
Abstract
Decarbonizing the construction industry is an important step towards achieving the net-zero goals for many countries. New technologies and materials are extensively investigated and proposed to meet sustainability guidelines imposed by governments. This research develops a novel mix of sustainable pozzolanic cementitious composite ordinary Portland cement (OPC) with ground granulated blast-furnace slag (GGBS)) reinforced with date palm fibre (DPF) to evaluate the effect of varying DPF loading contents (1, 2, and 3 wt.%) and lengths (10, 20, 30, and 40 mm) on the mechanical (compressive and flexural strength) and physical properties (water absorption) of the produced composite. The effect of curing conditions and DPF surface modification on the mechanical and physical properties was also explored. The results showed that the utilization of DPF as a reinforcement for GGBS/OPC improves the flexural and compressive strength of the composites, which represents a sustainable alternative to synthetic reinforcements for construction applications. Optimal results were demonstrated at the inclusion of 20-mm alkali-treated DPF at a loading content of 1 wt.% showing an enhancement in strength by 57.12% and 30.97% of flexural and compressive strength, respectively, at 28 days of ageing in a water bath.
Graphical abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Decarbonizing the construction industry is an important step towards achieving the net-zero goals set forth by numerous governments worldwide. The construction industry is responsible for manufacturing large amounts of materials that produces greenhouse gases (GHGs) during their manufacturing stage causing depletion of the ozone layer [1, 2]. Thus, it is crucial for this industry to improve their sustainable image to cope with the global environmental legislations. OPC mortars and their composites are the most produced and utilized construction materials due to their wide availability and low cost [3]. However, conventional concrete and OPC cementitious materials are characterised by quasi-brittle features as they are low in strength when subjected to tension and have poor resistance to crack opening [4,5,6]. Fibre reinforcements are commonly used to overcome those drawbacks as well as to enhance the tensile strength and improving the durability properties, i.e. thermal shock and fatigue resistance [3, 7,8,9,10,11].
Various fibres, natural and synthetic, have been used to restrict the crack growth within concrete and OPC cementitious materials. However, there is an increasing interest in utilizing natural fibres (NF), such as bamboo, jute, flax, coir, and sisal as reinforcement for concrete and OPC mortars. Due to their desirable characteristics including abundancy, low cost, good mechanical properties, non-hazardous, low density, ease of processing, and low environmental impact [12,13,14]. Selecting the most suitable NF depends on regional availability and its developed processing technology. This is to effectively and economically utilise NF to eventually produce low-cost fibre-reinforced composites with enhanced properties [10]. In the Middle East and North Africa (MENA) region, date palm agriculture residues and biomass are widely available, yielding more than 2.8 million tons annually [15, 16]. This waste is either incinerated or deposited into landfills, causing serious environmental pollution as well as destroying important soil microorganisms [15, 17]. Thus, redirecting those agriculture residues from the waste stream to the value stream is a top priority for many countries in the MENA region [18].
However, regardless of the advantageous effect of NF reinforcement on the performance of concrete and OPC mortars, a critical deficiency exists in the transition zone of the fibre-reinforced cementitious mortars and the interfacial bonding within the composite. This is due to the surface chemistry, hydrophilicity of NF, and the negative effect of moisture diffusion between the fibre and the mortar. Because of this weak zone between fibre and the paste in fibre-reinforced mortars and especially in hybrid fibre-reinforced concretes, it is necessary to apply materials that reduce porosity and consolidate this transition zone [4, 19,20,21]. Therefore, NF treatment is required to modify the surface and increase the interfacial bonding to achieve a dense transition zone within the composite. Several DPF surface modifications, physically and chemically, have been reported by many researchers, and the most common and effective treatment is achieved with aqueous sodium hydroxide (NaOH) solution [15, 16].
Also, the high-alkali environment of OPC might damage the NF structure by dissolving the lignin and hemicellulose phases, thus weakening the fibre structure which could be a potential obstacle in promoting natural fibre-reinforced composites (NFRC). To reduce the high-alkali environment of OPC and achieve a better transition zone between the binder and NF, pozzolanic materials could be employed, which can also enhance the mechanical properties of the mortar and reduce porosity in the transition zones. Pozzolanic materials from waste include fly ash (FA), ground granulated blast-furnace slag (GGBS), waste brick clay powder (WBCP), and waste ceramic (WC) which enhance OPC having almost similar chemical composition but lower content of calcium oxide (CaO) [22]. On the other hand, using pozzolanic materials will help improve the sustainability image of cement industry which produces the world’s second most used material after water. OPC production is energy-extensive where significant amount of CO2 is produced. It is estimated that producing 1 ton of OPC emits approximately 0.9 tons of CO2. Thus, substituting OPC partially with GGBS will reduce the negative environmental impact of OPC and the waste of GGBS, hence improving the durability and quality of the composites developed [10]. Furthermore, several researchers have reported many mix designs and properties involving waste cementitious materials that can be considered for developing hybrid composites along with natural fibre reinforcements [15, 23,24,25,26,27,28,29,30,31,32,33].
Previous research on DPF-reinforced cementitious composites did not investigate the effect of the fibre size and loading ratio on both flexural and compressive strength of the final composites. In addition, none of the previous work studied the effect of DPF processing conditions nor the effect of substituting OPC with a pozzolanic material. Furthermore, the reported literature demonstrated that the utilization of DPF reinforcement in cementitious composites failed to enhance the composites mechanical properties. Kriker et al. (2005) reported that the inclusion of 2 and 3 vol.% of DPF as reinforcement to cement decreased the flexural and compressive strength by 2.67% and 6.45%, respectively [34]. Moreover, Tioua et al. (2017) have reported that the utilization of DPF by 0.1 and 0.2 vol.% as reinforcement to cement reduced the compressive strength by 3.15% [35]. Furthermore, Raut and Gomez (2016) investigated several DPF loadings (0.5, 1.0, 1.5 wt.%) where the optimum results showed only 3.23% enhancement in flexural strength yet 17.39% decrease in compressive strength for the same sample [36].
Thus, the purpose of this study is to identify the optimum DPF geometry that can be utilized as a reinforcement and partially substitute OPC with pozzolanic materials that include waste, to achieve good mechanical properties thus accomplishing a significant sustainable approach. Also, this research investigation aims to provide a significant contribution towards valorising the most abundant agricultural biomass waste, DPF, in the MENA region and reducing the amount of OPC used by substituting it with waste material (GGBS) through developing sustainable hybrid composites with enhanced mechanical properties to be used in the construction industry. Various cementitious mixes were designed to investigate the effect of using GGBS for replacing 50 wt.% of OPC and reinforcing the cementitious mortars with DPF with varying lengths (10, 20, 30, and 40 mm) and loading contents of (1, 2, 3 wt.%). An evaluation of the investigated parameters on the mechanical (i.e. the compressive and the flexural strengths) and physical (i.e. water absorption) properties of the developed cementitious mortars are evaluated in this experimental study. Also, the effect of alkali surface treatment of DPF and effect of curing conditions on the mechanical and physical properties of the developed composite are investigated.
2 Materials and methods
2.1 Raw materials
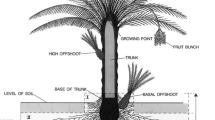
DPF surrounding the date palm tree (DPT) stems which is known as the mesh or sheath were utilized as shown in Fig. 1. For this study, DPF were obtained from Valorizen Research and Innovation Centre in Egypt. DPF were removed from the date palm stems, washed, and cleaned from dust and dirt. The physical and mechanical properties of DPF and the chemical composition of DPF utilised in this study are shown in Tables 1 and 2 respectively. Rugby Premium Portland-Limestone Cement (Class 32,5 R), complying with BS EN 197–1, and sharp sand with 2-mm nominal maximum grain size, used as fine aggregate, were purchased from Crescent Building Supplies, UK. GGBS (type II addition) complying with BS EN 15167–1:2006 Annex ZA [37] was obtained from LKAB, UK. Furthermore, sodium hydroxide with 98% purity and molecular weight (Mw) of 40.00 and acetic acid with purity of 99% and Mw of 60.05 were purchased from Sigma Aldrich LTD Dorset, UK, and were used as received without any purification for chemical treatment of DPF. Super plasticizer was obtained from a local supplier where the properties are shown in Table 3.

DPF leaf sheath after cleaning (left) and DPF cut into different length (right)
Blaine fineness and specific gravity density of both OPC and GGBS used for this research were tested in compliance to BS EN 196–6:2018 [38], and the results are shown in Table 4. GGBS possess lower gravity density and finest particles compared to OPC as shown in Table 4, and they both meet the physical requirements according to BS EN 196–6. Moreover, the chemical compositions of both OPC and GGBS were obtained through energy-dispersive X-ray (EDX) incorporated within a scanning electron microscope (SEM) in terms of oxides as shown in Table 5. This was carried out to ensure that GGBS can be used as a pozzolanic material according to the BS, where the contentment of MgO, CaO, and SiO2 sum up to 85.85% by mass and their ratio by mass, (MgO + CaO)/(SiO2), is 1.56 which satisfy the specified requirements in BS EN 15167. Furthermore, the chemical composition of sand is shown in Table 6.
2.2 Sample preparation
The mix proportion ratio used for the cementitious mortars was 1:1.5 binder:sand by weight which was optimized previously by Ghaffar et al. (2020) [40], with water-to-binder (w/c) ratio being 0.45 based on several optimisation cycles of mix workability. The binders used for making the mortars consisted of OPC and GGBS which were mixed at 50%:50% by weight. The DPF-reinforced cementitious mortars had varying loading content and length of DPF. DPF were added at a loading content of 1, 2, and 3 wt.% of binder. The length of investigated DPF were 10, 20, 30, and 40 mm. Composite samples were prepared with alkali treated and untreated DPF to investigate the effect of treatment on the final mechanical properties.
2.2.1 Chemical treatment of DPFs
DPFs were treated chemically by immersing the fibres in 6% of aqueous solution of NaOH for 3 h then immersed for 5 min in a solution of aqueous acetic acid to neutralize, based on recommendations from the previous studies [15]. Afterwards, DPFs are washed well with water and placed in an oven at 60 °C for 24 h to ensure no moisture is left in the fibres.
2.2.2 Composite fabrication
Mixtures of binder, sand, water and DPFs’ were mixed to prepare the fresh mortar using Kenwood mixer (KVL8300S). Initially, the binder, sand and DPF were dry mixed for 2 min, then water was added and mixed for another 2.5 min to ensure that the mixture was homogenously mixed. Afterwards, the fresh mortar was casted into prismatic 40 × 40 × 160 mm3 polystyrene moulds and left to cure at room temperature. After 24 h, the samples were demoulded, labelled, and either subjected to water curing conditions in water bath at temperature (20 ± 2) °C according to BS EN 12390–2 or air-curing conditions which were kept in a temperature-controlled room at temperature of (20 ± 2) °C, according to BS EN 12390–2 for two ageing durations, 7 and 28 days. All samples were prepared of 350 g OPC, 350 g GGBS, 1050 g sand, and 315 g water. Water to cement ratio (w/c) is 0.45. The experimental design is summarised in the experimental flow chart shown in Fig. 2.

Flow chart of the fabrication process including the experimental design
2.3 Testing methods and conditions
2.3.1 Flexural strength
The flexural strength, 3-point bending test, of the developed samples was conducted according to BS EN 196–1:2016 [18] using a universal testing machine (Instron 5566, with a load cell of 50 kN applying a constant load at a rate of 50 kN/min). The prismatic samples developed under different curing conditions were tested after 7 and 28 days of ageing. Water-cured samples were taken out of the water bath on the testing day and wiped with a towel before testing. The reported results were the average of three prismatic specimens with the error reported as average deviation from the mean.
2.3.2 Compressive strength
The compressive strength of the developed samples was assessed according to BS EN 196–1:2016 [18] using a universal testing machine (Instron 5960, with a load cell of 150 kN applying a constant load at a rate of 144 kN/min). The prismatic samples developed for different curing conditions were tested after 7 and 28 days of ageing. Water-cured samples were taken out of the water bath on the testing day and wiped with a towel before testing. The reported results were the average of three cubic specimens with the error reported as average deviation from the mean.
2.3.3 Water absorption
Water absorption test of the developed samples were determined according to BS EN 772–21:2011 [41]. Samples were dried in an oven at 105 °C for 24 h before immersing them in a water tank. The samples were weighed directly after removing them from the oven and at the interval of 30 min, 1 h, 2 h, 4 h, 8 h, 12 h, 24 h, 48 h, and 72 h. Water absorption (WA) calculation was done using Eq. (1) where WA is the water absorption of the sample tested, Mw is the mass of the sample when saturated, and Md is mass of the sample when dried and removed from the oven before immersion in water bath.
2.3.4 Scanning electron microscopy (SEM)
Scanning electron microscope (SEM), Zeiss Supra 35 VP field emission, was used to examine the effects of DPF treatment on the surface morphology. DPF were placed on a carbon tape, on a sample holder which was coated with a thin layer of gold film using Edwards S 150B sputter coater to provide electrical conductivity. Following coating, samples were observed and operated at 10 kV using the secondary electron mode with images captured digitally.
2.3.5 Optical microscopy
The produced DPFs’ composite samples were examined using laboratory Stereo zoom microscope Optika Italy model SZN-6 with Parfocal achromatic zoom 0.67–4.5 × . Image analyses were carried out on the cross-section of the samples. Microstructure analyses were carried out to ensure the homogeneous mixture between the DPFs and the OPC/GGBS binder and to study the interfacial bonding between DPF and the matrix system.
3 Results and discussion
3.1 Mechanical strength of OPC/GGBS-reinforced DPF composite
3.1.1 Effect of untreated DPF length and loading content on the flexural strength
The flexural test was conducted to assess the effect of untreated DPF length and content on final untreated OPC/GGBS-reinforced DPF composite. Results revealed that the highest flexural strength at 7 and 28 days curing was recorded for 1% DPF loading content. Results also showed that there is a significant increase in the flexural strength at 28 days of curing for all DPF length at DPF loading of 1% and 2%. It can be stated that the effect of DPF length is neglected for DPF loading 2 wt.%. An increase in DPF length, beyond 20 mm, and increase in loading content, more than 2 wt.%, had corresponding reductions in the flexural strength at 7 days of curing, suggesting that the prevalence of fibre agglomeration is effective on mechanical properties after this loading content as shown in Fig. 3. DPF have an inherent tendency to agglomerate within the cementitious matrix courtesy of the formation of hydrogen bonding of hydroxyl groups [19, 20]. These hydrogen bonds consequently lead to a reduction in the dispersion of the fibres within the matrix and, hence, magnify poor matrix-fibre interaction [21,22,23]. The fibre agglomeration is also detrimental as it restricts matrix impregnation and, thus, results in more porosity which is negatively proportional to mechanical properties; thus, lower flexural strength is shown by the longer fibres [24].

Flexural strength of water-cured OPC/GGBS-reinforced untreated DPF
Short DPF, 10 mm, might not provide enough length for optimal stress transfer within the matrix system. Having discussed the apparent justification to state that 20-mm DPF-reinforced samples performed better than their counterpart, it is important to highlight that the optimum results can only be witnessed at the fibre’s critical length. If the fibre’s length falls on the shorter side of the spectrum, 10 mm, the fibres will be unable to carry significant load and will experience failure prior to the fibre fracture load. However, the difference is not significant when compared to 20-mm DPF which may be an attribute that shorter fibre has better dispersion within the matrix and produced better interfacial bonding and less voids when compared to longer fibre, 30 and 40 mm, but also did not meet the critical length to provide the optimum stress transfer phenomena. Furthermore, if the fibre is of enough length and not too short, the tensile stress is zero at the fibre ends and a maximum tensile stress value can be observed at the midpoint of the fibre upon the application of load [25]. This sufficient length is the critical length, and due to the zero-shear stress at the midpoint, there is an apparent variation in shear stresses when comparing the midpoint and the fibre end. This results in a ‘shear effect’ causing a build-up of tensile stress in the fibre allowing it to confidently tolerate the tensile load that is transferred from the matrix to the fibre through the fibre/matrix interface [42]. Consequently, as the aspect ratio decreases below the critical ratio, assuming a constant diameter of DPF with decreasing lengths, the end effects mentioned above become more significant and hence reduce the stiffness and efficiency of the fibres in reinforcing the composite [27]. Alternatively, fibres that fall on the longer side of the spectrum, 30 mm and 40 mm, can also be deemed to be unsatisfactory in terms of producing enhanced mechanical properties due to the agglomeration of the fibres mentioned previously combined with other occurrences, such as fibre curling and fibre bending leading to inefficient and ineffective stress transfer [28, 29].
Furthermore, another crucial influential factor to the flexural strength of the developed composites is that of the extent of DPF loading content, DPF volume fraction, within the composite samples. The critical fibre loading content that provided the best results was accounted to 1% DPF loading. The remaining two DPF loading content, i.e. 2 and 3 wt.%, for the same fibre length (20 mm), demonstrated best corresponding flexural strengths having 21.11% and 9.89% enhancement, respectively, at 28 days of curing. Additionally, this phenomenon can be better understood by considering the effect that the DPF loading content has on the workability of the mortar mixture, which is affected negatively when the loading of the DPF into the mortar mixture increases. The addition of DPF interrupts the mineral skeleton of the cementitious matrix, hence generating voids within the matrix and leading to an increase in the porosity. Thus, porosity and strength have an indirect proportional relationship, a higher level of porosity has lower corresponding strengths; as was experienced also by Alatshan and his colleagues [30]. Also, as discussed previously, the agglomeration of DPF within the matrix, which is a common occurrence with longer fibres, is also reflected to mortars with larger concentration of fibres, if not on a larger scale; i.e. higher fibre contents are more susceptible to agglomeration than longer lengths. Hence, a combination of the two would hypothetically provide a sample with very weak results, a hypothesis which was solidified in this experiment as the samples that were characterised by the longer length at the highest loading concentration, i.e. 40 mm in 3 wt.% loading concentration, displayed the lowest flexural strength, a decrease of 37.80%, when compared to the optimal mix (20 mm at 1 wt.% content) after 28 days of curing.
3.1.2 Effect of untreated DPF length and loading content on the compressive strength
As aforementioned, the utilization of the critical fibre length and loading content of DPF is crucial in ensuring that the produced composites are of desirable properties. Figure 4 shows that the utilisation of 20 mm at 1 wt.% loading content DPF yielded the optimal results, with compressive strengths depicting enhancements of 4.90% when comparing to the unreinforced control samples after 28 days of curing. This is in opposition to the rest of the research outcomes obtained on the compressive strength of DPF composites investigated by other researchers, which showed that DPF utilization decreases the compressive strength when used as a reinforcement in developing cementitious composites [7, 31,32,33,34]. This may be attributed by utilizing different DPF characteristics, length and loading contents, that are not similar to the characteristics utilized in this research investigation.

Compressive strength of water-cured OPC/GGBS-reinforced untreated DPF
This reinforces what insinuates previously that a shorter fibre usage, 20 mm, but no lower than the critical length has better composite strength due to a reduction in fibre agglomerations, which would have occurred with longer fibres, 30 and 40 mm. The agglomerations would result in decreased fibre-matrix bonding, resulting in a reduction in the interfacial bond strength within the overall composite as shown for the longer fibres at a higher loading content, 30 mm at 3 wt.% and 40 mm at 3 wt.% [13, 34,35,36,37]. Furthermore, it can be stated that the optimum granular composition was superior for the 20-mm fibres as opposed to the various other lengths as the 20 mm can better enclose larger granulates leading to reduced porosities and hence higher compressive values [38]. Also, having short DPF, 10 mm, has not provided enough reinforcement, and may not sufficiently reinforce the composite and weaken the internal structure of the composite.
Another vital characteristic of the cementitious samples that significantly impacts the compressive strength is the fibre content where the results are found to be in agreement with several researchers who investigated compressive strength of cementitious matrices reinforced with NF [7, 13, 31, 34, 39]. It can be observed that a negative correlation between the fibre content and compressive strength is established. This is justified by the fact that the optimum result obtained courtesy of this experimental study was characterised by a 1 wt.% fibre loading, depicting a maximum value of 4.90% enhancements in the compressive strength of the mortars when comparing against the unreinforced samples, CTRL. However, greater than 1 wt.% DPF loading exhibited negative impact on the compressive strength of the composites. This can be due to several factors: preliminary cracks in the sample tested as it is a residual sample from the flexural tested sample; the hydrophilic nature of DPF, leading to a weak interfacial bonding with the cement matrix thus reducing the overall strength of the sample.
Moreover, the effect of the fibre content on the workability of the mortar mixture could negatively affect the compressive strength due to the void formation phenomena discussed in Section 3.1.1. Additionally, another vital factor is the agglomeration of fibres within the matrix which is a common occurrence with longer fibres, 30 and 40 mm, is also reflected to mortars with larger concentration of fibres, if not on a larger scale; i.e. higher fibre contents are more susceptible to agglomeration than longer lengths. Hence, a combination of the two would hypothetically provide a sample with very weak results, a hypothesis which was solidified in this experiment as the samples that were characterised by the longer length in the largest tested concentration, i.e. 40 mm in 3 wt.% loading concentration, displayed the lowest compressive strength, a decrease of 23.52%, and 19.77% when compared after 28 days of curing to the optimal mix and the unreinforced mix, CTRL, respectively.
3.1.3 Effect of alkali surface modification on the flexural and compressive strength
The application of surface modification of DPF has been reported by many researchers to increase the interfacial bonding between DPF and the matrix system, producing DPFRCC with improved mechanical properties [15, 23, 40, 41, 43]. This theoretical approach was solidified in this investigation study as the alkali-treated DPF depicted higher mechanical properties when compared to untreated DPF-reinforced samples. Figure 5 demonstrates the effect of surface modification of DPF on the flexural strength of the composite. The flexural strength showed 74.75% and 57.12% improvements opposed to the control samples, CTRL, at 7 and 28 days of ageing in a water bath, respectively, for 20-mm DPF length at 1 wt.% DPF loading content. Alternatively, the best results produced by the untreated DPF samples demonstrated 52.43% and 30.47% improvements as opposed to the control samples at 7 and 28 days of ageing in a water bath, respectively. This shows an increase of 21.41% in strength for using the treated DPF compared to the untreated DPF for 20 mm DPF at 1 wt.% DPF loading content at 28 days, respectively, of curing in a water bath. Moreover, it has been also evaluated that the addition of various DPF had an enhancement on all samples produced. Thus, surface modification increases the interfacial bonding between the DPF and the cement matrix which will reduce the agglomerations occurring within the sample which will enhance the mechanical properties.

Flexural strength of water-cured OPC/GGBS-reinforced treated DPF
Furthermore, Fig. 6 demonstrates the effect of surface modification of DPF on the compressive strength of the composite. Better interfacial bonding was indicated as the results between the untreated and treated showed enhancement in strength. Comparing the optimal mix, 20 mm at 1 wt.% content, to the CTRL mix design, results showed that the untreated DPF enhanced the compressive strength by 4.90% at 28 days of curing. Meanwhile, comparing the same mix design but using treated DPF to the CTRL samples, results showed that the compressive strength increased by 30.97% at 28 days of curing, respectively. Thus, this shows an increase in enhancement of the compressive strength of the mortar for the optimal mix design by 24.86% when compared to the untreated sample. Moreover, the decrease in strength for high loading content, 3 wt.%, and long DPF, 30 and 40 mm, was due to the agglomeration of the fibres as mentioned in Section 3.1.2 and demonstrated in Fig. 14a, high fibre volume showing agglomerations, where the highest decrease in compressive strength was accounted for the composites reinforced with 40 mm treated DPF at 3 wt.% loading content which showed a decrease by 6.90% and 9.20% at 7 and 28 days of curing, respectively, when compared to CTRL.

Compressive strength of water-cured OPC/GGBS-reinforced treated DPF
The enhancement in the mechanical strength, both flexural and compressive, upon the usage of treated DPF is ascribable to the fact that, alkali surface modification leads to the removal of extraneous components, such as inorganic compounds that could potentially have a detrimental effect on the formation of cement-cement and fibre-cement bonds. The alkali treatment also facilitates the removal of fibre constituents such as wax, hemicellulose, pectin, lignin, and fat, hence exposing the cellulose underneath and forming a more porous topography, which will increase the exposed surface area of DPF where the cement paste will impregnate through the DPF for better interfacial bonding (Fig. 7). Furthermore, considering that the stress is transferred from the matrix system to the fibre at the interface, the existence of enough interface bonding is crucial for achieving the maximum stress transfer, thus attaining an ideal reinforcement. Hence, surface modification is an effective precursor that permits enhanced fibre wettability, which forms better interfacial bonding strength and thereby enhancing the mechanical properties of the composites, as was experienced in this research and by previous papers [7, 44, 45].

A Untreated DPF 500X, B 6% NaOH for 3 h treated DPF 1000 ×
Furthermore, appertaining to previous discussions, the promising samples in this experimental study exhibited enhanced characteristics due to a good rate of dispersion achieved chemically, where the -OH groups are replaced by more hydrophobic organic moieties that promote an increase in the affinity between the fibre and the matrix, thus decreasing the amount of hydrogen bonding and in turn an increase in dispersity, while the opposite occurred for the weaker samples. Therefore, as the untreated samples are weaker in comparison to the treated, it can be seen that the former exhibits less ideal rates of dispersions primarily due to the agglomeration resulting from the formation of hydrogen bonding of the hydroxyl groups [46]. To enhance the dispersity of DPF for functionalising, surface modifications are necessary, and hence, the NaOH treatment used in this research proved to be effective.
3.1.4 Effect of curing condition on the flexural and compressive strength
During the primary stages of developing the composites, the cementitious matrix is subjected to hardening process, the hydration process, which corresponds to the strength gain due to the exothermic chemical reactions between the cementitious binder, OPC, and water. Figures 8 and 9 demonstrate the effect of curing conditions of untreated and treated DPF reinforcements on the flexural strength of the composite developed, respectively. The flexural strength of the optimal mix, 20 mm at 1 wt.% content, showed 65.11% enhancement when cured in water bath than in air, and 20.42% for the treated compared to untreated DPF composites, respectively, after 28 days of curing. Figures 9 and 10 demonstrate the effect of curing conditions of untreated and treated DPF reinforcements on the compressive strength of the composite developed, respectively. The compressive strength of the optimal mix showed 155.84% enhancement when cured in water bath compared that in air, and 24.86% for treated compared to untreated DPF composites, respectively, after 28 days of curing.

Flexural strength of different curing conditions for OPC/GGBS-reinforced with untreated DPF

Flexural strength of different curing conditions for OPC/GGBS-reinforced with treated DPF

Compressive strength of different curing conditions for OPC/GGBS-reinforced with untreated DPF
Based on the mechanical results achieved, and as shown in Figs. 8, 9, 10, and 11, there is a great difference between the strengths of the composites developed during the different type of curing conditions. This can be evaluated quantitatively which shows a flexural strength increase of 68.9% from 7.06 to 11.91 MPa when comparing the treated composites with highest flexural strength cured under air conditions and water bath, respectively, after 28 days of curing. Additionally, a remarkable difference was noticed for samples tested to evaluate their compressive strength which showed increase of 162.6% from 17.41 MPa to 45.71 MPa when comparing the treated with highest compressive strength cured under air conditions and water bath, respectively, after 28 days of curing.

Compressive strength of different curing conditions for OPC/GGBS-reinforced with treated DPF
The remarkable difference between the effect of curing conditions on the treated and untreated DPF composites starts with discussing the interfacial bonding between the DPF and the OPC binder. During air curing condition and using untreated DPF, there may be a weak interfacial bonding between the DPF and the matrix, and insufficient water for the hydration of the binder as the DPF may absorb water due to its hydrophilic nature during the mixing preparation, hence lowering the amount of water available to enhance the hydration process of OPC. Moreover, understanding the theoretical phenomena of hydration and its process when investigating the cementitious binder can be discussed on a microscopic level where the capillary porosity of cementitious composites that is defined as the existence of capillary pores varying from 2.5 to 50 nm in an adequately hardened cement paste (HCP) [42]. The hydration process begins an exothermic reaction once the capillary pores in the sample are filled with water. Due to the heat produced by the hydration process, the sample temperature increases which consequently lead the water from the capillary pores to evaporate, initiating dryness. The occurrence of dryness in the absence of enough water for further hydration of the cement will develop a dehydrated gel, which forms an interruptive barrier from transforming into calcium silicate minerals such as C3S which contributes to the early strength gain in the samples [47]. Moreover, another issue caused by the evaporation of water from the capillary pores is the loss of volume which is originally present in the cement paste which creates voids, thus establishing the direct proportionally between the void generation and the rate of evaporation [48]. This in turn signifies higher levels of porosity which have corresponding strength reductions experienced by the specimens. As evaporation is experienced more by air-cured samples as opposed to the water cured, the latter is less porous and hence allows for enhanced mechanical properties. Thus, it can be deduced that it is crucial to limit the rate of water loss from a cementitious mixture. This is accomplished by curing methods where the fundamental purpose is to sustain saturation in the mortar by keeping it either fully saturated, i.e. moist, or saturated and surface-dry (SSD); until the capillary pores in the cement paste are filled by the hydration reaction products [42]. This is essential as the occupation of the spaces results in a lower capillary porosity and a relating strength increase. The water curing method performs the above objectives of preventing the water evaporation whilst maintaining appropriate relative humidity in a more efficient and effective manner as opposed to air curing. The reason behind the domineering stance of water curing over air curing is courtesy of the increased availability of water experienced by the specimens in the water bath which in turn provokes a higher rate water ingress into the cement cores that is required for hydration to occur, a stark contrast to the samples left out in the chamber. Moreover, the fact that despite the higher rates of water loss in the DPF-reinforced mortars, the water-cured samples still depicted increases in the mechanical properties when compared to the CTRL, is an occurrence that can be attributed to a possibility that the water absorbed by the fibres is available and utilised later for further cement hydration [49].
3.2 Physical properties of OPC/GGBS-reinforced DPF composite
The hydrous characteristics of DPFRCC is of utmost importance when considering the durability and water resistance properties of the composite. This was experimentally investigated to the conditions mentioned in Section 2.3.3. However, due to the large set of data, the water absorption % will be demonstrated for the results of 48 h, at maximum water absorption occurred, and no change in water uptake was noticed. The parameters investigated in this experimental study, i.e. DPF loading content, DPF length, DPF alkali treatment, and curing conditions, which will be discussed in accordance to their water resistance properties. Hence, several sets of data were acquired which facilitated in evaluating the performance of the samples with respect to water absorption. The graphical representation of the data can be referred to Figs. 12 and 13. Based on the results, it is noticed that the addition of DPF as a reinforcement increases the water absorption of the composites significantly, with a maximum increase of 17.31% accounted for untreated air-cured design mix (40 mm at 3 wt.% content) when compared to CTRL samples. This finding can be related to the extreme hygroscopic character of DPF which greatly affects the water absorption characteristics of cementitious composites. Several researchers have reported their investigation of the effect DPF on the water absorption of their reinforced composites. However, different approaches and materials were used. Chikhi et al. (2013) observed that DPF water absorption capacity directly influences the water absorption rate [50]. Benmansour and his colleagues reported that water absorption levels for individual date palm fibres can reach up to 241% and that DPF depicts large capacities of water absorption with sorption levels as high as three times the dry weight [51]. This can be attributed to the porous structure of DPF resulting in a hydrophilic material. These high levels of hygroscopicity can be deemed as a hindrance to the effective development of cementitious composites in industry since it consequently leads to shrinkage and swelling phenomena, making it susceptible to damage. The fibres containing – OH groups are able to combine easily with water, resulting in swelling, plasticising, and degradation [52]. As a result, it needs to be contained as much as possible by manipulating several factors that are discussed further in this research work.
3.2.1 Effect of untreated DPF length and loading content on water absorption of composite
The effect of DPF physical characteristic, length, and the loading content added to the mortar mix are discussed in this section. The water absorption of DPFRCC carried significantly in regards to DPF length. The demonstration of the results are done based on the worst and best samples of each length (in terms of their mechanical strengths) are plotted to understand the differences in the water absorption values more holistically.
Deducing from Fig. 12, which represents the water absorption of untreated DPF composites cured in a water tank, it can certainly be concluded that at both 7 and 28 days of ageing, the optimal short-fibre composite, 10 mm at 1 wt.% content, depicted a lower rate of water absorption 9.84% and 7.03% at 7 and 28 days of curing. This shows a reduction of 3.76% and 3.69% when comparing against the strongest composite, 20 mm at 1 wt.% content, and increase of 28.63% and 56.22% in water absorption when compared to the CTRL composites for the same curing durations at 7 and 28 days, respectively. In addition to this, the weakest short-fibre samples portrayed reductions of 17.17% and 17.20% when comparing against the highest water absorption composites, 40 mm at 3 wt.% content samples at 7 and 28 days, respectively. The underlying reason behind this can be understood by referring to the idea of fibre dispersion and subsequent void generation. As discussed previously in Section 3.1.1, the incorporation of longer fibres led to poor fibre dispersion which resulted in the forming larger number of voids as opposed to the shorter fibres. These voids represent potential sites for water accumulation which consequently leads to more availability of water in the composite and hence, a larger rate of water absorption. As these voids are more omnipresent in the composites with longer fibres, the reason behind the higher absorption rates exhibited by the identified composites can be justified, i.e. with the phenomenon of high fibre hydrophilicity. Furthermore, the variation in the fibre/ matrix adhesion in the ITZ, a factor that is worse with longer fibres as discussed in Section 3.1.3. The microstructure of the cement paste in the ITZ is different to that of the remainder of the cement paste. The underlying reason behind this is that during the mixing stage, cement particles experience the inability to be packed near the larger agglomerated ‘fibre clusters’. This means that the amount of cement present for the purposes of filling the voids is lower. Consequently, this leads to a larger porosity in the cement paste in the ITZ as opposed to the cement paste that exists further away from the ITZ. As a higher rate of porosity dictates higher water contents in the composite, the rate of water absorption is also higher.

Water absorption of water cured OPC/GGBS reinforced with untreated DPF
3.2.2 Effect of DPF surface modification on water absorption of composite
The primary purpose of surface treatment of DPF is to reduce the hydrophilic character of the fibres and provide a better surface topography by removing surface impurities to enhance the interfacial bonding between the fibre and the cementitious binder. This section will discuss the water-cured samples as they opposed better mechanical properties. Moreover, the hydrophilicity nature of DPF disturbs the rheological behaviour of the mortar in the fresh state which influences the mechanical and physical properties in the hardened state. Several investigations have evaluated that surface-modified fibre have exhibited lower water absorption in mortars as opposed by untreated which enables more water absorbed by the cement paste/binder to enhance the hydration process [53,54,55,56]. This ideology was also presented and experienced in this experimental study as shown in Fig. 13. Comparing the most water absorbed untreated and treated composites, 40 mm at 3 wt.% content, at 7 and 28 days shows 20.73% and 31.63% decrease in water absorption, respectively. This can be described as the high hydrophilicity nature of untreated DPF which has a direct positive correlation with water absorption have been reduced with surface modification which decreased its hydrophilicity leading to enhanced water resistance properties. Also, surface modification of DPF produces a protective layer on the interfacial zone which obstruct the penetration of water molecules into the cell walls of DPF preventing thickness swelling of the DPF [57]. Moreover, referring to the main drawback of utilizing DPF and other NF in industrial applications due to their weak interfacial bonding leading to low resistance to moisture, hence affecting the durability of the composite on the long term. Thus, these drawbacks and concerns are avoided by reducing the moisture absorption of the composite which is promoted by a successful surface modification of the fibre.

Water absorption of water-cured OPC/GGBS-reinforced with untreated and treated DPF
3.3 Microstructure analysis
Figure 14 presents the optical microscopy images of a cross-sectional view of OPC/GGBS-reinforced DPF composite. Samples (20 mm at 3 wt.% content, 40 mm at 2 wt.% content, and 40 mm at 3 wt.%) were randomly allocated for the optical analysis. Figure 14a shows that at DPF loading content of 3 wt.% indicated the fibre agglomerations and breakage and voids are present which may due to DPF pull-out. Figure 14b shows treated OPC/GGBS-reinforced DPF mortars have enhanced fibre distribution and no visual voids due to better interfacial bonding between the fibre and binder, thus providing enhanced mechanical and physical properties. However, few DPF agglomerations can be noticed in the microstructure. Figure 14c shows that at high fibre loading content and long fibre inclusions, the non-homogenous dispersion of fibres and agglomerations has occurred within the composite which leads to a decrease in the properties.

OPC/GGBS-reinforced DPF composite microstructure
4 Conclusions
Date palm biomass often suffer from a lack of recognition of their value and hence regarded as agriculture waste. However, valorising DPF in reinforcing cementitious mortars could produce a low-cost sustainable construction and building material from an underutilized resource. The results of the study show that:
-
The addition of treated DPF with 20-mm length and 1 wt.% content resulted in up to 75% increase in flexural strength after 7 days of curing in water bath. Similarly, the compressive strength was enhanced by 31% using the same mix design after 28 days of curing ion water bath.
-
The alkaline surface treatment of DPF enhanced the interfacial bonding between the DPF and the binder matrix system. Hence, the fibres must undergo treatment prior to the mixing stages to achieve enhanced properties.
-
Effect of curing conditions has a major impact on the hydration of the binder to produce a HCP with enhanced strength.
-
Treated DPFRCC had lower water absorption rates in comparison to untreated DPFRCC for both water and air curing conditions.
-
The increase in DPF wt.% resulted in higher rate of water absorption; moreover, air-cured samples had significantly higher absorption than water-cured samples. Moisture absorption of air-cured samples may reach up to 17% for untreated DPFRCC after 28 days.
References
Pacheco-Torgal F, Jalali S (2011) Cementitious building materials reinforced with vegetable fibres: a review. Constr Build Mater 25:575–581. https://doi.org/10.1016/j.conbuildmat.2010.07.024
Ivaskova M, Kotes P, Brodnan M (2015) Air pollution as an important factor in construction materials deterioration in Slovak Republic. Procedia Engineering 108:131–138. https://doi.org/10.1016/j.proeng.2015.06.128
Afroughsabet V, Ozbakkaloglu T (2015) Mechanical and durability properties of high-strength concrete containing steel and polypropylene fibers. Constr Build Mater 94:73–82. https://doi.org/10.1016/j.conbuildmat.2015.06.051
Rashiddadash P, Ramezanianpour AA, Mahdikhani M (2014) Experimental investigation on flexural toughness of hybrid fiber reinforced concrete (HFRC) containing metakaolin and pumice. Constr Build Mater 51:313–320. https://doi.org/10.1016/j.conbuildmat.2013.10.087
Kayali O, Haque MN, Zhu B (2003) Some characteristics of high strength fiber reinforced lightweight aggregate concrete. Cement Concr Compos 25:207–213. https://doi.org/10.1016/S0958-9465(02)00016-1
Ozerkan NG, Ahsan B, Mansour S, Iyengar SR (2013) Mechanical performance and durability of treated palm fiber reinforced mortars. Int J Sustain Built Environ 2:131–142. https://doi.org/10.1016/j.ijsbe.2014.04.002
Kuder KG, Shah SP (2010) Processing of high-performance fiber-reinforced cement-based composites. Constr Build Mater 24:181–186. https://doi.org/10.1016/j.conbuildmat.2007.06.018
Lau A, Anson M (2006) Effect of high temperatures on high performance steel fibre reinforced concrete. Cem Concr Res 36:1698–1707. https://doi.org/10.1016/j.cemconres.2006.03.024
Merta I, Tschegg EK (2013) Fracture energy of natural fibre reinforced concrete. Constr Build Mater 40:991–997. https://doi.org/10.1016/j.conbuildmat.2012.11.060
Zhou X, Ghaffar SH, Dong W et al (2013) Fracture and impact properties of short discrete jute fibre-reinforced cementitious composites. Mater Des 49:35–47. https://doi.org/10.1016/j.matdes.2013.01.029
Ogunbode EB, Nyakuma BB, Jimoh RA et al (2021) Mechanical and microstructure properties of cassava peel ash–based kenaf bio-fibrous concrete composites. Biomass Convers Biorefinery. https://doi.org/10.1007/s13399-021-01588-6
Benaimeche O, Carpinteri A, Mellas M et al (2018) The influence of date palm mesh fibre reinforcement on flexural and fracture behaviour of a cement-based mortar. Compos B Eng 152:292–299. https://doi.org/10.1016/j.compositesb.2018.07.017
Roma LC, Martello LS, Savastano H (2008) Evaluation of mechanical, physical and thermal performance of cement-based tiles reinforced with vegetable fibers. Constr Build Mater 22:668–674. https://doi.org/10.1016/j.conbuildmat.2006.10.001
Ardanuy M, Claramunt J, Toledo Filho RD (2015) Cellulosic fiber reinforced cement-based composites: a review of recent research. Constr Build Mater 79:115–128. https://doi.org/10.1016/j.conbuildmat.2015.01.035
Awad S, Zhou Y, Katsou E et al (2020) A critical review on date palm tree (Phoenix dactylifera L.) fibres and their uses in bio-composites. Springer, Netherlands
Elseify LA, Midani M, Shihata LA, El-Mously H (2019) Review on cellulosic fibers extracted from date palms (Phoenix Dactylifera L.) and their applications. Cellulose 26:2209–2232. https://doi.org/10.1007/s10570-019-02259-6
Alawar A, Hamed AM, Al-Kaabi K (2009) Characterization of treated date palm tree fiber as composite reinforcement. Compos B Eng 40:601–606. https://doi.org/10.1016/j.compositesb.2009.04.018
Alyousef R, Alabduljabbar H, Mohammadhosseini H et al (2020) Utilization of sheep wool as potential fibrous materials in the production of concrete composites. J Build Eng 30:101216. https://doi.org/10.1016/j.jobe.2020.101216
Winslow D, Liu D (1990) The pore structure of paste in concrete. Cem Concr Res 20:227–235. https://doi.org/10.1016/0008-8846(90)90075-9
Ramezanianpour AA, Mahdikhani M, Ahmadibeni Gh (2009) The effect of rice husk ash on mechanical properties and durability of sustainable concretes. Int J Civil Eng 7:151–158
De Gutiérrez RM, Díaz LN, Delvasto S (2005) Effect of pozzolans on the performance of fiber-reinforced mortars. Cement Concr Compos 27:593–598. https://doi.org/10.1016/j.cemconcomp.2004.09.010
Malhotra, VM (1996) Fly ash, Slag, silica fume, and natural Pozzolans. Des Control Concr Mix 57–72
Hughes DC (1985) Sulphate resistance of OPC, OPC/fly ash and SRPC pastes: pore structure and permeability. Cem Concr Res 15:1003–1012. https://doi.org/10.1016/0008-8846(85)90091-2
Nath P, Sarker PK (2015) Use of OPC to improve setting and early strength properties of low calcium fly ash geopolymer concrete cured at room temperature. Cement Concr Compos 55:205–214. https://doi.org/10.1016/j.cemconcomp.2014.08.008
Palomo A, Fernández-Jiménez A, Kovalchuk G et al (2007) Opc-fly ash cementitious systems: Study of gel binders produced during alkaline hydration. J Mater Sci 42:2958–2966. https://doi.org/10.1007/s10853-006-0585-7
Siddique R (2004) Performance characteristics of high-volume Class F fly ash concrete. Cem Concr Res 34:487–493. https://doi.org/10.1016/j.cemconres.2003.09.002
Luo R, Cai Y, Wang C, Huang X (2003) Study of chloride binding and diffusion in GGBS concrete. Cem Concr Res 33:1–7. https://doi.org/10.1016/S0008-8846(02)00712-3
Al-Otaibi S (2008) Durability of concrete incorporating GGBS activated by water-glass. Constr Build Mater 22:2059–2067. https://doi.org/10.1016/j.conbuildmat.2007.07.023
Arya C, Xu Y (1995) Effect of cement type on chloride binding and corrosion of steel in concrete. Cem Concr Res 25:893–902. https://doi.org/10.1016/0008-8846(95)00080-V
Lavat AE, Trezza MA, Poggi M (2009) Characterization of ceramic roof tile wastes as pozzolanic admixture. Waste Manage 29:1666–1674. https://doi.org/10.1016/j.wasman.2008.10.019
Raval AD, Patel IN, Pitroda PJ (2015) Ceramic waste : effective replacement of cement for establishing sustainable concrete ceramic waste : Effective Replacement Of Cement For. 4:75–80
Anwar A, Ahmad S, Mohammed S et al (2015) replacement of cement by marble dust and ceramic waste in concrete for sustainable development. Int J Innov Sci Eng Technol 2:496–503
Swathi V, Asadi SS (2022) An experimental investigation on mechanical, durability and microstructural properties of high-volume fly ash based concrete. J Build Pathol Rehabil 7:36. https://doi.org/10.1007/s41024-022-00172-3
Kriker A, Debicki G, Bali A et al (2005) Mechanical properties of date palm fibres and concrete reinforced with date palm fibres in hot-dry climate. In: Cement and Concrete Composites. pp 554–564
Tioua T, Kriker A, Barluenga G, Palomar I (2017) Influence of date palm fiber and shrinkage reducing admixture on self-compacting concrete performance at early age in hot-dry environment. Constr Build Mater 154:721–733. https://doi.org/10.1016/j.conbuildmat.2017.07.229
Raut AN, Gomez CP (2016) Thermal and mechanical performance of oil palm fiber reinforced mortar utilizing palm oil fly ash as a complementary binder. Constr Build Mater 126:476–483. https://doi.org/10.1016/j.conbuildmat.2016.09.034
IS16714:2018 (2018) Ground granulated blast furnace slag for use in cement, mortar and concrete – specifications. Bureau of Indian Standards 3:
Standard B (2018) BS EN 196–6: 2018 BSI Standards Publication Methods of testing cement: Determination of finess. British Standards
Awad S, Hamouda T, Midani M et al (2021) Date palm fibre geometry and its effect on the physical and mechanical properties of recycled polyvinyl chloride composite. Ind Crops Prod 174:114172. https://doi.org/10.1016/j.indcrop.2021.114172
Ghaffar SH, Al-Kheetan M, Ewens P et al (2020) Investigation of the interfacial bonding between flax/wool twine and various cementitious matrices in mortar composites. Constr Build Mater 239:117833. https://doi.org/10.1016/j.conbuildmat.2019.117833
BS:EN:772–21:2011 (2011) BSI Standards publication methods of test for masonry units Part 21 : Determination of water absorption of clay and calcium silicate masonry units by. BSI Standards Publication
Pickering KL, Efendy MGA, Le TM (2016) A review of recent developments in natural fibre composites and their mechanical performance. Compos A Appl Sci Manuf 83:98–112. https://doi.org/10.1016/j.compositesa.2015.08.038
Bs En 196-1 (2016) Publication methods of testing cement part 1: determination of Strength. Bs En 196. https://doi.org/10.1590/S1413-294X2011000200001
Lau K-t, Hung P-y, Zhu MH, Hui D (2018) Properties of natural fibre composites for structural engineering applications. Compos B Eng 136:222–233. https://doi.org/10.1016/j.compositesb.2017.10.038
Mondal S (2017) Preparation, properties and applications of nanocellulosic materials. Carbohyd Polym 163:301–316. https://doi.org/10.1016/j.carbpol.2016.12.050
Kovalenko A (2014) Predictive multiscale modeling of nanocellulose based materials and systems. IOP Conf Ser: Mater Sci Eng 64:012040. https://doi.org/10.1088/1757-899X/64/1/012040
Heidi P, Bo M, Roberts J, Kalle N (2011) The influence of biocomposite processing and composition on natural fiber length, dispersion and orientation. J Mater Sci Eng 1:190
Mileiko ST (1997) Chapter III Deformation and failure of composites. Compos Mater Ser 12:77–145. https://doi.org/10.1016/S0927-0108(97)80021-5
Petersen RC, Lemons JE, McCracken MS (2006) Stress-transfer micromechanics for fiber length with a photocure vinyl ester composite. Polym Compos 27:153–169. https://doi.org/10.1002/pc.20198
Chikhi M, Agoudjil B, Boudenne A, Gherabli A (2013) Experimental investigation of new biocomposite with low cost for thermal insulation. Energy Build 66:267–273. https://doi.org/10.1016/j.enbuild.2013.07.019
Benmansour N, Agoudjil B, Gherabli A et al (2014) Thermal and mechanical performance of natural mortar reinforced with date palm fibers for use as insulating materials in building. Energy Build 81:98–104. https://doi.org/10.1016/j.enbuild.2014.05.032
Zhu J, Zhu H, Abhyankar H, Njuguna J (2013) Effect of fibre treatments on water absorption and tensile properties of flax / tannin composites. In: Proceedings of the ICMR
Ramadevi P, Sampathkumar D, Srinivasa CV, Bennehalli B (2012) Effect of alkali treatment on water absorption of single cellulosic abaca fiber. BioResources 7:3515–3524. https://doi.org/10.15376/biores.7.3.3515-3524
Bismarck A, Aranbefwi-Askargorta I, Springer J et al (2002) Cellulose Fibers; Surface Properties and the the Water Uptake Behavior. Polym Compos 23:872–894
Page J, Khadraoui F, Gomina M, Boutouil M (2019) Influence of different surface treatments on the water absorption capacity of flax fibres: rheology of fresh reinforced-mortars and mechanical properties in the hardened state. Constr Build Mater 199:424–434. https://doi.org/10.1016/j.conbuildmat.2018.12.042
Poletanovic B, Dragas J, Ignjatovic I et al (2020) Physical and mechanical properties of hemp fibre reinforced alkali-activated fly ash and fly ash/slag mortars. Constr Build Mater 259:119677. https://doi.org/10.1016/j.conbuildmat.2020.119677
Rozman HD, Saad MJ, Mohd Ishak ZA (2002) Modification of oil palm empty fruit bunches with maleic anhydride: The effect on the tensile and dimensional stability properties of empty fruit bunch/polypropylene composites. J Appl Polym Sci 87:827–835. https://doi.org/10.1002/app.11482
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Conceptualization, methodology, and writing original draft were performed by Said Awad. Methodology and writing original draft were done by Seyed Hamidreza Ghaffar. Methodology and data visualization were done by Tamer Hamouda. Data visualization and data interpretation were done by Mohamad Midani. Conceptualization and supervision were done by Evina Katsou. Conceptualization, supervision, and writing (reviewing and editing) were done by Mizi Fan.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Statement of novelty
To our knowledge, this is the first experimental investigation that evaluates DPF loading content, length, and characteristics on the mechanical and physical properties of developing sustainable cementitious composites from waste materials by substituting 50 wt.% of OPC with GGBS. Several parameters are investigated to develop a theory of correlations and highlight the unexplored principles between DPF length and loading content. The outcome results of this research indicate that the developed technologies could be industrialised for utilization of agricultural biomass waste, which complies with the waste management scheme for non-structural applications within various industries. Also, previous research attempts to use DPF in cementitious composites failed to provide any remarkable enhancements, and to the best of the authors’ knowledge, this is the first successful attempt to result in significant performance enhancement.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Awad, S., Ghaffar, S.H., Hamouda, T. et al. Critical evaluation of date palm sheath fibre characteristics as a reinforcement for developing sustainable cementitious composites from waste materials. Biomass Conv. Bioref. 14, 6887–6902 (2024). https://doi.org/10.1007/s13399-022-02759-9
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-022-02759-9