
Abstract
In this paper, the behavior of gas chromatography mass spectroscopy (GCMS) tar components in a three-stage water gas shift (WGS) unit is discussed. The GCMS tar measurements were carried out during the long-term operation (2250 h) of a WGS unit with tar-rich product gas from the commercial biomass steam gasification plant in Oberwart, Austria. In order to investigate the behavior of the GCMS tar components, four tar measurements were performed during the long-term operation of the WGS unit which employed a commercial Fe/Cr-based catalyst. The tar-rich product gas was extracted before reaching the scrubbing unit of the biomass steam gasification plant, therefore, the extracted gas contained a high amount of tar. In order to investigate the behavior of the GCMS tar in the WGS unit, the GCMS tar concentrations were determined at the inlet and the outlet of the WGS unit. The samples were taken during full load operation and during partial load operation of the WGS unit, respectively, the biomass steam gasification plant. In addition to the increase of the volumetric hydrogen content from about 40 % (d.b.) to 50 % (d.b.), the amount of GCMS tar was reduced (up to 38 %) as the gas passed through the WGS unit. No catalyst deactivation was observed. Furthermore, the efficiency of the hydrogen increase or the GCMS tar reduction did not depend on whether the operation of the WGS unit, respectively, the gasification plant was at partial load or full load.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The increasing CO2 emissions caused by increasing energy consumption are one reason for global warming. In order to stop this climate change, CO2 neutral alternatives for the energy supply need to be established. Beside wind, water, and solar energy, biomass is a promising CO2 neutral energy source which has been used for centuries and which is available all over the world.
Biomass gasification offers the possibility of the renewable production of a wide range of products for chemical industry and energy supply. Especially biomass steam gasification, employing the dual fluidized bed (DFB) technology is a proven process. Various products from the biomass, for example, electricity, heat, hydrogen, synthetic natural gas, Fischer-Tropsch products, and alcohols (see [6, 20, 21, 23]) can be produced.
The water gas shift (WGS) reaction (see Eq. 1) can be used to adjust the H2/CO ratio in the generated product gas for several of the above-mentioned synthesis reactions.
An unwanted side product of the gasification process is tar. According to [4], tar is a hydrocarbon-containing mixture which can form deposits (ranging from liquid to highly viscous to solid) by a cooling of the gaseous phase down to the ambient temperature.
The tar formation and reduction related to biomass gasification was extensively discussed by different authors, for example in [2, 3, 10, 12, 26].
During a long-term operation of a WGS unit (see [15]), gas chromatography mass spectroscopy (GCMS) tar measurements were performed. The WGS unit employed a commercial Fe/Cr-based catalyst and was operated with tar-rich product gas that was extracted before reaching the scrubbing unit of the commercial DFB biomass steam gasification plant in Oberwart, Austria.
This paper discusses the effects of the WGS unit on the GCMS tar components which were measured in the tar-rich product gas from the commercial DFB biomass steam gasification plant. However, it should be pointed out that the WGS unit was rather operated to increase the hydrogen content of the product gas than to reduce the tar content. Consequently, the observed tar reduction was a positive side effect.
2 Materials and methods
The experimental work was carried out at the site of the DFB biomass steam gasification plant in Oberwart, Austria, where the WGS unit is located. The WGS unit consisted of three reactors in series which employed a commercial Fe/Cr-based catalyst. The GCMS tar samples were taken at the inlet and the outlet of the WGS unit. The GCMS tar analyses were performed by the Test Laboratory for Combustion Systems at the TU Wien. In addition, during the tar sampling, the temperature profile along each reactor was recorded and the gas composition was determined.
2.1 The biomass steam gasification plant
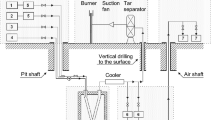
The WGS unit processed product gas from the DFB biomass steam gasification plant in Oberwart, Austria. This plant is a combined heat and power (CHP) plant. Figure 1 shows a simplified flowchart of the overall process.

Simplified flowchart of the gasification plant in Oberwart, Austria
The gasification plant is based on the DFB steam gasification technology described in detail in [7, 9]. The plant generates heat for the district and electricity with biomass (woodchips) as feedstock. [5, 14] give a short overview of the working principle of the process.
Biomass is fed into the biomass dryer and, subsequently, transported into the gasifier by a screw conveyor. In the gasifier which operates at ambient pressure, the biomass reacts with steam and is in contact with the catalytically active bed material (olivine) at about 850 °C resulting in a product gas with a high hydrogen content (ϕH2 ≈ 40 % (d.b.)). Then, the product gas is cooled and cleaned in a bag house filter and in an Rapeseed methyl ester (RME) gas scrubber. In the RME gas scrubber, tar, NH3, and other condensable fractions of the product gas are removed before the product gas is fed into the gas engines for electricity generation. Heat from the flue gas line is mainly recovered for the process and for district heating. Fly ash is removed before the flue gas is released into the atmosphere.
For the operation of the WGS unit, a partial flow of the product gas was extracted before reaching the RME gas scrubber of the gasification plant (see Fig. 1). Table 1 shows the conditions at this extraction point.
The overall tar content in the product gas which is extracted before the RME gas scrubber is much higher compared to a point after the RME gas scrubber. This is a challenge for a reliable operation of the WGS unit. The product gas composition at the extraction point can be seen in Sect. 3.
2.2 The water gas shift unit
The experimental work was carried out with a WGS unit located at the site of the gasification plant in Oberwart. The WGS unit employed a commercial Fe/Cr-based catalyst (ShiftMax 120). Figure 2 shows a simplified flowchart of the WGS unit.

Simplified flowchart of the WGS unit located at the site of the gasification plant in Oberwart, Austria
The WGS unit consisted of three fixed bed reactors (A, B, and C) in series filled with the Fe/Cr-based catalyst. Each catalyst bed had a diameter of about 9 cm and a bed height of about 40 cm, resulting in an Fe/Cr-based catalyst volume of about 2.5 dm3 for each reactor.
Along the height of each reactor, seven type J thermocouples (TA0 to TA6, TB0 to TB6, and TC0 to TC6) were installed in order to record the temperature profiles. At the inlet and outlet of reactors A and B, the gas stream could be heated or cooled in order to achieve the desired gas inlet temperatures of about 350 °C.
In addition to the steam which was already contained in the product gas, more steam was added to the product gas before the inlet of the WGS unit in order to avoid coking and carbon deposition on the surface of the catalyst.
The WGS unit was operated at ambient pressure.
[14, 15] give a detailed description of the WGS unit.
2.3 Measurement of the gas composition and the steam content
A gas chromatograph (GC, Clarus 500 from Perkin Elmer) measured the gas composition before and after the WGS unit.
In the GC, a thermal conductivity detector (TCD) enabled the quantification of CO, CO2, CH4, N2, O2, C2H6, C2H4, and C2H2. The C2 species were summarized and are referred to as C2Hy. The H2 content was determined via calculation. A flame photometric detector (FPD) was used to detect the H2S, COS, and C4H4S content in the product gas.
The steam content of the processed gas was determined via the water balance along the whole of its passage through the WGS unit.
In addition, all gas volumes and volumetric gas flow rates are given at standard temperature and pressure (STP, 273.15 K and 101325 Pa).
2.4 Tar sampling and classification
During the experimental run of the WGS unit, tar samples from the inlet (reactor A) and outlet (reactor C) of the WGS unit were taken. Additional information about the method is available in [24, 25]. Figure 3 shows the principle of the tar sampling, which is described in detail in [15].

Flowchart of the tar sampling principle
Toluene as solvent allowed the determination of the GCMS tar concentration and the water content of the extracted product gas at the same time. However, it did not allow the detection of benzene, toluene, ethylbenzene, and xylenes (BTEX).
The samples were handed over to the Test Laboratory for Combustion Systems at the TU Wien. The Test Laboratory determined the concentrations of the GCMS tar components.
Overall, according to the tar guideline (see [1]), tar can be classified into gravimetric tar and GCMS tar. In addition, several additional classifications for biomass tar exists in literature ([16, 18, 19]). For example, the classification in primary, secondary, and tertiary tar (see [18]). Another approach was chosen by [8, 17]. These authors classified the tar based on the molecular weight.
In this work, the tar is classified according to the molecular weight and the chemical properties which strongly depend on the functional groups of the components (compare [25]). However, this work only considers GCMS tar components which were categorized into groups as described in Table 2.
2.5 Characteristic figures
The operating conditions of the WGS unit were described by the following three characteristic figures (see Eqs. 2, 3, and 4). These figures were the gas hourly space velocity (GHSV), the steam to dry gas ratio (STDGR), and the steam to carbon ratio (STCR).
The values of the GHSV, the STDGR, and the STCR were calculated for the first reactor of the WGS unit and do not consider the other two reactors.
Two figures were used in order to describe the behavior of the GCMS tar components. They were calculated according to Eqs. 5 and 6.
A negative value of Δ or δ means a decrease of GCMS tar, and a positive value means an increase of GCMS tar along the WGS unit.
In addition, the dilution effect caused by the higher volumetric dry gas flow rate after the WGS unit has to be taken into account. The volumetric dry gas flow rate after the WGS unit is about 20 % higher than the volumetric dry gas flow rate before the WGS unit for all performed GCMS tar measurements. The results show the measured concentrations of the GCMS tar components at the inlet and outlet of the WGS unit.
3 Results and discussion
This section presents the results of four GCMS tar measurements which were carried out during a long-term operation (2250 h) of the WGS unit with tar-rich product gas (see [15]).
For all four GCMS tar measurements, the GCMS tar content was within the typical order of magnitude for DFB biomass steam gasification systems (compare [25]).
3.1 Load conditions of the water gas shift unit and the gasification plant during the GCMS tar samplings
Table 3 gives an overview of the load conditions of the gasification plant and the WGS unit during the four GCMS tar samplings.
It can be seen that during the first and the fourth GCMS tar sampling, both, the WGS and the gasification plant, operated at full load. However, during the second sampling, the gasification plant operated at partial load due to maintenance work which resulted in a higher steam to fuel ratio in the gasifier of the gasification plant. During the third sampling, the WGS unit operated at partial load due to a problem with the membrane gas pump which extracted the product gas from the gasification plant.
3.2 Operating conditions of the water gas shift unit during the GCMS tar samplings
Table 4 shows the operating parameters of the WGS unit during the GCMS tar samplings.
During the first GCMS tar sampling, both the WGS unit and the gasification plant operated at full load. It can be seen that the STDGR and the STCR are higher during the second GCMS tar sampling because the gasification plant operated at partial load. During the third tar sampling, the gasification plant operated at full load and the WGS unit at partial load which is indicated by the lower GHSV. During the fourth GCMS tar sampling, the GHSV, STDGR, and STCR were at the same level as for the first GCMS tar sampling.
3.3 Temperature profiles along the water gas shift reactors
Figure 4 shows the temperature profiles along all three WGS reactors during the GCMS tar samplings.

Temperature profiles along reactors A, B, and C during the first, second, third, and fourth GCMS tar sampling
The temperature profiles indicate that most of the exothermic WGS reaction occurred in the first reactor (reactor A). In reactors B and C, nearly no reaction occurred, therefore, the temperature profile decreased along these two reactors due to heat losses exceeding the temperature increase caused by the exothermic reaction.
During the second GCMS tar sampling, the temperature maximum in reactor A was slightly lower which can be attributed to the lower CO content in the product gas because of the partial load operation of the gasification plant.
During the third sampling, the temperature maximum in reactor A was also lower and the temperature profiles in reactors B and C decreased even more compared to the other GCMS tar samplings. This effect can be attributed to the overall lower volumetric product gas flow rate through the WGS unit caused by the defect membrane gas pump.
3.4 Gas concentrations along the water gas shift unit
Table 5 shows the volumetric concentrations of the measured main gas components during the GCMS tar samplings.
Typical for the partial load operation of the gasification plant was the higher CO2 content at the inlet of the WGS unit compared to the full load operation of the gasification plant. In this case, it was even higher than the CO content. This can be explained by the higher steam to fuel ratio in the gasifier (compare [13]).
Table 6 shows the volumetric concentrations of the measured sulfur components.
It can be seen that the sulfur concentrations were within the same order of magnitude during all GCMS tar samplings. In addition, COS was most likely converted to H2S along the WGS unit (compare [22]).
3.5 GCMS tar measurements
Figure 5 shows typical GCMS tar samples taken before reaching and after leaving the WGS unit.

Picture of a typical tar sample. Left before reaching the WGS unit. Right after leaving the WGS unit. The upper phase is the toluene phase with dissolved tar and the lower phase is the water phase
The sample which was taken before reaching the WGS unit can be seen on the left, and the sample which was taken after leaving the WGS unit can be seen on the right. The upper phase of a sample is the toluene phase with the dissolved tar and the lower phase is the water phase. In the following, detailed results of all four GCMS tar measurements will be presented.
Figure 6 summarizes the results of all four GCMS tar measurements.

Overall GCMS tar concentration of all four GCMS tar measurements during the operation of the WGS unit with tar-rich product gas from the gasification plant in Oberwart
It can be seen that the overall amount of GCMS tar was reduced while passing through the WGS unit because the unit offered a reactive environment with additional residence time. Depending on the measurement, the overall amount of GCMS tar was reduced by 28 to 38 %.
However, the figure also shows that the overall amount of GCMS tar is different for every single measurement. During the first GCMS tar sampling, fresh olivine was used as bed material in the gasifier. With increasing residence time of the olivine in the gasifier, it came to advancing layer formation on the surface of the olivine. These layers improved the catalytic activity of the olivine and, therefore, led to a lower overall tar content in the product gas which was processed in the WGS unit (compare [11]).
Figure 7 shows the amount of the different tar groups according to Table 2.

Concentrations of the tar groups at the inlet and outlet of the WGS unit. Results printed on logarithmic scale
Based on these results, aromatic components (AC), naphthalenes, and polyaromatic hydrocarbons (PAH) were considered as the significant GCMS tar groups because they were present in a much higher amount than the other tar groups. This could be explained by the fact that the furans (O), ANC (N), and thiophenes (S) contained a heteroatom in the aromatic ring which made them more reactive. In addition, the OH group of the phenols enhances the reactivity. However, each single tar group decreased along the WGS unit. The decrease was based on two effects. First, the WGS reaction which lead to a higher volumetric dry gas flow rate after the WGS unit. Therefore, the dry gas concentrations of all measured components, except hydrogen and carbon dioxide, decreased. Second, the hydrogenation and decomposition reactions involving tar components. The content of the furans, naphthalenes, PAH, and thiophenes was most probably not significantly decreased by chemical reaction. The decrease mainly occurred because of the about 20 % higher volumetric dry gas flow rate after the WGS unit. The results regarding naphthalene were in agreement with the results gathered by Devi et al. [4] who reported that an increasing amount of H2 in the product gas leads to a decrease in naphthalene conversion.
In contrast, the concentration of the phenols, AC, and ANC was most probably decreased by hydrogenation and decomposition reactions. The decrease caused by hydrogenation and decomposition reactions significantly exceeded the decrease caused by the higher volumetric dry gas flow rate after the WGS unit.
Based on the detailed results (see Tables 7, 8, 9, and 10), it can be seen that phenylacetylene, styrene, 1H-indene, naphthalene, and acenaphthylene were contained in a much higher amount at the inlet of the WGS unit in all four GCMS tar measurements.
4 Conclusion and outlook
The varying GCMS tar compositions at the inlet of the WGS unit could be explained by the bed material used, which was olivine. Fresh olivine has significantly less catalytic activity. Therefore, the tar content with fresh olivine is much higher. In contrast, used olivine has significantly higher catalytic activity and, therefore, the tar content is significantly lower [11].
According to the operators of the gasification plant, the bed material had been recently changed before the first GCMS tar measurement. This could explain the significantly higher GCMS tar content at the inlet and the outlet of the WGS unit during the first GCMS tar measurement.
However, the operating conditions of the gasification plant and the WGS unit did not affect the efficiency of the GCMS tar reduction.
The significant GCMS tar components were the AC, the naphthalenes, and the PAH. In passing through the WGS unit, the decrease of the AC was significantly higher than that of the naphthalenes and the PAH. However, beside the increase of the hydrogen content, the WGS unit was able to decrease the GCMS tar content by about 28 to 38 %.
Consequently, the presented results could lead to a simpler tar cleaning process step in the gasification plant process by means of a different and more economical scrubbing agent being used for the gas scrubber when a WGS unit is employed in the process in order to increase the hydrogen content of the product gas.
Abbreviations
- AC:
-
Aromatic components
- ANC:
-
Aromatic nitrogen components
- BDL:
-
Below detection limit
- BTEX:
-
Benzene, toluene, ethylbenzene, and xylene
- CHP:
-
Combined heat and power
- d.b.:
-
Dry basis
- DFB:
-
Dual fluidized bed
- DL:
-
Detection limit
- FPD:
-
Flame photometric detector
- FR:
-
Flow record
- GC:
-
Gas chromatograph
- GCMS:
-
Gas chromatography mass spectroscopy
- ORC:
-
Organic Rankine cycle
- PAH:
-
Polycyclic aromatic hydrocarbons
- RME:
-
Rapeseed methyl ester
- STP:
-
Standard temperature and pressure (273.15 K and 101325 Pa)
- TA:
-
Thermocouples along reactor A
- TB:
-
Thermocouples along reactor B
- TC:
-
Thermocouples along reactor C
- TCD:
-
Thermal conductivity detector
- WGS:
-
Water gas shift
- ϕi :
-
Volumetric fraction of component i in -
- ci, Inlet :
-
GCMS tar concentration of component i at the inlet of the WGS unit in mg m−3
- ci, Outlet :
-
GCMS tar concentration of component i at the outlet of the WGS unit in mg m−3
- Δ:
-
Absolute change of the GCMS tar concentration in mg m−3
- δ:
-
Relative change of the GCMS tar concentration in %
- ΔH:
-
Enthalpy of formation (at 298.15 K and 101325 Pa) in kJ mol−1
- STDGR:
-
Steam to dry gas ratio in –
- STCR:
-
Steam to carbon ratio in –
- VCatalyst :
-
Catalyst volume in m3
- V̇Dry :
-
Volumetric dry gas flow rate in m3 h−1
- V̇H2O :
-
Volumetric dry gas flow rate in m3 h−1
- XCO :
-
CO conversion in –
References
CEN (2006) Biomass Gasification. Tar and Particles in Product Gases. Sampling and Analysis, CEN/TS 15439:2006; European Committee for Standardization (CEN): Brussels, Belgium
D. Dayton. A review of the literature on catalytic biomass tar destruction. Technical Report NREL/TP-510-32815, National Renewable Energy Laboratory (NREL), 2002.
Devi L, Ptasinski KJ, Janssen FJ (2003) A review of the primary measures for tar elimination in biomass gasification processes. Biomass Bioenerg 24:125–140. doi:10.1016/S0961-9534(02)00102-2
Devi L, Ptasinski KJ, Janssen FJ, van Paasen SV, Bergman PC, Kiel JH (2005) Catalytic decomposition of biomass tars: use of dolomite and untreated olivine. Renew Energ 30(4):565–587. doi:10.1016/j.renene.2004.07.014
N Diaz. Hydrogen Separation from Producer Gas Generated by Biomass Steam Gasification. PhD thesis, Vienna University of Technology, 2013.
Fail S, Diaz N, Benedikt F, Kraussler M, Hinteregger J, Bosch K, Hackel M, Rauch R, Hofbauer H (2014) Wood gas processing to generate pure hydrogen suitable for PEM fuel cells. ACS Sustain Chem Eng 2(12):2690–2698. doi:10.1021/sc500436m
Hofbauer H, Rauch R, Bosch K, Koch R, Aichernig C (2002) Biomass CHP plant guessing—a success story. In: Expert meeting on pyrolysis and gasification of biomass and waste, Strasbourg, France
H. Huettler, R. Rauch, and H. Hofbauer. Tar formation in a dual fluidised bed biomass steam gasification plant: quantification and influencing parameters. In BioEuro Success and Visions for Bioenergy, Salzburg, Austria, 2007.
Kaltschmitt M, Hartmann H, Hofbauer H (2009) Energie aus biomasse. Springer-Verlag
Kiel J (2004) Primary measures to reduce tar formation in fluidised-bed biomass gasifiers. Technical report, ECN Biomass
Kirnbauer F, Wilk V, Kitzler H, Kern S, Hofbauer H (2012) The positive effects of bed material coating on tar reduction in a dual fluidized bed gasifier. Fuel 95:553–562. doi:10.1016/j.fuel.2011.10.066
Kirnbauer F, Wilk V, Hofbauer H (2013) Performance improvement of dual fluidized bed gasifiers by temperature reduction: the behavior of tar species in the product gas. Fuel 108:534–542. doi:10.1016/j.fuel.2012.11.065
Koppatz S, Pfeifer C, Hofbauer H (2011) Comparison of the performance behaviour of silica and olivine in a dual fluidised bed reactor system for steam gasification of biomass at pilot plant scale. Chem Eng J 175:468–483. doi:10.1016/j.cej.2011.09.071
M. Kraussler, M. Binder, S. Fail, K. Bosch, M. Hackel, and H. Hofbauer. Performance of a water gas shift unit processing product gas from biomass steam gasification. In Proceedings of the 23rd European Biomass Conference and Exhibition, Vienna, Austria, pages 668–678, 2015.
Kraussler M, et al (2016) 2250-h long term operation of a water gas shift pilot plant processing tar-rich product gas from an industrial scale dual fluidized bed biomass steam gasification plant. Int J Hydrog Energy. doi:10.1016/j.ijhydene.2016.02.137
M Kuebel. Teerbildung und Teerkonversion bei der Biomassevergasung. PhD thesis, University of Stuttgart, Germany, 2007.
Li C, Suzuki K (2009) Tar property, analysis, reforming mechanism and model for biomass gasification—an overview. Renew Sustain Energ Rev 13(3):594–604. doi:10.1016/j.rser.2008.01.009
Milne T, Abatzoglou N, Evans R (1998.) Biomass gasifier "tars": their nature, formation and conversion. Technical Report Report No. NREL/TP-570-25357. National Renewable Energy Laboratory (NREL), Golden, Colorado
Rabou L, Zwart R, Vreugdenhil B, Bos L (2009) Tar in biomass producer gas; the Energy Research Centre of The Netherlands (ECN) experience: an enduring challenge. Energ Fuels 23:6189–6198. doi:10.1021/ef9007032
Rehling B, Hofbauer H, Rauch R, Aichernig C (2011) BioSNG—process simulation and comparison with first results from a 1-MW demonstration plant. Biomass Conv Bioref 1:111–119. doi:10.1007/s13399-011-0013-3
Sauciuc A, Abosteif Z, Weber G, Potetz A, Rauch R, Hofbauer H, Schaub G, Dumitrescu L (2012) Influence of operating conditions on the performance of biomass-based Fischer-Tropsch synthesis. Biomass Conv Bioref 2(3):253–263. doi:10.1007/s13399-012-0060-4
Twigg MV (1989) Catalyst handbook. CRC Press, Boca Raton, Florida
Weber G, Rauch R, Hofbauer H (2015) Influence of ethylene on the formation of mixed alcohols over a MoS2 catalyst using biomass-derived synthesis gas. Biomass Conv Bioref 5(1):85–94. doi:10.1007/s13399-014-0140-8
Wolfesberger U, Aigner I, Hofbauer H (2009) Tar content and composition in producer gas of fluidized bed gasification of wood—influence of temperature and pressure. Environ Prog Sustain Energ 28(3):372–379. doi:10.1002/ep.10387
Wolfesberger-Schwabl U, Aigner I, Hofbauer H (2012) Mechanism of tar generation during fluidized bed gasification. Ind Eng Chem Res 51:13001–13007. doi:10.1021/ie300827d
Zhang R, Brown RC, Suby A, Cummer K (2005) Catalytic destruction of tar in biomass derived producer gas. Energ Conv Manag 45:995–1014. doi:10.1016/j.enconman.2003.08.016
Acknowledgments
Open access funding provided by TU Wien (TUW). The authors want to thank Air Liquide, Guessing Renewable Energy GmbH, and ISG Energy GmbH for making this research possible. In addition, the plant operators of the CHP plant in Oberwart are gratefully acknowledged.
The authors also thank Binder-Industrieanlagenbau for constructing the WGS unit as well as the company Clariant for providing the Fe/Cr-based catalyst (ShiftMax 120).
Robert Bardolf and Matthias Kuba are gratefully acknowledged for the lively discussions regarding the behavior of the GCMS tar components.
Finally, Silvester Fail is thanked for designing, building, and optimizing the WGS unit in Oberwart, Austria.
This work was carried out within the framework of the Bioenergy2020+ GmbH project “C20005 Polygeneration III.” Bioenergy2020+ GmbH is funded by the states Burgenland, Niederoesterreich, and Steiermark and within the Austrian COMET program which is managed by the Austria Research Promoting Agency (FFG).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Kraussler, M., Binder, M. & Hofbauer, H. Behavior of GCMS tar components in a water gas shift unit operated with tar-rich product gas from an industrial scale dual fluidized bed biomass steam gasification plant. Biomass Conv. Bioref. 7, 69–79 (2017). https://doi.org/10.1007/s13399-016-0205-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-016-0205-y