
Abstract
In this study, dynamic deformation behavior of electron beam melted Ti-6Al-4V alloy and effect of initial defects on deformation process of the alloy were investigated with high strain rate experimental and numerical studies. Dynamic compression tests at the strain rates of 350, 850, 1250, 1750, 1950, and 2500/s at room temperature and at higher temperatures of 150 and 240 °C were performed using a split-Hopkinson pressure bar. Compression simulations in three dimensions (3D) with LS-Dyna software were conducted using the determined Johnson–Cook parameters of the Ti-6Al-4V alloy specimens, to assess the strain, temperature distribution during deformation. In addition, simulation studies with initial defects in the model were performed to investigate the effect of these defects on strain formation during compression. The experimental results showed that strain rates over 1250/s caused failure at 45° to the loading direction. Adiabatic shear bands were observed for the specimens compressed at the strain rates of 1250/s and higher. As strain rate increased from 1250 to 2500/s, the type of adiabatic shear band altered from deformed to transformed type. The simulation results showed that initial defects in the specimen led to formation of higher plastic strain in the direction of 45° around initial defects. This high strain might be the cause of formation of adiabatic shear band. The simulation results also indicated that void morphology could affect strain distribution in the specimen.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Lightweight titanium alloys are promising for weight-effective applications, especially in the aerospace, medical devices, and automotive industries [1]. Among existing titanium alloys, Ti-6Al-4V (Ti64) is the most commonly utilized alloy owing to its high strength-to-weight ratio, superior resistance to corrosion, good weldability, and extensive adjustable mechanical properties [2]. Owing to its superior properties, this alloy has been extensively employed in aerospace applications, such as gas turbines, load-carrying structural parts, and jet engines [3]. The typical microstructure of the Ti64 alloy comprises a hexagonal close-packed α phase with high strength and oxidation resistance, and a body-centered cubic β phase with good ductility and formability. Aluminum and vanadium elements have been used for stabilizing the α and β phases, respectively [4].
Given the critical applications of Ti64 alloy, especially in the aerospace and automotive industries, the behavior of additively manufactured Ti64 alloy under dynamic conditions should be thoroughly understood. During the last two decades, the mechanical properties and deformation behavior of Ti64 alloy fabricated using conventional methods have been thoroughly investigated under dynamic conditions [5,6,7,8,9,10,11,12]. However, only a few comprehensive studies have investigated the dynamic behavior of additively manufactured Ti64 alloy under various strain rates and temperatures. For instance, Biswas et al. [13] studied the effect of porosity (20%, 10%, and 0%) on the deformation behavior of laser-processed Ti64 alloy, under strain rates ranging from 0.001 to 8000/s. They reported that higher-porosity specimens exhibited lower strength and higher ductility than lower-porosity specimens. Compared with full-density samples, both strength and ductility were lower for samples with 10% porosity. Li et al. [14] performed compression tests, for strain rates in the 0.001–5000/s range, and at temperatures ranging from room temperature to 1173 K; the tests were performed on laser-deposited Ti64 alloy specimens. The yield and ultimate strengths of the laser-deposited specimens were lower than those of the specimens manufactured by forging and EBM. However, the strengths of the laser-deposited specimens were higher than those of conventionally prepared Ti64 alloy specimens. Lijun and Weidong [15] manufactured functionally graded Ti64 lattice structures with a stepwise gradient, using selective laser melting. They conducted compression experiments at strain rates in the 0.001–1000/s range. Gangireddy et al. [16] investigated the effects of orientation, location, and heat treatment on the properties of additively manufactured Ti64 alloy specimens. As-built specimens exhibited a scatter in their mechanical properties, and stress relief heat treatment was necessary for these samples. Brown et al. [17] studied dynamic behavior of electron beam melted and laser melted Ti64 alloys with horizontally and vertically manufactured specimens by compression tests at split-Hopkinson pressure bar and plate impact tests at single-stage gas gun. Alaghmandfard et al. [3] studied the effect of the strain rate (150–1100/s) on the deformation behavior of horizontally and vertically EBM-manufactured Ti64 alloy specimens, at room temperature. They reported that the compressive strength of vertical samples was higher than that of horizontal samples, owing to the finer microstructure of the vertical samples. In another study by Alaghmandfard et al. [18], strain rates higher than 1100/s (up to 2700/s) were used for investigating the dynamic deformation behaviors of horizontally and vertically produced EBM Ti64 alloy specimens. They declared that specimens built in the vertical direction exhibited higher strength and lower strain owing to the formation of finer microstructures. Adiabatic shear bands were observed in the microstructures of both specimen types, at the strain rate of 1150/s.
In Ti64 alloy, adiabatic shear bands are observed under dynamic conditions such as machining, forging and ballistic impact due to its low density and poor heat conductivity [19]. Softening has been reported as the main mechanism for the formation of adiabatic shear band. This softening occurs owing to conversion of mechanical work into heat and subsequent rapid temperature rise [20]. Softening can be obtained by the conversion of nearly 90% of work of deformation into heat [21]. The heat generated in the narrow regions of microstructure under high strain rate cannot be dissipated due to the lack of time with the help of low thermal conductivity of titanium alloys and this localized heat in the microstructure warms up and softens the alloy [22]. In this process softening overcomes strain hardening or strain rate hardening. According to Rittel et al. [23], this softening due to heat generation might be driving force for dynamic recrystallization at the onset of adiabatic shear band formation. Zhou et al. [24] conducted numerical and experimental studies to investigate the formation mechanism of adiabatic shear bands in titanium alloy. They concluded that in the early stage of deformation microstructural softening with lattice rotation due to high plastic strain occurred. After that stage, deformation work was transformed into internal energy. This led to temperature rise of the grains and caused thermal softening. In the end of the deformation process, both softening mechanisms led to nucleation and growth of adiabatic shear bands. Luo et al. [22] studied formation of adiabatic shear band with as-received Ti-6Al-4 V alloy at strain rate of 50/s and in the deformation temperature range of 560 to 660 °C. They reported that thickness of shear band increased as deformation temperature increased. Ultrafine grains within adiabatic shear band due to dynamic recrystallization of alpha phase were observed. Dynamic recrystallization was reported to be result of high local temperature. Contrary to aforementioned literature results, Guo et al. [25] reported that temperature rise occurs after adiabatic shear band formation as a result of their experimental and numerical studies.
In additive manufacturing of Ti64 alloy, three common initial defects including lack of fusion, spherical initial pores, and un-melted particles can occur in the microstructure [26]. These microporosities can possess lower densities than the base material and can have a detrimental effect on the mechanical properties of the alloy under static and dynamic conditions. They can serve as the major nucleation sites for the failure mechanism adiabatic shear band [27]. Lack-of-fusion defects are defined as irregular sharp porosities formed as a result of incomplete adherence of molten layer to base part around molten part. One of the reasons of forming of initial pores with nearly sphere shapes is the entrapped gas captured from the atmosphere during fabrication [28, 29]. The other reason of forming void could be the impurities in powder or the un-melted powders remaining in the fabricated part [27] Therefore, it is very difficult to eliminate pore defects. Un-melted particles can be observed inside lack-of-fusion defects due to insufficient laser energy density [26]. Processing parameters such as high-temperature gradients, rapid cooling rates, and layer-by-layer deposition may lead to the aforementioned defects in the microstructures of Ti64 alloy. In the literature there have been some experimental studies performed to investigate the effect of initial defects of additive manufactured Ti64 alloy on mechanical properties [26, 27, 30, 31].
To the best of the authors’ knowledge, there is a lack of studies investigating the effect of initial defects on dynamic deformation behavior of EBM-manufactured Ti64 alloy by numerical studies. The objective of this study was to investigate the dynamic deformation behavior of EBM Ti64 alloy at various strain rates and temperatures with experimental and numerical studies and to simulate the effect of initial defects on deformation process of the alloy using finite element methods.
2 Experimental Procedure
For the EBM process, Ti-6Al-4V ELI (Extra Low Interstitial) gas atomized spherical powders supplied by Arcam were utilized. The powder particles had an average size of 77 µm (d10: 57 µm, d90: 103 µm) as determined by a particle size distribution analysis performed using Mastersizer 2000 (Malvern Instruments, ver. 5.60). The particle size distribution and morphology of the Ti-6Al-4V powders are presented in Fig. 1. The chemical composition of the powders, measured by an energy-dispersive X-ray spectroscopy (EDS) spectrometer integrated with a Phenom XL (ThermoFisher Scientific) electron microscope, was (in wt.%) Ti: 89.7, Al: 5.8, and V: 4.6.

a Particle size distribution and b Scanning electron microscope (SEM) image of the Ti-6Al-4V ELI powders
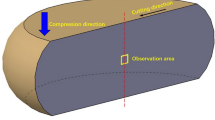
Cylindrical rods (diameter, 15 mm; length, 104 mm) were fabricated horizontally (x-direction) using an Arcam Q20 Plus EBM system (Fig. 2). The EBM 5.2.24 process theme (line offset, 0.22 mm; speed function, 32; hatch current, 28 mA) developed by Arcam was used during the build process. For quasi-static tensile tests, cylindrical specimens with a gage diameter of 6 mm and jaw diameter of 10 mm were machined from these rods using a CNC machine. For the split-Hopkinson pressure bar test, cylindrical specimens with a diameter of 6 mm and length of 6 mm were machined from the rods.

A schematic representation of the Ti64 cylindrical rods produced horizontally. The machined tensile and compression specimens are indicated within the rods. The direction of the applied force is shown by the red arrows
Quasi-static tensile tests (600LX, Instron, England) were performed on the specimens prepared according to the ASTM E8 [32] standard with the strain rate of 5 × 10−5/s at room temperature. Three tests were conducted to assess the repeatability of the results.
Dynamic compression tests were conducted using a split-Hopkinson pressure bar with cylindrical test specimens (l/d = 1; diameter, 6 mm; length, 6 mm) machined from built cylindrical rods. Strain rates of 350, 850, 1250, 1750, 1950, and 2500/s at room temperature and at higher temperatures of 150 and 240 °C were used as test conditions. High temperature compression tests were performed with a strain rate of 550/s. At least two specimens were tested for each condition, to ensure the repeatability of the results. A schematic view of the split-Hopkinson pressure bar test system is shown in Fig. 3.

Schematic of the split-Hopkinson pressure bar test system
Microstructural characterization of the specimens was performed using scanning electron microscopy (SEM; Phenom XL, ThermoFisher Scientific, Netherlands). In these studies, as-built and compressed specimens were polished and etched with a Kroll solution.
3 Numerical Procedure
Numerical studies were performed using Ls-Dyna R14.0 software with 3D finite element modeling (FEM). These studies consisted of two main parts. In the first part, the Johnson–Cook strength model parameters were determined and validated after mesh dependency studies by simulating dynamic compression tests of the split-Hopkinson pressure bar. In the second part, the deformation characteristics of initial defects with different morphologies on deformation behavior of the test specimens were explained using post analysis of the specimens that were used in the simulation cases, with strain and temperature distributions.
In the first part of the study, a mesh dependency was carried out with six element sizes to eliminate the effect of the element size on the final dimensions of the specimen. After indicating the proper element size, dynamic compression simulation was performed, and the results were compared to the compression test results obtained for the split-Hopkinson pressure bar to validate Johnson–Cook strength model parameters. The element sizes used in mesh dependency study were 1.2 × 1.2 × 1.2 mm3 with 310,750 elements, 1 × 1 × 1 mm3 with 310,825 elements, 0.5 × 0.5 × 0.5 mm3 with 312,350 elements, 0.25 × 0.25 × 0.25 mm3 with 325,730 elements, 0.125 × 0.125 × 0.125 mm3 with 430,754 elements and 0.1 × 0.1 × 0.1 mm3 with 546,197 elements in the model. Striker, incident, and transmission bars were modeled with element dimensions of 2 × 2 × 2 mm3. In Fig. 4, the FEM of the dynamic compression test is shown.

FEM schematic of dynamic compression tests
In the simulation studies, test specimens and bars (striker, incident, and transmission) were modeled with 15-JOHNSON–COOK and 01-ELASTIC material models, respectively. The Johnson–Cook strength model is widely used for modeling metallic materials under various strain, strain rate, and temperature conditions [33]. The strength model is given by the following equation:
where A is the yield stress; B and n are the parameters corresponding to the strain hardening at the reference strain rate; C is the parameter referring to the strain rate dependence; m is the parameter referring to the temperature dependence;\({\text{e}}_{\text{p}}\), \(\dot{{\text{e}}_{\text{p}}}\), and \(\dot{{\text{e}}_{0}}\) are the plastic strain, plastic strain rate, and reference strain rate, respectively; Tm and TR are the melting and reference temperatures, respectively.
In the simulations, contacts between the striker bar/incident bar, incident bar/specimen, and transmission bar/specimen were described using AUTOMATIC_SINGLE_SURFACE. The equation of state combined with the Johnson–Cook strength model was the GRUNEISEN equation of state.
3.1 Determination of Johnson–Cook Parameters
The Johnson–Cook strength model parameters (A, B, n, C, m) for the EBM-fabricated Ti-6Al-4 V specimens were calculated using data from quasi-static tensile tests at the strain rate of 5 × 10−5/s, from the dynamic compression tests at the strain rates of 350, 850, and 1250/s at room temperature, and from the compression tests at high temperatures of 150 and 240 °C. The reference strain rate and temperature were 5 × 10−5/s and room temperature, respectively. At least three and two tests were performed for each quasi-static and dynamic condition, respectively, to ensure the repeatability of results. The parameters A, B, and n were calculated by fitting the data obtained from the quasi-static tensile test at the reference strain rate and reference temperature. Parameter C was determined by fitting the data for various strain rates, in the 5 × 10−5–1250/s range. The last parameter, m, was obtained from the data obtained from tests at three temperature conditions (room temperature, 150 °C and 240 °C).
3.2 Mesh Dependency
For mesh dependency, the velocity of the striker bar was 10.96 m/s, corresponding to the strain rate of 350 m/s, and the test specimens were modeled with six element sizes, as explained previously. The final lengths of the specimens were compared between each of six element sizes for determining the proper element size and the results are given in Fig. 5. As can be seen from the graph, a convergence of final lengths was obtained after the simulation with element size of 0.25 × 0.25 × 0.25 mm3. Because of more reasonable CPU time offered and higher resolution than the model with coarser elements, the model with element size of 0.125 × 0.125 × 0.125 mm3 was chosen as proper element size.

Final length of the specimen after compression with six element sizes
4 Results and Discussion
4.1 Microstructural Characterization
The SEM micrographs of the as-built specimen are shown in Fig. 6. As shown in the figure the microstructure consists of two distinct lamellar phases, α (gray) and β (bright) (Fig. 6a). Initial defects such as void due to trapped gas caused by gas release during the process of powder melting and lack of fusion due to insufficient layer adherence are demonstrated in Fig. 6b and Fig. 6c, respectively. Voids shown in Fig. 6b formed along the α—grain boundaries. As can be seen from Fig. 6c, two major defect formations (lack of fusion and initial voids) were observed owing to fabrication process. Voids formed as in the shape of sphere whereas lack-of-fusion defects formed with sharp edges. In the literature, researchers have observed similar initial defects in additive manufactured titanium alloys [30, 31].

Microstructure of EBM as built sample a Typical two-phase lamellar microstructure of Ti64 alloy, b, c Formation of voids along α grain boundaries and lack-of-fusion defects during EBM processing of Ti64 alloy
4.2 Quasi-static Tensile Test Result
In Fig. 7, the average of tensile tests at 5 × 10−5/s test condition is illustrated. According to the graph, the average yield strength and the ultimate tensile strength were determined 1011 and 1092 MPa, respectively. In addition, strain at failure for these specimens was obtained 0.122. No significant strain hardening behavior was observed under this test condition. Brown et al. [17] performed quasi-static tensile tests at a strain rate of 10−3/s with electron beam melted Ti64 alloy. They reported yield and ultimate tensile strengths in the range of 785–902 MPa and 796–1002 MPa according to the manufacturing conditions, respectively. The differences of stresses between current study and [17] might be due to the discrepancies in manufacturing processes in both studies. In another study by Razavi et al. [34] quasi-static tensile tests under the test condition of 1 mm/min. were conducted with electron beam melted Ti64 alloy. They denoted similar stress and strain values with the current study.

Quasi-static tensile test result
4.3 Dynamic Compression Behavior of the Ti64 Alloy Specimens
The strain rate dependence of the yield, ultimate compressive strength, and total strain of the specimens tested at room temperature is shown in Fig. 8. The specimens exhibited strain rate-hardening behavior; an increase in the strain rate from 350 to 2500/s increased the yield strengths and compressive strengths of the specimens by approximately 9% and 10%, respectively. Alaghmandfard et al. [3] investigated the dynamic compression behaviors of Ti64 alloy fabricated by EBM in the vertical direction, for the strain rates of 150, 400, 700, and 1100/s. According to their study, the yield and compressive strengths increased from 805 to 1257 MPa and from 1338 to 1855 MPa, respectively, as the strain rate increased. These variations might be due to different manufacturing variables and deposition direction of test specimens.

Strain rate dependence of the yield and ultimate compressive strengths of EBM Ti64 alloy specimens
A rising trend was observed for the total strains, until the strain rate reached 1750/s (Fig. 8). At strain rates above 1250/s (i.e., 1750, 1950, and 2500/s), the maximal shear stress at 45° to the compression direction of the specimens caused fracture, owing to the formation of adiabatic shear bands. This decreased the total strain of the samples by approximately 15% as the strain rate increased from 1750 to 2500/s. Alaghmandfard et al. [35] observed shear fractures in the 45° direction of the vertically and horizontally built EBM Ti64 samples compressed at the strain rates of 1300 and 2200/s, respectively. In a study by El-Magd and Abouridouane [7], strain rates beyond 2304/s in dynamic compression tests decreased the total strain of conventionally prepared Ti64 alloy specimens.
For similar strain rates used in the compression tests, the effects of the test temperature on the yield strength, ultimate compressive strength, and total strain are shown in Fig. 9. High temperature tests were conducted with a strain rate of 550/s. As shown in Fig. 9, the yield and ultimate compressive strengths decreased by approximately 20%, as the test temperature increased from room temperature to 150 °C and 240 °C, respectively. Similarly, an increase in the test temperature considerably increased the total strain (by approximately 60%) and ductility, owing to the softening of the test specimens. A similar temperature dependence of the strength and strain of the Ti64 alloy was reported by Chen et. al. [36].

Temperature dependence of the strength and total strain of EBM-prepared Ti64 specimens (at strain rate of 550/s)
5 Numerical Study Results
5.1 Parameter Determination and Validation
In Table 1, the calculated Johnson–Cook strength model parameters in the current study are given.
The determined strength model parameters were validated by simulating dynamic compression tests for the strain rates without the fracture of specimens (350, 850, and 1250/s) as performed in [38]. In this method, final lengths and diameters of the specimens were compared for experimental and numerical tests (Table 2). As can be seen in Table 2, reasonable differences between experimental and numerical results were obtained for further simulations.
5.2 Deformation Behavior of Specimens
The changes in the strain distributions in the cross sections of compressed specimens at room temperature are shown in Fig. 10. Since, fragmentation of the specimen into two pieces along 45° direction occurred at higher strain rates than 1250/s, only strain contours at the cross sections of the specimens compressed at 350, 850, and 1250/s were investigated.

The effect of strain rate on the strain contours of dynamically compressed specimens at room temperature, a 350/s, b 850/s, c 1250/s
As the strain contours in Fig. 10 reveal, the highest strains were observed at the interfaces between the test specimens and the incident/transmission bars. As strain rate increased from 350/s to 1250/s plastic strains at the entire sections also increased. Owing to the increase of strain rate, not only interfaces but also the regions near centers were also exposed to high plastic strain. In a study by Pankow et al. [39], similar higher strains at the interfaces of the specimen during dynamic compression were also reported. They said that these higher strain regions were very localized and might act as failure initiation sites. Temperature changes during deformation were also determined for the specimens compressed at 350, 1250 and 2500/s at room temperature from numerical models (Fig. 11). The increase of strain rate from 350 to 2500/s led to increase of maximum temperature change along the cross-sections of the specimens from 126 to 475 °C. In a study by Guo et al. [25] dynamic shear test for shear-compression specimens were done by split-Hopkinson pressure bar and temperature rise of the specimens were determined with temperature measurement system. According to their results, temperatures were measured in the range of approximately from 275 to 400 °C. In our study, highest temperature increase was determined from bar/specimen interfaces. The increase of strain rate from 350/s to 2500/s also led to increase of temperature from 17 to 181 °C in the regions especially at 45° directions. This might be the reason of the fracture of the specimens tested at strain rates above 1250/s into two pieces at 45° direction.

The effect of strain rate on the temperature change of dynamically compressed specimens, a 350/s, b 1250/s, c 2500/s (tests were conducted at room temperature)
5.3 Numerical Modeling of Initial Defects
In 3D printed Ti64 alloy, initial void which is a result of trapped gas during melting and solidification and lack-of-fusion defect which is formed between two deposited layers can be seen as major initial defects [29, 40]. These defects can play a significant role during progression of plastic deformation. In order to understand the effect of these kinds of defects, numerical studies were performed with the specimen compressed at 1250/s. Spherical and prismatic vacancies in the specimen were created in the model to simulate the effect of initial voids and lack-of-fusion defects on deformation behavior, respectively. In numerical studies, the relationship between initial defect and adiabatic shear band formed at the tip of that defect was examined by comparing the plastic strains as reported in the literature [41]. In the first part of numerical studies, the formation of plastic strain and the effect of this strain on adiabatic shear band formation during compression was investigated. In the second part, the effect of morphology of initial defect on strain evolution was studied.
5.3.1 Effect of Initial Defects on Deformation Behavior
In Fig. 12, the effect of initial defects on the formation of effective plastic strain at the cross section of the specimen is shown. This effect was investigated with the initial defect of lack of fusion at three different time, at the beginning of compression, at the middle of compression and at the end of compression. In the model at random locations, the irregular shape of lack-of-fusion defects were created. In this figure, three plastic strain contours which corresponded three different times were given. At t = 0 s, no compression wave arrived at the specimen. Therefore, the specimen was not compressed at that time. At t = 0.00004 s, elastic wave in the incident bar transmitted to the specimen as a plastic wave and plastic deformation was observed at the specimen. At t = 0.00008 s, the compression and plastic deformation were finalized. As can be seen from the contour at t = 0.00004 s, the plastic strain during compression firstly occurred at the areas around the defects before the entire specimen due to stress concentration sites at tip of the defects. This higher stress concentration led to form intense strain concentrations along 45° direction around each defect. These strain concentrations could be the reason for the formation of adiabatic shear band. One possible mechanism for the formation of adiabatic shear band in printed Ti64 alloy is the initial defects and voids formed during fabrication [28]. The initial defects might act as suitable sites for dissipating the heat generated during dynamic deformation. In addition, these defects with sharp tips act stress concentration sites which can lead to formation of adiabatic shear bands and crack initiation and propagation in the end [28].

The effect of initial defects on plastic strain at cross section of the specimen during compression
In Fig. 13, SEM micrographs of the specimen compressed at the strain rate of 1250/s is shown. In this figure, an initial defect and adiabatic shear band connected to that defect can be seen. This initial defect in the microstructure generated during fabrication might lead to formation of adiabatic shear band due to the reason explained in Fig. 12.

SEM micrographs of adiabatic shear bands and voids in the specimen dynamically compressed at room temperature with the strain rate of 1250/s
The SEM micrographs of the specimens compressed at the strain rates of 1250 and 2500/s are shown in Fig. 14. Both specimens exhibited adiabatic shear bands near 45° along the compression direction. As titanium alloys are very susceptible to the formation of adiabatic shear bands, these shear bands can occur at high strain rates, owing to abrupt temperature increases, as a result of the conversion of deformation to heat in a short time. The increase in the temperature at local microstructures may induce softening of local material [13]. The types of these bands seen in the figure are different. In the literature, mainly two types of shear bands, i.e., deformed and transformed, were reported according to their microstructural appearance [42]. In deformed adiabatic shear bands, grains are heavily deformed and elongated along shear band. In transformed adiabatic shear bands, phase change or recrystallization can form due to localized heating and this type of band can appear in white color after etching the specimen in micrographs [42, 43]. The increase in the strain rate led to the conversion of more deformation to heat, implying a stronger temperature rise in local regions. This increase in local temperature might be the major mechanism for phase change or recrystallization [44]. As can be seen from Fig. 13 and Fig. 14a, the specimen compressed at 1250/s led to formation of deformed adiabatic shear band with highly deformed grains whereas the increase of strain rate from 1250 to 2500/s led to formation of transformed adiabatic shear band (Fig. 14b). In a study by Wan et. al [45], formation of adiabatic shear band in Ti64 alloy with machining was investigated. According to their results, as the cutting speed of machining increased, resulting increase of strain rate, the type of adiabatic shear band turned from deformed band to transformed band as observed in the current study.

SEM micrographs of adiabatic shear bands and voids in EBM-prepared Ti64 alloy specimens that were dynamically compressed at room temperature with the strain rates of a 1250/s and b 2500/s
The width of both types of adiabatic shear bands are also different. Deformed shear bands are narrower than transformed shear bands [43]. In our study, the average width of the adiabatic shear band for the specimen compressed at 1250/s was 1.5 ± 0.1 µm. As the strain rate increased from 1250 to 2500/s, the width of the adiabatic shear band increased to 2.8–10 µm.
Some micro-voids may be observed inside adiabatic shear bands in Ti64 alloy. In Fig. 14b, several void nucleation and growth inside the transformed adiabatic shear band are shown for the specimen that was tested at 2500/s. One reason for formation of voids in adiabatic shear bands might be associated with the contribution of thermal softening of the material with an abrupt increase in temperature and high tensile stress concentration inside the shear band [46,47,48]. As a result of heating and excessive deformation, dynamic recrystallization might occur inside adiabatic shear band and might lead to occurrence of equiaxed fine grains [49]. Fine grains were exposed to excessive localized deformation resulting formation and growth of voids [50]. Voids nucleate and coalesce in the interfaces between adiabatic shear bands and matrix material. As a result, small cracks are initiated in connection with voids, followed by the crack propagation [18]. The fracture of the specimen compressed at the strain rate of 2500/s along 45° might be attributed to the formation and coalescence of voids in the vicinity of the adiabatic shear band (Fig. 14b). At further plastic deformation during compression, adiabatic shear bands might lead to fracture of the specimen into two pieces [51].
5.3.2 Effect of Morphology of Initial Defect
Two different initial defect geometries were analyzed via 3D simulation studies to lighten the effect of morphology on strain distribution and adiabatic shear band formation (Fig. 15). In these studies, spherical and prismatic vacancies with the same volume were modeled. In Fig. 15a, cross-sectional views of specimens are shown prior to compression. The spherical and prismatic vacancies demonstrate initial spherical void and irregular shaped lack-of-fusion defects formed during 3D fabrication of Ti64 alloy, respectively. After 0.00006 s during compression (Fig. 15b), strains higher than 0.07 mm/mm started to nucleate in the vicinity of defects. Both defects act as stress concentration sites along 45° from the center to the conners of the specimen. However, larger area was affected and possessed plastic strain along that direction for prismatic defect. At the time when compression concluded (Fig. 15c), similar strain distributions were obtained around both defects regardless of defect morphology. However, larger area for strain distributions were obtained at left and right edges of lack-of-fusion defect (prismatic vacancy). This result can be attributed to the irregular shape of lack-of-fusion defect which might cause higher stress concentration sites [26]. The regions with excessive stress concentration might promote formation of adiabatic shear band (see Fig. 13) [28]. According to the numerical study by Biswas and Ding [52], pore shape plays an important role on deformation behavior of the alloy.

Effect of defect morphology on strain distribution of specimen compressed at 1250/s a t = 0 b t = 0.00006 s c t = 0.00012 s
The shapes of defects altered at the end of process compared to the shapes at the onset of deformation owing to compression deformation. Spherical geometry of void turned into an ellipsoid geometry whereas prismatic geometry of lack-of-fusion defect stayed as prismatic shape although all of its three dimensions changed due to high compression.
6 Conclusions
In this study, the effects of high strain rate and temperature on the mechanical properties and microstructural behavior of EBM-prepared Ti-6Al-4 V alloy specimens were investigated experimentally and numerically. The main findings of this study are as follows.
-
The specimens that were dynamically compressed at the strain rates above 1750/s fractured at 45° along the longitudinal direction and exhibited a reduction in the total strain. Deformed adiabatic shear bands were observed for the specimens compressed at the strain rates of 1250/s and increase of strain rate led to formation of transformed adiabatic shear band for the specimen compressed at 2500/s. The average width of these bands increased considerably as the strain rate increased from 1250 to 2500/s. As the strain rate increased up to 2500/s, void nucleation was observed in the interface between adiabatic shear band and matrix phase.
-
Numerical studies showed that initial defects in the specimen led to formation of higher plastic strain in the direction of 45° in the vicinity of initial defects regardless of defect morphology during compression compared to the other regions of the specimen. This result was correlated with test specimen compressed at 1250/s. The initial defect observed at the corner of test specimen might lead to formation of adiabatic shear band at the tip of that defect due to the stress and strain concentration.
-
The void with prismatic shape which illustrates the irregular shape of lack-of-fusion defect led to larger area to be affected by excessive strains. Hence, at high strain rates, adiabatic shear band may be more prone to be formed around the lack-of-fusion defect.
References
Gao, P.; Fu, M.; Zhan, M.; Lei, Z.; Li, Y.: Deformation behavior and microstructure evolution of titanium alloys with lamellar microstructure in hot working process: a review. J. Mater. Sci. Technol. 39, 56–73 (2020). https://doi.org/10.1016/j.jmst.2019.07.052
Meyer, L.W.; Krüger, L.; Sommer, K.; Halle, T.; Hockauf, M.: Dynamic strength and failure behavior of titanium alloy Ti-6Al-4V for a variation of heat treatments. Mech Time Depend Mater 12, 237–247 (2008). https://doi.org/10.1007/s11043-008-9060-y
Alaghmandfard, R.; Chalasani, D.; Hadadzadeh, A.; Amirkhiz, B.S.; Odeshi, A.; Mohammadi, M.: Dynamic compressive response of electron beam melted Ti–6Al–4V under elevated strain rates: microstructure and constitutive models. Addit. Manuf. 35, 101347 (2020). https://doi.org/10.1016/j.addma.2020.101347
Honarmandi, P.; Aghaie-Khafri, M.: Hot deformation behavior of Ti-6Al-4V Alloy in β phase field and low strain rate. Metallogr. Microstruct. Anal. 2, 13–20 (2013). https://doi.org/10.1007/s13632-012-0052-6
Lee, W.S.; Lin, C.F.: Plastic deformation and fracture behaviour of Ti-6Al-4V alloy loaded with high strain rate under various temperatures. Mater. Sci. Eng., A 241, 48–59 (1998). https://doi.org/10.1016/s0921-5093(97)00471-1
Lee, W.S.; Huang, S.Z.: Deformation and failure behaviour of Ti-6Al-4V alloy under high rate shear loading. Comput Ballist II(40), 229–238 (2005)
El-Magd, E.; Abouridouane, M.: Characterization, modelling and simulation of deformation and fracture behaviour of the light-weight wrought alloys under high strain rate loading. Int. J. Impact Eng 32, 741–758 (2006). https://doi.org/10.1016/j.ijimpeng.2005.03.008
Peirs, J.; Verleysen, P.; Degrieck, J.; Coghe, F.: The use of hat-shaped specimens to study the high strain rate shear behaviour of Ti-6Al-4V. Int. J. Impact Eng 37, 703–714 (2010). https://doi.org/10.1016/j.ijimpeng.2009.08.002
Zhou, T.; Wu, J.; Che, J.; Wang, Y.; Wang, X.: Dynamic shear characteristics of titanium alloy Ti-6Al-4V at large strain rates by the split Hopkinson pressure bar test. Int. J. Impact Eng 109, 167–177 (2017). https://doi.org/10.1016/j.ijimpeng.2017.06.007
Zhang, Z.; Wang, T.; Han, J.; Ren, Z.; Wu, R.; Sun, J.: Achieving ultrafine grained structure in Ti-6Al-4V alloy by high strain rate deformation with a martensitic microstructure. Mater. Lett. 250, 46–50 (2019). https://doi.org/10.1016/j.matlet.2019.04.110
Wahed, M.A.; Gupta, A.K.; Sharma, V.; Mahesh, K.; Singh, S.K.; Kotkunde, N.: Material characterization, constitutive modelling, and processing map for superplastic deformation region in Ti-6Al-4V alloy. Int. J. Adv. Manuf. Technol. 104, 3419–3438 (2019). https://doi.org/10.1007/s00170-019-03956-z
Despax, L.; Vidal, V.; Delagnes, D.; Dehmas, M.; Matsumoto, H.; Velay, V.: Influence of strain rate and temperature on the deformation mechanisms of a fine-grained Ti-6Al-4V alloy. Mater. Sci. Eng., A 790, 139718 (2020). https://doi.org/10.1016/j.msea.2020.139718
Biswas, N.; Ding, J.L.; Balla, V.K.; Field, D.P.; Bandyopadhyay, A.: Deformation and fracture behavior of laser processed dense and porous Ti6Al4V alloy under static and dynamic loading. Mater. Sci. Eng., A 549, 213–221 (2012). https://doi.org/10.1016/j.msea.2012.04.036
Li, P.H.; Guo, W.G.; Huang, W.D.; Su, Y.; Lin, X.; Yuan, K.B.: Thermomechanical response of 3D laser-deposited Ti-6Al-4V alloy over a wide range of strain rates and temperatures. Mater. Sci. Eng., A 647, 34–42 (2015). https://doi.org/10.1016/j.msea.2015.08.043
Xiao, L.; Song, W.: Additively-manufactured functionally graded Ti-6Al-4V lattice structures with high strength under static and dynamic loading: experiments. Int. J. Impact Eng 111, 255–272 (2018). https://doi.org/10.1016/j.ijimpeng.2017.09.018
Gangireddy, S.; Faierson, E.J.; Mishra, R.S.: Influences of post-processing, location, orientation, and induced porosity on the dynamic compression behavior of Ti–6Al–4V alloy built through additive manufacturing. J Dyn Behav Mater 4, 441–451 (2018). https://doi.org/10.1007/s40870-018-0157-3
Brown, A.D.; Ameri, A.H.; Gregg, A.; Austin, D.C.; Escobedo, J.P.; Hazell, P.J.; et al.: Dynamic mechanical response of additive manufactured Ti-6Al-4V [C]. AIP Conf. Proc. 1979, 1–6 (2018). https://doi.org/10.1063/1.5044817
Alaghmandfard, R.; Dharmendra, C.; Odeshi, A.G.; Mohammadi, M.: Dynamic mechanical properties and failure characteristics of electron beam melted Ti-6Al-4V under high strain rate impact loadings. Mater. Sci. Eng., A 793, 139794 (2020). https://doi.org/10.1016/j.msea.2020.139794
Peirs, J.; Tirry, W.; Amin-Ahmadi, B.; Coghe, F.; Verleysen, P.; Rabet, L.; Schryvers, D.; Degrieck, J.: Microstructure of adiabatic shear bands in Ti6Al4V. Mater. Charact. 75, 79–92 (2013)
Medyanik, S.N.; Liu, W.K.; Li, S.: On criteria for dynamic adiabatic shear band propagation. J. Mech. Phys. Solids 55(7), 1439–1461 (2007)
Shahan, A.R.; Taheri, A.K.: Adiabatic shear bands in titanium and titanium alloys: a critical review. Mater. Des. 14(4), 243–250 (1993)
Luo, J.; Wang, L.F.; Li, M.Q.; Ge, C.J.; Ma, X.X.; Yang, Y.T.: Formation of adiabatic shear band and deformation mechanisms during warm compression of Ti–6Al–4V alloy. Rare Met. 35, 598–605 (2016)
Rittel, D.; Landau, P.; Venkert, A.: Dynamic recrystallization as a potential cause for adiabatic shear failure. Phys. Rev. Lett. 101(16), 165501 (2008)
Zhou, Y.; Fan, Q.; Liu, X.; Wang, D.; Zhu, X.; Chen, K.: Multi-scale crystal plasticity finite element simulations of the microstructural evolution and formation mechanism of adiabatic shear bands in dual-phase Ti20C alloy under complex dynamic loading. J. Mater. Sci. Technol. 59, 138–148 (2020)
Guo, Y.; Ruan, Q.; Zhu, S.; Wei, Q.; Chen, H.; Lu, J.; Hu, B.; Wu, X.; Fang, D.: Temperature rise associated with adiabatic shear band: causality clarified. Phys. Rev. Lett. 122(1), 015503 (2019)
Lv, H.; Zhang, Z.; Li, J.; Liu, Y.; Chen, H.; He, H.; Cheng, J.; Chen, Y.: The effect of process-induced porosity on fatigue properties of Ti6Al4V alloy via high-power direct energy deposition. Coatings 12(6), 822 (2022)
Li, P.H.; Guo, W.G.; Yuan, K.B.; Su, Y.; Wang, J.J.; Lin, X.; Li, Y.P.: Effects of processing defects on the dynamic tensile mechanical behavior of laser-solid-formed Ti-6Al-4 V. Mater. Charact. 140, 15–29 (2018)
Azarniya, A.; Colera, X.G.; Mirzaali, M.J.; Sovizi, S.; Bartolomeu, F.; Wits, W.W.; et al.: Additive manufacturing of Ti–6Al–4V parts through laser metal deposition (LMD): Process, microstructure, and mechanical properties. J Alloy Compd 804, 163–191 (2019)
Nursyifaulkhair, D.; Park, N.; Baek, E.R.; Lee, J.B.: Effect of process parameters on the formation of lack of fusion in directed energy deposition of Ti-6Al-4V alloy. J Weld Joining 37(6), 579–584 (2019)
Hu, Y.N.; Wu, S.C.; Withers, P.J.; Zhang, J.; Bao, H.Y.X.; Fu, Y.N.; Kang, G.Z.: The effect of manufacturing defects on the fatigue life of selective laser melted Ti-6Al-4V structures. Mater. Des. 192, 108708 (2020)
Fleishel, R.; Ferrell, W.; TerMaath, S.: Fatigue-damage initiation at process introduced internal defects in electron-beam-melted Ti-6Al-4V. Metals 13(2), 350 (2023)
ASTM E8/E8M. Standard test methods for tension testing of metallic materials [M]. Annual Book of ASTM Standards 4 2016:1–27. https://doi.org/10.1520/E0008.
Johnson, G.R.; Cook, W.H.: Constitutive model and data for metals subjected to large strain, high strain rates and high temperatures. The Seventh International Symposium on Ballistics 541–7 (1983)
Razavi, N.; Van Hooreweder, B.; Berto, F.: Effect of build thickness and geometry on quasi-static and fatigue behavior of Ti-6Al-4V produced by electron beam melting. Addit. Manuf. 36, 101426 (2020)
Alaghmandfard, R.; Dharmendra, C.; Odeshi, A.; Mohammadi, M.: Deformation and fracture behavior of electron beam melted Ti-6Al-4V under high strain rate impacts. Mater. Sci. Technol. (2019). https://doi.org/10.7449/2019/MST_2019_75_82
Chen, G.; Ren, C.; Lu, L.; Ke, Z.; Qin, X.; Ge, X.: Determination of ductile damage behaviors of high strain rate compression deformation for Ti-6Al-4V alloy using experimental-numerical combined approach. Eng. Fract. Mech. 200, 499–520 (2018)
Boivineau, M.; Cagran, C.; Doytier, D.; Eyraud, V.; Nadal, M.H.; Wilthan, B.; Pottlacher, G.: Thermophysical properties of solid and liquid Ti-6Al-4V (TA6V) alloy. Int. J. Thermophys. 27, 507–529 (2006)
Keles, M.F.; Hafizoglu, H.; Konokman, H.E.; Karadeniz, E.: Mechanical testing of three-dimensional printed acrylonitrile butadiene styrene under various strain rates. J. Test. Eval. 51(5), 3294–3312 (2023)
Pankow, M.; Attard, C.; Waas, A.M.: Specimen size and shape effect in split Hopkinson pressure bar testing. J Strain Anal Eng Design 44(8), 689–698 (2009)
Aziziderouei, M.; Chen, Z.; Pasang, T.; Newby, M.; Tao, Y.: Effect of lack of fusion formed during electron beam powder bed fusion of Ti-6Al-4V alloy on impact toughness. J. Mater. Eng. Perform. 29, 4978–4990 (2020)
Zhu, S.; Guo, Y.; Chen, H.; Li, Y.; Fang, D.: Formation of adiabatic shear band within Ti–6Al–4V: effects of stress state. Mech. Mater. 137, 103102 (2019)
Jo, M.C.; Kim, S.; Kim, D.W.; Park, H.K.; Hong, S.S.; Kim, H.K.; et al.: Understanding of adiabatic shear band evolution during high-strain-rate deformation in high-strength armor steel. J. Alloy. Compd 845, 155540 (2020)
Walley, S.M.: Shear localization: a historical overview. Metall. and Mater. Trans. A. 38, 2629–2654 (2007)
Bisht, A.; Kumar, S.; Pang, K.H.; Zhou, R.; Roy, A.; Silberschmidt, V.V.; Suwas, S.: Shear band widening mechanism in Ti–6Al–4V under high strain rate deformation. J. Mater. Res. 35(13), 1623–1634 (2020)
Wan, Z.P.; Zhu, Y.E.; Liu, H.W.; Tang, Y.: Microstructure evolution of adiabatic shear bands and mechanisms of saw-tooth chip formation in machining Ti6Al4V. Mater. Sci. Eng., A 531, 155–163 (2012)
Liao, S.C.; Duffy, J.: Adiabatic shear bands in a Ti-6Al-4V titanium alloy. J. Mech. Phys. Solids 46(11), 2201–2231 (1998)
Xue, Q.; Meyers, M.A.; Nesterenko, V.F.: Self-organization of shear bands in titanium and Ti–6Al–4V alloy. Acta Mater. 50(3), 575–596 (2002)
Liu, X.; Tan, C.; Zhang, J.; Hu, Y.; Ma, H.; Wang, F.; Cai, H.: Influence of microstructure and strain rate on adiabatic shearing behavior in Ti–6Al–4V alloys. Mater. Sci. Eng., A 501(1–2), 30–36 (2009)
Murr, L.E.; Ramirez, A.C.; Gaytan, S.M.; Lopez, M.I.; Martinez, E.Y.; Hernandez, D.H.; Martinez, E.: Microstructure evolution associated with adiabatic shear bands and shear band failure in ballistic plug formation in Ti–6Al–4V targets. Mater. Sci. Eng., A 516(1–2), 205–216 (2009)
Mendoza, I.; Villalobos, D.; Alexandrov, B.T.: Crack propagation of Ti alloy via adiabatic shear bands. Mater. Sci. Eng., A 645, 306–310 (2015)
Liu, Y.; Meng, J.; Zhu, L.; Chen, H.; Li, Z.; Li, S.; et al.: Dynamic compressive properties and underlying failure mechanisms of selective laser melted Ti-6Al-4V alloy under high temperature and strain rate conditions. Additive Manufacturing 54, 102772 (2002)
Biswas, N.; Ding, J.L.: Numerical study of the deformation and fracture behavior of porous Ti6Al4V alloy under static and dynamic loading. Int. J. Impact Eng 82, 89–102 (2015)
Acknowledgements
This study was supported by the TOBB University of Economics and Technology and the TUBITAK Defense Industries Research and Development Institute. Support through the Presidency of Defense Industries and the Turkish Aerospace under the SAYP project DDKIT1 is also gratefully acknowledged.
Funding
Open access funding provided by the Scientific and Technological Research Council of Türkiye (TÜBİTAK).
Author information
Authors and Affiliations
Contributions
The conceptualization of the research was done by all authors. The resources for experimental and numerical studies were provided by Hakan Hafizoglu, Firat Memu and Burcu Arslan Hamat. Investigation of the results were performed by Hakan Hafizoglu and Firat Memu. Validation of experimental and numerical studies was done by Hakan Hafizoglu and Huseyin Emrah Konokman. The manuscript was written and rewied/edited by all authors. Nuri Durlu also contributed to the study by funding acquisition and supervision.
Corresponding author
Ethics declarations
Conflict of interests
The authors have no competing interests to declare that are relevant to the content of this article.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hafizoglu, H., Memu, F., Hamat, B.A. et al. Dynamic Deformation Behavior of the Electron Beam Melted Ti-6Al-4V Alloy. Arab J Sci Eng (2024). https://doi.org/10.1007/s13369-024-09166-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13369-024-09166-4