
Abstract
There is growing scientific and industrial interest in obtaining useful substances by fractionating lignocellulosic biomass from non-food plant crops for use by the bioenergy industry. The primary goals are to ensure process sustainability and to comply with the principles of circular economy. In this work, we optimized energy production from Elephant grass by previously using cold alkaline extraction to remove its hemicellulose fraction. Elephant grass contains a high proportion of lignin (20%) and hemicelluloses (27.4%), and therefore is an excellent alternative to wood materials for energy production by direct burning. Energy production was optimized to identify the best operating conditions among those tested, namely: alkali concentrations of 80–120 g NaOH L–1, temperatures of 20–40 °C, and treatment times of 30–90 min. Using the optimum conditions thus established (viz., 100 g NaOH L–1, 30 °C, and 30 min) raised the high heating value (HHV) to 19.151 MJ kg–1 (i.e., by 4% relative to the starting material). Also, it allowed the content in elemental C to be preserved, that in H increased by 4.86% and, more environmentally significant, most sulphur (46.9%) to be removed from the solid phase upon treatment. Cold alkaline extraction of the raw material additionally enabled relatively selective separation of the hemicellulose fraction from the cellulose and lignin fractions. Thus, 30.1% of all hemicellulose was dissolved in the treatment liquor and made valorizable while 93.0% of cellulose and 82.1% of lignin present in the raw material remained in the solid phase.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Biorefining is becoming increasingly essential to ensure sustainable development, especially when using raw materials based on non-food plants such as perennial grasses, which escape the food versus fuel dilemma [1,2,3]. In fact, using biomass as a renewable energy source can be useful to fulfil the goals of the current European energy policy, which is increasingly favouring the establishment of sustainable energy crops not compromising food production [4, 5]. A fraction of 17.9% of all energy used in the word in 2018 was obtained from renewable sources—and 67% of it from biomass—2.2% from nuclear power and 79.9% from fossil fuels [6]. The European Union has set the goal that, by 2030, 37% of all energy should be produced from renewable sources [7, 8]. In the process, fossil fuels should be gradually replaced with renewable energy sources to reduce greenhouse gas emissions, diversify energy supply, and alleviate the currently strong dependence on oil markets while creating new jobs, fostering industrial entrepreneurship, and boosting economic growth [9, 10].
Energy from biomass can be used in the traditional manner (i.e., by burning, which uses 57.7% of lignocellulosic biomass) or as “modern bioenergy,” which uses the remainder portion of biomass (specifically, 20.8% for industrial heating, 10% for home heating, 8.3% for transportation, and 3.3% for electricity production) [6].
A number of plant species are currently being used for energy production worldwide. Especially prominent among the non-wood species are perennial grasses such as giant reed (Arundo donax, L.), miscanthus (Miscanthus x giganteus), energy cane (Saccharum spontaneum hybrids), switchgrass (Panicum virgatum L.), bulbous canary grass (Phalaris aquatica L.), elephant grass (Pennisetum purpureum Schum.) [11,12,13], and bagasse from eating sugarcane [14, 15]. These plants are especially suitable for energy production by virtue of their low cropping costs, and also of their ability to grow in a variety of environments or even on marginal land [16]. Also, they produce large amounts of biomass [17], use water and nutrients highly efficiently [18, 19], contain more cellulose and lignin than deciduous species, and have a relatively low moisture content at the end of their growth cycle [2, 20, 21]. Even more important, they have the potential for use on marginal land and hence for improving the social and economic status of some rural areas [22].
Pennisetum purpureum Schum is a perennial grass of the family Poaceae from tropical Africa. Popularly known by the names “Elephant grass,” “giant zacate,” “fake sugarcane,” “Napier grass,” “merkeron,” “Uganda grass” and “king grass,” this plant has traditionally been used as fodder in tropical and subtropical countries. Each plant of Elephant grass has a number of branching stems radiating from the same stand. Its stems can be up to 8 m tall and 2.5 cm thick, and resemble those of sugarcane in appearance [1, 23]. Elephant grass grows well in temperate, subtropical, and tropical regions with a dry season. Also, it can grow in many types of land, but especially on thick, light-textured, well-drained soils [24], as well as on acid soils previously amended with biochar [25]. This species is highly resistant to disease and tolerant of drought [26]. Its ability to grow on contaminated soils has allowed its cropping in engineered wetlands to exploit its phytoremediating effects and use the resulting biomass for ethanol and butanol production [27]. Among others, elephant grass has additionally been used to reclaim water bodies contaminated with high concentrations of arsenic [21].
Like miscanthus and switchgrass, Elephant grass is a C4-type plant whose high photosynthetic efficiency leads to also high lignocellulose production [17, 28,29,30]. In fact, Elephant grass produces in the region of 45 t dry matter ha–1 year–1 [1, 23, 31, 32] depending on the particular genotype, soil fertility, and crop management practices. Thus, [33] and [34] reported yields of 12–150 and 45–67 t ha–1 year–1, respectively, so high biomass production yields, and the fact that Elephant grass can be harvested up to four times each year, make it especially attractive for energy production [1, 33].
Industrially, Elephant grass has been used to obtain chemicals such as cellulose and xylanase [35], monosaccharides and ethanol [36], xylitol and ethanol [37], hemicelluloses [38, 39], lignin nanoparticles [40], cellulose pulp [32, 41], and corrosion inhibitor extracts [42]. Also, it has been used to obtain fuels such as ethanol [33, 34, 43,44,45] or methane [24, 46,47,48], pyrolysis products [34, 49,50,51,52], thermal and electrical energy [17, 24, 53,54,55,56,57,58], and densified solid biofuels [19]. These uses testify to the high potential of Elephant grass for energy production and have fostered research into genetic breeding methods for improving its properties as a raw material and optimizing its use [24, 53, 59,60,61].
In this scenario, our group envisaged the development of a process for obtaining energy from Elephant grass and using its lignocellulose fraction as a source of chemicals. This is the way biorefining schemes are typically used to fractionate lignocellulosic materials stepwise for optimal use of the ensuing fractions. In this work, we used cold alkaline extraction (CAE) prior to fractionation of Elephant grass on the grounds of its operational and environmental advantages over other alkaline and hydrolysis treatments [26, 62]. The most salient advantage of CAE over alternative biomass fractionation methods is its ability to separate hemicelluloses in a selective manner for their subsequent alcoholic precipitation with minimal degradation to furfural [63,64,65,66,67]. In addition, CAE requires no high temperatures or pressures, and hence uses energy sparingly. In fact, most CAE-based processes are conducted at mild temperatures (20–40 °C) [68]. However, the efficiency of the CAE treatment is strongly dependent on the particular raw material and greater with grassy lignocellulosic materials than with woody plants (i.e., it allows lignocellulose to be more efficiently extracted from grasses) [63, 69,70,71].
With the aims of ensuring sustainability in the process and complying with the principles of circular economy, in this work, we optimized the efficiency of Elephant grass as an energy crop by subjecting the raw material to cold alkaline extraction in order to remove its hemicellulose fraction in the treatment liquor and use the resulting solid phase for energy production with increased economic and environmental efficiency in the overall process.
2 Materials and methods
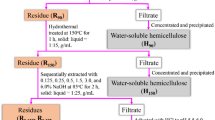
Figure 1 shows the sequential scheme of the experimental work carried out with the Elephant grass.

Scheme of the work carried out
2.1 Chemical and energy characterization
The material studied was elephant grass grown at an experimental station of the Pulp and Paper Laboratory of the Federal University of Viçosa (Minas Gerais, Brazil) that was ground by hand to obtain fragments of variable length and 1–4 cm in width. The material was characterized in chemical and energy terms by using the same methods as with the CAE liquor and solid phase.
For chemical analysis, samples were ground to variably sized particles in Wiley mill. The particles were sieved according to TAPPI T257-cm85 and those ranging from 40 to 60 mm in size retained. Moisture was determined by drying to a constant weight at 105 °C (TAPPI T-264-cm-07). The samples, raw material, and CAE solid phase were all hydrolysed with 5 mL of 72% H2SO4 acid at 30 °C for 1 h and the -hydrolysed by adding water to reduce the acid concentration down to 4% while heating at 121 °C for 60 min according to TAPPI T 249 cm-09. The resulting solid residue was recovered by filtration and labelled Klason lignin (TAPPI T 222 om-06). Soluble lignin was determined according to TAPPI T UM 25, and the hydrolysate used to determine, glucan, and hemicelluloses (xylan, araban, galactan, and mannan) in the material on an Agilent 1100 HPLC instrument equipped with a BioRaden ion-exchange column and a refractive index detector. The working temperature was 50 °C, and the mobile phase consisted of 0.005 M H2SO4 and was circulated at 0–0.6 mL/min. All measurements were made in triplicate and the resulting coefficient of variation was less than 4%.
The raw materials and the solid phases were analysed for carbon, sulphur, hydrogen, and oxygen on an Eltra Helios CHS analyser. Also, they were used to determine their higher heating value (HHV) at a constant volume in accordance with CEN/TS 14,918 (2005) and UNE 16,001 EX (2005) on a Parr 6300 automatic isoperibol bomb calorimeter.
2.2 Cold alkaline extraction and determination of hemicelluloses
Alkaline extraction was done by immersing the raw material in a bath containing an NaOH solution, using a constant solid/liquid ratio on a dry basis of 15 in all tests. The independent variables of the process were the soda concentration, temperature, and treatment time.
The solid fraction was recovered by filtration, neutralized with 2 N acetic acid, rinsed with water, and air-dried for weighing in order to estimate yield. The proportions of glucan and hemicelluloses from the raw material present in the extraction liquor were determined as described in the previous Sect. (2.1). The solid fraction was also subjected to the determinations described in it.
2.3 Multiple regression models and experimental design of cold alkaline extraction
The CAE process was modelled in order to maximize extraction of hemicellulose derivatives while ensuring that the resulting solid would have a high heating value for energy production. A 2n factorial design with a central point was used to reduce the number of tests needed and also to avoid significant covariances between the dependent variables. The number of tests needed, N, was calculated as 2n + 2n + nC, where 2n is the number of points constituting the design, 2n that of axial points and nC that of central points.
The independent variables were normalized by using the following Eq. (1):
where X is the absolute value of the variable concerned, and X̅, Xmax, and Xmin are its mean, maximum, and minimum value, respectively.
As can be seen in Table 1, each independent variable was examined at three different values. The results were used to establish second-order polynomials for each dependent variable, the polynomials including linear and quadratic terms of the independent variables, and their mutual interactions, and being fitted by multiple regression:
where X denotes independent variables, Y dependent variables, and coefficients ao, bi, ci, and dij are constants for each model obtained from the experimental results. The dependent variables were yield, glucan, xylan, araban, galactan, mannan, Klason lignin, and soluble lignin, and the independent variables were soda concentration, temperature, and time.
The independent variables present in the polynomials are those which exhibited statistically significant coefficients. In fact, no term with p < 0.05 as per Student’s t-test or spanning a confidence interval narrower than 95% was included.
The results were processed with the software Statistica v. 10.0 (StatSoft, Inc., Tulsa, OK, USA) and additionally used to calculate R2 and Snedecor’s F-value, those with R2 > 0.85 or F > 5 being deemed acceptable.
3 Results and discussion
As noted earlier, the primary aims of this work were to optimize the use of Elephant grass by subjecting the raw material to cold alkaline extraction (CAE) in order to remove its hemicellulose fraction in the treatment liquor and facilitate energy production from the resulting solid phase under the assumption that CAE would increase the heat capacity and decrease the sulphur content of the solidphase while enabling selective extraction of hemicellulose derivatives for their valorization. For this purpose, the starting material was characterized in chemical and energy terms, and the CAE process was modelled for optimal energy production. Finally, the efficiency with which hemicellulose derivatives were extracted, and its dependence on the operating conditions, were assessed.
3.1 Chemical and energy characterization
Based on recent studies [24], Elephant grass can store dry matter more efficiently than other plant species. This results in favourable quality-related biomass properties including high heating value (HHV), and cellulose, hemicellulose, lignin, and ash contents. These properties make elephant grass an effective alternative to lignocellulosic raw materials for energy production by burning. Table 2 shows the chemical composition of Elephant grass as determined by our group and other authors. As can be seen, coefficients of variation were relatively high (viz. 136% for cellulose, 105% hemicellulose, 69% for lignin, and 25% for ash), which can be ascribed to differences in plant growth environment. In any case, our results fall within the chemical composition ranges previously reported by other authors. Also, the differences in composition can have arisen from differences among the 85 genotypes studied [33], which spanned cellulose and lignin contents over the range 38.5–48.9% and 6.4–12.4%, respectively.
The chemical composition of Elephant grass is compared with those of other grass species and a reference material (Eucalyptus globulus) used for bioenergy production and other industrial purposes in Table 3. The cellulose content of the plant material used here (41.7%) was higher than that of other grasses such as switchgrass (31.0%) and sugarcane bagasse (39.0%), but somewhat lower than that of Miscanthus giganteus (48.6%) and eucalyptus wood (48.1%). The material had a high content in hemicellulose (27.4%), which is especially useful for biorefining by selective extraction of the hemicellulose fraction. This content exceeds the combined xylan and araban content reported by Oluwasina [38] for the same species (17.6%) and is comparable to the upper ends of the ranges for other materials such as rice straw (23–28%), wheat straw (26–32%), sugarcane bagasse (27–32%), and bamboo (15–26%) [80]. Xylan was the major component of the hemicellulose fraction and present in considerably higher proportions (23.1%) than in other materials (e.g., 8.4% in eucalyptus wood or 17.3% in sugarcane bagasse) [81]. The proportion of lignin in Elephant grass (20.9%) was higher than those in other residual grass materials such as wheat straw, tricolor sorghum, or corn stover (18.6%) [73], but slightly lower than those of grass species such as M. Giganteus and sugarcane bagasse, and wood species such as eucalyptus (26.9%), poplar (25.2%), and leucaena (24%) [75, 77, 82, 83]. Finally, the lignin contents of elephant straw were similar to those of other raw materials such as rice straw (15–25%) [84, 85] and fell in the overall ranges for grass species (10–30%) [73].
In terms of energy potential, the high heating value (HHV) of Elephant grass, calculated as described under Materials and Methods, was 18.44 MJ kg–1, which is very similar to that reported by Reza et al., [50] (18.55 MJ kg–1) but higher than that obtained by Tsai [86] (16.3 MJ kg–1). These differences are quite normal because HHV changes with plant age (e.g., from 16.96 MJ kg–1 at 4 months to 22.04 MJ kg–1 at 6) [87]. HHV for Elephant grass was similar to the values for a number of wood species (in the region of 20 MJ kg–1) according to [88], and also similar to or slightly greater than those of short-lifecycle plant species used for energy production such as Leucaena leucocephala (19.3–20.6 MJ kg–1) [83], switchgrass (18.8 MJ kg–1), or wheat straw (18.55 MJ kg–1) [74].
An elemental composition analysis conducted as described under Materials and Methods provided the C, O, H, and S contents that are compared with those reported by Reza et al. [50] and those for various other raw materials in Table 4. The chemical composition of a raw material can be expected to influence that of the gases it releases and the amount of heat it produces upon burning. The fact that the C and H contents of Elephant grass were somewhat higher than those of other materials suggested that it might be more efficient for energy production. On the other hand, the S content of Elephant grass was similar to those of other lignocellulosic raw materials and substantially lower than those of fossil fuels.
3.2 Modelling and optimization of the higher heating value and elemental composition of the post-CAE liquor and solid phase
Table 5 shows the HHV and elemental composition (C, H, S, and O) of the solid fraction from the CAE treatment as determined under variable operating conditions selected in accordance with the experimental design used. The polynomial equations of the design are shown in Table 6, which includes one for CAE solid yield. As can be seen, the differences between observed and calculated values never exceeded 10% and correlation coefficients were all higher than 0.95. Table 5 also includes CAE yield.
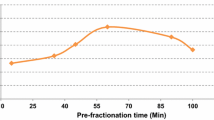
As can be seen from Eq. 1 in Table 6, HHV for the post-CAE solid phase from Elephant grass was strongly dependent on the quadratic terms of the process variables. Clearly, the values and signs of the coefficients for the treatment time suggest that times in the lower end of the operating range should result in increased HHV levels. Also clearly, using alkali concentrations and temperatures at the ends of the operating ranges would detract from HHV as the very likely result of poor extraction of hemicelluloses into the CAE liquor at low temperatures and excessive extraction of polyphenols (lignin) at high temperatures. As confirmed by Fig. 2 A, it was therefore advisable to use medium alkali concentrations and temperatures. Thus, Eq. 1 in Table 6 predicts HHV = 19.151 MJ kg–1, which was nearly 4% higher than the value for the starting material.

A HHV response surface. B CAE yield response surface. C Hemicellulose extraction in the CAE liquor. D Percent cellulose content, as glucan, in the post-CAE solid phase. E Percent Klason lignin in the post-CAE solid phase
Equations 2 and 4 in Table 6 show the modelled results for the C and H contents of the post-CAE solid phase. The conditions needed to maximize HHV and both contents were identical. Again, the quadratic terms were especially influential and interaction terms virtually uninfluential. As with HHV, maximizing the C and H contents of the post-CAE solid phase would require using medium alkali concentrations and temperatures in combination with short treatment times. Under these conditions, Eqs. 2 and 4 in Table 6 predict a content in C of 48.961% and one in H of 7.120%. While the C content was similar to that of the raw material, the H content was 4.86% higher. The response surface for the C content, not shown, was similar to that of Fig. 2 A.
Based on the predictions of Eq. 3 in Table 6, the operating conditions maximizing energy production, and the C and H contents, should lead to increased S contents in the post-CAE solid phase. Although this might be an unwanted outcome of the treatment, the S content of the starting biomass was so low that it was unlikely to raise environmental concerns. Also, the CAE treatment considerably reduced the S content by 26.6–98.5% depending on the particular conditions (46.9% with the optimum settings). In this way, CAE facilitated use of the material for energy production with little emission of sulphur dioxide. This is an added advantage to the above-mentioned increased energy yield and valorization of the hemicellulose fraction relative to burning of the raw material. Also, the increased energy yield need not be accompanied by an excessive decrease in solid yield. In fact, hemicellulose extraction should be selective providing most cellulose and lignin remain in the post-CAE solid phase.
As can be seen from Table 5, the CAE treatment resulted in little biomass loss. Thus, solid yields ranged from 66.9 to 86.8% and exceeded those obtained by García et al. [63] treating wheat straw (viz., 61.1% by using an NaOH concentration of 100 g L–1, a temperature of 40 °C, and a treatment time of 90 min). The yield from Elephant grass under similar temperature and time conditions amounted to 71.8 and 66.9% with an NaOH concentration of 80 and 120 g L–1, respectively. There were no substantial changes in yield with temperature or the alkali concentration, however. By contrast, time considerably influenced the results. Thus, the highest yields were obtained at short times (30 min, normalized value –1) and, with little difference, low temperatures (20 °C, –1) and high alkali concentrations (120 g NaOH L–1, + 1). As can be seen from Fig. 2 B, using short treatment times and medium temperatures (normalized value 0) provided the highest solid yields. Based on Eq. 5 in Table 6, using medium temperatures and alkali concentrations in combination with short times (–1) would lead to a yield of 81.5% in the post-CAE solid phase. This is quite acceptable if one considers that the highest possible yield was 85.6% (Eq. 5, Table 6).
3.3 Modelling and optimization of monosaccharide contents in the post-CAE liquor and solid phase
Table 7 shows the contents in Klason and soluble lignin, individual monomers from the polysaccharide fraction, their combination, and monomers from the hemicellulose fraction (xylan, arabinan, galactan, and mannan) of the post-CAE solid fraction as a function of the operating conditions used. The results were used to calculate the proportion of each fraction that was extracted into the CAE liquor. Table 8 shows the proportions such fractions but relative to the percent content of each polymer in the starting material.
Not all chemical characterization results shown in Tables 7 and 8 were modelled. In fact, some components were present in too small amounts in both the raw material and the post-CAE solid phase for any useful conclusions to be drawn. Rather, we used multiple regression on the major dependent variables suggested by the experimental design in addition to total hemicellulose in order to consider two minor saccharides (mannan and galactan). On the other hand, the liquid fraction was modelled for extracted lignin, extracted glucan, and total extracted hemicellulose (viz., the combination of all monomers listed in Table 8 except glucan). The models used, and their statistical figures of merit, are shown in Table 9. As can be seen, the differences between experimental and calculated values never exceeded 10% and correlation coefficients (R2) were all higher than 0.95.
The values of the dependent variables of Table 9 were used to construct response surfaces in order to facilitate comparisons and identification of the optimum CAE conditions. The z-axis represents each of the most influential variables at two different response levels (+ 1 and –1).
CAE allowed hemicelluloses to be relatively selectively extracted in the form of highly pure polymers [90]. In fact, only 6.6–20.1% of all glucan present in the raw material—which accounted for an average 11.3% in it—was removed (i.e., 2.8–84% of all starting material). By contrast, 25.4–56.0% of the whole hemicellulose fraction (viz., 7.0–15.3% of raw material) was extracted. CAE additionally resulted in substantial delignification. Thus, 16.3–46.4% of the initial amount of Klason lignin (3.2–9.0% of all raw material) was extracted into the CAE liquor.
The post-CAE liquor contained various monomers, xylo-oligomers, minerals, proteins, degradation products (furfural and 5-hydroxymethylfurfural), gluco-oligomers, arabanoligomers, extractables, dissolved lignin, and non-volatile solids [83]. Overall, hemicelluloses were the most efficiently extracted lignocellulosic fraction (especially xylan). Galactan and mannan monomers supplied only small amounts of monosaccharides to the post-CAE liquor owing to their low proportion in the raw material (less than 1% and 0.5%, respectively). Also, araban was less markedly extracted into the CAE liquor than was xylan. As expected, extraction peaked under the most drastic operating conditions.
Figure 2 C illustrates the dependence of hemicellulose extraction into the CAE liquor on the operating conditions. As can be seen, the highest proportion of hemicellulose in the liquor (57.1%) was obtained by using a medium alkali concentration (100 g NaOH L–1, normalized value = 0), a high temperature (40 °C, + 1), and a long treatment time (90 min, + 1). In any case, the first variable was scarcely influential. Other authors previously reported similar hemicellulose extraction values. Thus, Sun et al. [91] dissolved 89.3% of all hemicelluloses in poplar wood by using a similar alkali concentration (8.5% vs 10% here) but a much longer treatment time (16 h). Cheng et al. [65] obtained high xylan extraction yields (> 90%) from corn stover by using an NaOH concentration of 10%, a temperature of 75 °C and a time of 2 h. Under optimum conditions (viz., an alkaline mass fraction of 9.5%, 78 °C, and 252 min), Shao [92] obtained a hemicellulose extraction yield of 52.8% from poplar wood
In this work, we chose to restrict hemicellulose extraction in order to avoid cellulose depolymerization and extensive delignification—which would have diminished the high heating value (HHV) of the post-CAE solid phase. In fact, biomass for thermal energy production by burning should contain high proportions of lignin and cellulose, and possess a high C/N ratio, and high heating value but low moisture, ash, and nitrogen contents [57]. Thus, although the glucan fraction supplied monosaccharides to the CAE liquor, cellulose should ideally remain in the solid phase as a polymer in order to preserve its heating value—and so should lignin, which possesses a high thermal potential. Specifically, cellulose, hemicellulose, and lignin have an HHV of 17.36, 17.54, and 25.8 MJ kg–1, respectively (i.e., cellulose and hemicellulose have a similar HHV which, however, is 48% lower than that of lignin) [93]. Using the operating conditions needed to maximize HHV in the post-CAE solid phase resulted in a hemicellulose extraction yield of 30.1%, which was lower than that obtained under the most drastic conditions (55.1%) but allowed relatively selective extraction of hemicelluloses over glucan and lignin.
As can be seen from Fig. 2 D, minimizing the proportion of cellulose dissolved in the post-CAE liquor would require using high alkali concentrations, medium temperatures, and short treatment times.
It is necessary to take into account the synergy of the operating variables on the extraction of glucan. In our case, time and temperature are much more influential than the alkali concentration (see Eq. 2 in Table 9 or Fig. 2 D). As the NaOH concentration is scarcely influential, so it allowed medium values to be used instead of high levels (i.e., the most suitable conditions for maximizing energy production). The percentages of glucan in solid can also rise if the extraction process is more selective towards the other fractions. As predicted by Eq. 2 in Table 9, such conditions would lead to a proportion of 38.7% of cellulose (glucan) in the post-CAE solid phase (i.e., 93% of all cellulose present in the starting material would remain in that phase). Also, as predicted by Eq. 7 in Table 9, only 7.15% of the initial amount of glucan would be dissolved in the CAE liquor (compared to 30.1% of all hemicellulose). These numbers testify to the ability of CAE to selectively extract hemicelluloses over cellulose.
Restricting delignification in order to allow as much lignin as possible to remain in the solid phase (Fig. 2 E) would require using low temperatures and short treatment times with any alkali concentration. As can be seen, however, normalized temperatures over the range –1 to 0 scarcely influenced the lignin content of the post-CAE solid phase. As predicted by Eq. 6 in Table 9, the conditions needed to maximize HHV would result in 18.0% of all lignin being extracted into the CAE liquor.
Based on the foregoing, increasing the heating value of the post-CAE solid phase while ensuring adequate, selective extraction of hemicelluloses would require using the following, optimum conditions: a medium alkali concentration (100 g NaOH L–1, normalized value = 0), a medium temperature (30 °C, 0), and a short treatment time (30 min, –1). These conditions are milder than those used by García et al., (2013) [63] to obtain a hemicellulose-rich valorizable liquor and a solid fraction suitable for producing cellulose pulp (viz., 100 g NaOH L–1, 40 °C, and 90 min, which allowed them to extract all hemicellulose present in the raw material and 10.3% of lignin). As predicted by Eq. 8 in Table 9, these conditions would allow 55.1% of all hemicellulose and 46.8% of all lignin present in elephant grass to be extracted. Therefore, as suggested by the results of García et al. [63], (2017), the alkaline treatment was more efficient with elephant grass than it was with wheat straw. Also, based on the results of De Carvalho et al. [94], it was comparably efficient for extraction from sugarcane straw. Thus, using 110 g NaOH L–1, 33 °C, and 60 min in combination allowed them to extract 52.5% of all hemicellulose in their raw material compared to 25.7–55.1% from elephant grass here.
4 Conclusions
Elephant grass has been deemed an excellent alternative to woody materials for energy production by direct burning, basically by virtue of its substantial contents in lignin (20.86%) and hemicelluloses (27.4%).
Using the optimal operating conditions for pre-burning cold alkaline extraction (CAE) of Elephant grass (viz., an alkali concentration of 100 g NaOH L–1, a temperature of 30 °C, and a treatment time of 30 min) allowed its high heating value to be raised by 4% (to 19.151 MJ kg–1) while preserving the proportion of elemental C and increasing that of H with respect to the raw material, and deriving the environmental advantage of reducing the sulphur content by 46.9% from the starting material to the post-CAE solid phase.
Cold alkaline extraction of the raw material additionally enabled relatively selective separation of the hemicellulose fraction from the cellulose and lignin fractions. Thus, 30.1% of all hemicellulose was dissolved in the treatment liquor and made valorizable while 93.0% of cellulose and 82.1% of lignin present in the raw material remained in the solid phase.
References
Singh BP, Singh HP, Obeng E (2013) Elephantgrass. In: Singh BP (ed) Biofuel crops: production, physiology and genetics. CABI, Wallingford, pp 271–291
Chen HG, Zhang Y-HHP (2015) New biorefineries and sustainable agriculture: increased food, biofuels, and ecosystem security. Renew Sustain Energy Rev 47:117–132
Yadav P, Priyanka P, Kumar D et al (2019) Bioenergy crops: recent advances and future outlook. pp 315–335
Hulthom T, Robertsen L, Lönnberg B et al (1998) The IDE process. A new concept suitable for softwood, hardwood and nonwood, p 577–588
European Parliament (2006) Report on a strategy for biomass and biofuels (2006/2082 (INI)). https://www.europarl.europa.eu/doceo/document/A-6-2006-0347_EN.html. Accessed 8 Nov 2021
REN21 (2020) Renewables 2020. https://www.ren21.net/gsr-2020/. Accessed 9 Nov 2021
European Parliament (2021) Fact sheets on the European Union. Renewable energy. https://www.europarl.europa.eu/factsheets/en/section/192/industrial-energy-and-research-policies. Accessed 8 Nov 2021
Eurostat (2021) Database. In: Share Renew. energy gross Final energy Consum. https://ec.europa.eu/eurostat/databrowser/view/t2020_31/default/bar?lang=en,. Accessed 9 Nov 2021
European Commission (2020) In focus: Renewable energy in Europe. https://ec.europa.eu/info/news/focus-renewable-energy-europe-2020-mar-18_en. Accessed 9 Nov 2021
Haribabu K, Sivasubramanian V, Deepanraj B, Ong HC (2021) Thematic issue: bioenergy and biorefinery approaches for environmental sustainability. Biomass Convers Biorefin. https://doi.org/10.1007/s13399-021-01989-7
Korndörfer (2011) Biomass and energy yields of bioenergy germplasm grown on sandy soils in Florida. University of Florida
Nazli RI, Tansi V, Öztürk HH, Kusvuran A (2018) Miscanthus, switchgrass, giant reed, and bulbous canary grass as potential bioenergy crops in a semi-arid Mediterranean environment. Ind Crops Prod 125:9–23. https://doi.org/10.1016/j.indcrop.2018.08.090
Cosentino SL, Scordia D, Testa G et al (2018) The importance of perennial grasses as a feedstock for bioenergy and bioproducts. In: Perennial Grasses for Bioenergy and Bioproducts. pp 1–33
Nie S, Zhang C, Zhang Q et al (2018) Enzymatic and cold alkaline pretreatments of sugarcane bagasse pulp to produce cellulose nanofibrils using a mechanical method. Ind Crops Prod 124:435–441. https://doi.org/10.1016/j.indcrop.2018.08.033
Lu Y, Tao P, Zhang N, Nie S (2020) Preparation and thermal stability evaluation of cellulose nanofibrils from bagasse pulp with differing hemicelluloses contents. Carbohydr Polym 245:116463. https://doi.org/10.1016/j.carbpol.2020.116463
Sosa LL, Jozami E, Oakley LJ et al (2019) Using C4 perennial rangeland grasses for bioenergy. Biomass Bioenergy 128:105299. https://doi.org/10.1016/j.biombioe.2019.105299
McKendry P (2002) Energy production from biomass (part 1): Overview of biomass. Bioresour Technol 83:37–46. https://doi.org/10.1016/S0960-8524(01)00118-3
Lewandowski I, Scurlock JMO, Lindvall E, Christou M (2003) The development and current status of perennial rhizomatous grasses as energy crops in the US and Europe. Biomass Bioenergy 25:335–361. https://doi.org/10.1016/S0961-9534(03)00030-8
Samson R, Mani S, Boddey R et al (2005) The potential of C4 perennial grasses for developing a global BIOHEAT Industry. CRC Crit Rev Plant Sci 24:461–495
Dien BS, Jung HJG, Vogel KP et al (2006) Chemical composition and response to dilute-acid pretreatment and enzymatic saccharification of alfalfa, reed canarygrass, and switchgrass. Biomass Bioenergy 30:880–891. https://doi.org/10.1016/j.biombioe.2006.02.004
Pandey VC, Patel D, Jasrotia S, Singh DP (2020) Potential of Napier grass (Pennisetum purpureum Schumach.) for phytoremediation and biofuel production. In: Phytoremediation Potential of Perennial Grasses. Elsevier, pp 283–302
Scordia D, Cosentino S (2019) Perennial energy grasses: resilient crops in a changing European agriculture. Agriculture 9:169. https://doi.org/10.3390/agriculture9080169
Martín Torrealba B, Diaz Dominguez A, Chinea Correa E, Delgado Hdez B (1989) Posibilidad de cultivo y aprovechamiento del"pasto elefante" (“pennisetum purpureum” schum) en Tenerife (Islas Canarias). Pastos 79–86
Marafon AC, Machado JC, Cavalcante de Amorim EL et al (2021) Elephant grass as a feedstoc for bioenergy production. BSS Mag
Nguyen BT, Le LB, Pham LP et al (2021) The effects of biochar on the biomass yield of elephant grass (Pennisetum Purpureum Schumach) and properties of acidic soils. Ind Crops Prod 161:113224. https://doi.org/10.1016/j.indcrop.2020.113224
Negawo AT, Teshome A, Kumar A et al (2017) Opportunities for napier grass (Pennisetum purpureum) improvement using molecular genetics. Agronomy 7:28
Osman NA, Roslan AM, Ibrahim MF, Hassan MA (2020) Potential use of pennisetum purpureum for phytoremediation and bioenergy production: a mini review. Asia-Pac J Mol Biol Biotechnol 28:14–26. https://doi.org/10.35118/apjmbb.2020.028.1.02
Byrt CS, Grof CPL, Furbank RT (2011) C4 Plants as biofuel feedstocks: optimising biomass production and feedstock quality from a lignocellulosic perspective. J Integr Plant Biol 53:120–135
Varnero CS, Urrutia MV, Ibaceta SV (2018) Bioenergy from perennial grasses. In: Advances in Biofuels and Bioenergy. InTech, p
van der Weijde T, Alvim Kamei CL, Torres AF et al (2013) The potential of C4 grasses for cellulosic biofuel production. Front Plant Sci 4:107
Cerdas R, Vallejos E (2010) Productividad del pasto Camerún (Pennisetum purpureum) con varias dosis de nitrógeno y frecuencias de corte en la zona seca de Costa Rica. InterSedes Rev las Sedes Reg XI:180–195
Gomes FJB, Colodette JL, Burnet A et al (2013) Potential of elephant grass for pulp production. BioResources 8:4359–4379. https://doi.org/10.15376/biores.8.3.4359-4379
Basso V, Machado JC, da Silva Lédo FJ et al (2014) Different elephant grass (Pennisetum purpureum) accessions as substrates for enzyme production for the hydrolysis of lignocellulosic materials. Biomass Bioenergy 71:155–161. https://doi.org/10.1016/j.biombioe.2014.10.011
Rengsirikul K, Ishii Y, Kangvansaichol K et al (2013) Biomass yield, chemical composition and potential ethanol yields of 8 cultivars of napiergrass (Pennisetum purpureum Schumach.) harvested 3-monthly in Central Thailand. J Sustain Bioenergy Syst 03:107–112. https://doi.org/10.4236/jsbs.2013.32015
Menegol D, Scholl AL, Dillon AJP, Camassola M (2016) Influence of different chemical pretreatments of elephant grass (Pennisetum purpureum, Schum.) used as a substrate for cellulase and xylanase production in submerged cultivation. Bioprocess Biosyst Eng 39:1455–1464. https://doi.org/10.1007/s00449-016-1623-8
Dien BS, Anderson WF, Cheng MH et al (2020) Field productivities of napier grass for production of sugars and ethanol. ACS Sustain Chem Eng 8:2052–2060. https://doi.org/10.1021/acssuschemeng.9b06637
Antunes FAF, Machado PEM, Rocha TM et al (2021) Column reactors in fluidized bed configuration as intensification system for xylitol and ethanol production from napier grass (Pennisetum Purpureum). Chem Eng Process Process Intensif 164. https://doi.org/10.1016/j.cep.2021.108399
Oluwasina OO, Lajide L (2016) Evaluation of compositional properties of some plant wastes for industrial applications. FUTA J Res Sci 12:180–187
Haldar D, Purkait MK (2020) Thermochemical pretreatment enhanced bioconversion of elephant grass (Pennisetum purpureum): insight on the production of sugars and lignin. Biomass Convers Biorefin. https://doi.org/10.1007/s13399-020-00689-y
Trevisan H, Rezende CA (2020) Pure, stable and highly antioxidant lignin nanoparticles from elephant grass. Ind Crops Prod 145. https://doi.org/10.1016/j.indcrop.2020.112105
Nandal P, Arora A, Virmani S (2021) An appraisal on valorization of lignin: a byproduct from biorefineries and paper industries. Biomass Bioenergy 155:106295. https://doi.org/10.1016/j.biombioe.2021.106295
Alaneme KK, Olusegun SJ, Alo AW (2016) Co rrosion inhibitory properties of elephant grass (Pennisetum purpureum) extract: effect on mild steel corrosion in 1 M HCl solution. Alex Eng J 55:1069–1076. https://doi.org/10.1016/j.aej.2016.03.012
Campos BB, Diniz RHS, da Silveira FA et al (2019) ELEPHANT GRASS (Pennisetum purpureum Schumach) IS A PROMISING FEEDSTOCK FOR ETHANOL PRODUCTION BY THE THERMOTOLERANT YEAST Kluyveromyces marxianus CCT 7735. Brazilian J Chem Eng 36:43–49. https://doi.org/10.1590/0104-6632.20190361s20170263
Rueda JA, de Guerrero-Rodríguez JD, Ramírez-Ordoñes S et al (2020) Morphological composition and fiber partitioning along regrowth in elephant grass CT115 intended for ethanol production. Sci Rep 10. https://doi.org/10.1038/s41598-020-72169-2
Yasuda M, Ishii Y, Ohta K (2014) Napier grass (Pennisetum purpureum Schumach) as raw material for bioethanol production: pretreatment, saccharification, and fermentation. Biotechnol Bioprocess Eng 19:943–950
Rocha-Meneses L, Otor OF, Bonturi N et al (2020) Bioenergy yields from sequential bioethanol and biomethane production: an optimized process flow. Sustain 12:1–19. https://doi.org/10.3390/su12010272
Pardang P, Sonwai A, Pholchan P et al (2020) Potential of lignin-rich grass, pennisetum purpureum × pennisetum typhoideum, as a feedstock for biogas production. J Environ Eng 146:04020074. https://doi.org/10.1061/(ASCE)EE.1943-7870.0001741
Phuttaro C, Reungsang A, Boonsawang P, Chaiprapat S (2019) Integrative effects of sonication and particle size on biomethanation of tropical grass Pennisetum purpureum using superior diverse inocula cultures. Energies 12:4226. https://doi.org/10.3390/en12224226
De Conto D, Silvestre WP, Baldasso C, Godinho M (2016) Performance of rotary kiln reactor for the elephant grass pyrolysis. Bioresour Technol 218:153–160. https://doi.org/10.1016/j.biortech.2016.06.082
Reza MS, Islam SN, Afroze S et al (2020) Evaluation of the bioenergy potential of invasive Pennisetum purpureum through pyrolysis and thermogravimetric analysis. Energy Ecol Environ 5:118–133. https://doi.org/10.1007/s40974-019-00139-0
Cai C, Wang L, Wang G et al (2020) Effects of dry explosion pretreatment on physicochemical and fuel properties of hybrid pennisetum (Pennisetum americanum × P. purpureum). Bioresour Technol 297:122–508. https://doi.org/10.1016/j.biortech.2019.122508
Strezov V, Evans TJ, Hayman C (2008) Thermal conversion of elephant grass (Pennisetum Purpureum Schum) to bio-gas, bio-oil and charcoal. Bioresour Technol 99:8394–8399. https://doi.org/10.1016/j.biortech.2008.02.039
de Morais RF, de Souza BJ, Leite JM et al (2009) Elephant grass genotypes for bioenergy production by direct biomass combustion. Pesqui Agropecuária Bras 44:133–140. https://doi.org/10.1590/s0100-204x2009000200004
Brandon AG, Scheller HV (2020) Engineering of bioenergy crops: dominant genetic approaches to improve polysaccharide properties and composition in biomass. Front Plant Sci 11
Danquah JA, Roberts CO, Appiah M (2018) Elephant grass (Pennisetum purpureum): a potential source of biomass for power generation in Ghana. Curr J Appl Sci Technol 30:1–12. https://doi.org/10.9734/cjast/2018/45224
do Amaral Santos de Carvalho Rocha JR, Machado JC, Carneiro PCS et al (2017) Bioenergetic potential and genetic diversity of elephantgrass via morpho-agronomic and biomass quality traits. Ind Crops Prod 95:485–492. https://doi.org/10.1016/j.indcrop.2016.10.060
do Amaral Santos de Carvalho Rocha JR, Machado JC, Carneiro PCS et al (2017) Elephant grass ecotypes for bioenergy production via direct combustion of biomass. Ind Crops Prod 95:27–32. https://doi.org/10.1016/j.indcrop.2016.10.014
Marafon AC, Amaral AFC, Machado JC et al (2021) Chemical composition and calorific value of elephant grass varieties and other feedstocks intended for direct combustion. Grassl Sci 67:241–249. https://doi.org/10.1111/grs.12311
Brito da Silva V, Daher RF, de Souza YP et al (2020) Assessment of energy production in full-sibling families of elephant grass by mixed models. Renew Energy 146:744–749. https://doi.org/10.1016/j.renene.2019.06.152
Flores RA, Urquiaga S, Alves BJR et al (2012) Yield and quality of elephant grass biomass produced in the cerrados region for bioenergy. Eng Agric 32:831–839. https://doi.org/10.1590/S0100-69162012000500003
Ferreira FM, do Amaral JR, Lopes L et al (2021) Optimal harvest number and genotypic evaluation of total dry biomass, stability, and adaptability of elephant grass clones for bioenergy purposes. Biomass Bioenergy 149
Kumar AK, Sharma S (2017) Recent updates on different methods of pretreatment of lignocellulosic feedstocks: a review. Bioresour Bioprocess 4:7. https://doi.org/10.1186/s40643-017-0137-9
García JC, Díaz MJ, Garcia MT et al (2013) Search for optimum conditions of wheat straw hemicelluloses cold alkaline extraction process. Biochem Eng J 71:127–133. https://doi.org/10.1016/j.bej.2012.12.008
García MT, Alfaro A, Garcia JC et al (2017) Obtainment of hemicellulose derivatives and cellulose pulp from wheat straw following cold alkaline extraction. Cellul Chem Technol 51:465–475
Cheng H, Zhan H, Fu S, Lucia LA (2011) Alkali extraction of hemicellulose from depithed corn stover and effects on soda-AQ pulping. Bioresources 6:196–206. https://doi.org/10.15376/biores.6.1.196-206
Arnoul-Jarriault B, Lachenal D, Chirat C, Heux L (2015) Upgrading softwood bleached kraft pulp to dissolving pulp by cold caustic treatment and acid-hot caustic treatment. Ind Crops Prod 65:565–571. https://doi.org/10.1016/j.indcrop.2014.09.051
Steinbach D, Kruse A, Sauer J (2017) Pretreatment technologies of lignocellulosic biomass in water in view of furfural and 5-hydroxymethylfurfural production- a review. Biomass Convers Biorefinery 7:247–274. https://doi.org/10.1007/s13399-017-0243-0
Peng F, Peng P, Xu F, Sun RC (2012) Fractional purification and bioconversion of hemicelluloses. Biotechnol Adv 30:879–903
Longue Júnior D, Colodette JL, Gomes VJ (2010) Remoção de hemiceluloses da madeira por tratamento de lixiviação alcalina com NaOH. Cerne 16:423–429. https://doi.org/10.1590/S0104-77602010000400001
Hutterer C, Schild G, Potthast A (2016) A precise study on effects that trigger alkaline hemicellulose extraction efficiency. Bioresour Technol 214:460–467. https://doi.org/10.1016/j.biortech.2016.04.114
Park YC, Kim JS (2012) Comparison of various alkaline pretreatment methods of lignocellulosic biomass. Energy 47:31–35. https://doi.org/10.1016/j.energy.2012.08.010
Cardona EM, Rios JA, Peña JD, Rios LA (2013) Pretratamiento Alcalino de Pasto Elefante (Pennisetum sp) y King Grass (Pennisetum hybridum) Cultivados en Colombia para la Producción de Bioetanol. Inf Tecnol 24:69–80. https://doi.org/10.4067/S0718-07642013000500009
Prinsen P (2010) Composición química de diversos materiales lignocelulósicos de interés industrial y análisis estructural de sus ligninas
Hu Z, Sykes R, Davis MF et al (2010) Chemical profiles of switchgrass. Bioresour Technol 101:3253–3257. https://doi.org/10.1016/j.biortech.2009.12.033
Tsalagkas D, Börcsök Z, Pásztory Z et al (2021) Assessment of the papermaking potential of processed Miscanthus × giganteus stalks using alkaline pre-treatment and hydrodynamic cavitation for delignification. Ultrason Sonochem 72:105462. https://doi.org/10.1016/j.ultsonch.2021.105462
Devrije T (2002) Pretreatment of Miscanthus for hydrogen production by Thermotoga elfii. Int J Hydrog Energy 27:1381–1390. https://doi.org/10.1016/S0360-3199(02)00124-6
Matei JC, Soares M, Bonato ACH et al (2020) Enzymatic delignification of sugar cane bagasse and rice husks and its effect in saccharification. Renew Energy 157:987–997. https://doi.org/10.1016/j.renene.2020.05.028
Garrote G (2003) Hydrothermal and pulp processing of Eucalyptus. Bioresour Technol 88:61–68. https://doi.org/10.1016/S0960-8524(02)00256-0
Persson T, Ren JL, Joelsson E, Jönsson A-S (2009) Fractionation of wheat and barley straw to access high-molecular-mass hemicelluloses prior to ethanol production. Bioresour Technol 100:3906–3913. https://doi.org/10.1016/j.biortech.2009.02.063
Finell M (2003) The use of reed canary-grass (Phalaris arundinacea) as a short fibre raw material for the pulp and paper industry. Swedish University of Agricultural Sciences. Umea, Sweden
de Carvalho DM, de Queiroz JH, Colodette JL (2016) Assessment of alkaline pretreatment for the production of bioethanol from eucalyptus, sugarcane bagasse and sugarcane straw. Ind Crops Prod 94:932–941. https://doi.org/10.1016/j.indcrop.2016.09.069
Ai J, Tschirner U (2010) Fiber length and pulping characteristics of switchgrass, alfalfa stems, hybrid poplar and willow biomasses. Bioresour Technol 101:215–221. https://doi.org/10.1016/j.biortech.2009.07.090
Feria MJ, López F, García JC et al (2011) Valorization of Leucaena leucocephala for energy and chemicals from autohydrolysis. Biomass Bioenergy 35:2224–2233. https://doi.org/10.1016/j.biombioe.2011.02.038
Jeetah P, Golaup N, Buddynauth K (2015) Production of cardboard from waste rice husk. J Environ Chem Eng 3:52–59. https://doi.org/10.1016/j.jece.2014.11.013
Gao Y, Guo X, Liu Y et al (2018) A full utilization of rice husk to evaluate phytochemical bioactivities and prepare cellulose nanocrystals. Sci Rep 8. https://doi.org/10.1038/s41598-018-27635-3
Tsai WT, Tsai YL (2016) Thermochemical characterization of napier grass as an energy source and its environmental and economic benefit analysis. Energy Sources B Econ Plan Policy 11:130–136. https://doi.org/10.1080/15567249.2011.590847
Rodriguez B, Romero J (2017) EVALUACIÓN DEL POTENCIAL ENERGÉTICO DEL ZACATE “ KING GRASS ” ( Pennisetum purpureum ). Universidad del Salvador, EN EL SALVADOR
Raveendran K, Ganesh A (1996) Heating value of biomass and biomass pyrolysis products. Fuel 75:1715–1720. https://doi.org/10.1016/S0016-2361(96)00158-5
Martínez S (2009) Evaluación de la biomasa como recurso energético renovable en Cataluña
Glasser WG, Kaar WE, Jain RK, Sealey JE (2000) Isolation options for non-cellulosic heteropolysaccharides (HetPS). Cellulose 7:299–317. https://doi.org/10.1023/A:1009277009836
Sun RC, Fang JM, Tomkinson J et al (2001) Fractional isolation, physico-chemical characterization and homogeneous esterification of hemicelluloses from fast-growing poplar wood. Carbohydr Polym 44:29–39. https://doi.org/10.1016/S0144-8617(00)00196-X
Shao H, Hu Y, Sun H et al (2019) Response surface optimization of alkali extraction and characterization of poplar hemicellulose. Bioresources 14:3844–3859. https://doi.org/10.15376/biores.14.2.3844-3859
Maksimuk Y, Antonava Z, Krouk V et al (2021) Prediction of higher heating value (HHV) based on the structural composition for biomass. Fuel 299:120860. https://doi.org/10.1016/j.fuel.2021.120860
de Carvalho DM, Sevastyanova O, de Queiroz JH, Colodette JL (2016) Cold alkaline extraction as a pretreatment for bioethanol production from eucalyptus, sugarcane bagasse and sugarcane straw. Energy Convers Manag 124:315–324. https://doi.org/10.1016/j.enconman.2016.07.029
Acknowledgements
The authors would like to thank the Laboratorio de Celulosa e Paper of the Federal University of Viçosa, Minas Gerais, Brazil, where part of the work of this paper was developed.
Funding
Open Access funding provided thanks to the CRUE-CSIC agreement with Springer Nature. Funding for open acces charge: Universidad de Huelva/CBUA. This study was funded by the Spanish Ministry of Economy and Competitiveness through the National Programme for Research Aimed at the Challenges of Society (CTQ2017-85251-C2-1and 2-R and PID2020-112875RB-C21), additional co-funding, in an 80:20 proportion, by FEDER (Project Green Asphalt, ref. 802C1800001) and the Andalusian Regional Government (Economy, Knowledge, Enterprises and University Council/IDEA Agency) and by micro-projects of research “Cátedra de la provincia” of the University of Huelva.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design and have collaborated in the different phases of the work. The aspects on which the authors have worked most intensively are highlighted as follows: Juan Carlos García: contribution in the methodology, statistical analysis, and making graphics. Ascensión Alfaro: writing in the first draft, review, and editing; data analysis; and results and graphs. Javier Mauricio Loaiza: contribution in experimental work and methology and writing in the first draft. Susana Lozano-Calvo: contribution in experimental work and methodology and writing in the first draft. Francisco López: conceptualización, funding acquision, project manager, and general supervision.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
According to the journal policy, we confirm that neither the manuscript nor any parts of its content are currently under consideration or published in another journal and its publication is approved by all the authors.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
García, J.C., Alfaro, A., Loaiza, J.M. et al. Cold alkaline extraction of Elephant grass for optimal subsequent extraction of hemicelluloses and energy production. Biomass Conv. Bioref. 14, 8307–8320 (2024). https://doi.org/10.1007/s13399-022-03054-3
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-022-03054-3