stages of enzymatic saccharification [22]. Xylose is a platform molecule used to produce high added value compounds such as xylitol or furfural. On the other hand, phenolic compounds from lignin are used to produce vanillin, vanillic acid, and binders [23]. The streams valorization after pretreatment stages to valorize C5 and C6 sugars can derive complex biorefinery processes since the products portfolio based on these platforms is uncountable. The biorefinery concept has been widely discussed in the literature. Different experimental, techno-economic, and environmental evaluations have been analyzed using several biomass sources as raw material. For example, Katakojwala et al. [24] evaluated the production of nanocellulose, lignin, and hydrogen, obtaining a yield of 0.15g/g B-NCSP, 0.05g/g B-NCSP, and 0.15L/g B-NCSP, respectively. In addition, Katakojwala et al. [24] evaluated the environmental impact of the biorefinery using the Life Cycle Assessment methodology, obtaining a global warming of 212.9 kg CO2. Adarme et al. [25] evaluated B-NCSP biorefineries using anaerobic digestion to use hemicellulose hydrolysate, vinasse, yeast extract, and ashes, obtaining yields of 0.279 and 0.267 m3/kg COD of methane. Mendieta et al. [26] performed the techno-economic analysis of the potential of B-NCSP for producing biogas via anaerobic digestion, obtaining a yield of 0.132 m3/kg VS (volatile solids) with a methane content of 50.4%. The techno-economic results of Mendieta et al. [26] demonstrated the possible use of biogas as an alternative to replace B-NCSP as fuel for combustion in the cane juice concentration. The payback period of the anaerobic digestion of B-NCSP was between 6.8 and 8.2 years, presenting economic viability. In environmental terms, the anaerobic digestion of B-NCSP fails to decrease the carbon footprint compared to the current use in combustion boilers [27]. Other authors have evaluated the valorization of sugar cane bagasse (SCB) generated in industrial sugar production (sugar mills) to obtain a wide range of products [28]. A promising alternative is the extraction of bioactive compounds such as phenolic acids, flavonoids, alkaloids, phytosterols, triterpenoids, and policosanols [29]. Williams et al. [30] reported the phytochemical profile of SCB where the most abundant bioactive compounds were alkaloids with 8 µg/100g followed by saponins with 5.57 µg/100g, and flavonoids with 1.52 µg/100g. Feng et al. [31] reported that bioactive compounds vary significantly depending on the sugar cane type and maturity. Nevertheless, no research related to the extraction of bioactive compounds has been reported for B-NCSP. In addition, the production of materials using SCB derivatives as fillers of cellulose nanocrystals, nanocellulose, and cellulose nanofibrils has been evaluated [32,33,34]. However, specific studies for the valorization of B-NCSP are limited and do not consider the current use of the residue. Besides, a sustainability analysis involving experimental data, process conceptual design, and the evaluation of technical, economic, environmental, and social indicators of different B-NCSP biorefineries has not been addressed.
This research compares the sustainability of two B-NCSP biorefinery scenarios obtained from panela production for rural economic development in Colombia. The proposed biorefinery scenarios considered the comprehensive use of B-NCSP to obtain bioethanol, xylitol, biogas, and fertilizer. Sustainability was measured from an index that includes technical (i.e., use of biomass in biorefineries), economic, environmental, and social indicators. The methodology reported by Finkbeiner et al. [35] was considered. This research included the experimental analysis of the B-NCSP biorefinery stages up to the enzymatic saccharification stage and biogas production. The yields were used to simulate conversion processes using the Aspen Plus v.9.0 software. Detailed Economic Assessment and Life Cycle Assessment were applied to calculate economic and environmental indicators. The social analysis was addressed to assess the potential job creation and wage increase based on the Colombian labor conditions. These results allowed to analyze the partial replacement of the current use of B-NCSP (combustion in boilers for heating in the panela production) with the biogas generated in the two biorefinery scenarios, considering an integral use to obtain value-added products. Finally, the statement of novelty of this research is summarized in the following items:
-
(i)
This research compares two scenarios of B-NCSP biorefineries considering experimental data and techno-economic, environmental, and social indicators in the Colombian context.
-
(ii)
This research demonstrates the viability of B-NCSP biorefineries to be implemented in rural areas for replacing current practices in combustion boilers.
-
(iii)
This research demonstrates the potential of B-NCSP to be valued under the biorefinery concept for producing bioethanol, xylitol, and biogas.
-
(iv)
This research elucidates the environmental and social benefits of substituting B-NCSP direct combustion by the thermal energy production using biogas as an energy vector in the panela production process.
-
(v)
This research identifies the most sustainable biorefinery scenario by estimating a global index composed of technical, economic, environmental, and social dimensions.
2 Methodology
B-NCSP biorefinery scenarios were defined considering the design strategy reported by Ortiz-Sanchez et al. [36]. The five steps proposed in the design strategy were analyzed to select the most promising bioprocesses. The sustainability objective was to select the bioprocesses with the highest economic and environmental performance (i.e., lower capital and operating costs and environmental impact). The socioeconomic context leads to identify only those bioprocesses with low complexity and easy implementation since Colombia has been characterized as a raw material producing country. Therefore, the bioprocesses to be analyzed should have a technological readiness level (TRL) greater than 6 (i.e., technology demonstrated in a relevant environment). In this sense, two scenarios were evaluated involving the following processing lines: pretreatment with acid hydrolysis (TRL 7), enzymatic hydrolysis (TRL 7), xylitol production with xylose (TRL 6), bioethanol production with glucose (TRL 7–8), and anaerobic digestion for biogas and biofertilizer (solid and liquid) production (TRL 9) [37]. The base case and two scenarios are as follows:
-
(i)
Base case: Current use of B-NCSP in a combustion boiler for the thermal energy production in the panela process.
-
(ii)
Scenario 1 (Sc.1): Enzymatic hydrolysis, bioethanol production, and anaerobic digestion.
-
(iii)
Scenario 2 (Sc.2): Pretreatment with acid hydrolysis, xylitol production (with the liquor obtained in the pretreatment), enzymatic hydrolysis (with the solid exhausted from the pretreatment), bioethanol production (with the glucose obtained in the enzymatic hydrolysis), and anaerobic digestion (with the exhausted solid obtained in enzymatic hydrolysis).
2.1 Experimental method
2.1.1 Raw material origin and reagents
Samples of B-NCSP were provided by small producers located in Samaná, Caldas, Colombia (5° 24′ 47″ N 74° 59′ 34″ W). The samples were sun-dried for 48 h until reaching a moisture content lower than 10% on a wet basis. Then, the samples were ground (Gyratory mill SR200 Gusseisen, Redsch GmbH, Germany) and sieved until a particle size of 0.425 mm (ASTM 40 Mesh). The chemical reagents used were bioethanol 99.8% (Mallinckroat), acetic acid (Chemi), sodium chlorite (JT-Baker), sodium hydroxide (Mol Lab), sulfuric acid (Chemi), citric acid (JT-Beaker), sodium citrate, and sodium azide (Merck), and micro and macro solutions (analytical grade) commonly used in anaerobic digestion experiments [38].
2.1.2 Chemical characterization
The chemical characterization of B-NCSP was determined based on the chemical composition and the content of total and volatile solids, following international standards. The tests were done in triplicate. The chemical composition was determined from the content of extractives in water and bioethanol, cellulose, hemicellulose, lignin, and ash. The extractive content of B-NCSP was quantified by percolation with two solvents (e.g., water and ethanol) for 24 h following the NREL/TP-510-42619 standard [39]. Cellulose and holocellulose (i.e., cellulose and hemicellulose) were determined considering the methodology reported by Han and Rowell [40]. Hemicellulose was calculated as the difference between holocellulose and cellulose. Lignin was determined following the TAPPI T222 standard [41]. Ashes were found based on the NREL/TP-510-42622 standard [42]. Finally, the total and volatile solids content of B-NCSP was determined considering the NREL/TP-510-42621 standard method [43].
2.1.3 Pretreatment: acid hydrolysis
The acid hydrolysis of B-NCSP was carried out with a concentration of 2% v/v of sulfuric acid. Pretreatment conditions were 2 h, 121 °C, solid-liquid ratio 1:20 in an autoclave [44]. The mixture was vacuum-filtered to separate the spent solid from the liquor. The spent solid was stored to be fed to the enzymatic hydrolysis. The liquor was characterized to determine the xylose and glucose content. The pretreatment yield was calculated considering the quantity of sugars obtained in the liquor. Sugars were quantified with Hitachi ELITE LaChrom High-Performance Liquid Chromatography (HPLC) with Refractive Index (RI). An isocratic method was used with a EuroKat Ca column 300 × 4 µm (75 °C, 20 µL of injection volume, and a flow rate of 0.15 mL/min).
2.1.4 Enzymatic hydrolysis
The enzymatic hydrolysis was carried out with the sample without pretreatment and with the solid exhausted from the acid pretreatment in the Sc.1 and the Sc.2. CellicCTec 2 with an activity of 56.92 Filter Paper Units (FPU)/mL was used. The enzyme load was set at 15 FPU/g cellulose in the sample [45]. The operating conditions were 50 °C, 200 rpm, solid-liquid ratio 1:20, 72 h, and pH 4.8 (a sodium citrate buffer solution of 50 mM was used). The mixture was vacuum filtered to separate the spent liquor solid. The liquor was characterized to determine the glucose content following the described methodology. The spent solids were stored to be used in anaerobic digestion.
2.1.5 Anaerobic digestion
Anaerobic digestion was carried out following the German VDI 4630 methodology [46]. The inoculum was obtained from a UASB of a coffee processing company located in Chinchina, Caldas, Colombia (4° 58′ 50″ N 75° 36′ 27″ W). Various samples were used to determine the Biochemical Methane Potential (BMP). The first was the B-NCSP sample without any pretreatment. The second test was the sample after enzymatic hydrolysis without acid pretreatment (Sc.1). Finally, the third test was after enzymatic hydrolysis with acid pretreatment (Sc.2). BMP assays were performed for 20 days at 37 °C. A substrate-inoculum volatile solids ratio of 0.4 was used. Micro and macronutrients were considered in the BMP trials, as reported [38]. Biogas production was quantified daily, and CH4, CO2, and H2S compositions were measured. Gasboard-3200P was used.
2.2 Biorefinery simulation
The experimental results (i.e., chemical characterization, sugars yields, and biogas production) were used as input data in the biorefinery simulations. This section comprises two subsections related to process description and simulation procedure. Biorefineries were designed based on the conceptual design strategy described by Meramo-Hurtado [47].
2.2.1 Process description
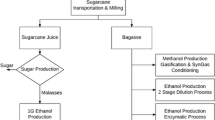
Two sugarcane bagasse biorefineries were proposed. The first biorefinery (i.e., Sc.1) was addressed to produce bioethanol and biogas. This biorefinery is composed of four stages: (i) biomass conditioning (drying and milling), (ii) enzymatic hydrolysis (saccharification), (iii) bioethanol production, and (iv) biogas generation. On the other hand, the second biorefinery (i.e., Sc.2) was designed to produce bioethanol, xylitol, and biogas. Then, the second biorefinery is composed of six stages: (i) biomass conditioning (drying and milling), (ii) dilute acid pretreatment, (iii) enzymatic hydrolysis (saccharification), (iv) bioethanol production, (v) xylitol production, and (vi) biogas generation. The most important difference between scenarios 1 and 2 is related to dilute acid hydrolysis since xylitol is obtained from xylose. The stages involved in both scenarios are presented in Fig. 1.

Process flow diagram of the bioprocesses considered
Biomass conditioning involved solids handling unit operations. Drying was the first process carried out. The moisture content was reduced from 70 to 15%. A drying temperature of 60 °C was proposed to accomplish moisture removal. The drying process was done in a convective dryer. Then, the dried sugarcane bagasse is conveyed to a two-stage milling process. A primary mill reduced the B-NCSP particle size from 10 to 2 cm, then the second mill reduce the particle size up to 5 mm. The milling process was designed to ensure a complete raw material milling until reach 5 mm. Thus, sieves were used in between the primary and second mills. After moisture and particle size conditioning, B-NCSP was pretreated by the dilute sulfuric acid pretreatment. This pretreatment was carried out at 121 °C, 1 barg, solid to liquid ratio 1:20, and 2% wt sulfuric acid. The residence time of the pretreatment process was set at 2 h to ensure a high hemicellulose depolymerization [48]. A hemicellulose conversion high than 85% is achieved without affecting cellulose content (i.e., no more than 5% of the cellulose was hydrolyzed). After the acid hydrolysis, solid-liquid separation is carried out to separate a rich-xylose stream (liquid) and exhausted biomass (i.e., rich in cellulose and lignin). The liquid fraction was detoxified (i.e., inhibitory compounds were removed by changing pH). Lime was used to increase pH up to 6 and remove inhibitory compounds (e.g., furfural, phenolics, 5-HMF). Lime was added as a concentrated solution at 50% by weight. The detoxified liquor was sent to the xylitol production process. The xylose concentration was set at 82.5 g/L as described by Silva et al. [49]. The fermentation process was carried out using C. guilliermondii. The fermentation process was carried out at 30 °C and oxygen flow rate of 0.4 vvm (i.e., volume of oxygen per fermentation volume per minute). A xylitol yield of 0.65 g/g of xylose was considered [49]. Xylitol purification was done by crystallization according to the process described by Mussatto et al. [50]. Indeed, the xylitol concentration was set at 730 g/L. This concentration was fixed to obtain highest crystallization yield (0.56). The crystallization temperature was set at − 5 °C. This pathway was selected to avoid the use of extra solvents such as bioethanol, which can increase the production costs.
Cellulignin (a solid residue after the dilute acid hydrolysis process composed of cellulose and lignin, mainly) was rinsed to remove soluble sugars, possible inhibitory compounds, and sulfuric acid traces [51]. Then, the saccharification process was carried out. The operating conditions were fixed as described in the experimental section. The saccharification process upgrades cellulose to glucose monomers. After this process, solid-liquid separation was done. Liquid stream is rich in glucose, while the exhausted solid is composed of lignin, mainly. The cellulose to glucose conversion in the enzymatic saccharification was set based on the experimental results. Glucose-rich stream was conditioned before the fermentation process. This stream was concentrated up to 110 g/L [52]. The fermentation process was carried out considering Saccharomyces cerevisiae sp. as microorganism. A glucose to bioethanol conversion of 75% over the theoretical yield was considered. The process temperature was set at 37 °C and 1 bar. The outlet stream of the fermentation process was composed of cells, bioethanol, glycerol, nutrients, and glycerol [53]. Carbon dioxide is produced in the fermentation process. Nevertheless, this stream was released to the atmosphere without treatment. A hydrocyclone was used to remove the microorganism fraction without cell recycling. The hydrocyclone efficiency was set up at 80% biomass removal. Bioethanol was purified by a beer column and a rectification column. Indeed, the beer column concentrates bioethanol up to 50% v/v. Afterwards, the rectification column concentrated bioethanol up to azeotropic point. Finally, bioethanol was dehydrated using molecular sieves. Finally, biogas production was carried out under mesophilic conditions (37 °C and 1 bar). This process has a residence time of 21 days. The total solids inside the reactor were set at 3% based on industrial models implemented in European Countries [54]. Finally, a centrifuge was used to separate solid and liquid digestates.
2.2.2 Simulation procedure
The processing scale was set at 1 ton/h corresponding to 62.54% and 2.01% of B-NCSP generated in the Caldas region and Colombia, respectively. The simulation was done using the Aspen Plus v.9.0 software. The simulation process was carried out involving all the compounds present in each stage of the proposed biorefineries. Cellulose, hemicellulose, lignin, enzymes, and microorganism properties were introduced manually to the software since these components are not available in the Aspen Plus database. Properties such as enthalpy of formation, combustion enthalpy, and free energy Gibbs enthalpy were introduced [55]. The non-random two-liquids activity model (NRTL) and the Hayden-O’Connel equation of state were used to model the liquid and vapor phases in the simulation of the proposed biorefineries since organic molecules are present (e.g., alcohols and organic acids). The biorefineries were simulated using the available models in the Aspen Plus software. The Aspen models and operating conditions of each equipment of B-NCSP biorefineries are present in Table 1. Low-pressure steam at 398 K (LP steam), medium pressure steam at 445 K (MP steam), cooling water at 298 °C, and electricity were used as utilities in both biorefineries. In addition, energy integration was carried out in the proposed B-NCSP biorefineries using the Aspen Energy Analyzer V.9.0 software. Then, this software was used to calculate the heat exchanges network (HEN) of the biorefineries as well as minimize the utilities consumption (i.e., steam, cooling water, and electricity). Finally, LP and MP steam were provided by a boiler using natural gas as fuel. Nevertheless, the rigorous design of this process was not carried out.
2.3 Sustainability analysis
B-NCSP scenarios (i.e., B-NCSP-based biorefineries) were analyzed considering techno-economic, environmental, and social metrics. Moreover, the performance of the proposed biorefineries was assessed using the sustainability index (SI) as global metric. This indicator was estimated based on the methodology described by Finkbeiner et al. [35]. The SI is estimated only in those biorefineries with economic prefeasibility at a B-NCSP processing scale that can be used at the regional or national level. This is a mandatory condition set by the authors for estimating the SI of a project. On the other hand, this restriction is defined since in Colombia the subsidies or tax benefits are applied to existing projects that present economic stability (i.e., economic viability). The SI was estimated using the following equation:
where SI is the sustainability index (between 0 and 100%); w1, w2, w3, and w4 are global weighting factors used to estimate the influence of each dimension (i.e., technical, economic, environmental, and social); wn are the weighting factors of each metric in each dimension; and TIn, EcIn, EnIn, and SIn are the set of technical, economic, environmental, and social indicators.
The sustainability index equation is composed of two sections (i) global weighting factors and (ii) dimensions score. The global weighting factors can be elucidated based on different methodologies (i.e., equal weighting and expert criteria). The advantages and disadvantages related to these methodologies have been discussed elsewhere [56, 57]. Equal weighting was selected as the methodology to define the values of w1, w2, w3, and w4. On the other hand, the dimensions score (e.g., \(\sum {\text{w}}_{\text{n}}{{\text{TI}}}_{\text{n}}\)) was estimated as the product between a local weighting factor and a normalized metric/indictor. The local weighting factors (wn) were estimated based on equal weighting and the number of indicators assessed. Normalized metrics are used since sum of each dimension score must be done. Thus, dimensionless results are needed. These normalized metrics were estimated considering best and worst cases as reported by Ruiz-Mercado et al. [58]. The best case was defined as the ideal value of the indicator, while the worst case was defined as that value with poor performance. For instance, the best case of the process mass intensity (PMI) indicator was set to 1.0, considering a complete conversion of the raw materials to the desired products (i.e., no waste streams and by-products). Meanwhile, the worst case was set to 100, referring to a poor conversion of the raw material to the interest products. The best- and worst-case values of different indicators can be found in Appendix C of the GREENSCOPE tool developed by Ruiz-Mercado et al. [58]. The indicators employed to estimate the dimensions’ score are described in the following subsection. The set of indicators used in each dimension as well as the best and worst cases are reported in Table 2.
2.3.1 Technical analysis
The technical dimension of B-NCSP biorefineries was assessed by estimating the process mass intensity (PMI) and renewable material index (RMI) as indicators. These indicators were estimated using the mass balances obtained after the B-NCSP-biorefineries simulations. The PMI indicators is used to assess the conversion performance of the raw material to the desired products [59]. Indeed, this indicator is used to estimate the amount of raw materials required to obtain 1 kg of output products. Thus, PMI is estimated as the ratio between the raw materials mass flow and the total output products mass flow. This metric has been used to analyze the performance of different processes and areas (e.g., pharmaceutical products) [60]. In this research, the PMI value has been calculated excluding water and inoculum to avoid higher values than the worst case given in Table 1. The PMI best case value is 1.0. The PMI value is based on a total conversion of the raw materials in the desired products (i.e., no waste streams). On the other hand, the renewable material index (RMI) quantifies the amount of renewable raw materials input related to the total raw materials input flow to the process [58]. Then, the RMI indicator is estimated as the share of renewable raw materials used in the B-NCSP-based biorefineries. Higher RMI values are desired. The best case (100%) is given when the total mass raw materials flow is of renewable origin. In contrast, lower values are associated with a poor renewable performance since several chemical products are required. The equations to estimate the PMI and RMI indicators have been reported by Ruiz-Mercado et al. [58]. The technical assessment of the proposed B-NCSP-biorefineries was done using other indicators to compare the simulation results with the open literature. For instance, the bioethanol and xylitol yields were estimated. Finally, the biogas potential generated in the B-NCSP biorefineries was evaluated to meet the energy demand of the panela production process. The energy consumed in panela production (supplied by the B-NCSP) was calculated. The data provided by small producers in the study region (i.e., Caldas) related to the consumption of B-NCSP in combustion were used. The energy potential of the biogas measured in the experimental assays and a combustion efficiency of 90% were considered.
2.3.2 Economic evaluation
The economic evaluation of the two biorefinery scenarios was carried out estimating the net present value (NPV), discounted cash flow (DCF), the payback period (PBP), and the Turnover index (TR) as comparative metrics. Tax and interest rate used in the economic evaluation were 35% and 13%, respectively, considering the Colombian context [61]. The discount rate used in economic evaluation was 10%. The project useful life was set at 20 years, considering the scale of B-NCSP processing. Economic metrics were calculated in the United States Dollar (USD) and Millions of USD (MMUSD). The NPV estimate was calculated from the Operating Costs (OpEx) and Capital Costs (CapEx) of the biorefineries. OpEx, such as raw material costs, chemical reagents, labor, and profits, were calculated considering the material and energy balances obtained in the biorefinery simulation. The operators wage was set at 1.47 USD/h considering the wages in 2023 in Colombia (1 USD = 4191.28 COP on June 30, 2023) [62]. Other OpEx evaluated as general and administrative costs, maintenance, fixed charges, laboratory charges, plant overhead, capital depreciation, insurance, and taxes were calculated following the methodology reported by Towler et al. [63]. The depreciation of the equipment was calculated using the straight-line method. Equity costs were calculated using Aspen Economy Analyzer V9.0 software. The equity cost of the biorefinery scenarios included a value added tax (VAT) of 19%. The equipment cost was calculated using 2015 as the base year and contextualized to 2023 using the Chemical Engineering Plant Cost Index (CEPCI2015 = 556.8, CEPCI2023 = 803.3). Other CapEx such as equipment installation, instrumentation and control, piping installation, electrical installation, buildings (including services), yard improvements, service facilities installation, engineering and supervision, construction expenses, legal expenses, contractor fees, and contingency were calculated considering a greenfield process. For this, the methodology reported by Towler et al. [63] was used. A sensitivity analysis was carried out depending on the processing scale to determine the break-even point (i.e., scale where equal values of gains and expensive, the NPV is constant throughout the useful life of the project), the Minimum Processing Scale for Economic Feasibility (MPSEF) (i.e., it is the scale where the NPV is zero in the last year of the project life), and scale with economic viability (NPV positive). The OpEx and CapEx of the biorefinery scenarios were scaled based on the factor of six-tenths according to the methodology reported by Peters and Timmerhaus [64]. The minimum selling price (MSP) of the products and the economic allocation were calculated for the biorefinery scale that presented economic viability. Finally, Earnings Before Interest and Taxes (EBIT) and Earnings Before Interest, Taxes, Depreciation, and Amortization (EBITDA) were calculated. EBIT and EBITDA were calculated to assess the financial performance and profit potential of biorefineries. The costs and prices of raw materials, chemical reagents, utilities, and products are presented in Table 3.
Both EBIT and EBITDA do not consider the financing costs of CapEx. These economic metrics specify the real operating profitability of a production plant. EBIT was calculated by subtracting biorefinery operating expenses (i.e., OpEx) from total revenue. The EBITDA was calculated equal to the EBIT but without considering the depreciation and amortization of the equipment in operating expenses. EBITDA is a metric that makes it possible to compare biorefineries in different economic contexts with tax situations foreign to the Colombian ones.
2.3.3 Life Cycle Assessment
The Life Cycle Assessment (LCA) methodology was used to calculate the environmental impact of the proposed B-NCSP biorefinery scenarios. The ISO 14040 and 14044 standards were used considering the four steps (i.e., goal and scope, Life Cycle Inventory (LCI), evaluation, and interpretation). The goal of the LCA was to compare the environmental impact of the current use of the B-NCSP with two biorefinery scenarios. Two biorefinery scenarios involved biogas production to meet the energy demand of the panela production. In this sense, biogas replaces the combustion of B-NCSP, reducing the carbon footprint and fossil depletion. The scope was defined from the cradle-to-gate considering sugarcane crop, panela production, and B-NCSP valorization through the biorefinery concept. An attributional LCA was done in this research. The selected functional unit was 1 kg of B-NCSP because the sustainability analysis was performed to demonstrate the valorization benefit under the biorefinery concept. On the other hand, this functional unit avoids assigning environmental impact in multi-product systems. Thus, the allocation in this attributional LCA was not necessary. The LCA was carried out using the SimaPro V.8.0.3 software, the Ecoinvent 3 database, and the ReCiPe Mindpoint Hierarchist (H) method. The system boundary is presented in Fig. 2.

System boundary of Life Cycle Assessment
In system 1, the agricultural practices of sugarcane crop in central region of Colombia for small producers were considered. The inputs and outputs of the panela production (i.e., system 2) stage were contemplated, as reported by Quezada-Moreno et al. [70]. The product yields, waste generation, and energy consumption (e.g., steam consumption) in the biorefinery scenarios were considered from the results of the process simulation. The biogas obtained in Sc.1 and Sc.2 were analyzed to supply the energy demand of the panela production stage (i.e., system 2). The energy supplied by biogas in panela production avoids using B-NCSP in combustion boilers. Therefore, the generation of greenhouse gases from the combustion of B-NCSP is decreased.
The LCI of the agronomic stage was defined from interviews with different producers. Panela sugarcane yield defined in the study region was 7.6 tons/ha. The agricultural practices considered were land preparation, vegetative stage, and harvest. The material removal in the land preparation is the only activity performed with machinery. The first fertilization is made at this stage. In the vegetative stage, the second fertilization and material removal are carried out. The harvest is done manually. The capture of CO2 by part of the total carbon stored in the crop was considered. In this sense, the carbon stored in the aerial biomass of the sugarcane crop was considered. The allometric equation for the calculation of aerial biomass reported by de Carvalho et al. [71] was used. Carbon storage by biomass was calculated using the constant of 0.5 defined by the Intergovernmental Panel on Climate Change (IPCC) [72]. The carbon sequestration rate for sugarcane was estimated by dividing carbon storage in biomass by the average age of the crop. Finally, CO2 uptake was calculated using the constant 3.67 [72]. The water footprint of the sugarcane crop was estimated from the water requirements using the free software COPWAT 8.0. For this, climatic information, such as minimum temperature, maximum temperature, humidity, wind, sun, rain, and specific crop variables, was used. The crop water requirements were calculated from the evapotranspiration and the effective precipitation according to the methodology reported by Hoekstra et al. [73]. This information was used to calculate the green and blue water footprints. Finally, the gray water footprint was calculated as reported by Novoa et al. [74] considering a leaching rate of 10%, the maximum allowed concentration of nitrogen in the water according to Colombian regulations (0.01g/L), the concentration of natural nitrogen in bodies of water (0 g/L), and the amount of nitrogen added to the crop per hectare.
System 2 is the panela production. In Colombia, the panela production is done by hand. The subsystems considered were grinding, filtration, cleaning, and concentration. The sugarcane juice extraction is carried out from a mill in the milling. Diesel is used as fuel in the sugarcane milling. 4.4 kg of B-NCSP is generated per 10 kg of panela sugarcane. 0.056 diesel gallons are needed to process 10 kg of panela sugarcane. In the filtration and cleaning stage, a natural clarifier (e.g., tree sap) is added. In this stage, a residual stream so-called sludge is generated. For 6.6 kg of sugarcane juice, 0.014 kg of sludge are generated. In the concentration of sugarcane juice, antifoam is added. Small producers add vegetable oil as a defoaming agent. For every 6.6 kg of cane juice, 2 mL of vegetable oil are added. The concentration of the sugarcane juice is carried out in traditional stoves. Heat is produced by B-NCSP combustion. Wood is used also for heating when B-NCSP combustion is not sufficient for the process. In general, all the B-NCSP generated in the previous grinding is used. In this research, complete combustion of the B-NCSP was considered. The residual currents generated in the concentration stage are steam, ashes, and impurities. Ashes are used as an additive in soil. System 3 is the valorization of B-NCSP. Subsystem 1 is the Sc.1 related to the bioethanol and biogas production. Subsystem 2 is the Sc.2 addressed to produce bioethanol, xylitol, and biogas. LCI of the first two systems is presented in Table 4.
2.3.4 Social analysis
The social analysis was done based on the Colombian context. The potential local employment (i.e., job creation) and the minimum-to-living wage ratio (M/L) were estimated as social indicators. The potential job creation (i.e., operators and supervisors hired) was estimated based on the total working hours of the B-NCSP-proposed biorefineries (i.e., 8400 h/year) and the total working hours of a Colombian employee in a year considering the following assumptions (i) operators work only 47 h per week as established in the new labor law 2101 of 2021, (ii) one free-day is given to the operators per week, and (iii) holidays and vacation time [75]. One additional operator is considered to the total operator number to avoid operators lack in the process facility. Moreover, three supervisors are required per processing area. The processing areas are based on the process flow diagram (see Fig. 1). The processing areas in the proposed B-NCSP-based biorefineries are (i) acid pretreatment, (ii) enzymatic hydrolysis, (iii) bioethanol production, (iv) xylitol production, and (v) biogas production. The described job creation methodology was compared with the Alkhayat and Gerrard correlation [76]. Equation 2 presents the correlation based on the number of processing steps involved in the process.
where NOL is the number of operators per shift, P is the number of processing steps involving solids handling, and Nnp is the number of non-particulate processing steps excluding vessels and pumps. The correlation was used to estimate also potential job creation based on the process flow diagram (see Fig. 2).
The minimum-to-living wage ratio (M/L) is the ratio between the minimum wage paid to one operator and the living wage of a single person in Colombia. The minimum wage was considered in the economic assessment to perform the operating labor estimations (i.e., 1.47 USD/h). The living wage is defined as the money required to have a decent life in a specific context (i.e., country) [35]. This wage is calculated based on the food required for one person, rent costs, healthcare expenses, transport, education, clothing, phone expenses, and water consumption (WageIndicator, 2023) The living wage was estimated based on previous reports in the open literature for a single person in Colombia [75]. A sensitivity analysis of the M/L ratio was done to assess the social resilience of the B-NCSP-based biorefineries to a minimum wage increase without affecting dramatically the net incomes of the process. The sensitivity analysis was done increasing the labor cost in the economic assessment without vary the number of employees. The maximum value of M/L is used in the sustainability assessment (i.e., 1.0 is the best case due to the minimum wage can be increased to the living wage in the biorefinery without affecting the dramatically the economic performance of the process).
3 Results and discussion
The results and discussion section were divided in to subsection related to the experimental results and the sustainability assessment. Experimental results are compared to the open literature, while the sustainability assessment was discussed based on the techno-economic, environmental, and social metrics estimated.
3.1 Experimental results
3.1.1 Chemical characterization
The chemical composition of B-NCSP was 12.05% extractives, 43.26% cellulose, 28.72% hemicellulose, 13.44% lignin, and 2.53% ash. The results obtained in this research are within the range of characterizations reported in the literature. The chemical composition of B-NCSP is between the range of 32 and 34% cellulose, 19 and 24% hemicellulose, 25 and 32% lignin, 6 and 12% extractives, and 2 and 6% ash [77, 78]. The chemical composition results elucidate the high fiber content of B-NCSP. This raw material is rich in structural polymers based on C5–C6 sugars and phenolic compounds. Then, several biotechnological and thermochemical conversion routes are suitable to be implemented as has been demonstrated by several authors [23, 79]. The total and volatile solids were 90.28 ± 1.06 g/100g B-NCSP and 89.05 ± 1.98 g/100g B-NCSP, respectively. The volatile solids content of B-NCSP was higher than other raw materials such as barley straw (78.5%), wheat straw (78.3%), and Timotea grass (77.8%) [80]. The B-NCSP biodegradability was estimated as the ratio between the volatile solids and total solids. Thus, the B-NCSP biodegradability was 98.64%. This value is an index related to the high potential of B-NCSP to be upgraded in different bioprocesses. For instance, high biodegradability values serve as an indicator to be used in anaerobic digestion processes for biogas production since values are higher than 95%.
3.1.2 Scenario 1
The Sc.1 was addressed to produce bioethanol and biogas as energy vectors. The enzymatic hydrolysis and biogas production processes were done at an experimental level. B-NCSP was loaded to the saccharification process. After this, a glucose concentration of 10.94 ± 1.84 g/L. Then, the glucose yield was 0.23 ± 0.02 g/g B-NCSP. The enzymatic hydrolysis process presented low yields compared to other in the open literature. Indeed, this yield means a lower cellulose conversion in the saccharification process. The cellulose conversion was not higher than 65%. The low yields of this process are attributed to the complex lignocellulosic matrix of the B-NCSP. Xylan can cause interference to the cellulolytic action of the enzymatic cocktail CellicCTec2 [81]. Indeed, endoglucanases, exoglucanases, and betaglucosidases can be inhibited. The low saccharification performance was attributed to the use of raw B-NCSP without any pretreatment. Thus, the enzymatic hydrolysis processes should be improved based on the feedstock and operating conditions. The low saccharification yield obtained in scenario 1 was attributed to the limited enzyme accessibility caused by the recalcitrance and crystallinity of the raw material. Alternatives to improve the sugar yield are related to (i) increasing the enzyme concentration and (ii) pretreating the raw material (e.g., dilute acid). The first alternative is not feasible since the sugar yield does not increase proportionally to the enzyme concentration. Instead, pretreating the raw material can significantly increase the sugar yield in the saccharification process, but chemical reagents are needed (e.g., sulfuric acid). Increased sugar yield demands more capital and operating expenses since more enzymes, chemical reagents, person hours, and equipment are needed. Therefore, the economic feasibility of the process is affected. Several studies have analyzed the effect of the enzyme load, activity, and price on the techno-economic performance of fuel alcohol production, providing optimal conditions of the saccharification process with and without pretreatment [82, 83]. On the other hand, the exhausted solid after the enzymatic hydrolysis process was used to produce biogas by anaerobic digestion. The total and volatile solids of this solid were 33.05 ± 0.35% and 32.83 ± 0.36%, respectively. The biodegradability index was 99.33%. This value indicates a high potential to be upgraded in biogas. Nevertheless, the experimental results related to the biogas production were away from the theoretical value (420 L CH4/kg SV) [84]. The experimental biogas production was 154.09 ± 10.94 L/kg B-NCSP with a 69.34% of CH4 methane concentration. The biogas production yield was 25% of the theoretical value (based on Buswell’s equation). In the same way as the saccharification process, the presence of cellulose, hemicellulose, and lignin in the exhausted solid (i.e., polymeric structures) decreases the biogas production yield since these molecules are complex to degrade and convert into volatile fatty acids, acetates, methane, and carbon dioxide by the microorganism in the inoculum. The biogas heating value was 6.5 kWh/m3. This value is similar to those reported in the open literature [85]. For example, Mähnert et al. [86] reports an increase in the biogas production yield considering the theoretical maximum between 25 and 75% where the pretreatment stages of the raw material increased the accessibility to the consortium of microorganisms in the anaerobic digestion.
3.1.3 Scenario 2
The Sc.2 was addressed to produce bioethanol, biogas, and xylitol. The experimental process was related to the acid hydrolysis, enzymatic saccharification, and biogas production processes. The dilute acid hydrolysis process yields a xylose concentration of 15.13 g/L with a xylan conversion up to 90%. These results are similar to those reported in the open literature since hemicellulose is susceptible to solubilization in acid medium [87]. For example, Varilla-Mazaba et al. [88] reports xylose concentration in acid hydrolysis of SCB of 20.37 g/L. The saccharification process was improved by the xylan removal. The glucose concentration was 31.52 ± 2.36 g/L. Then, the glucose yield was 0.42 ± 0.03 g/g of B-NCSP on a dry basis. A big difference between the saccharification process without pretreatment can be evidenced since the enzymes cocktail converted up to 80% of the cellulose content in the saccharification process. Then, the pretreatment process increases the potential bioethanol production. Moreover, the C5-sugars are platforms for the production of different biotechnological and catalytic processes. Longinus et al. [89] reports a glucose yield between 18.16 and 60.30 g/L considering pretreatment stages before enzymatic hydrolysis reported a yield of 31.6 g/L of glucose in the enzymatic hydrolysis of SCB after acid pretreatment with operating conditions similar to those used in this work. Finally, the biogas process generated 504.23 ± 21.68 (71.16% CH4) L/kg B-NCSP. The biogas production value is similar to the theoretical value. Indeed, this value is 83.3% near to the theoretical value. Thus, biogas yield and quality are improved by the pretreatment process. Nevertheless, lower amount of solids are processed (i.e., xylan is solubilized and cellulose). This high biogas production value is attributed the partial lignin decomposition, soluble sugars, and other compounds (oligomers such as cellobiose) available for biogas production.
3.2 Sustainability analysis
The sustainability assessment of the B-NCSP-based biorefineries was done estimating techno-economic, environmental, and social metrics based on the mass and energy balances of the processes as well as the Colombian context. First, a discussion about the sustainability dimensions results is done. Then, the sustainability index estimation, comparison, and discussion were performed to elucidate the best biorefinery configuration. A complete overview of the sustainability assessment results is presented in Table 5.
3.3 Technical analysis
After the simulation procedure, the bioethanol yields were 94.02 L/ton and 179.42 L/ton in the Sc.1 and Sc.2, respectively. The bioethanol yield was the lowest in the first case since the raw material was not pretreated. Both yields are higher than the reported value by Yanagisawa et al. [90]. These authors reported a bioethanol production yield of 74.55 L/ton. Nevertheless, the low yield was attributed to the high moisture content of the B-NCSP (i.e., 75% by weight). If the moisture content is left aside, the bioethanol production yield increases up to 264 L/ton of B-NCSP on a dry basis. This yield is higher than the obtained values in the simulation procedure. The difference is attributed to the microorganisms used in the fermentation process. Indeed, this research paper used Saccharomyces cerevisiae as a microorganism for upgrading glucose, while [91] proposed Zymomonas mobilis to convert xylose and glucose simultaneously. A summary of bioethanol production yield based on several pretreatments, saccharification, and fermentation methods was reported by [92] bioethanol production applying a dilute acid pretreatment in a simultaneous saccharification and fermentation process (SSF) has a bioethanol yield of 233 L/ton of B-NCSP, db [93]. These results can be compared with the obtained results in the Sc.2 (i.e., 179.42 L/ton of B-NCSP, db) because the SSF process is more efficient than the separate enzymatic hydrolysis and fermentation process. Bioethanol production yields can range between 70.71 L/ton of B-NCSP, db and 525.98 L/ton of B-NCSP, db depending biomass upstream and fermentation conditions [92]. Therefore, the simulation results are in agree with the literature. Biogas production yield are not discussed since a deeper description was done in the experimental section. On the other hand, xylitol production was done using the xylose rich-stream after the dilute acid pretreatment process and the detoxification stage. Xylitol yield was 194.81 kg/ton of B-NCSP, db. The result was achieved with a xylose to xylitol conversion yield of 0.67 g/g. Delfín-Ruíz et al. [94] reported a xylose-to-xylitol yield of 0.39 g/g using Candida tropicalis IEC5-ITV. The difference between the reported values are attributed to the microorganism used in the fermentation process. Indeed, the xylitol production process was simulated using the experimental results reported by Vaz de Arruda et al. [95] after xylose fermentation using C. guilliermondii FTI 20037. Moreover, the upstream of the xylose rich-stream was a key factor to remove inhibitory compounds (e.g., acetic acid, furfural, and 5-HMF).
The PMI values were similar in the Sc.1 and the Sc.2 (about 4.5 kg of raw materials per kg of products). This result was attributed to the dilute acid pretreatment stage. This stage allowed to produce more products with high flows (i.e., xylitol, bioethanol, and biogas). Nevertheless, dilute acid pretreatment required lime and sulfuric acid (i.e., 301.84 kg/h and 408.16 kg/h, respectively). Thus, the PMI was not affected dramatically. The indicator can be improved decreasing the sulfuric acid mass flow by decreasing the solid-to-liquid ratio. Even, other technologies such as steam explosion can be explored to avoid a high supplies consumption [96]. On the other hand, the RMI values of the Sc.1 and the Sc.2 were 83.67% and 68.35%, respectively. The Sc.1 presented a higher use of renewable raw materials than the Sc.2. The RMI difference is caused by the pretreatment stage since the use of chemical reagents decrease the renewability of the process. Based on the previous results, the technical scores of the Sc.1 and the Sc.2 were 0.90 and 0.82. Thus, the pretreatment stage can be considered as a hotspot of the Sc.2 to be improved.
The B-NCSP generated in the panela process was consumed in the combustion boilers. In this sense, approximately 44 kg of BB-NCSP is consumed per kg of panela produced (16.42 MJ/kg of panela). The biogas obtained in the anaerobic digestion of Sc.1 and Sc.2 supplies 19.18% and 62.76% of the energy demands in the panela process. Therefore, the consumption of B-NCSP in the combustion boilers decreases by 21.69% and 73.69% in Sc.1 and Sc.2 when the waste is valued under the biorefinery concept. These waste valorization alternatives have a favorable economic, environmental, and social impact in rural areas, promoting economic development.
3.4 Detailed Economic Assessment results
The OpEx at 1 ton/h of B-NCSP for Sc.1 and Sc.2 was MMUSD 17.19 and MMUSD 13.45 per year, respectively. Chemical reagents have the greatest influence on the OpEx in the two scenarios (86.18% and 63.74% for the Sc.1 and the Sc.2). Enzyme consumption in the enzymatic hydrolysis of B-NCSP is the most representative. In the Sc.1, more enzyme is required than in the Sc.2 because about 10% of the B-NCSP cellulose is lost in the acid hydrolysis stage. This loss of cellulose decreases the flux of enzymes required in enzymatic hydrolysis. The chemical reagents, such as sulfuric acid, lime, and process water, had a lower influence on the total OpEx of Sc.2 2 since the contribution of these expenses was lower than 15%. Maintenance costs, capital depreciation, fixed charges, general and administrative costs, and insurance, and taxes in Sc.1 have a lower contribution than the Sc.2. Indeed, maintenance and plant overhead costs contribute 9.47% and 8.26% in Sc.2 because the fixed capital investment is higher than the Sc.1.
The CapEx at 1 ton/h of B-NCSP for the Sc.1 and Sc.2 biorefinery were MMUSD 7.1 and MMUSD 18.97, respectively. The equipment cost in both scenarios represents 23% of CapEx. The bioethanol production stage contributed 61% of the equipment cost in the Sc.1. On the other hand, the storage area (see Fig. 1) represented 12% of the equipment cost in the Sc.1. For the Sc.2, the bioethanol and xylitol production stage contributed significantly to the equipment cost (53% and 23%, respectively). The acid and enzymatic hydrolysis stages represented 9% and 3%, respectively. Finally, the production of biogas with the digestate centrifugation process for the production of liquid and solid fertilizer contributed 20% and 12% in the Sc.1 and the Sc.2, respectively. Total direct plant cost (i.e., equipment installation, instrumentation, control, piping installation, electrical installation, buildings including services, yard improvements, and service facilities installation) represents 56% of CapEx.
The financial metrics (i.e., EBIT, EBITDA, DCF, and NPV) calculated for the B-NCSP biorefineries are shown in Fig. 3. The EBIT for the 1 ton/h scale was negative for both scenarios, reflecting the non-economic viability of the biorefineries (Fig. 3a, b). The biorefinery scenarios with a flow of 1 ton/h presented a negative DCF considering the discount rate of 10% (Fig. 3c, d). Therefore, the cash flows in the 20 years of the project are negative for the two biorefinery scenarios. The same behavior was observed in the NPV analysis presented in Fig. 3e, f. Those results for the Sc.1 and the Sc.2 reflect the non-economic viability of B-NCSP biorefineries with a scale of 1 ton/h. The break-even point of Sc.1 and Sc.2 presented in Fig. 3e, f was 257 ton/h and 2.1 ton/h, respectively, where EBITDA with taxes and DCF (20 years of the project) is 0. This scale reflects that B-NCSP biorefineries do not have net profits from the products sales. However, the EBITDA with taxes does not fully reflect whether economic viability is presented at this scale (Fig. 3a, b). In fact, this can be evidenced by analyzing the negative value of EBIT and NPV at the break-even scale in both scenarios. The MPSEF in Sc.1 and Sc.2 were 267.15 ton/h and 2.38 ton/h, respectively, where the value of EBIT and NPV were 0. On the other hand, DCF (Fig. 3c, d) presents positive cash flows. In this sense, the MPSFE of the evaluated scenarios differs significantly. The Sc.2 where the production of xylitol, bioethanol, biogas, and biofertilizer is carried out is 112.25 times less than that of the Sc.1.

Detailed Economic Assessment of B-NCSP biorefinery a, b EBIT, EBITDA, and EBITAD with taxes, c, d discounted cash flow, and e, f net present value
However, B-NCSP biorefineries at MPSEF cannot be implemented in the study region (i.e., Caldas) because they exceed the flow of B-NCSP generated (i.e., 1.6 ton/h). Sc.1 and Sc.2 require 167.08 and 1.5 times the B-NCSP flow generated in Caldas, respectively. Nevertheless, at the national level, Sc.2 can be implemented covering 4.79% of the B-NCSP generation but Sc. 1 cannot be implemented in Colombia (i.e., 49.68 ton/h), though the value of DCF at the end of the project life for biorefineries with a B-NCSP flow of 270 ton/h and 2.5 ton/h (Sc. 1 and Sc. 2) is 2.25% and 2.45% from CapEx. Therefore, at this stage of prefeasibility analysis, it is necessary to perform a more rigorous analysis to consider the B-NCSP biorefinery scenarios as a business opportunity. The MSP of the products in Sc. 1 and Sc. 2 is presented in Table 6.
MSP of ethanol with a B-NCSP scale of 1 ton/h (unfeasible scale) in the two scenarios was significantly different. Sc.2 had 7.78 and 6.79 lower MSP of ethanol and biogas compared to Sc.1. However, the MSP of liquid and solid digestate was higher in Sc.1 than in Sc.2. In fact, the MSP of the liquid and solid digestate in Sc.1 was lower than the sales price (4.16 USD/ton and 7.36 USD/ton, respectively, Table 3). Both biorefinery scenarios had MSP lower than the sales price at the break-even point (257 ton/h and 2.1 ton/h in Sc.1 and Sc.2, respectively). However, biorefineries never presented economic viability due to high CapEx. At the MPSEF (267.15 ton/h and 2.38 ton/h in Sc.1 and Sc.2, respectively), the MSP was similar to the scales with economic viability (270 ton/h and 2.5 ton/h). Gubicza et al. [97] reported an MSP of ethanol between 0.64 and 0.80 USD/kg with an SCB scale of 37.5 ton/h where the results obtained in this investigation were similar. On the other hand, Shaji et al. [98] reported a xylitol MSP of 6.2 USD/kg with a flow rate of 4 ton/h of SCB. This result is similar to that obtained in Sc.2 with a B-NCSP scale of 1 ton/h where the production of bioethanol, liquid digestate, and solid digestate is considered. At the scales of 2.1 ton/h, 2.38 ton/h, and 2.5 ton/h in Sc.2, the MSP of xylitol was lower than that reported by Shaji et al. [98]. In this sense, the comprehensive valuation of B-NCSP increases economic viability. The biogas MSP results obtained in this research are double those reported for grass and cattle manure residues. For example, Bedoic et al. [99] report a biogas MSP for residue grass and cattle manure of 0.21 USD/m3. Finally, the economic viability results of Sc.2 demonstrate the potential of B-NCSP valorization to promote rural economic development by increasing the number of jobs and fair wages.
3.5 Life Cycle Assessment results
The LCA results for the base case and two biorefinery scenarios are presented in Fig. 4. The Supplementary Material shows the results of the 18 impact categories for the base case, Sc.1 and Sc.2 evaluated in this research. The most representative impact categories for sugarcane crop are carbon footprint (CF), water footprint (WF), and fossil depletion. CF in agronomic stage was 0.066 kg eq CO2/kg of sugarcane. Small producers carry out the sugarcane crop in Colombia for the livelihood of peasant families. The agricultural practices a low environmental impact. Silalertruksa et al. [100] reports a CF of 0.319 kg CO2 eq/kg sugarcane in Thailand. This result is higher than those obtained in this research due to the use of agrochemicals such as glyphosate, paraquat, and atrazine and fertilizers such as ammonium sulfate, potassium chloride, and urea. On the other hand, land preparation and plowing activities are carried out using machinery, which leads to diesel consumption in Thailand. Meanwhile, these activities are carried out manually in Colombia (i.e., low carbon dioxide emissions). The CO2 capture by the aerial and root biomass of the sugarcane is 1.02 ton CO2/ha. The CO2 capture by a crop depends on the age, planting density, and harvest time. In sugarcane crop, the harvest time is defined by thickness, color, and brix degrees, which ranges between 7 and 8 months. However, producers are guided by the time and color of the sugarcane. For this reason, the height reached depends mainly on weather conditions. Sierra-Cárdenas et al. [101] and Zarmaño-González et al. [102] have evaluated carbon sequestration in different regions of Colombia, obtaining a range between 1.69 and 2.69 ton CO2/ha. The CF by the crop considering carbon uptake is − 0.354 kg CO2/kg sugarcane. WF green, blue, and gray calculated for the sugarcane crop was 187.5 m3/ton, 31.4 m3/ton, and 4.13 m3/ton, respectively. Institute for Water Education of UNESCO reports similar results to those obtained in this research [103]. CF for the panela production stage considering the B-NCSP combustion (base case) was 2.63 kg CO2 eq/kg panela without considering the CO2 uptake of the crop (a). Industrial sugar production has a CF of 0.55 kg CO2/kg sugar, where 0.49 kg CO2 is generated in the crop and 0.06 kg CO2 in the production stage [104]. The CF values for the production of panela and sugar present significant differences in the cultivation and processing stage due to the levels of production and industrialization. In the cultivation stage, the production of sugarcane for sugar production is carried out on a large scale with defined agricultural practices to increase production yields.

a Carbon footprint of Sc.1 and Sc.2, b water footprint of Sc.1 and Sc.2, and c fossil depletion of Sc.1 and Sc.2
The production yield of sugarcane in Colombia is 15.7 ton/ha higher than that of Brazil and Australia. On the other hand, the yield of panela sugarcane ranges between 5 and 7 ton/ha. In the processing stage, panela production is artisanal, with the combustion of B-NCSP generated by the extraction of sugarcane juice. This combustion stage is the one that generates large amounts of CO2. In sugar production, the industrial process presents different integration stages and sub-streams uses. The CF of panela production with CO2 capture was − 0.857 kg CO2/kg (a).
The CF for the Sc.1 presented higher values than the Sc.2. The utility consumption is the activity with the highest impact on the CF. The heat exchange network in the Sc.2 reduced the utility consumption, reducing the CF. Katakojwala et al. [24] had an environmental impact in terms of CF of 22% less in a B-NCSP biorefinery for producing nanocellulose, lignin, and hydrogen than the standalone for producing nanocellulose. In this sense, the biorefinery approach minimized environmental loads. Like the results obtained in this research, utility (i.e., steam or electricity) use is the activity with the highest environmental impact. However, for the global LCA (i.e., considering the CO2 capture by the sugarcane crop), the Sc.1 and the Sc.2 presented CF values of − 2.06 and − 2.93 kg CO2eq/kg B-NCSP, respectively. These results demonstrate the environmental potential of biorefineries compared to the current use of waste. Additionally, these initiatives encourage rural economic development in lower-income and middle-income countries. WF for the Sc.2 was 34.33% higher than the Sc.1. In the Sc.2, water was consumed more due to the acid hydrolysis stage and fermentation of C5 sugars. Munagala et al. [105] obtained a WF for lactic acid production from B-NCSP of 18.89 m3/kg. Bioethanol and biogas production have a lower WF than lactic acid production since the downstream and purification process is more complex in the lactic acid case (i.e., more chemicals are needed in conventional separation processes). The fossil depletion impact category had the same CF trend. The Sc.1 presented a higher value than the Sc.2. The fossil depletion of the Sc.1 was 27.23% higher than in the Sc.2 due to low utility consumption. The energy integration in Sc.2 influenced to reduce fossil depletion and the CF.
3.6 Social analysis
The social assessment was done by estimating the potential local employment, the minimum-to-living wage ratio in Colombia, and the maximum minimum wage increase for the plant operators. The first indicator (i.e., local employment) was estimated considering the assumptions in Section 2.3.4. In this way, the total working days per employee were calculated considering 17 holidays, 15 business days of vacation, 2 free days per year for family time, and 1.125 free days per week (i.e., 47 working hours per week). Thus, the total working time of one employee is f (i.e., 274 days) in a year. The number of employees was found as the ratio between the total working time per year of the plant (i.e., 8400) and the total working time of one operator. Then, the number of operators is five per processing area. Nevertheless, this value is increased to six since one operator is required as an additional workforce in the plant. The number of operators per processing line is six (i.e., 2 operators per shift). Moreover, three supervisors are required per shift. Thus, nine employees are required per processing area. The Sc.1 and Sc.2 have a total number of employees of 27 and 36 employees, respectively. Consequently, the Sc.1 and the Sc.2 have 9 and 12 employees per shift. The total employee value can be considered a discrete value compared to other reports and methodologies in the open literature. The estimation made in this research paper can be compared with the results obtained after applying the Alkhayat and Gerrard correlation [106]. The results of the potential job creation are presented in Table 7.
These results show that the number of employees has been underrated, considering the Alkhayat and Gerrard correlation as a baseline. However, the correlation is highly sensitive to the presence of solid handling unit operations. Then, the equation should be used carefully if biomass processing facilities are designed. The first stages of several biorefineries are related to solids handling (e.g., conveying, sieving, and milling) [107, 108]. Thus, biorefineries will have more than two solids handling operations, decreasing the influence of the number of non-solids-related processes. Thus, the Alkhayat and Gerrard correlation is not recommended to estimate the total number of employees of a biorefinery. However, the processing area methodology should be improved or changed by another way to estimate the total hired employees in a biomass processing plant (e.g., surveys and data correlation of different biomass upgrading processes). Aspects such as (i) process automation level, (ii) processing scale influence, and (iii) extra working time per employee should be considered. Finally, employees per shift also can be compared to those considered in the economic assessment developed by Intratec Solutions LLC [109]. This company has reported five operators/shift and one supervisor/shift for a propylene production plant.
The minimum-to-living wage ratio was estimated as the ratio between an operator’s minimum wage and a single person’s living wage. The minimum wage is 287 USD/month (1 USD = 4029 COP, 15/08/2023). The living wage of a single person in Colombia in 2023 was estimated at 546 USD/month [110]. Thus, the M/L ratio was 0.52. The indicator value is low since more than 59% of the working population of Colombia earns a minimum wage or less. Then, a high share of the Colombian people do not have sufficient money for a decent life. Consequently, the sensitivity analysis was done to determine the resilience of the proposed B-NCSP-based biorefineries, considering an increase in the minimum wage. The Sc.1 was unfeasible. Thus, this analysis was not performed. The Sc.2 was feasible at higher scales. The sensitivity analysis allowed a minimum wage increase of up to 17.92% without decreasing the cumulative net present value (NPV) by more than 30% of the current value (at M/L = 0.52). Thus, the operators’ living conditions can be improved. The results of the social analysis demonstrate the potential of biorefineries to promote job creation and improve quality of life through fair wages in rural areas.
3.7 Sustainability index
The sustainability index was estimated based on the results presented in Table 5. However, the Sc.1 (i.e., bioethanol and biogas production) was not sustainable since the economic performance of the process was not reached at any scale (see Fig. 3). The Sc.1 economic performance agrees with the current economic issues of bioethanol-producing plants using lignocellulosic materials since these facilities require economic benefits or additional products to reach economic feasibility. The Sc.2 that produced xylitol, bioethanol, and biogas presented a sustainability index of 72.44%. The sustainability index result allows proposing the Sc.2 as a good alternative for more study and future implementation. The technical and environmental dimensions were the most influential factors in the global sustainability score. Indeed, these dimensions contribute 32.73% and 28.40% to the total sustainability score. In contrast, the economic dimension had the lowest contribution, with 17.81%. Then, more efforts should be made to increase the economic score of this dimension. Some alternatives to increase the economic score in Sc.2 are (i) to increase the flow of B-NCSP to reduce the cost of production and increase profits, (ii) consider government incentives such as tax benefits, and (iii) reduce the OpEx based on a more detailed analysis of the technologies used in the biorefinery. Similar biorefinery configurations producing xylitol and bioethanol have shown good economic and environmental performance.
A sensitivity analysis was done varying the weighting factors of the technical, economic, environmental, and social dimensions. This analysis aimed to cover potential interest of different stakeholders. The sensitivity analysis was restricted based on the large number of possible combinations of the weighting factor if varied between 0.0 and 1.0. Thus, the all weighting factors were varied between 0.2 and 0.5 in this research paper. The results allow to conclude that the sustainability index can range from 62.76 to 82.12%. The lowest sustainability score was obtained when the weighting factors of the technical, economic, environmental, and social dimension were 0.1, 0.4, 0.1, and 0.4, respectively. Then, the environmental dimension has a high influence on the final results since move to 0.25 to 0.10 reduced the sustainability index 20.93%. In contrast, high sustainability values were obtained increasing the weighting factors of the environmental and social dimensions. Finally, the sustainability index score was varied considering the presence of different dimensions. This analysis is presented in Fig. 5.

Sustainability assessment considering different dimensions (T: technical, E: economic, En: environmental, S: social)
The dimensions analysis was done to evidence the influence of the sustainability score. The sustainability of the Sc.2 is 69.15% when the economic, environmental, and social dimensions are involved. The sustainability index value increase to 79.38% when the technical, environmental, and social dimensions are involved. This analysis allows elucidating the influence each dimension in the global sustainability. In this way, the economic dimension is the most critical aspect to be improved in the Sc.2. This improvement can be done by reducing capital and operating expenses. Other comparisons of the proposed process are difficult since there a few literature reports addressed to assess the sustainability of this biorefinery.
4 Conclusions
The technical, economic, environmental, and social results of the B-NCSP valorization scenarios demonstrated the potential of biorefineries to promote economic development in rural zones from the industrialization of the countryside. In technical terms, the biogas obtained in anaerobic digestion supplied 19.18% and 62.76% of the energy demand of panela production, reducing the amount of B-NCSP used in combustion processes. The production of biogas as an energy vector reduced the environmental impact of panela production, supplying the current use of the waste in combustion boilers. However, for the valorization of B-NCSP, it is necessary to consider the comprehensive use of the waste to guarantee economic viability considering the waste generation flows in the study area. Therefore, energy vector production (i.e., bioethanol and biogas) was not feasible since the high capital and operational expenditures do not generate a positive cash flow. This statement evidences the current issues of lignocellulosic biorefineries. On the other hand, the design of a product and energy-driven biorefinery (i.e., xylitol, bioethanol, and biogas) increases the economic feasibility of this process.
Data availability
The datasets used and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
Jones M, Schwartz S, Barnard J (2018) Reducing post-harvest loss with multi-sectoral solutions. Agrilinks. https://www.agrilinks.org/post/reducing-post-harvest-loss-multi-sectoral-solutions. Accessed 2 Mar 2023
Lopez Barrera E, Hertel T (2021) Global food waste across the income spectrum: implications for food prices, production and resource use. Food Policy 98:101874. https://doi.org/10.1016/J.FOODPOL.2020.101874
FAO (2018) Food loss and waste and the right to adequate food: making the connection. Food and Agriculture Organization of the United Nations. https://www.fao.org/documents/card/en/c/ca1397en. Accessed 2 March 2023
Ishangulyyev R, Kim S, Lee SH (2019) Understanding food loss and waste—why are we losing and wasting food? Foods 8:297. https://doi.org/10.3390/FOODS8080297
Thibane Z, Soni S, Phali L, Mdoda L (2023) Factors impacting sugarcane production by small-scale farmers in KwaZulu-Natal Province-South Africa. Heliyon 9:e13061. https://doi.org/10.1016/J.HELIYON.2023.E13061
Jutakridsada P, Saengprachatanarug K, Kasemsiri P et al (2019) Bioconversion of Saccharum officinarum leaves for ethanol production using separate hydrolysis and fermentation processes. Waste Biomass Valorization 10:817–825. https://doi.org/10.1007/S12649-017-0104-X/FIGURES/6
Arif S, Batool A, Nazir W, et al (2019) Physiochemical characteristics nutritional properties and health benefits of sugarcane juice. Non-alcoholic beverages: volume 6 The Science of Beverages 227–257. https://doi.org/10.1016/B978-0-12-815270-6.00008-6
Gutiérrez-Mosquera LF, Arias-Giraldo S, Ceballos-Peñaloza AM (2018) Energy and productivity yield assessment of a traditional furnace for noncentrifugal brown sugar (panela) production. Int J Chem Eng 2018:6841975. https://doi.org/10.1155/2018/6841975
Statista (2022) Colombia: panela production volume. Statista. https://www.statista.com/statistics/1339618/production-volume-panela-colombia/. Accessed 21 March 2023
Jader R, Fabián V, John E et al (2018) Thermal performance evaluation of production technologies for non-centrifuged sugar for improvement in energy utilization. Energy 152:858–865. https://doi.org/10.1016/J.ENERGY.2018.03.127
Gutiérrez-Mosquera LF, Arias-Giraldo S, Ceballos-Peñaloza AM (2018) Advances in traditional production of panela in Colombia: analysis of technological improvements and alternatives. Ingeniería y competitividad 20:107–123. https://doi.org/10.25100/IYC.V20I1.5233
Teixeira SR, Arenales A, De Souza AE et al (2015) Sugarcane bagasse: applications for energy production and ceramic materials. J Solid Waste Technol Manag 41:229–238. https://doi.org/10.5276/JSWTM.2015.229
García HR ALTASNIO (2007) Guía tecnológica para el manejo integral del sistema productivo de caña panelera. Bogotá, Colombia. AGROSAVIA. https://repository.agrosavia.co/handle/20.500.12324/13454. Accessed 1 March 2023
Rodriguez G, Garcia H, Roa Diaz Z, Santacoloma P (2007) Panela production as a strategy for diversifying incomes in rural area of Latin America. Agricultural Management, Marketing and Finane Service (AGSF). https://www.fao.org/3/ap307e/ap307e.pdf. Accessed 1 Mar 2023
Mahmud MA, Anannya FR (2021) Sugarcane bagasse - a source of cellulosic fiber for diverse applications. Heliyon 7:e07771. https://doi.org/10.1016/J.HELIYON.2021.E07771
Thite VS, Nerurkar AS (2019) Valorization of sugarcane bagasse by chemical pretreatment and enzyme mediated deconstruction. Sci Rep 9(19):1–14. https://doi.org/10.1038/s41598-019-52347-7
Flórez-Martínez DH, Contreras-Pedraza CA, Rodríguez J (2021) A systematic analysis of non-centrifugal sugar cane processing: research and new trends. Trends Food Sci Technol 107:415–428. https://doi.org/10.1016/J.TIFS.2020.11.011
Zoghlami A, Paës G (2019) Lignocellulosic biomass: understanding recalcitrance and predicting hydrolysis. Front Chem 7:478626. https://doi.org/10.3389/FCHEM.2019.00874/BIBTEX
Østby H, Hansen LD, Horn SJ et al (2020) Enzymatic processing of lignocellulosic biomass: principles, recent advances and perspectives. J Ind Microbiol Biotechnol 47:623. https://doi.org/10.1007/S10295-020-02301-8
Hendriks ATWM, Zeeman G (2009) Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresour Technol 100:10–18. https://doi.org/10.1016/J.BIORTECH.2008.05.027
Wang L, Shi H, Sun Y et al (2020) Highly efficient lignin removal from the waste liquor of chemical pulping with an integrated polyaluminium chloride-assisted acidification/activated carbon adsorption process. J Clean Prod 267:122005. https://doi.org/10.1016/J.JCLEPRO.2020.122005
Bhatia SK, Jagtap SS, Bedekar AA et al (2020) Recent developments in pretreatment technologies on lignocellulosic biomass: effect of key parameters, technological improvements, and challenges. Bioresour Technol 300:122724. https://doi.org/10.1016/J.BIORTECH.2019.122724
Martínková L, Grulich M, Pátek M et al (2023) Bio-based valorization of lignin-derived phenolic compounds: a review. Biomolecules 13:717. https://doi.org/10.3390/BIOM13050717
Katakojwala R, Venkata Mohan S (2022) Multi-product biorefinery with sugarcane bagasse: process development for nanocellulose, lignin and biohydrogen production and lifecycle analysis. J Chem Eng 446:137233. https://doi.org/10.1016/J.CEJ.2022.137233
Adarme OFH, Baêta BEL, Filho JBG et al (2019) Use of anaerobic co-digestion as an alternative to add value to sugarcane biorefinery wastes. Bioresour Technol 287:121443. https://doi.org/10.1016/J.BIORTECH.2019.121443
Mendieta O, Castro L, Rodríguez J, Escalante H (2020) Management and valorization of waste from a non-centrifugal cane sugar mill via anaerobic co-digestion: technical and economic potential. Bioresour Technol 316:123962. https://doi.org/10.1016/J.BIORTECH.2020.123962
Mendieta O, Castro L, Escalante H, Garfí M (2021) Low-cost anaerobic digester to promote the circular bioeconomy in the non-centrifugal cane sugar sector: a life cycle assessment. Bioresour Technol 326:124783. https://doi.org/10.1016/J.BIORTECH.2021.124783
Iwuozor KO, Emenike EC, Ighalo JO et al (2022) Valorization of sugar industry’s by-products: a perspective. Sugar Tech 24(4):24:1052-1078. https://doi.org/10.1007/S12355-022-01143-1
Wani AK, Rahayu F, Fauziah L, Suhara C (2023) Advances in safe processing of sugarcane and bagasse for the generation of biofuels and bioactive compounds. J Agric Food Res 12:100549. https://doi.org/10.1016/J.JAFR.2023.100549
Williams IO, Onyenweaku EO, Atangwho IJ (2016) Nutritional and antimicrobial evaluation of Saccharum officinarum consumed in Calabar, Nigeria. Afr J Biotechnol 15:1789–1795. https://doi.org/10.5897/AJB2015.14877
Feng S, Luo Z, Zhang Y et al (2014) Phytochemical contents and antioxidant capacities of different parts of two sugarcane (Saccharum officinarum L.) cultivars. Food Chem 151:452–458. https://doi.org/10.1016/J.FOODCHEM.2013.11.057
Resende NS, Gonçalves GAS, Reis KC et al (2018) Chitosan/cellulose nanofibril nanocomposite and its effect on quality of coated strawberries. J Food Qual 2018:1727426. https://doi.org/10.1155/2018/1727426
Sogut E, Seydim AC (2018) Development of chitosan and polycaprolactone based active bilayer films enhanced with nanocellulose and grape seed extract. Carbohydr Polym 195:180–188. https://doi.org/10.1016/J.CARBPOL.2018.04.071
Karkhanis SS, Stark NM, Sabo RC, Matuana LM (2018) Water vapor and oxygen barrier properties of extrusion-blown poly(lactic acid)/cellulose nanocrystals nanocomposite films. Compos Part A Appl Sci Manuf 114:204–211. https://doi.org/10.1016/J.COMPOSITESA.2018.08.025
Finkbeiner M, Schau EM, Lehmann A, Traverso M (2010) Towards life cycle sustainability assessment. Sustainability 2:3309–3322. https://doi.org/10.3390/SU2103309
Ortiz-Sánchez M, Cardona-Alzate CA (2022) Analysis of the routes for biomass processing towards sustainable development in the conceptual design step: strategy based on the compendium of bioprocesses portfolio. Bioresour Technol 350:126852. https://doi.org/10.1016/j.biortech.2022.126852
Jungmeier G, Jørgensen H, de Jong E et al (2014) The biorefinery complexity index. Tax 42 IEA Bioenergy. https://task42.ieabioenergy.com/wp-content/uploads/sites/10/2017/06/BCI-working-document-20140709.pdf. Accessed 1 Mar 2023
Angelidaki I, Ahring BK (2000) Methods for increasing the biogas potential from the recalcitrant organic matter contained in manure. Water Sci Technol 41:189–194. https://doi.org/10.2166/wst.2000.0071
Sluiter A, Ruiz R, Scarlata C et al (2008) Determination of extractives in biomass. National Renewable Energy Laboratory. https://www.nrel.gov/docs/gen/fy08/42619.pdf. Accessed 1 Mar 2023
Han JS, Rowell JS (2008) Chemical composition of fibers. In: Paper and composite from agro-based resources. CRC Press, London
TAPPI (2006) Acid-insoluble lignin in wood and pulp (reaffirmation of T 222 om-02). Standard Specific Interest Group for test method. https://www.tappi.org/content/sarg/t222.pdf. Accessed 1 Mar 2023
Rivas B, Torrado A, Torre P et al (2008) Submerged citric acid fermentation on orange peel autohydrolysate. J Agric Food Chem 56:2380–2387. https://doi.org/10.1021/jf073388r
Sluiter A, Hames B, Ruiz R et al (2005) Determination of ash in biomass. Nat Renew Energy Lab 36:302–305
Benjamin Y, Cheng H, Görgens JF (2014) Optimization of dilute sulfuric acid pretreatment to maximize combined sugar yield from sugarcane bagasse for ethanol production. Appl Biochem Biotechnol 172:610–630. https://doi.org/10.1007/s12010-013-0545-z
Resch MG, Baker JO, Decker SR (2015) Low solids enzymatic saccharification of lignocellulosic biomass NREL/TP-510-42629. https://www.nrel.gov/docs/fy15osti/63351.pdf. Accessed 1 Mar 2023
Verein Deutscher Ingenieure (2018) Fermentation of organic materials charaterisation of the substrate, sampling, collection of material data, fermentation test. Engl. VDI-Gesellschaft Energie und Umwelt. German
Meramo-Hurtado SI, Sanchez-Tuiran E, Ponce-Ortega JM et al (2020) Synthesis and sustainability evaluation of a lignocellulosic multifeedstock biorefinery considering technical performance indicators. ACS Omega 5:9259–9275. https://doi.org/10.1021/ACSOMEGA.0C00114/ASSET/IMAGES/MEDIUM/AO0C00114_M016.GIF
Solarte-Toro JC, Chacón-Pérez Y, Piedrahita-Rodríguez S et al (2020) Effect of dilute sulfuric acid pretreatment on the physicochemical properties and enzymatic hydrolysis of coffee cut-stems. Energy 195:116986. https://doi.org/10.1016/J.ENERGY.2020.116986
Silva CJSM, Mussatto SI, Roberto IC (2006) Study of xylitol production by Candida guilliermondii on a bench bioreactor. J Food Eng 75:115–119. https://doi.org/10.1016/J.JFOODENG.2005.04.001
Mussatto SI, Roberto IC (2008) Establishment of the optimum initial xylose concentration and nutritional supplementation of brewer’s spent grain hydrolysate for xylitol production by Candida guilliermondii. Process Biochem 43:540–546. https://doi.org/10.1016/J.PROCBIO.2008.01.013
Sánchez-Muñoz S, Balbino TR, Terán-Hilares R et al (2022) Non-ionic surfactant formulation sequentially enhances the enzymatic hydrolysis of cellulignin from sugarcane bagasse and the production of Monascus ruber biopigments. Bioresour Technol 362:127781. https://doi.org/10.1016/J.BIORTECH.2022.127781
Solarte-Toro JC, Romero-García JM, López-Linares JC et al (2018) Simulation approach through the biorefinery concept of the antioxidants, lignin and ethanol production using olive leaves as raw material. Chem Eng Trans 70:925–930. https://doi.org/10.3303/CET1870155
Yang ST, Liu X, Zhang Y (2007) Metabolic engineering – applications, methods, and challenges. Bioprocessing for value-added products from renewable resources: new technologies and applications 73–118. https://doi.org/10.1016/B978-044452114-9/50005-0
Jeppu GP, Janardhan J, Kaup S et al (2022) Effect of feed slurry dilution and total solids on specific biogas production by anaerobic digestion in batch and semi-batch reactors. J Mater Cycles Waste Manag 24:97–110. https://doi.org/10.1007/S10163-021-01298-1/TABLES/8
Peduzzi E, Boissonnet G, Maréchal F (2016) Biomass modelling: estimating thermodynamic properties from the elemental composition. Fuel 181:207–217. https://doi.org/10.1016/J.FUEL.2016.04.111
Neth M, Mattsson A, Wilén BM, Modin O (2023) Weighted score ratios (WRS) give transparent weighting in multicriteria sustainability assessments - a case study on removal of pharmaceutical residues from wastewater. Sci Total Environ 893:164792. https://doi.org/10.1016/J.SCITOTENV.2023.164792
Fernández-Tirado F, Parra-López C, Romero-Gámez M (2021) A multi-criteria sustainability assessment for biodiesel alternatives in Spain: life cycle assessment normalization and weighting. Renew Energy 164:1195–1203. https://doi.org/10.1016/J.RENENE.2020.10.145
Ruiz-Mercado GJ, Smith RL, Gonzalez MA (2012) Sustainability Indicators for chemical processes: I Taxonomy. Ind Eng Chem Res 51:2309–2328. https://doi.org/10.1021/IE102116E
Madabhushi SR, Pinto NDS, Lin H (2022) Comparison of process mass intensity (PMI) of continuous and batch manufacturing processes for biologics. N Biotechnol 72:122–127. https://doi.org/10.1016/J.NBT.2022.11.002
Benison CH, Payne PR (2022) Manufacturing mass intensity: 15 years of process mass intensity and development of the metric into plant cleaning and beyond. Curr Res Green Sustain Chem 5:100229. https://doi.org/10.1016/J.CRGSC.2021.100229
PwC (2023) Worldwide Tax Summaries Online. https://taxsummaries.pwc.com/. Accessed 30 Jan 2023
WageIndicator (2023) Minimum wage - Colombia. https://wageindicator.org/salary/minimum-wage/colombia. Accessed 30 Jan 2023
Towler GP, Sinnott RK (2013) Chemical engineering design. Principles, practice and economics of plant and process design, First. Elsevier
Peters M, Timmerhaus K, West R (2003) Plant design and economics for chemical engineers, Fifth ed. New York
Cryptopredictions (2023) Enzyme (MLN) price prediction 2023 & 2024-2027. https://cryptopredictions.com/enzyme/. Accessed 21 Aug 2023
ChemAnalyst (2023) Sulphuric acid prices. https://www.chemanalyst.com/Pricing-data/sulphuric-acid-70. Accessed 21 Aug 2023
Statista Colombia: ethanol fuel price 2022. https://www.statista.com/statistics/1113843/colombia-ethanol-fuel-sales-price/. Accessed 9 Jul 2023
International Energy Agency Outlook for biogas and biomethane: prospects for organic growth. IEA https://www.iea.org/reports/outlook-for-biogas-and-biomethane-prospects-for-organic-growth. Accessed 9 Jul 2023
Jurgutis L, Šlepetienė A, Šlepetys J, Cesevičienė J (2021) Towards a full circular economy in biogas plants: sustainable management of digestate for growing biomass feedstocks and use as biofertilizer. Energies 14:4272. https://doi.org/10.3390/EN14144272
Quezada-Moreno WF, Quezada-Torres WD, Proaño-Molina M et al (2020) Environmental impact assessment in the panela production process through the life cycle analysis. Int J Envi, Agricult Biotecnol 2:62–67. https://doi.org/10.22161/ijeab/2.1.68
de Carvalho EX, Menezes RSC, de Sá Barreto Sampaio EV et al (2019) Allometric equations to estimate sugarcane aboveground biomass. Sugar Tech 21:1039–1044. https://doi.org/10.1007/S12355-019-00741-W/FIGURES/2
IPCC (2016) Agriculture, forestry and other land use. In: Guidelines for national greenhouse gas inventories. https://www.ipcc-nggip.iges.or.jp/public/2006gl/vol4.html. Accessed 1 Mar 2023
Hoekstra AY, Chapagain AK, Aldaya MM, Mekonnen MM (2009). The water footprint assessment manual. Setting the global standard. Earthscan, London
Novoa V, Ahumada-Rudolph R, Rojas O et al (2019) Understanding agricultural water footprint variability to improve water management in Chile. Sci Total Environ 670:188–199. https://doi.org/10.1016/J.SCITOTENV.2019.03.127
MinTrabajo (2021) Ley 2101 de 2021. Congreso de Colombia. https://www.funcionpublica.gov.co/eva/gestornormativo/norma.php?i=166506. Accessed 1 Mar 2023
Turton R, Shaeiwitz JA, Bhattacharyya D, Whiting WB (2018) Analysis, synthesis, and design of chemical processes, 5th Edition. Pearson
Codato-Zumpano CB, Gírio F, Carvalheiro F et al (2023) Kinetics of the release of sugars from the enzymatic and physico-chemical pre-treated sugarcane bagasse and residual forest biomass. Waste Biomass Valorization 14:1069–1077. https://doi.org/10.1007/S12649-022-01920-9/METRICS
Sandri JP, Ordeñana J, Milessi TS et al (2023) Solid feeding and co-culture strategies for an efficient enzymatic hydrolysis and ethanol production from sugarcane bagasse. Environ Technol Innov 30:103082. https://doi.org/10.1016/J.ETI.2023.103082
Manikandan S, Vickram S, Sirohi R et al (2023) Critical review of biochemical pathways to transformation of waste and biomass into bioenergy. Bioresour Technol 372:128679. https://doi.org/10.1016/J.BIORTECH.2023.128679
Naik S, Goud VV, Rout PK et al (2010) Characterization of Canadian biomass for alternative renewable biofuel. Renew Energy 35:1624–1631. https://doi.org/10.1016/J.RENENE.2009.08.033
Quintero LP, de Souza NPQ, Milagres AMF (2022) The effect of xylan removal on the high-solid enzymatic hydrolysis of sugarcane bagasse. Bioenergy Res 15:1096–1106. https://doi.org/10.1007/S12155-021-10294-0/FIGURES/3
Vasić K, Knez Ž, Leitgeb M (2021) Bioethanol production by enzymatic hydrolysis from different lignocellulosic sources. Molecules 26:753. https://doi.org/10.3390/MOLECULES26030753
Kadhum HJ, Mahapatra DM, Murthy GS (2019) A comparative account of glucose yields and bioethanol production from separate and simultaneous saccharification and fermentation processes at high solids loading with variable PEG concentration. Bioresour Technol 283:67–75. https://doi.org/10.1016/J.BIORTECH.2019.03.060
Agarwal NK, Kumar M, Ghosh P et al (2022) Anaerobic digestion of sugarcane bagasse for biogas production and digestate valorization. Chemosphere 295:133893. https://doi.org/10.1016/J.CHEMOSPHERE.2022.133893
Deublein D, Steinhauser A (2008) Biogas from waste and renewable resources. Biogas from waste and renewable resources. Wiley
Mähnert P, Linke B (2009) Environmental Technology. Kinetic study of biogas production from energy crops and animal waste slurry: effect of organic loading rate and reactor size. Kinetic study of biogas production from energy crops and animal waste slurry: effect of organic loading rate and reactor size. Environ Technol 30:93–99. https://doi.org/10.1080/09593330802246640
Gomes MG, de Paranhos AGO, Camargos AB et al. (2022) Pretreatment of sugarcane bagasse with dilute citric acid and enzymatic hydrolysis: use of black liquor and solid fraction for biogas production. Renew Energy 191:428–438. https://doi.org/10.1016/J.RENENE.2022.04.057
Varilla-Mazaba A, Raggazo-Sánchez JA, Calderón-Santoyo M et al (2022) Multi-response optimization of acid hydrolysis in sugarcane bagasse to obtain high xylose concentration. Biomass Convers Biorefin 14:173–181. https://doi.org/10.1007/S13399-022-02404-5/METRICS
Igbojionu LI, Laluce C (2023) Optimization of high-solid enzymatic hydrolysis of two-step alkaline and dilute acid-pretreated sugarcane bagasse at low enzyme loadings by response surface methodology. Biomass Convers Biorefin 13:5821–5830. https://doi.org/10.1007/S13399-021-01544-4/METRICS
Yanagisawa M, Kawai S, Murata K (2013) Strategies for the production of high concentrations of bioethanol from seaweeds: production of high concentrations of bioethanol from seaweeds. Bioengineered 4:224. https://doi.org/10.4161/BIOE.23396
Moysés DN, Reis VCB, de Almeida JRM et al (2016) Xylose fermentation by Saccharomyces cerevisiae: challenges and prospects. Int J Mol Sci 17:207. https://doi.org/10.3390/IJMS17030207
Pan S, Zabed HM, Wei Y, Qi X (2022) Technoeconomic and environmental perspectives of biofuel production from sugarcane bagasse: current status, challenges and future outlook. Ind Crops Prod 188:115684. https://doi.org/10.1016/J.INDCROP.2022.115684
Hemansi Saini JK (2023) Enhanced cellulosic ethanol production via fed-batch simultaneous saccharification and fermentation of sequential dilute acid-alkali pretreated sugarcane bagasse. Bioresour Technol 372:128671. https://doi.org/10.1016/J.BIORTECH.2023.128671
Delfín-Ruíz ME, Aguilar-Uscanga MG, Gómez-Rodríguez J (2023) Xylitol production by Candida tropicalis IEC5-ITV using sugarcane bagasse acid pretreated. Sugar Tech 1:1–10. https://doi.org/10.1007/S12355-023-01256-1/TABLES/5
Vaz de Arruda P, dos Santos JC, de Cássia Lacerda Brambilla Rodrigues et al (2017) Scale up of xylitol production from sugarcane bagasse hemicellulosic hydrolysate by Candida guilliermondii FTI 20037. J Ind Eng Chem 47:297–302. https://doi.org/10.1016/J.JIEC.2016.11.046
Yu Y, Wu J, Ren X et al (2022) Steam explosion of lignocellulosic biomass for multiple advanced bioenergy processes: a review. Renew Sustain Energy Rev 154:111871. https://doi.org/10.1016/J.RSER.2021.111871
Gubicza K, Nieves IU, Sagues WJ et al (2016) Techno-economic analysis of ethanol production from sugarcane bagasse using a Liquefaction plus Simultaneous Saccharification and co-Fermentation process. Bioresour Technol 208:42–48. https://doi.org/10.1016/J.BIORTECH.2016.01.093
Shaji A, Shastri Y, Kumar V et al (2022) Sugarcane bagasse valorization to xylitol: techno-economic and life cycle assessment. Biofuel Bioprod Biorefin 16:1214–1226. https://doi.org/10.1002/BBB.2368
Bedoić R, Jurić F, Ćosić B et al (2020) Beyond energy crops and subsidised electricity – a study on sustainable biogas production and utilisation in advanced energy markets. Energy 201:117651. https://doi.org/10.1016/J.ENERGY.2020.117651
Silalertruksa T, Pongpat P, Gheewala SH (2017) Life cycle assessment for enhancing environmental sustainability of sugarcane biorefinery in Thailand. J Clean Prod 140:906–913. https://doi.org/10.1016/J.JCLEPRO.2016.06.010
Sierra-Cárdenas Diana Carolina (2010) Relación de captura de carbono en Saccharum officinarum con otros factores ambientales para el cultivo de caña panelera. Dissertation, Universidad Nacional de Colombia
Zermeño-González A, Villatoro-Moreno S, Jesús Cortés-Bracho J et al (2012) Net ecosystem CO2, exchange of a sugar crop on the plant growing cycle. Agrociencia 46:579–591
Mekonnen MM, Hoekstra AY (2010) The green, blue and grey water footprint of crops and derived crop products. Hydol Earth Sust Sci 15:1577–1600. https://doi.org/10.5194/hess-15-1577-2011
Yuttitham M, Gheewala SH, Chidthaisong A (2011) Carbon footprint of sugar produced from sugarcane in eastern Thailand. J Clean Prod 19:2119–2127. https://doi.org/10.1016/J.JCLEPRO.2011.07.017
Munagala M, Shastri Y, Nalawade K et al (2021) Life cycle and economic assessment of sugarcane bagasse valorization to lactic acid. Waste Manag 126:52–64. https://doi.org/10.1016/J.WASMAN.2021.02.052
Alkhayat WA, Gerrard AM (1984) Estimating manning levels for process plants. Trans Am Assoc Cost Eng Annu Meet 28:121–124
Kapanji KK, Haigh KF, Görgens JF (2021) Techno-economics of lignocellulose biorefineries at South African sugar mills using the biofine process to co-produce levulinic acid, furfural and electricity along with gamma valeractone. Biomass Bioenergy 146:106008. https://doi.org/10.1016/J.BIOMBIOE.2021.106008
WageIndicator-Foundation (2023) Living wages, minimum and actual wages, national poverty line. https://wageindicator.org/salary/wages-in-context. Accessed 2 Jan 2023
Intratec (2021) Propylene production from ethylene and butenes. Report Propylene E11A Advanced Cost Analysis United States 2013 Q2. Intratec Solutions LLC
Zhang B, Liu X, Bao J (2023) High solids loading pretreatment: the core of lignocellulose biorefinery as an industrial technology – an overview. Bioresour Technol 369:128334. https://doi.org/10.1016/J.BIORTECH.2022.128334
Funding
Open Access funding provided by Colombia Consortium. This paper is the result of the research work developed through the research project “Aprovechamiento y valorización sostenible de residuos sólidos orgánicos y su posible aplicación en biorrefinerías y tecnologías de residuos a energía en el departamento de Sucre” code BPIN 2020000100189.
Author information
Authors and Affiliations
Contributions
Study conception was given by Mariana Ortiz-Sanchez, Sara Pidrahita-Rodriguez, and Juan Camilo Solarte-Toro. All authors approved the manuscript. Experiments were carried out by Mariana Ortiz-Sanchez and Sara Pidrahita-Rodriguez. The simulation approach and sustainability assessment were done by Mariana Ortiz-Sanchez and Juan Camilo Solarte-Toro. The first draft of the manuscript was written by Mariana Ortiz-Sanchez. Revision, improving, and final details were done by Juan Camilo Solarte-Toro. Finally, Prof. Dr. Carlos Ariel Cardona Alzate and Konstantinos Moustakas reviewed all the manuscript and approved the final version before submission. On the other hand, the authors of the manuscript involve only those who have made significant contributions to the conception, design, execution, and analysis of the present manuscript. Finally, the authors ensure that they have written the submitted manuscript entirely, and the references of other works have been correctly cited.
Corresponding author
Ethics declarations
Consent for publication
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
This paper has not been published previously. It is not under consideration for publication elsewhere. The will not be published elsewhere in substantially the same form, in English or any other language, without the written consent of the Publisher.
The authors declare that this manuscript has not been submitted to a preprint server before submitting it to Biomass Conversion and Biorefinery.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Highlights
1. Dilute acid pretreatment increases glucose and biogas yields (1.8 and 3.3 times).
2. Biogas supplies 62.76% of the energy demand for panela production.
3. New methodologies for estimating labor force are needed.
4. Xylitol, bioethanol, and biogas production has a sustainability score of 72.44%.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

{kind=link}
{kind=link}
{kind=link}
Cite this article
Ortiz-Sanchez, M., Piedrahita-Rodríguez, S., Solarte-Toro, J.C. et al. Sustainability analysis of biorefineries applying biotechnological routes to convert bagasse from non-centrifugal sugar production for rural economic development in Colombia. Biomass Conv. Bioref. (2024). https://doi.org/10.1007/s13399-024-05452-1
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-024-05452-1