
Abstract
Wood combustion is a major part of the current efforts to reduce CO2 emissions. However, wood combustion leads to emissions of other pollutants like fine particulate matter. A new option to reduce particulate matter emissions is a metal mesh filter with counter current flushing. An automatic prototype was tested under realistic conditions including starts and stops of the boiler. For regeneration, the filter was flushed using water in opposite flow direction. The water was recycled multiple times to limit water consumption. The results are very promising. Regeneration was successful and no signs of decay could be observed over 419.5 h of operation and 234 regenerations. The filter can be operated during all phases of boiler operation, which is a major step forward compared to alternative secondary measures. Separation efficiency was high with 80–86%, even though the filter showed internal leakage, which reduced the separation efficiency. Additionally, waste products were examined. About 1000 l wastewater can be expected to be produced every month, which could be disposed using the communal waste water system, given the low heavy metal loading. A part of the fine particulate matter is unsoluble and has to be removed from the regeneration water before reuse. The unsoluble fraction contains the majority of heavy metals and has to be disposed as fly ash or used for urban mining. Generally spoken, the metal mesh filter is a new, promising option which can overcome limitations of current secondary measures without increasing costs given its simple and robust construction.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The climate change is one of the major challenges of the current time. It is important to limit the release of fossil CO2 to an absolute minimum. For heating, wood combustion is an obvious and relatively easy to implement solution. Thus, it is a major part of the energy strategy of the European Union [1]. However, during combustion, certain pollutants are generated and can be emitted in comparably high concentrations [2].
One pollutant of special concern is particulate matter and here especially particulate matter with a diameter below 2.5 μm. It is known to be cancerogenic and cause cardiovascular diseases [3,4,5,6]. Therefore, the emissions must be limited.
The possibilities to further reduce particulate matter emissions are limited. One former major source, hydrocarbons from incomplete combustion, is mostly eliminated in modern boilers. Instead, the particulate matter mostly consists of the so-called aerosol-forming compounds [7,8,9,10,11].
The most important aerosol-forming substances are inorganic substances of potassium, zinc and sodium with chlorine and sulphur. During combustion, the aerosol-forming compounds are evaporated [12]. The aerosol-forming compounds are essential to the growth and for the metabolism of plants, thus their content is especially high in bark and branches [13]. Their content directly correlates with the amount of particulate matter generated [14,15,16].
A possible solution is to use fuel with low amounts of aerosol-forming compounds. Pollex et al. proposed a limit of 500 mg/kg if the emission limits should be met without the use of other measures [14].
Typically, fuels containing low amounts of aerosol-forming elements (e.g. pellets from sawdust) are relatively expensive. In January 2021, the price for pellets was 236 €/t, while the price for wood chips was between 79 and 123 €/t depending on the water content [17]. Thus, pellets are viable only if the fuel costs are relatively low compared to investments. Also, a possible solution in research is the addition of kaolin and other additives which bind aerosol-forming elements to the bottom ash by forming compounds which are stable at fuel bed temperatures [18,19,20].
Until now, no fuel with additives is available, due to additional costs involved, increased amount of ash which poses challenges for existing boilers, and nonconformity with current pellet standards [21, 22] (due to the higher ash amount).
Another option is to cool the fuel bed to avoid evaporation of the aerosol-forming compounds [23, 24]. While cooled grates are available for large boilers and for one type of small-scale biomass boiler (ÖKOTHERM [25]), it is still uncommon and associated with higher costs.
For large plants in excess of 1 MW, the usage of low-quality fuel and secondary measures is common. However, for plants between 50 kW and 1 MW, the situation is problematic. Usage of high-quality fuel has a relevant impact on costs, but also the investment for secondary measures is problematic. As theoretical option, the following secondary measures are possible:
Cyclones are currently available (and often in use in boilers exceeding 100 kW), but they only remove coarse particles with aerodynamic diameters above 10 µm [26].
Electrostatic precipitators are a second commercially available option [27]. Commercial electrostatic precipitators have a separation efficiency of 70–80% [28]; however, they are normally only operated once the exhaust gas reaches a sufficient temperature to avoid formation of condensate. Due to frequent start and stops during heat-based operation, this leads to low precipitator availability [29].
Filtering separators are a third option [30], and in wide use for many large-scale applications. For small-scale applications, a commercial option consisting of ceramic filter candles is available [31]. While they obtain very good separation efficiencies (according to the producer, < 3 mg/m3 particulate matter in filtered gas), they again require a minimum exhaust gas temperature.
A solution using a metal mesh filter with similar restrictions was commercially available, but taken off the market. One reason for this was the required preheating of the filter before the furnace was started to avoid formation of dew [32]. Currently in research are filter solutions which incorporate SCR catalysts to reduce NOx emissions, but like the previous solution require electrical preheating to avoid condensation [33]. Brandelet et al. attempted to optimise the temperature window in which a fabric filter can be operated at a biomass boiler and showed that the current temperature limits are too high, but the issue remains [34].
The solutions mentioned before all have major drawbacks. Special focus for this work was put on cost-effectiveness, and the ability to filter the exhaust gas during all phases of boiler operation. A secondary goal was to construct a filter which shows no need to interact with the boiler, thereby allowing easy retrofitting of existing systems. One possible solution was the use of a metal mesh filter with water-based cleaning. Most of the particulate matter is water soluble, thus, water-based cleaning was expected to be very effective and reliable.
A proof of concept was achieved in a previous work [35]. There, it was shown that metal mesh filters can be an effective solution to limit the particulate matter emissions of wood boilers to a minimum. The main issues discussed above of other particulate matter filters can be avoided. In particular, higher separation efficiencies can be achieved compared to electrostatic separators. Depending on the gas velocity and fuel, separation efficiencies between 91 and 75% were reached. The filtering can be divided in two phases, first, surface filtration is the mode of filtration and separation efficiency is low. Second, after a filter cake has formed, depth filtration is the mode of filtration which results in a separation efficiency up to 99%. Thus, the overall separation efficiency over the entire filtering process must be measured, to correctly evaluate the separation efficiency.
A possible solution to further increase separation efficiency is to use a precoat as tested by Schiller and Schmid, which resulted in very high separation efficiencies. A precoat powder is applied to the filter surface after regeneration, thus, the time until a filter cake is formed is shortened. However, it also requires additional machinery and increases the amount of dust which has to be disposed considerably [36].
In the current work, the batch filter concept from the previous work was upscaled for a 180 kW boiler. Different to the previous filter, two pre-series filter units were constructed with extensive measuring equipment and automation to evaluate long-time operation.
The main purpose of this work is to evaluate the feasibility of the filtering concept under realistic conditions and to assess the waste materials produced. The main focus was the reliability of the regeneration. Thus, an operation time of about 3–4 h at full load was aimed for. A pre-series model of the filtering system with two filter modules was built and the filter was subjected to a modulating 8 h load cycle including start and stop of the boiler as well as partial load. Theoretical possibilities to simplify the filter system were examined to reduce costs and improve reliability. Main simplifications tested are the removal of a prefiltering cyclone, and the removal of ultrasound assistance for cleaning. The boiler has an integrated multi-cyclone, and the influence of the multi-cyclone on separation efficiency and operation time was evaluated. While ultrasound cleaning was proven to be very effective in the earlier work, a cooling circuit is required to avoid decay of the piezoelectric compounds used to generate ultrasound, as well as an ultrasound transducer and a controller. Thus, it was tested if the ultrasound is required. To do so, one filtering module was equipped with an ultrasound transducer and one was limited to counter-current flushing. Another option is to use a larger mesh to reduce pressure drop caused by the mesh itself.
2 Methods and material
To evaluate the metal mesh filter system, a test rig according to DIN SPEC 33,999 [37] was designed and operated for a total of 419.5 h with 234 regenerations. For generation of the flue gas, a 180 kW boiler was used which burned wood chips obtained from a local distributor.
2.1 Filter prototype
The core of the new filter prototype is two filter cartridges made of metal mesh. The mesh is folded to increase the surface area without increasing required space as shown in Fig. 1. The filter surface of the cartridges is 5 m2 each.

Inner surface of a filter cartridge
Two different plain weave meshes made of V2A (1.4301) were used, one with a pore size of 22 µm and one with a pore size of 60 µm.
The filter cartridges were integrated into two separate pre-series filter units, one with, one without ultrasound transducer (SONOPUSH® MONO HD, 2000 W, Weber Ultrasonics). A detailed view and operation scheme is shown in Fig. 2.

Scheme and operation of the pre-series filter units
During filtering, the raw gas stream enters the filter module on top and passes the metal mesh filter from the inside to the outside (left part of Fig. 2). During regeneration, the module is flooded with water (right part of Fig. 2). Due to the counter current flow of the water from the outside to the inside, the filter cake on the inside of the filter module is removed. In case of the module containing an ultrasound transducer, the ultrasound transducer is also used for 5 min at 2000 W at 25 kHz (maximum power).
2.2 Experimental setup
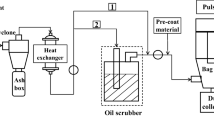
The experimental setup consists of a 180 kW boiler, two filter modules (one with, one without ultrasound emitter) with independent measuring sections before and after the respective filter module, a regeneration water reservoir, the required pumps and an additional flue gas fan to overcome the additional pressure drop. The P&ID diagram of the filter can be found in Fig. 3. For temperature measurements, the filter and the measuring sections were equipped with Type K thermocouples. Gas velocity was measured using two calorimetric flow meters (SEIKOM RLSW8AL). Pressure drop was measured using thermokon DPT 2500 differential pressure sensors. The measuring section was designed according to DIN SPEC 33,999 [37], with a diameter of 150 mm and distances between measuring openings as defined in the DIN SPEC to ensure reproducibility.

P&ID diagram
The filter was controlled using an industrial PLC and all data relevant for operation (temperatures, volumetric flow, pressure drop) were logged by the PLC. In addition, all data were logged using LabView for scientific purposes.
As boiler, a 180 kW grate furnace (Schmid UTSR 180, retrofitted with additional measurement ports and flue gas recirculation) was used. The boiler is a modified commercial boiler with additional thermocouples and exhaust gas recirculation with primary, secondary and tertiary air supply. The boiler was set to an exhaust oxygen concentration of 8.5% at full load and 10% at 30% load. Primary air was set to a fixed amount depending on the thermal output. Secondary and tertiary air was controlled by a lambda sensor. The primary air was diluted with exhaust gas at an approximate ratio of 80:20. Secondary and tertiary air was not diluted. As fuel, wood chips were used during the tests. The boiler is connected to the infrastructure of the University of Applied Sciences Rottenburg, which provides cooling water for the boiler at 75 °C and measurement of the thermal output.
2.3 Gaseous analysis
During the test runs, particulate matter concentration of the raw and filtered gas streams were measured according to VDI 2066 [38] under isokinetic conditions. For the measurement, plane quartz fiber filters (Munktell MG 160, diameter: 47 mm) and plugged extra-fine glass wool for prefiltration were used. Filters and glass wool were pre-treated at 200 °C for 1 h and at 180 °C for 1 h after measurement. Cooldown was performed in a desiccator overnight. Measurement of the loading was performed in a climate-controlled room with a lab scale (Sartorius CPA 124S, readability 0.1 mg). Measurement started once a volumetric flow could be detected after regeneration and stopped when the flue gas ventilator stopped (the first step of the automatic regeneration). Also, flue gas composition was logged using a modular measuring tower from ABB (CO, NO, CO2, SO2: Uras 26, O2: Magnos 206, VOC: FIDAS 24). The units were calibrated as specified by ABB before experiments. Before measurement, water was removed from the flue gas by a condenser (ABB). All values given are corrected to standard temperature and pressure (STP).
2.4 Chemical analysis of the fuel, ashes and regeneration water
Fuel and ash samples were taken and prepared according to DIN EN 18,135:2017–08 [39] and 14,780:2020–02 [40]. Sampling of the fuel was achieved by taking 16 samples from the container using a sample scoop which were then mixed and reduced using sample dividers. From the regeneration water, 5 l samples were taking after stirring the reservoir. While replacing the regeneration water, the solid residue formed a slurry which could be removed. The slurry was filtered to remove regeneration water and subsequently dried and mixed.
Moisture content was analysed by drying of 300 g wood chips at 105 °C for 24 h as described in EN ISO 18,134–2:2017 [41].
The dried wood chips were milled to 0.25 mm for further analysis.
Calorific value was obtained according to EN ISO 18,125:2017 [42] by combustion in a calorimeter (C6000, IKA) after pressing a pellet of 1 g. The other solid samples (ashes and the insoluble fraction from regeneration) were also combusted as pre-treatment for IC (Ion chromatography) with the aid of a combustion bag and 250 mg paraffin oil in addition to 100 mg of sample.
After dilution with 50 ml using bi-distilled water, the chloride and sulphur content was analysed using a 883 Basic IC plus (Metrohm) in accordance to EN ISO 16,994:2016–12 [43].
Ultimate analysis was performed using a vario MACRO cube (Elementar) after pressing 40 mg milled fuel sample or 20 mg solid sample and 60 mg of WO3 and zinc foil into a tablet. Oxygen content was calculated by difference.
Trace elements were analysed using a ICP-OES (inductively coupled plasma atomic emission spectroscopy, Spectroblue FMX 26, Spectro) after microwave digestion using HCl, HNO3 and H2O2 as described by Tejada et al. in [44].
When disposing the used regeneration water, samples were taken for analysis of both the insoluble, solid fraction and the liquid fraction. The regeneration water was first filtered. The trace elements were measured using the same ICP-OES and IC methods as for the solid samples, but without digestion. Additionally, pH was measured using a pH-meter (Mettler Toleda FE20) and COD (chemical oxygen demand) was measured using a test kit (Macherey–Nagel, Nanocolor CSB 160 and Nanocolor CSB 40).
2.5 Filter testing
Testing of the filter can be separated into two categories:
-
◦ First, operation testing was conducted to prove long-time durability of the regeneration method.
-
◦ Second, an evaluation of multiple options to reduce costs was done.
2.6 Operation testing
During operation of a boiler, modulating load and start and stops are common, also when a buffer is used [45]. During operation testing, realistic operation of the boiler was simulated by modulating the power output according to 8-h cycles repeated during the day as shown in Fig. 4. The thermal output varied between 30 and 100% and included a stop of the boiler for 1 h during each 8-h cycle. The filter was set to treat the entire exhaust gas stream, also during start and stop phases.

Thermal output setpoint during operation testing
Using the Labview programme which was also used to record data, the desired thermal output was transferred to the boiler using a MODBUS interface.
2.7 Design simplification
For reducing costs of a later series filter, the following options were tested:
-
◦ Usage of different metal mesh width
-
◦ Usage of ultrasound cleaning
-
◦ Usage of a cyclone as pre-filter
Thus, the filter cartridge in the ultrasound module was replaced by a finer mesh (22 µm). For evaluation, test runs as listed in Table 1 were conducted. The first 6 runs were to evaluate the influence of the metal mesh on the separation efficiency and on the operation time, the next two runs for evaluation of ultrasound usage, and the last two runs for evaluation of the cyclone.
Also, the internal construction of the filter was optimised to reduce internal leaks. However, as a side effect, this meant that the filter modules did not dry after cleaning. To avoid the usage of electrical heating, the filters were dried using exhaust gas. The exhaust gas was passed through the inside of the wet filter and filtered in the second filter as shown in Fig. 5.

Drying of the pre-series filter units
3 Results
3.1 Fuel properties and raw gas quality
For the investigation, low-quality wood chips from a local supplier were used. Three batches were used during the experiments; their composition can be found in Table 2.
There was a spread in the wood chip quality. First, the water content of the second batch is lower. Second, the amount of aerosol-forming compounds (K, Na, Zn) is lower in batch 3 compared to batch 1 and 2. Batch 3 showed low amounts of which resulted in the lower amounts of trace elements. This results in different raw gas particulate matter concentrations as shown in Fig. 6.

Raw gas particulate matter concentration. X: average. Whiskers: minimum/maximum value. Box: first quartile, median and third quartile
As described earlier, the boiler is set to modulate its thermal output in 8-h cycles as shown in Fig. 4. The boiler automatically limits the rate of change of the thermal output to limit emissions due to rapid changes in output. In Fig. 7, the internal setpoint after smoothening by the boiler PLC and the recorded thermal output is shown, as well as the flue gas temperature before the filter. The change in thermal output is slower than the change in setpoint due to the large thermal mass of the boiler, but modulating output is achieved which was the main goal. Also, the flue gas temperature decreases to 70 °C when the boiler is shut off, which should be sufficiently low to cause formation of condensate. The short decreases in temperature (e.g. at 3:15) occur during regeneration, while the gas is stagnant in the measuring section.

Thermal output and flue gas temperature during modulating load. 8.4.2020, fuel: batch I
The gas composition during the cycle is displayed in Fig. 8. The concentrations of CO are dependent on the load. Start, stop and change of the thermal output led to elevated CO concentrations. The highest measured value was 2022 mg/m3 during a stop of the boiler (average: 391 mg/m3). Also, during ignition of the boiler, VOC emissions were measured. Oxygen content is higher as expected, especially during lower loads. In contrast, operation at stable load leads to CO emissions below 400 mg/m3 and an average of 94 mg/m3 as shown in Fig. 9. The oxygen concentration is close to the setpoint. VOC emissions could not be detected during operation at 100% load.

Flue gas composition during modulating load. 8.4.2020, fuel: batch I

Flue gas composition at full load. 19.08.2020, fuel: batch III
3.2 Operation testing
In Fig. 10, the pressure drop and the thermal output of the boiler is displayed for a full day of simulated operation.

Long-time measurements of 8.4.2020. Red boxes: regeneration. Fuel: batch I
During the first and third 8-h cycle, two regenerations were necessary, while during the second cycle, 4 were necessary. After each regeneration, the filters were still wet. While wet, no flue gas can pass through the filters, resulting in a spike in recorded pressure drop of up to 2500 Pa. Minimal pressure drop depended on the gas velocity and was around 700 and 1000 Pa. At a medium gas velocity (200 m3/h), about 300 Pa of the residual pressure drop was caused by the piping, with the rest being caused by the metal mesh.
Regenerations were successful, up to a point where the particle load in the regeneration water reached a certain concentration. After operation for 2 weeks without replacing the regeneration water, the particles suspended in the regeneration water formed a secondary filter cake layer on the outside of the metal mesh, leading to more frequent regenerations as shown in Fig. 11. Estimated from the amount of dust in solution, about 1.35 kg/m3 solid residue were present in the regeneration water.

Effect of particle enrichment in the regeneration water. Operation of the filter was stopped at 9:45 due to short regeneration intervals. Same scale as Fig. 7 for illustration. Red boxes: regeneration. Measured on 26.2.2020. Fuel: batch I
Replacement of the regeneration water removed the filter cake and the previous, lower frequency of regeneration could be observed again, without the need for manual cleaning.
While the regeneration itself caused no problems, the separation efficiencies were unexpectedly low as shown in Table 3. This was caused by a significant internal leakage which increased over time during the tests, caused by an inappropriate gasket concept.
Separation efficiency in one of the filter modules decreased below 50%. The filter cartridge was mounted between the top and bottom covers, and the seals used only allowed 2–3 mm of clearance for thermal expansion. This led to compression and deformation of the cartridges. Instead of clamping, a sleeve with a radial seal was used on one side, so that there was sufficient room for thermal expansion.
Before starting the trials for economic optimisation, the construction of the filter was improved to reduce leakages. Also, one of the cartridges with 60 µm mesh openings was removed and replaced with a cartridge with 22 µm mesh openings. The results of these changes are shown in Table 4. Separation efficiency was increased up to 87% and no significant differences between the different mesh sizes could be measured.
However, especially during the later experiments with lower gas velocities, a leakage of about 50 m3/h could be recorded and separation efficiency decreased.
The leakage becomes apparent when looking at the drying stage. Theoretically, while the metal mesh is still wet, no gas flow should be registered. Directly after optimisation, the gaskets were tight and no leakage could be detected. However, after several experiments, the gaskets started to leak with the new configuration. In Fig. 12, the leakage flow after optimisation is shown. At approximately 10.52 h, regeneration was complete and the filter automatically started the drying process by setting fan speed to 100%, opening both water valves and closing the raw gas valve of the dry filter module in order to dry the filter as described in Fig. 5. Different from the expected behaviour, at the beginning of the process, about 50 m3/h passed through the wet module (marked with arrows). This means that at full power of the fan (resulting in a recorded pressure drop of about 2500 Pa), 50 m3/h pass the filter unfiltered. As drying progresses, the volumetric flow increases. Once it surpasses the set volumetric flow (here: 150 m3/h), drying ends and the filter enters normal filtering operation.

Leakage during drying, 6.8.2020, 150 m3/h, red line: expected behaviour without leak, module: 22 µm, fuel: batch III
Still, given the relatively similar behaviour of both modules, the measurements are still comparable.
3.3 Design simplification
3.3.1 Usage of ultrasound
To examine the effect of the ultrasound transducer, six subsequent runs were performed without the use of the ultrasound transducer, followed by a seventh run after ultrasound cleaning as shown in Table 1. The results are presented in Table 5; the operation time was stable during the runs which indicate consistent, successful cleaning without an accumulation of not-removed filter cake.
3.3.2 Pre-separation by a cyclone-separator
Without cyclone, the raw gas concentration is considerably higher. As the separation efficiency remains unchanged, this results in an equally higher particulate matter concentration in the filtered gas. The operation time is slightly reduced.
3.4 Waste products
As last part of the evaluation, analyses of the waste products were performed. During regeneration, the filter cake is partly dissolved, leading to the formation of both a liquid and solid waste fraction. Analysis was performed on both waste products. During operation, 1000 l of wastewater were disposed per week of operation. Five samples of the regeneration water were analysed (Table 6).
Given the legal limits must be met at all times, the highest concentrations of contaminants measured are given in Table 7 as well as the German limits [46] for heavy metals.
Trace element concentrations for the solid fraction are displayed in Table 6. Three samples were taken and analysed.
4 Discussion
4.1 Fuel properties and raw gas quality
For economic reasons, most boiler operators use the cheapest fuel available. Thus, the fuel chosen for these experiments was also the cheapest fuel available. As expected, the quality of the fuel was rather low, which becomes apparent both during analysis and the emission measurements. The amount of potassium in the fuel is 2–4 times higher than what would allow operation without secondary measurements according to Pollex et al. [14]. As expected, without secondary measures, the emissions were higher than German legal limits allow. Still, the quality of the fuel must be expected in real operation and thus the filter should be tested in these conditions to reflect real operation.
As shown in Sect. 3.1, gaseous emissions are 4 times higher during modulating operation than during stable load. This is in agreement with literature, which also reports high emissions during start and stop. This behaviour was expected, and given the filter must be reliable under all circumstances, it is important that the filter was operated while the burnout was not optimal and partially unburned hydrocarbons were present in the flue gas.
4.2 Operation testing
Both proposed cleaning methods resulted in reliable, sufficient cleaning over the test period. Based on the previous work, a time span of around 12 h between regenerations was considered the best compromise between cost and separation efficiency. Since the focus was on the reliability of the cleaning, the filter was dimensioned smaller. In total, 234 regenerations were done without problems. If the filter would have been dimensioned with 12 h operating time between regenerations as suggested, this would resemble 2808 h of operation instead of the 419.5 h the filter was operated. Also, the filter was always operated whenever the furnace was used, including ignition and warm-up of the furnace before the trials for evaluation of the mesh size, use of ultrasound, and cyclone. Thus, the conditions the filter was operated in should be close to real operation conditions. In other works, an increase in residual pressure could be recorded after few regenerations (e.g. Schiller and Schmid [47]: 18 regenerations). Still, further trials with longer total operation time should be conducted to proof long-time stability over multiple heating periods.
The most important improvement compared to other particle filters is the ability to operate at all times, even during challenging phases like start-up or stop of the boiler. The filter was generally operated whenever the boiler’s exhaust gas ventilator was running, without any regard for exhaust gas temperature. A particularly problematic situation was ignition of the boiler. As shown in Sect. 3.1, high concentrations of CO and VOC were measured during ignition, and the exhaust gas temperature had decreased to 70 °C. Under these circumstances, condensation of both water and partially burned hydrocarbons must be expected.
During regeneration, the filter was regenerated with cold water, which also lead to low surface temperatures and thereby the risk of condensation. Still, cleaning was reliable.
However, it is important to limit the particle load of the regeneration water. Particles in the regeneration water formed a secondary filter cake on the filtered gas side of the metal mesh during regeneration. While it is easily removed once the particle load is reduced to normal levels, measures have to be introduced to remove particles from the regeneration water.
For the test unit, the particles were supposed to be separated using a tank as simple gravity separator. As proven, this is not efficient enough. As intermediate solution, the water was replaced once per week, but the insoluble fraction had to be removed by hand from the bottom of the tank. Thus, this is not an option for continuous use and involves a water consumption of 1 m3 per week which can and should be avoided.
Thus, a more advanced particle separator like a band filter or a hydro cyclone is required, which enables continuous and automatic operation.
4.3 Separation efficiency
Determination of the separation efficiency over the metal mesh was problematic due to internal leakages of the filter during the operation test. Given a considerable amount of flue gas bypassed the filter, the measured separation efficiency was lower. According to the previous work on a smaller scale [35], a separation of around 80–90% was expected. As the deformation of the filters progressed and the amount of bypassed gas increased, the separation efficiency decreased to less than 70%.
Before investigating possibilities to reduce costs, the gasket concept was changed as described in Sect. 3.2. Thus, higher separation efficiencies up to 87% were achieved during the later runs, independent on the mesh size. These results are more in line with the previous experiments.
Different to the previous measurements during commissioning and long-time operation testing, the influence of the mesh size was tested using the furnace’s cyclone as pre-separator. Thus, and due to the different fuel, the measured raw gas concentration was lower. From literature, it also must be assumed that the particle size distribution changed as cyclones only remove coarse particles measuring multiple µm. However, as shown in the next chapter when discussing the influence of a cyclone, this has no influence on the separation efficiency. Thus, the improved separation efficiency is caused by the improved gasket design and not by using a pre-separator.
The different mesh sizes had no effect on separation efficiency, while the operation time increased due to the lower pressure drop caused by the wider mesh. In general, the operation time is lower than it was expected from the previous work. This is caused by an additional pressure drop of 300 Pa caused by the piping and 300 Pa caused by the filter mesh. In a commercial filter without the need for measuring sections, the pressure drop in the pipes should be lower, but the pressure drop caused by the mesh must be considered during design.
The operation time has a direct influence on the separation efficiency as discussed during the earlier work [35]. Depending on the selected values for gas velocity, a higher separation efficiency can be achieved, for example if this is required to fulfil the requirements for subventions.
4.4 Design simplification
One of the major obstacles when introducing flue gas cleaning technologies, are additional costs. Thus, much emphasis was put on identifying options to reduce costs without reducing the precipitation efficiency of the filter.
The first possible option is using a higher mesh size. Metal meshes with higher pore size have a lower pressure drop, thus requiring less energy and enabling longer operation times. Thus, 22 µm and 60 µm meshes were tested. During the testing, the fuel had to be changed from batch II to III, which caused a decrease in raw gas particulate matter concentration during the 200 m3/h runs. Still, operation time was longer using the 60 µm mesh (at higher particulate matter concentration) compared to the operation time with 22 µm mesh. At the same time, the operation times in the other cases, where the same fuel was burned for both mesh sizes, are nearly identical. This is a strong indication that not only the concentration but also the composition of the particulate matter influences the operation time. This was also shown in the previous work, where a filter cake of the same weight from pellet combustion proved to cause a higher pressure drop then a filter cake from wood chip combustion. The separation efficiencies of both meshes were nearly identical, thus, the mesh size has a small influence on the filter. Due to the lower inherent pressure drop, a mesh size of 60 µm would be a better option.
While ultrasound cleaning is a cleaning technique which is easy to implement in an automatic system and yields good results, it also involves additional costs and required additional construction and maintenance efforts. The complexity of the filter increases, as an ultrasound transducer and ultrasound generator have to be integrated into the filter. Also, an additional cooling loop is required to avoid decay of the piezoelectric compounds used. However, no benefit of the ultrasound cleaning could be detected compared to counter-current flushing. During the operation test, one of the modules was using ultrasound while the second was not equipped with an ultrasound transducer. No differences could be measured between the modules. Additionally, the module with the mounted ultrasound transducer was operated without ultrasound cleaning for six runs followed by a run with ultrasound cleaning, again with no notable difference. Thus, it can be assumed that ultrasound cleaning has no benefit. Removing it and the cooling circuit for the transducer greatly simplifies the design of the filter and reduces the investment and maintenance efforts.
A third option is prefiltering using a cyclone. Many boilers with a thermal output above 100 kW are equipped with a cyclone, including the 180-kW boiler used for the tests. During the runs, the cyclone reduced the raw gas concentration by nearly half. On the other hand, cyclones only remove coarse particulate matter with a diameter exceeding 10 µm, and cause a significant pressure drop. According to Gaderer et al. [26], up to 1500 Pa pressure drop must be expected. The tested boiler produces about 700 m3/h flue gas, so over 1.05 kW electrical power (assuming a maximum of 100% efficiency of the fan) is required to overcome the pressure drop of the cyclone, and 1.4 kW for the fabric filter (assuming a maximum of 100% efficiency). As was shown in the previous paper, the operation time and separation efficiency of a metal mesh filter can be improved by increasing the filter surface. Thus, it is recommended to remove existing cyclones or, in case of new boilers, order none to reduce electric power usage and investment costs. Instead, the required filter surface of a metal mesh filter should be based on the raw gas concentration without a cyclone.
4.5 Waste products
Ash from wood combustion contains various toxic elements. Thus, disposal of ash is problematic. In the ash produced during this process, notable amounts of chromium, copper, manganese, lead, iron and nickel were detected.
Most of the toxic compounds form oxides, salts or carbonates with low solubility, resulting in a low concentration of toxic elements in the liquid fraction. Thus, according to the measurements, the liquid fraction can be disposed into the municipal wastewater system. This might be different if contaminated fuels are used, and a measurement should be done to evaluate the regeneration water in these cases.
The solid fraction contains trace elements and heavy metals in high concentrations, thus it has to be disposed like fly ash. Still, the amount of ash is significantly lower compared to conventional precipitation methods, as the soluble part is disposed with the water. Given the high concentrations of valuable metals in the solid fraction, different applications should be evaluated.
5 Conclusion
In total, the metal mesh filter with wet regeneration is a new possibility to reduce fine particulate matter emissions while overcoming limitations of other secondary measures.
Regeneration of the pre-series filter units worked reliable during the entire testing period.
Most importantly, the filter does not require high exhaust gas temperatures to avoid the forming of condensates. Thus, it can be operated at all times, even during start-up at low exhaust gas temperatures. This is a major advantage compared to other secondary measures.
Separation efficiencies of up to 87% could be measured in experiments with stable load and gas velocity. Unfortunately, due to issues with internal leakages, the separation efficiency could not be determined during operation with variable loads, as a significant portion of the gas was bypassed and passed the filter unfiltered.
It could be proven that ultrasound assistance is not required to clean the filter mesh. Thus, the filter only requires ventilation, water pumps and valves which are relatively cheap, simple and reliable equipment. A further possibility to reduce costs is to construct boilers without a cyclone.
A full economic evaluation is not possible using the current knowledge. Given the results from this work, a commercial version would include no ultrasound and no cyclone (or the removal of an existing cyclone). Thus, the required power for ventilation can be assumed to be about 30% higher compared to a conventional boiler with a cyclone. Water costs were negligible from an economic point of view as the consumption was 4000 l/month. With water purification, water consumption should be further reduced. However, a realistic estimate of the construction costs is not possible. The biggest cost factor is the working time, which depends on the final design and the conditions on site. Therefore, a direct comparison with electrostatic precipitators or filtering separators is not possible, also because there is no reliable data for the cost of these.
As next step in the development process, an appropriate measure to remove the solid fraction from the regeneration water has to be integrated into the filter. Also, the gasket design of the pre-series filter units has to be optimized in order to avoid leakages. The current prototype was designed as an experimental setup—the piping and general construction were designed accordingly. For the series version, this must be improved. Instead of the current, spacious construction with large measuring sections, the construction must be as compact as possible while minimising any pressure drop caused by the piping. The series version is intended to consist of multiple modules with a filter unit similar to the pre-series one tested during this work, so the necessary scaling to the boiler output is easy. Regeneration should be performed sequentially, while the other modules still filter the exhaust gas. For very small boilers, a single filter unit might be an option with a different operation concept.
References
Scarlat N, Dallemand J-F, Monforti-Ferrario F et al (2015) Renewable energy policy framework and bioenergy contribution in the European Union–an overview from National Renewable Energy Action Plans and Progress Reports. Renew Sustain Energy Rev 51:969–985. https://doi.org/10.1016/j.rser.2015.06.062
Vicente ED, Alves CA (2018) An overview of particulate emissions from residential biomass combustion. Atmos Res 199:159–185. https://doi.org/10.1016/j.atmosres.2017.08.027
Lewtas J (2007) Air pollution combustion emissions: characterization of causative agents and mechanisms associated with cancer, reproductive, and cardiovascular effects. Mutat Res 636:95–133. https://doi.org/10.1016/j.mrrev.2007.08.003
Torres-Duque C, Maldonado D, Pérez-Padilla R et al (2008) Biomass fuels and respiratory diseases: a review of the evidence. Proc Am Thorac Soc 5:577–590. https://doi.org/10.1513/pats.200707-100RP
Arif AT, Maschowski C, Garra P et al (1994) (2017) Cytotoxic and genotoxic responses of human lung cells to combustion smoke particles of Miscanthus straw, softwood and beech wood chips. Atmos Environ 163:138–154. https://doi.org/10.1016/j.atmosenv.2017.05.019
Ki-Hyun Kim, Ehsanul Kabir, Shamin Kabir (2015) A review on the human health impact of airborne particulate matter. Environ Int 36–143. https://doi.org/10.1016/j.envint.2014.10.005
Nussbaumer T (2003) Combustion and co-combustion of biomass: fundamentals, technologies, and primary measures for emission reduction †. Energy Fuels 17:1510–1521. https://doi.org/10.1021/ef030031q
Baumbach G, Winter F, Lenz V et al (2016) Stoffe aus unvollständiger Verbrennung der Hauptbrennstoffbestandteile. In: Kaltschmitt M, Hartmann H, Hofbauer H (eds) Energie aus Biomasse, 3., aktualisierte Aufl. 2016. Springer Berlin Heidelberg; Imprint: Springer Vieweg, Berlin, pp 732–756
Carroll JP, Finnan JM, Biedermann F et al (2015) Air staging to reduce emissions from energy crop combustion in small scale applications. Fuel 155:37–43. https://doi.org/10.1016/j.fuel.2015.04.008
Kelz J, Brunner T, Obernberger I (2012) Emission factors and chemical characterisation of fine particulate emissions from modern and old residential biomass heating systems determined for typical load cycles. Environ Sci Eur 24:11. https://doi.org/10.1186/2190-4715-24-11
Johansson LS, Leckner B, Gustavsson L et al (2004) Emission characteristics of modern and old-type residential boilers fired with wood logs and wood pellets. Atmos Environ 38:4183–4195. https://doi.org/10.1016/j.atmosenv.2004.04.020
Knudsen JN, Jensen PA, Dam-Johansen K (2004) Transformation and release to the gas phase of Cl, K, and S during combustion of annual biomass. Energy Fuels 18:1385–1399
Thorwarth H, Gerlach H, Rieger L et al (2018) Natürliche Einflüsse auf die Qualität von Holzbrennstoffen und deren Auswirkungen auf den Betrieb von Holz-Heizkraftwerken. VGB Powertech:41–49
Pollex A, Zeng T, Khalsa J et al (2018) Content of potassium and other aerosol forming elements in commercially available wood pellet batches. Fuel 232:384–394. https://doi.org/10.1016/j.fuel.2018.06.001
Anca-Couce A, Sommersacher P, Hochenauer C et al (2020) Multi-stage model for the release of potassium in single particle biomass combustion. Fuel 280:118569. https://doi.org/10.1016/j.fuel.2020.118569
Fatehi H, Li ZS, Bai XS et al (2017) Modeling of alkali metal release during biomass pyrolysis. Proc Combust Inst 36:2243–2251. https://doi.org/10.1016/j.proci.2016.06.079
Bruhn K (2021) Entwicklung der Brennstoffpreise von 2011 bis 2021. TFZ-Merkblatt: 21WBr002. Technologie- und Förderzentrum (TFZ)
Höfer I, Kaltschmitt M (2017) Effect of additives on particulate matter formation of solid biofuel blends from wood and straw. Biomass Conv Bioref 7:101–116. https://doi.org/10.1007/s13399-016-0217-7
Gollmer C, Höfer I, Harms D et al (2019) Potential additives for small-scale wood chip combustion–laboratory-scale estimation of the possible inorganic particulate matter reduction potential. Fuel 254:115695. https://doi.org/10.1016/j.fuel.2019.115695
Gehrig M, Wöhler M, Pelz S et al (2019) Kaolin as additive in wood pellet combustion with several mixtures of spruce and short-rotation-coppice willow and its influence on emissions and ashes. Fuel 235:610–616. https://doi.org/10.1016/j.fuel.2018.08.028
EUROPÄISCHES KOMITEE FÜR NORMUNG Feste Biobrennstoffe – Brennstoffspezifikationen und -klassen – Teil 2: Holzpellets für nichtindustrielle Verwendung(DIN EN 14961–2:2011)
International Organization of Standards (2014) ISO 17225–2:2014: Solid biofuels—fuel specifications and classes—part 2: graded wood pellets 75.160.10
Gehrig M, Pelz S, Jaeger D et al (2015) Implementation of a firebed cooling device and its influence on emissions and combustion parameters at a residential wood pellet boiler. Appl Energy 159:310–316. https://doi.org/10.1016/j.apenergy.2015.08.133
Pérez-Orozco R, Patiño D, Porteiro J et al (2020) Novel test bench for the active reduction of biomass particulate matter emissions. Sustainability 12:422. https://doi.org/10.3390/su12010422
A.P. Bioenergietechnik GmbH (2021) ÖKOTHERM – Compact Biomasse-Heizanlagen. https://oeko-therm.net/de/produkte-service-oekotherm/compact-biomasse-heizanlagen. Accessed 16 Jun 2021
Gaderer M (2016) Abgasreinigung. In: Kaltschmitt M, Hartmann H, Hofbauer H (eds) Energie aus Biomasse, 3., aktualisierte Aufl. 2016. Springer Berlin Heidelberg; Imprint: Springer Vieweg, Berlin, pp 936–972
Jaworek A, Krupa A, Czech T (2007) Modern electrostatic devices and methods for exhaust gas cleaning: a brief review. J Electrostat 65:133–155. https://doi.org/10.1016/j.elstat.2006.07.012
Strassl M, Edelbauer J, Tischler F (2018) Hackschnitzel und Pelletfeuerung von 20kW bis 80kW mit integrierbarem Elektroabscheider. In: Thomas Nussbaumer (ed) 15. Holzenergie-Symposium: Netzintegration, Vorschriften und Feuerungstechnik, pp 111–122
Nussbaumer T, Lauber A (2016) Monitoring the availability of electrostatic precipitators (ESP) in automated biomass combustion plants. Biomass Bioenerg 89:24–30. https://doi.org/10.1016/j.biombioe.2016.02.027
Singh R, Shukla A (2014) A review on methods of flue gas cleaning from combustion of biomass. Renew Sustain Energy Rev 29:854–864. https://doi.org/10.1016/j.rser.2013.09.005
Glosfume Technologies Limited (2021) Glosfume Website. http://www.glosfume.com/biomass-wood-fired-boilers/. Accessed 16 June 2021
Schwabl M, Scheibler M, Schmidl C (2012) Endbericht GoKRT: Experimentelle Entwicklung eines Metallgewebefilters. BIOENERGY 2020+. https://energieforschung.at/wp-content/uploads/sites/11/2020/12/GoKRT-Publizierbarer-Endbericht-Final.pdf
König M, Eisinger K, Hartmann I et al (2019) Combined removal of particulate matter and nitrogen oxides from the exhaust gas of small-scale biomass combustion. Biomass Conv Bioref 9:201–212. https://doi.org/10.1007/s13399-018-0303-0
Brandelet B, Pascual C, Debal M et al (2020) A cleaner biomass energy production by optimization of the operational range of a fabric filter. J Clean Prod 253:119906. https://doi.org/10.1016/j.jclepro.2019.119906
Baumgarten B, Grammer P, Ehard F et al (2020) Novel metal mesh filter using water-based regeneration for small-scale biomass boilers. Biomass Conv Bioref. https://doi.org/10.1007/s13399-020-00959-9
Schiller S, Schmid H-J (2015) Highly efficient filtration of ultrafine dust in baghouse filters using precoat materials. Powder Technol 279:96–105. https://doi.org/10.1016/j.powtec.2015.03.048
DIN SPEC 33999:2014–12, Emissionsminderung_- Kleine und mittlere Feuerungsanlagen (gemäß_1. BImSchV)_- Prüfverfahren zur Ermittlung der Wirksamkeit von nachgeschalteten Staubminderungseinrichtungen
VDI 2066 Blatt 1:2006: Messen von Partikeln - Staubmessungen in strömenden Gasen - Gravimetrische Bestimmung der Staubbeladung
DIN EN ISO 18135:2017–08, Biogene Festbrennstoffe_- Probenahme (ISO_18135:2017); Deutsche Fassung EN_ISO_18135:2017
DIN EN ISO 14780:2020–02, Biogene Festbrennstoffe_- Probenherstellung (ISO_14780:2017_+ Amd_1:2019); Deutsche Fassung EN_ISO_14780:2017_+ A1:2019
DIN EN ISO 18134–2:2017–05, Biogene Festbrennstoffe_- Bestimmung des Wassergehaltes_-_Ofentrocknung_- Teil_2: Gesamtgehalt an Wasser_- Vereinfachtes Verfahren (ISO_18134–2:2017); Deutsche Fassung EN_ISO_18134–2:2017
DIN EN ISO 18125:2017–08, Biogene Festbrennstoffe_- Bestimmung des Heizwertes (ISO_18125:2017); Deutsche Fassung EN_ISO_18125:2017
DIN EN ISO 16994:2016–12, Biogene Festbrennstoffe_- Bestimmung des Gesamtgehaltes an Schwefel und Chlor (ISO_16994:2016); Deutsche Fassung EN_ISO_16994:2016
Tejada J, Grammer P, Kappler A et al (2019) Trace element concentrations in firewood and corresponding stove ashes. Energy Fuels 33:2236–2247. https://doi.org/10.1021/acs.energyfuels.8b03732
Schön C, Roßmann P, Hartmann H (2019) NOx-Emissionen bei Hackschnitzelwerken in Abhängigkeit von der Brennstoffqualität, 19th edn. Fachkongress für Holzenergie, Würzburg
(2020) Federal Republic of Germany, Federal Ministry of Justice and Consumer Protection: Waste Water Ordinance. http://www.gesetze-im-internet.de/abwv/index.html
Schiller S, Schmidt H-J (2013) Hocheffiziente Feinstaubabscheidung aus Kleinfeuerungsanlagen mit einem Schlauchfilter. Chem Ing Tec 85:1324–1328. https://doi.org/10.1002/cite.201200114
Funding
Open Access funding enabled and organized by Projekt DEAL. The Fachagentur Nachwachsende Rohstoffe (FNR), fund grant number 22019417, funds the project.
Author information
Authors and Affiliations
Contributions
Björn Baumgarten: investigation, methodology, validation, conceptualization, writing
Peter Grammer: resources
Ferdinand Ehard: resources, funding acquisition, conceptualization
Oskar Winkel: conceptualization
Ulrich Vogt: conceptualisation, project administration, funding acquisition
Günter Baumbach: conceptualisation, funding acquisition
Günter Scheffknecht: supervision, writing–review and editing
Harald Thorwarth: supervision, writing–review and editing, project administration, funding acquisition
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Highlights
• Metal mesh filters can be regenerated by counter-current water flushing.
• 100% filter availability can be reached without the risk of clogging the filter mesh.
• Overall separation efficiencies between 80 and 86% were reached.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Baumgarten, B., Grammer, P., Ehard, F. et al. Evaluation of a metal mesh filter prototype with wet regeneration. Biomass Conv. Bioref. 13, 6007–6022 (2023). https://doi.org/10.1007/s13399-021-01716-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-021-01716-2