
Abstract
Heat transfer capabilities of the heat exchangers require enhancements to save energy and decrease their size. For this purpose, the swirl generators have been widely preferred. However, the swirler inserts have not reached their optimum shape. Thus, this study experimentally and numerically investigates the impact of novel 3D-printed swirler inserts with varying twist angles in the range of 0°–450° on the thermo-hydraulic performance of solar absorber tube heat exchangers under laminar flow (Re = 513–2054) condition. Friction factor, Nusselt number, and performance evaluation criterion (PEC) were used to assess heat exchanger performance, and related correlations are provided. Tangential velocity components were also used to explore fluid flow characteristics in local analysis. Numerical investigation was done by using computational fluid dynamics adopting Finite Volume Method in ANSYS Fluent. Results show that 3D-printed swirlers considerably increase heat transfer compared to plain tube. The swirler with a twist angle of 450° led to the maximum enhancements of nearly 217% in average Nusselt number and around 1630% in friction factor at Reynolds number of 2054. Overall, increasing Reynolds number enhanced Nusselt number. The highest PEC of 1.15 was observed at a Reynolds number of 1031 using the swirler with 150° twist angle. Flow near the swirler has higher tangential velocities, hence contributing to local Nusselt number enhancement up to 453.8% compared to plain tube when swirler with twist angle of 450° utilized. It is anticipated that findings of this study can guide further related research and increase the usage of swirlers in heat exchangers.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The continuously growing population in the world causes increasing energy demand which requires more energy production [1]. While countries have been trying to supply this high demand by harnessing non-renewable rather than renewable resources which is still far from replacing fossil fuels [2], many ways have been proposed to overcome this problem. Increasing energy efficiency is one possible method to lower the uprising trend of the need for electricity. Most importantly, thermal performance enhancement of the heat exchangers that are extensively implemented in air conditioning [3,4,5], refrigeration [6, 7], power plants [8], thermal energy storage [9, 10], aerospace technology [11, 12], nuclear energy [13], etc., can be highly beneficial for saving energy. Therefore, modification of heat exchanger geometry, inserting flow turbulators, or replacing the working fluid with heat transfer fluids such as nanofluids has been considered in order to increase the heat exchangers’ ability to transfer heat. Researchers were particularly interested in flow turbulators, and they proposed modifying the heat exchangers' surfaces or installing other kinds of inserts to generate swirling flow. If both methods were applied for this purpose, this is named compound method. Flow turbulators, vortex, or swirl flow generators have been also classified as active or passive. Comprehensive reviews [14,15,16] have shown that the passive method simply increases the pressure drop, which results in higher pumping power, and doesn't require any external power. The active method [17,18,19,20,21,22], on the other hand, necessitates extra power to create or manipulate such motion of the fluid.
As mentioned above, with the aim of inducing vortex flow, assorted shapes of attachments such as baffles [23, 24], twisted tapes [25,26,27], conical strips, helical coils [28,29,30], wings [31, 32] or winglets [33,34,35,36], or swirl generators [37, 38] in diverse heat exchangers can be found in the literature. As an example, Abed et al. [39] utilized four different conical strips by altering their shapes as large conical, small conical, rectangular and elliptical in parabolic through solar collectors to generate swirling flow. In addition, by dispersing SiO2 nanoparticles with 6% volume fraction in Therminol® VP-1 the maximum thermal enhancement of 62.53% was achieved compared to the plain tube. Various types of twisted tapes [40,41,42,43,44,45,46] have been proposed to generate vortex flow, as well. Some of these heat transfer studies employing twisted tapes have been reviewed extensively by [47, 48]. Luo et al. [29] stated in their numerical investigation on the thermal performance of heat exchangers with special type twisted tapes and coiled wires that the pressure drop increased by 960%, while the heat transfer coefficient also increased by 142%. They also concluded that the highest PEC value was 1.31 and using proposed design improved the thermal performance of the heat exchanger 20% more than that of utilizing typical twisted tapes in heat exchanger. Hou et al. [17] applied magnetic fields on ferrofluids flowing through the pipe with V-type twisted tapes and explored their active/passive effects on heat transfer. It was highlighted that the magnetic field near the outlet region increased heat transfer more than implemented at the entrance or middle of the pipe. A related study on the utilization of twisted tapes and magnetic fields to manipulate ferrofluid flow was conducted by Mokhtari et al. [49]. They reported the combination of magnetic field and twisted tape enhanced heat transfer higher than 200%.
In the last decade, additive manufacturing technology has been improved tremendously, and 3D printing has become a contemporary method for producing complex-shaped geometries. Materials that have been used in additive manufacturing are highly versatile which enables a broad range of application areas. Liu et al. [50] applied fluid decomposition modeling (FDM) as a manufacturing method to examine the mechanical properties of samples made from PLAs based on wood, ceramic, or different metals like copper, aluminum and carbon fiber materials. A unique material manufacturing technique was developed by Bhandari et al. [51]. They added carbon fibers to conventional 3D printing materials including semi-crystalline polylactic acid (PLA) and amorphous polyethylene terephthalate-glycol (PETG) to increase their strength. In another study, Caminero et al. [52] focused on the improvement of the mechanical as well as texture properties of PLA-based composites including graphene nanoplatelet. Kuznetsov et al. [53] used an open-source desktop 3D printer to examine the effects of manufacturing parameters such as layer height or nozzle diameter on product strength. Printed material strength was measured by scanning electronic microscopy (SEM) considering mesostructure. Furthermore, the majority of the materials used in 3D manufacturing are mostly biodegradable. A recently published comprehensive review article [54] aimed to demonstrate the improvements in the synthesis and degeneration of PLA-based materials which are profoundly in use globally. In one study, Böğrekci et al. [55] investigated the impact of the density (15–100%) and the infill type (linear, diamond and hexagonal) parameters on the hardness of the 3D-printed materials.
On the one hand, twisting a straight tape or similar shaped rod leads to creating secondary motion which is simply the flow conveyed to move on a spiral shaped path at the lateral surfaces of the pipe by changing fluid flow direction to be perpendicular to the downstream of the flow. By doing this, flow path was increased as well as the thermal boundary layer was disrupted. Moreover, mixing the flow enhanced the fluid molecule interactions by increasing the kinetic energy contributing to the heat transfer enhancement. On the other hand, 3D manufacturing technology enables the production of samples with geometry that is difficult to produce by using conventional methods. Additionally, the improvements in engineering and science require CAD drawings with novel designs to be manufactured fast to test them in real-life conditions. Therefore, the usage of 3D printing technology is also called rapid prototyping. As reviewed above, several studies have been published to improve the 3D printing technology in terms of the mechanical features of the materials or the accuracy and speed of the printing machines. However, very few heat transfer enhancement studies have integrated 3D printing manufacturing techniques to produce their prototypes, which could be highly beneficial for finalizing the sample design and hence decreasing research time.
Although it is now well established from a variety of studies that twisted-shaped inserts generate swirling flow and hence contributing to heat transfer enhancement in heat exchangers, debate still continues about the best geometry and material of the swirl flow generators. To date, the problem of finding the optimum design of the swirler insert shape and material in order to maximize the heat exchanger performance has received scant attention in the research literature as reviewed above. Additionally, no single study exists that explored the effect of proposed special shape PLA-based 3D-printed short-length swirlers with different twist angles on the thermal and hydraulic performance of the solar absorber heat exchanger tube. In this study, therefore, to generate decaying swirling flow, novel 3D manufactured short-length swirler inserts have been examined numerically and experimentally using air flow in laminar flow at Reynolds number between 513 and 2054 by modifying their twist angle between 0° and 450°. The purpose of this study is to mainly explore the thermo-hydraulic efficiency of solar absorber tube heat exchangers using proposed 3D-printed swirl flow generators. Moreover, the correlations are provided related to friction factor and Nusselt number for the cases with swirlers having twist angles of 0°(SW150), 300°(SW300) and 450°(SW450). In addition to the global analysis of the heat exchanger tube in terms of the mentioned parameters, local analysis findings including especially the observation of tangential velocity vector components' magnitudes and directions at both longitudinal and cross-sectional locations of the tube are illustrated.
2 Materials and Methods
2.1 Geometry and Mesh
Numerical study was conducted to investigate the influence of varying twist angles of proposed 3D-printed swirlers using laminar flow. In order for this, four unique swirlers with four blades were created. All 50 mm length swirlers have an inner rod diameter of 6 mm and an outer diameter of 19.8 mm. The 3D-printed swirlers were created by altering their twist angles (\(\alpha\)) and named accordingly as SW0 (0° twist angle), SW150 (150° twist angle), SW300 (300° twist angle) and SW450 (450° twist angle). In this study, the twist angle of the swirlers represents the total angle of the revolution of a blade between two ends of the swirler, which is intentionally given to distinguish between attack angle and twist angle and thereby avoid potential ambiguity since they are interchangeably used in the literature. The details of the geometrical characteristics of the swirlers are illustrated in Fig. 1.

The geometric characteristics of 3D-printed swirlers
The 3D geometries of swirlers were drawn in SolidWorks 2020. Then the pipe geometry drawings, volume extraction, topology sharing and labeling of boundaries were completed in ANSYS SpaceClaim 2022 R1. Two different mesh generation techniques were used. First, a hybrid grid with tetrahedral and hexahedral elements was created for plain tube volume using SpaceClaim Meshing tool. Second, the ANSYS Mosaic (poly-hexcore) meshing method was adopted for the volume of the tubes with swirl generators using Fluent Meshing. This is a hybrid generation technique that combines both structured and unstructured meshes. The reason for preferring this method was that it decreases the mesh generation time by having less face number and better-quality mesh. It also allows polyhedral links among diverse grid types.
For laminar flow, if mesh is a fine mesh, inflation layers are not necessary since the boundary layer is thicker. However, since swirlers disrupt the boundary layer and then allow it to regrow along the pipe as swirling motion fades, in order to solve the frictional and thermal effects in the regions close to the wall, a couple of inflation layers have been used in related studies [56,57,58] and recommended. Therefore, inflation layers with thinner elements on the wall surface are created. Then they enlarge as the cell generation directs to the core regions by taking into account the mesh quality criteria between two adjacent cells to minimize mesh-related errors and solve governing equations with high accuracy.
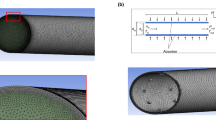
Volume mesh including SW450 swirler (left) and plain mesh volume (right) are illustrated in Fig. 2 from the front view of the pipe seeing the inlet boundary. In addition, the details of the grid are represented with the cross-sectional view of the volume mesh with SW150 swirler, the surface mesh of SW150, and the volume mesh of the pipe including SW450 with semi-transparent views in Fig. 3.

Front views of the meshes. a Volume with SW450. b Plain tube volume

The details of swirler and pipe volume meshes
2.2 Grid Independence Test
Grid independence check is highly necessary in order to obtain reliable results from simulations with less relative error. Therefore, the plain tube volume and the tube volume with different swirlers have been included in the grid independence analysis separately. The analysis results including node numbers in the mesh of different cases and corresponding percent error between numerical and experimental results at Reynolds number 1284 for the plain tube are represented in Table 1. Based on the results, case 7 with 1803282 grid nodes providing high accuracy and requiring decent computational power was selected for plain tube CFD simulations.
Similarly, grid independence of each case was tested since the volume domain was changed when swirlers with different shapes inserted. Based on the series of grid independence analyses for each case, optimum mesh node numbers were determined as 2532984, 2682446, 2747286 and 2891338 for swirlers SW0, SW150, SW300 and SW450, respectively. Next, simulation setups were run using the selected meshes.
2.3 Governing Equations
Governing equations were written based on the assumptions. Therefore, governing equations considering the flow domain is three dimensional, steady and incompressible can be written as follows [59]:
Conversation of mass:
Conservation of momentum:
Conversation of energy:
where ρ is the density of the fluid, u is the velocity of the fluid, p is the pressure, I is the identity tensor, μ is the dynamics viscosity, g is the gravitational acceleration, cp represents specific heat capacity of the fluid, k is the thermal conductivity and T is the temperature of the fluid.
Thermophysical properties of air as working fluid in this study change depending on temperature. Polynomial Eqs. 4,5,6 and 7 given by Kurnia et al. [59] satisfy these parameter changes with high accuracy such that the maximum relative error reported is around 1%. Therefore, the following equations [59] were adopted in the setup of the numerical model and used as equation of state of the fluid in the CFD simulation. The thermophysical properties of air are:
where, \({\rho }_{a}\) is the density of air in\(\mathrm{ kg}/{{\text{m}}}^{3}\), \({\mu }_{a}\) is the dynamic viscosity of the air in \({{\text{m}}}^{2}/{{\text{s}}}^{2}\), \({k}_{a}\) is the thermal conductivity as \({\text{W}}/{\text{mK}}\) and \({c}_{p,a}\) is the specific heat capacity of the air.
2.4 Numerical Details
Computational fluid dynamics simulations have three main phases in order to conduct numerical analysis correctly. They are both required to obtain reliable results and visualize the specific regions. These three phases are called pre-processing, solving and post-processing, and each phase was completed considering the following details.
The first phase is called pre-processing which covers the creation of 3D swirler geometries in CAD drawing software named Solidworks 2020. ANSYS SpaceClaim (version 2022 R2) is then used to create pipe geometry and volume domain in which the geometrical problems that may cause errors in the mesh generation phase such as gaps in the model, missing or overlapping faces, and unclosed faces, edges or vertices are solved. In the pre-processing phase, after geometry creation and cleaning, the mesh generations were completed using ANSYS Fluent Meshing (version 2022 R2) and ANSYS SpaceClaim Meshing (version 2022 R2) for volumes with swirlers and volume of the plain tube, respectively. The details of geometry and mesh are given in the section called geometry and mesh. The next step is to conduct a preliminary analysis and validate the mesh and physical problem by comparing the data in the literature or analytical results. For this, grid independence studies were done for each case and the results are given in the section named grid independence test.
The second phase includes the selection of the proper solver and creating a setup for the physical problem as well as determining the output data for especially post-processing phase. In this study, commercial software called ANSYS Fluent was selected as a solver which is suitable for the proposed physical model and has features allowing advanced modifications on the mesh, boundary conditions, setup and results. To determine boundary conditions, ANSYS SpaceClaim (version 2022 R2) was utilized, and then the volume domain with labels was transferred to ANSYS Fluent (version 2022 R2) and checked and accepted for further steps. In this step, the following boundary conditions were adopted using the generated mesh volume.
-
Inlet: A fully developed velocity profile is created using a separate 4 m plain tube in the preliminary analysis and then imported here in the test section as inlet velocity x component. The temperature is set as 298.3 K and homogenous indicating zero streamwise gradient.
-
Pipe wall: Constant and uniformly distributed wall heat flux applied on the wall of the pipe to be 100 W/m2. No slip shear condition is applied to the wall of the pipe. Pipe wall material is chosen as copper 12200 which is the same material used in the experiment. The pipe wall thickness was determined to be 0.5 mm.
-
Swirler wall: The swirler surface is set as an adiabatic wall with no heat exchange. Thus, the swirler has no effect on either heat absorption from or generation on the fluid volume. No slip condition was applied to the wall of the swirler, as well. The material of the swirler is selected as polylactic acid (PLA) from the ANSYS GRANTA Materials database to match the experimental case and hence capture the hydraulic characteristics of the flowing fluid on the surface of the swirler successfully.
-
Outlet: The outlet of the pipe volume is set to be zero gauge pressure outlet. Temperature is set as environment temperature to be 298.3 K which is the same as inlet temperature. The reverse flow prevented to not cause non-homogenous temperature profile at outlet cross-sectional area which is integrated into fundamental equations written in data reduction section to report global and local thermo-hydraulic analysis results accurately.
The volume of the fluid is also labeled to measure the overall parameter values such as temperature and density by either averaging or integrating the volume or the mass it contains. It should be noted that this labeling has no effect on solving the governing equations in solution process, but only used to export the necessary data for analysis.
Thermophysical properties of the fluid change according to the temperature and are not accepted as constant to generate results with low relative error compared to experimental results. Although the thermophysical properties of air, which is given in detail in the governing equations section, included into the solution procedure and calculated in each iteration together with other governing equations which may result in higher runtime for each case, it was preferred to generate more reliable results.
To discretize of the solution domain, finite volume method (FVM) is selected. This method is preferred due to a couple of reasons. First, it can be used even coarser meshes and it is independent of cell shape or size. Therefore, it is suitable for especially cases in this study including blades and hence existence of the regions with higher curvature and sharpness which eventually requires sharper or sometimes skewed cells to fill the gaps near the swirler. Since various shaped cells are used for the meshes of solution domain represented in Figs. 2 and 3, this scheme was chosen. Second, governing equations such as conservation of mass and momentum can be easily solved using this method considering such a complex solution domain with diverse mesh elements. The third and the most important reason for choosing this method is that it is efficient, reliable and available in well-known commercial software such as ANSYS Fluent which is preferred as a solver in this study.
To complete the setup of the physical problem, the following steps are considered. Pressure–velocity coupling is selected in the setup section. The fluid flow in all cases is at Reynolds number falling in the range of 513–2054 and therefore it is considered as laminar flow which is assigned in the Fluent Setup. After assigning material properties of such as air, copper and PLA to fluid, pipe and swirler in order to execute the coupling between the pressure and the velocity, Semi İmplicit Pressure Linked Equations (SIMPLE) algorithm is chosen over other algorithm families because it is more stable and economic [60]. Thus, this algorithm has been used extensively in the literature in similar cases because of providing reliable output and its robust converging capabilities, as well. This method has been widely preferred in related studies [21, 61,62,63] since it implicitly solves the governing equations to provide steady-state solutions with higher accuracy by eliminating the direct impact of pressure on velocity. Instead, it utilizes the method of under-relaxation to correct the pressure which also yields decent velocity correction by trading-off the pressure corrections which is not highly necessary for laminar flow. SIMPLE algorithm is a pressure based segregated algorithm, and the algorithm flow chart is given in detail in Fig. 4. More information about the SIMPLE algorithm that Fluent uses can be found elsewhere [64]. Second-order upwind discretization schemes were used and solutions are run with double precision for high fidelity. In computational fluid dynamics simulations, each iteration starts with known values and residual is left at the end of each iteration. Therefore, it is crucial to set optimum residual values for velocity components x, y and z, continuity and energy in order to obtain reliable results by keeping the time requires to complete the simulation when each residual value remained from each iteration drops below the reference set value. The residual reference values are set to be 10–6 as convergence criteria for all governing equations except for energy equation which is set as 10–9 to obtain thermal data with better accuracy. Each simulation was run until all residual criteria were met. For example, Fig. 5 demonstrates the residuals for velocity, continuity and energy versus iteration counts for the case with SW300 at Reynolds number of 1284. It can be seen from Fig. 5 that the iterations continued until around 3500 to completely satisfy all reference conditions, i.e., meeting the requirements of residual set values and hence indicating a fully converged solution. The time it takes to converge each simulation solution took 2 h at least and 4.5 h at most depending on the complexity of the case. When the swirler has a higher twist angle and the flow has a higher velocity, the simulation runtime is longer. Thus, considering each of the simulations, the minimum and maximum iteration counts were nearly 2300 and 4700, respectively. For all simulations, a desktop computer with 6 cores Intel i5 12th gen 12400F processor (4.4 GHz max), 32 GB DDR 4 RAM, 12 GB Nvidia RTX 3060 graphic card was used. ANSYS products with version 2022 R2 were installed on this computer and used on the Windows 10 operation system.

Pressure-based segregated algorithm [64]

The variations of residuals with respect to iteration counts for SW300 at Re = 1284
The third phase consists of post-processing applications. This phase was completed using CFD-Post which is integrated into the ANSYS Workbench and used just after the solutions converged and then both simulation and geometry data were saved and linked. ANSYS CFD-Post is preferred for homogenous and uninterrupted data transfer from the solver FLUENT and advanced visualization and calculation capabilities. Global and local analyses are completed using this tool. In this software, surface, line, polyline and volume creations were done for the specific locations and regions in the pipe. Next, related equations are given in the section named data reduction and defined as user-defined formulas in CFD-Post, and their parameters were calculated on these locations using the table in this software. Once the layout and preferences considering a case are completed, similar cases with the same boundaries can be used to extract the necessary data in this tool. Therefore, each swirler and pipe case data imported in this tool and required data for analysis were obtained. For local analysis, especially, three straight lines were created to obtain the tangential velocity components on these three lines located at the center, mid and lateral regions in the pipe. The cross-sectional surfaces were created for contour plotting and tangential vector illustrations at each x-axis location with a gap of a minimum of 0.05 and a maximum of 0.1 m among them to visualize the velocity, temperature and pressure propagations along the pipe volume. The results are then saved as separate files in CSV format. The nonlinear equations named as correlations given in Table 2 were created using Origin Pro (version 2023) and the optimum fit by expanding the limits to cover Reynolds number in the range of 400–2400 assuring the lowest relative errors including Reynolds number for Nusselt number and friction factor.
3 Experimental Results
3.1 Setup and Procedure
Swirler inserts were designed by using computer aided design (CAD) software Solidworks (version 2020). The 3D geometries were then converted into STL file format and manufactured with a Zaxe X1 + 3D printer using eSun cold white PLA + filaments. Swirlers were printed with the following configurations: layer height of 50 microns, 8 layers and 100% infill. Printing each swirler was completed in almost 4 h. The CAD drawings and corresponding 3D-printed swirlers can be seen in Fig. 6.

3D CAD drawings (top) and printed samples (bottom) of swirlers. a SW0; b SW150; c SW300; d SW450
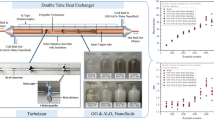
An experimental test section built in laboratory environment can be seen in Fig. 8 and used in this study in order to validate the computational fluid dynamic simulation results. The detailed schematic drawing is also shown in Fig. 7. The laboratory environment is large and the air inside is maintained at the same temperature of 25 °C and relative humidity of 50% during the experiment by using distant air conditioners. The air conditioners were adjusted such that the flow circulations were kept minimum around the experimental setup so that convection heat transfer on the surface of the test section was minimal. To provide hydrodynamically fully developed air flow at the inlet of the pipe of the test section, a 4 m-long PPRC pipe is integrated into the test section as an entrance region. The air volumetric flow rate at the inlet was measured with a hot wire anemometer (testo 425) and the flow velocity was calculated by considering inlet cross-sectional area. The copper pipe of test section has 20 mm inner diameter and 0.5 mm thickness covered with two layers of 20 mm insulation materials with low thermal conductivity coefficient. Kapton tape were used on the copper pipe surface and between insulation layers. Generation of air flow through the pipes was achieved by DC fan driven by a control unit to adjust velocity. 100 W/m2 uniform and constant heat flux supplied to the pipe by using adjustable AC current passing through nichrome wire wrapping the copper pipe. The AC voltage and current were altered by using a Variac transformer. The heat transfer from the pipe to the surrounding air was not more than 5%, and this heat loss measured and added to the electrical supply in order to maintain the constant heat supply to the test section pipe. The test section has 11 pieces of evenly distributed NTC (100 kΩ) thermistors located on the surface of the copper pipe by decreasing the surface thickness of the pipe wall and soldering with silver to measure wall temperature with higher accuracy and homogeneity. Two additional temperature sensors (100 kΩ NTC) placed at the inlet and outlet of the pipe to measure bulk mean temperature of the fluid. All thermistors were connected to a data acquisition system. The pressure difference between inlet and outlet of the test section was measured by using inclined U-tube manometer. In each experiment, the air blower and heat supply unit switched on at the same time. The working fluid was air with an inlet flow velocity altering between 0.4 and 1.6 m/s, by increasing 0.2 m/s at each experiment. Inlet air temperature was always at 25 °C (298.3 K). Next, all the measured parameters waited to be steady, assuring the deviations below 0.2 °C, 0.01 m/s and 1W for temperature, velocity and heat supply units, respectively. The experimental process must be at steady state which was considered in the numerical study. Therefore, the measurements were recorded simultaneously when the system becomes steady which was achieved by waiting at least 35 min after each experiment started. This procedure was repeated for plain tube and each of the cases when swirler replaced with one into another in the tube.

Schematic drawing of the experimental setup
3.2 Data Reduction
Parameters used to define thermal and hydraulic characteristics of the fluid in the experiment defined in this section. Thermal and hydraulic calculations used here can be found in related heat transfer books [65, 66]. Even though the equations are general and common, the parameters in the equations were modified to represent current study calculations as well as subscripts added and corresponding definitions were given below the equation.
The heat transfer rate to fluid can be calculated considering the bulk mean temperature of the fluid as follows:
where \(\dot{m}\) represents the mass flow rate, \({c}_{p}\) is the specific heat capacity, \({T}_{e}\) is the outlet temperature, \({T}_{i}\) is the inlet temperature of the air. Mass flow rate of the air was calculated as follows:
where \({\rho }_{in}\) is the density of the fluid, \({U}_{in}\) is the flow velocity and \({A}_{c}\) is the cross-sectional area of the pipe at the inlet. The heat generated by electrical wire is
which was not totally transferred to the pipe due to heat losses. Therefore, net heat transferred to the pipe is
Next, the net heat flux exerted on the pipe can be written as:
where \({A}_{s}\) is the wetted wall surface area of pipe.
Reynolds Number can be defined as:
where, \({\rho }_{a}\) is the density and \({\mu }_{a}\) is the dynamic viscosity of the air. Both of them calculated based on thermophysical property equations given in this study. Additionally, \({V}_{{\text{in}}}\) and \({D}_{{\text{in}}}\) in the equation represent the inlet air flow velocity and inlet hydraulic diameter, respectively.
Convective heat transfer coefficient of the fluid can be expressed as:
where \({T}_{w}\) is the wall temperature and \({T}_{f}\) is the fluid bulk mean temperature.
The local convective heat transfer coefficient at specified locations in the pipe can be written as:
where \({T}_{w,x}\) and \({T}_{f,x}\) represent the inner wall temperature and fluid bulk temperature at the indicated x-axis location.
The average Nusselt number considering whole domain of the fluid in the test section can be written as follows:
where \({k}_{a}\) is the thermal conductivity of the working fluid air.
Similarly, the local Nusselt number was calculated as follows:
Friction factor can be written as:
where \(\Delta P\) is the pressure drop in the test section between inlet and outlet, \(L\) is the length of the pipe, and \(U\) is the mean velocity of the air flow passing through the tube.
Performance evaluation criteria \((PEC)\) can be calculated in order to express overall thermo-hydraulic performance of the heat exchanger as follows [67]:
where \({{\text{Nu}}}_{0}\) and \({f}_{0}\) represent the average Nusselt number and friction factor of the plain tube, while others are related to the cases with swirlers.
3.3 Limitations
With regard to the research materials and methods, some limitations need to be acknowledged. Although the thermophysical properties of 3D-printing filament material are well reflected from the manufacturer, some slight alterations may occur in the value of these properties of the filament and can significantly impact the findings of the study. As expressed in the materials and methods section, these properties are obtained from the ANSYS GRANTA database for CFD simulations to exactly use the same material. However, PLA material can show different thermophysical properties even with its color or usage time after production. It should be noted that the filament is an organic material and degrade with time even if it is stored in a vacuumed and sealed container. Moreover, the 3D printer plays a key role for giving the designed shape and surface finish on the material most importantly depending on parameters such as its extruder speed, infill options, nozzle or table temperature, cooling of the material, etc., and hence can alter the final form of the swirler and ultimately change the results. Another material limitation can be attributed to the physical shape change of the swirler with temperature during experiment which has a limit expressed with heat distortion temperature. This limit was assured to not be exceeded anywhere in the test section. But the blades of the swirler can be influenced in micro level with high temperatures that could not be measured at local areas of the pipe close to swirler. Although the laboratory environment is used to conduct experiments, the relative humidity and temperature together with natural or forced air circulation in space can affect the data obtained from the test section. In addition, the test section has a blower which is used to set the flow velocity inside the tube and small errors in the adjustment of the speed may influence the analyses overall. In numerical study, computational fluid dynamics (CFD) simulations have certain limitations such as due to the mesh type, boundary condition determination, assumptions as well as models and algorithms used to generate solutions. The limitations derived from the experimental measurement tools causing errors expressed under the section named uncertainty analysis.
3.4 Uncertainty Analysis
Here \(N{u}_{0}\) and \({f}_{0}\) represent the average Nusselt number and friction factor of the plain tube, while others are related to the cases with swirlers.
Measurement errors are inevitable in experimental analysis. Therefore, the following equation was used to calculate uncertainty propagations proposed by Kline and McClintock [68].
Equation 20 modified for the important parameters and the uncertainties was calculated in order to check the reliability of the experimental results. Thus, maximum uncertainties for Reynolds number, Nusselt number, friction factor and PEC were found as 7.9%, 3.9%, 2.1% and 4.7%, respectively. The uncertainty results have demonstrated that the recorded experimental data are reliable with high accuracy.
4 Numerical Results and Discussions
In this section, both numerical and experimental results were presented and compared in terms of thermal and hydraulic effects of swirlers inserts. Since both results were obtained, in order to keep the research findings and discussions short and concise, only numerical results were considered in the both global and local analysis, if experimental results were not pronounced intentionally.
4.1 Validation of Results
The experimental and numerical results must be validated first. The friction factor or Nusselt number parameters of plain tube have been preferred by many researchers [45, 69, 70] in order to validate the numerical results. Therefore, the friction factor which depends on the pressure drop caused by flow in the test section was calculated and compared with proper analytical correlations available in the literature. The pressure drop measured by a sensitive differential pressure measurement tool is a suitable method. Some researchers also preferred using pumping power measurements including the pump efficiency used in the experiment. This method can lead to misinterpreted pressure drop data since it depends on many parameters such as thermophysical properties of fluid passing through the tube and propeller and also pump or compressor motor–propeller efficacies. Therefore, in this study, an inclined U-tube manometer filled with pure water was used. Figure 9 shows the friction factor values corresponding to the plain tube flow with Reynolds number values in the range of 513–2054. The experimental and numerical results were in good agreement with analytical results representing Darcy friction factor [71] with low maximum relative error of 5.08% and 4.64%, respectively, whereas the minimum relative errors were 1.62% and 0.78% for experimental and numerical results, respectively, indicating the numerical results are in good agreement with analytical and experimental results and therefore the mesh and setup can be used in further simulations in this study (Figs. 8, 9).

Photographs of experimental setup a AC supply unit, b data visualization and storing unit (PC), c humidity and temperature sensors d NTC thermistors e copper pipe and insulation f inclined manometer g DC power supply for thermistors h PPRC pipe for entrance region i DC power supply for fan unit j Fan k Fan control unit l rotameter and hot wire anemometer

Comparison of friction factor values for plain tube
4.2 Global Analysis of Heat Exchanger
In this section, thermal and hydraulic analysis of heat exchangers were evaluated as a whole using friction factor (f), Nusselt number (Nu) and performance evaluation criterion (PEC) using both experimental and numerical data and compared to that of plain tube. Friction factor is used to represent hydrodynamic characteristics of the flow, Nusselt number is preferred to indicate the ratio of the sum of convective and conductive heat transfer to the conductive heat transfer across the boundary as a dimensionless number. Therefore, it is used to directly demonstrate the measure of the heat transfer enhancement. Additionally, PEC value is calculated for each case to show overall thermo-hydraulic performance of the heat exchanger.
Figure 10 visualizes the relationship between friction factor and Reynolds number for each swirler with different twist angles. It can be observed from Fig. 10 that the existence of swirler inserts irrelevant of their twist angle increased the friction factor in all cases compared to that of plain tube as expected. At the lowest Reynolds number of 513, the friction factor caused by the swirler is more significant compared to the friction factor observed at the highest Reynolds number of 2054. In particular, SW450 caused the highest friction factor of around 1.18 at a Reynolds number of 513, which was around 0.56 when SW0 was used and only around 0.13 when the tube was empty. Therefore, these high values of friction factor values are seen even when the swirler has no twist angle which can be associated with the blockage of the flow in the tube. This can also be attributed to the fact that as velocity increases the adhesive forces between fluid molecules become weaker leading to lower friction. Similarly, it can be concluded that increasing the twist angle from 0° to 450° also increases the friction factor at the same Reynolds number indicating the same inlet flow velocity. Moreover, it can be observed from Fig. 10 that the enhancement of these friction factor values is more pronounced at lower Reynolds numbers. In addition, as swirler twisted more, it causes higher blockage to the flow by conveying the flow with the angle approaching almost perpendicular to upstream flow. It is interesting to note that the friction factor value decrement rate is higher while Reynolds number increases when SW450 was used. Therefore, swirling intensity plays a key role even when the Reynolds number is higher in laminar flow and the effect on the friction factor is more compared to that of plain tube which has axial flow only.

Variation of friction factor with Reynolds number with different swirlers
Figure 11 illustrates the variation of friction factor enhancement ratio with Reynolds number utilizing various swirler inserts. As shown in Fig. 11, friction factor enhances with Reynolds number increment independent of the swirler type. At all Reynolds numbers SW450 and SW0 demonstrated the highest and the lowest friction factor enhancements, respectively. At the minimum Reynolds number of 513, swirlers SW450, SW300, SW150 and SW0 caused friction factor enhancement of around 820.2%, 559.9%, 409.3% and 334.5%, respectively, compared with plain tube. At the maximum Reynolds number of 2054, swirlers SW450, SW300, SW150 and SW0 resulted in friction factor increment of around 2266.2%, 1676.5%, 1329.1% and 1049.5%, respectively, compared to that of plain tube. From these observations, it can be understood that increasing the twist angle of the swirler enhances the friction factor. Interestingly, the swirler with twist angle of zero (straight swirler) caused an extremely high pressure drop compared to Nusselt number enhancement since it has no contribution of swirl generation. Thus, using straight swirler with zero twist angle was a good reference sample in order to compare twist angle effect on tangential velocity generation which mainly leads to heat transfer increment. Furthermore, blocking fluid flow causes high pressure just before the blockage leading to higher pressure drop. Moreover, when cross-sectional area that flow passing through decreases, the pressure also decreases and hence causing velocity increment due to the conservation of energy which is also called Bernoulli effect. It should be noted that, SW0 with no twist resulted in friction factor enhancement around 4.4 times of the tube without swirler insert at lowest Reynolds number of 513 due to this phenomenon.

Variation of friction factor enhancement ratio with Reynolds number with different swirlers
Variation of average Nusselt number with Reynolds number using different swirlers presented in Fig. 12. Nusselt number increases in all cases as Reynolds number increases due to the increasing flow velocity contributing to better heat transfer by thinning the thermal boundary layer. As twist angle of the swirler increased the Nusselt number also increased in all cases similar to the trend of the friction factor. SW450 yields the highest Nusselt number of around 8.4 at the lowest Reynolds number of 514 and 18.7 at the highest Reynolds number of 2054. The lowest Nusselt number enhancement were seen for all swirlers when the Reynolds number is at its lowest value of 513 among all cases. Nusselt number enhancement with increasing Reynolds number has been pronounced in many previous studies [72,73,74].

Variation of Nusselt number with Reynolds number
The main aim of this study was to investigate the effect of swirl flow generators at laminar flow which has no turbulent and vortices leading higher heat transfer. Therefore, when Nusselt number enhancement ratio investigated considering especially laminar flow as seen in Fig. 13, the average Nusselt number enhancement ratios of 1.4, 1.62, 1.76 and 1.79 were observed at Reynolds number of 513 when SW0, SW150, SW300 and SW450 fitted in the tube, respectively. The maximum Nusselt number enhancement ratios observed to be 3.52, 3.1, 2.69 and 1.63 with SW450, SW300, SW150 and SW0 at Reynolds number of 2054, respectively. In previous studies [70, 73, 75, 76], the expressions indicating similar shape formations of the swirler such as increasing twist angle, increasing attack angle and decreasing twist ratio have been pronounced to be yielding higher Nusselt number, as well. From Fig. 13, it can be seen that the Nusselt number enhancement ratios consistently increased between the Reynolds number of 513 and 1031 and from this point as Reynolds number increases between 1031 to 1284 the rate of the enhancement ratios of Nusselt numbers decreased and this increment rate becomes insignificant between Reynolds number of 1284 and 1540. Between the Reynolds number of 1540 and 2054, SW450 shows the highest Nusselt number enhancement ratios with increasing trend to the maximum percent enhancement of around 216.8% compared to plain tube. SW150 and SW300 enhanced Nusselt number between Reynolds number of 1284 and 2054 almost at the same scale. A slightly more enhancement can be seen at the highest Reynolds number of 2054 which can be attributed to the longer life of the swirling motion of the flow generated by these two swirlers (SW150 and SW300).

Variation of Nusselt number enhancement ratio with Reynolds number using different swirlers
Nusselt number enhancement compared to the plain tube is minimum 79.4% and maximum 216.7% when the swirler with highest twist angle of 450° used. When twist angle of the swirler decreased from 450° to 150° the enhancement percentage of the Nusselt number dropped from 216.8 to 174.54. However, it is interesting finding that the enhancement of Nusselt number percentage is only around 51.2 when swirler with zero twist angle (SW0). From another perspective, even though the Nusselt number enhancement is much lower than the case with SW450, SW0 enhanced the Nusselt number 51.2% more compared to plain tube. This can be associated with the decrease of the cross-sectional area of the flow passages at the entrance of the test tube, which increased the flow velocity and better fluid mixing caused by the blade shapes. The more detailed information can be found in the local analysis section in this study.
Overall thermo-hydraulic performance of the heat exchanger can be measured by PEC value as a ratio of heat transfer enhancement to pumping power enhancement namely friction factor increments. The PEC value of 1 or above generally indicates the acceptable case with high thermo-hydraulic performance. Figure 14 shows the experimental and numerical variation of performance evaluation criterion (PEC) value for SW450, SW300, SW150 and SW0 depending on Reynolds number. At the lowest Reynolds number of 513, PEC value of cases with swirlers of SW150, SW300 and SW150 are higher than that of plain tube, however, they were below the reference value of unity. Only SW150 and SW300 demonstrated comparably higher PEC values of approximately unity. Between the Reynolds number of 513 and 1284, the PEC values of cases including swirlers SW150, SW300 and SW 450 inclined. However, the PEC values fluctuated between Reynolds number of 1284 and 1797 when these swirler were used. After this Reynolds number (1797) swirlers with twist angle higher than 0° increased PEC value as Reynolds number increases except the experimental data of SW300 which remained almost the same. Interestingly, numerical results indicated the highest PEC of 1.15 was observed with SW150 at Reynolds number 1031, while the highest PEC was found to be 1.20 with SW450 at Reynolds number 2054 based on experimental data. Using SW450 can be beneficial for heat exchanger tubes assuring PEC value to be greater than or equal to unity while providing the highest Nusselt numbers compared to other swirlers. Although SW450 enhances the local and global Nusselt number the most among other swirlers, it is only useful when Reynolds number is in the range of 1031–2054 since the PEC value is greater than unity only in this specific range. SW300 and SW150 can be preferred at the Reynolds number of 770 with PEC values 0.5% and 8% higher than unity, respectively. At the lowest Reynolds number of 513, no swirler exhibited a higher PEC value more than or equal to unity which indicated that the usage of these swirlers is not beneficial in terms of overall thermo-hydraulic performance at this Reynolds number. However, if the intent is only to increase the Nusselt number in the tube either locally or globally, the usage of SW450 can be preferred over other swirlers at any of the Reynolds numbers in the range of 513–2054. On the other hand, SW0 generally failed to satisfy the mentioned PEC criteria and also decreased the PEC value as Reynolds number increased because of increasing friction factor with insignificant thermal performance enhancement.

Variation of PEC with Reynolds number employing different swirlers
Finally, a parity plot was created to verify the experimental and numerical results which is seen in Fig. 15. All measured values fall in between of the 7% deviation lines representing high accuracy of results. The empirical correlations for Nusselt number and friction factor are presented in Table 2 considering experimental findings obtained from cases including SW450, SW300 and SW150. The correlations are valid for Reynolds number in the range of 400–2200. The correlation for SW0 was not generated because it has zero twist angle and lowering thermo-hydraulic performance as indicated above.

Parity plot for comparison of experimental and numerical Nusselt numbers
4.3 Local Analysis
Local Nusselt numbers calculated on the cross-sectional contours located at the x-axis locations for swirlers SW450, SW300, SW150, SW0 and plain tube presented in Fig. 16. It can be seen that local Nusselt numbers decreased in all cases including plain tube. A similar decreasing trend of local Nusselt number with the increasing distance from the inlet using swirling flow has been reported by Mokhtari et al. [49]. This can be explained by the fact that the flow develops thermally until the specific locations depending on Reynolds number. Also, in the case of plain tube, thermal boundary layer could not reach its final form until the x-axis location near 0.2 m. Therefore, the local Nusselt number is higher at the entrance and it decreases to the reference number of 4.36 when the flow becomes thermally and hydrodynamically developed in plain tube. However, except for the swirler with zero twist angle (SW0) whose contribution to the local heat transfer rate seems to be insignificant, SW150, SW300 and SW450 demonstrated very high local Nusselt number compared to plain tube at all Reynolds numbers. Figure 16 also reveals that the increasing Reynolds number yields higher local Nusselt numbers in all cases, especially the cases with swirlers higher twist angle. At the highest Reynolds number of 2054: SW450, SW300, SW150 and SW0 results in maximum local Nusselt number at the closest investigated location to the inlet (x = 25 mm) to be nearly 76.9, 62.5, 52.6 and 45.5, respectively, which account for 453.8, 368.8, 310.5 and 268.2% enhancement compared to plain tube. Similarly, at the lowest Reynolds number of 513: SW450, SW300, SW150 and SW0 results in maximum local Nusselt number at x = 25 mm to be nearly 43.5, 40, 22.2 and 19.2, respectively, which account for 413.0, 380.0, 211.1 and 182.7% enhancements, respectively. As expected, the swirler with highest twist angle yielded the highest local heat transfer rate in all cases among other swirlers. These high local Nusselt number observations can be derived from the accelerated velocity of the flow due to the sudden decrease in the flow passage area and higher differential temperature between fluid and heated tube wall as well as higher intensity of the swirling flow in the regions over the swirler. Similar findings reported in related studies [77,78,79] in the literature. For instance, Dhumal et al. [77] found a positive relationship between the increasing trend of the Nusselt number and friction factor with the decreasing trend of the twist ratio of the twisted tapes in double tube heat exchanger. Another similar correlation reported by Arunrao et al. [79] lowering twist ratio of the twist number (increasing twist angle or attack angle) contributed to the enhancement of Nusselt number but also resulted in increasing friction factor.

Variations of local Nusselt number at different axial locations along the tube at Reynolds number of 513, 1031, 1540 and 2054
In order to represent the velocity profile in different regions of the pipe, line a, line b and line c, created as seen in Fig. 17 for center, mid and top locations, respectively.

Isometric (top), right (bottom left) and front (bottom right) views of axial lines
Absolute tangential velocity magnitudes measured on each straight lines that are shown in Fig. 17 are plotted separately in Fig. 18. On Line a (the line of central axis), there is little or no tangential velocity observed except SW0 which did not create a swirling motion but only generated a disrupted and unevenly flowing fluid just after the swirler which in turn results in low tangential velocity measurements until fluid becomes fully straight along the pipe, especially after 20 mm. Other swirlers caused almost no tangential velocity which can be attributed to the symmetrical swirling flow around the central axis named line a. Next, the data plotted for line b indicates that higher tangential velocity was obtained by using swirlers with higher twist angle. For instance, swirler with twist angle of 450° (SW450) caused the highest absolute tangential velocity along line b, however, the values decrease while the twist angle of the swirler decreases. Eventually, when the swirler twist angle is zero (SW0), there was no tangential velocity which was the same as a plain tube representing no change in tangential velocity along the line b. It is visible in Fig. 18 that tangential velocity is higher on line b than on line a or line c. On the inner wall surface (line c), tangential velocity is likely to decrease because of friction caused by the wall.

Absolute tangential velocity on the Lines a, b and c at Re = 513
The streamlines of the fluid flow demonstrate the formation of swirling fluid flow, the behavior of the flow with different swirlers and plain tube as well as the location of decayed swirling motion can be seen in Fig. 19 including the temperature scale. The plain tube represents no swirling flow by including only straight and axial streamlines elongated in the tube. SW0 similarly created almost no swirling motion. SW150, SW300 and SW450 managed to generate swirling motions. However, all swirling flows decay along the tube depending on the twist angle of the swirler inserts which causes various swirl intensities and recirculation of the flow along the pipe. It can be clearly seen that the swirlers created varying tangential velocity vectors depending on their twist angle. Moreover, the swirlers with higher twist angles generate swirling flow with longer in length and with higher intensity near the swirler locations. For instance, SW300 generated stronger swirling flow than SW150 at the distance of x/D equal to 5 (0.1 m) at the lowest Reynolds number of 513. Similarly, SW450 produced the strongest swirling flow at the same location at the same Reynolds number. However, the swirling flows decay as they travel along the pipe in all cases as expected. It is interesting finding that the swirling motion of the flow around the central axis of the pipe is more symmetrical in shape at the location of x/D = 5 (0.1 m) which is not maintained throughout the pipe in all cases due to the absence of the swirler.

Streamlines with temperature scales at Re = 513
The tangential velocity vectors at the cross-sectional contours created at the distances of x/D is equal to 5, 10, 15 and 20 for Reynolds number of 513 illustrated in Fig. 20. From Fig. 20, the swirling motion can be observed clearly with the help of arrows with different lengths representing magnitude, and varying directions indicating tangential velocity direction, i.e., swirling flow rotation. The tangential velocity vectors at these locations are higher than further x-axis locations along the pipe. Thus, vectors in distances between x/D equal to 20 (0.4 m) and 50 (1 m) are not presented due to the insignificant magnitude of tangential velocity vector components and low visibility on the contours at these locations, which can be observed in Fig. 20. However, the magnitude of the tangential velocity components visualized for cases at Reynolds number of 513 is given in Fig. 18 for more detailed examination.

Local tangential velocity vectors at Re = 513
x/D = 5 is the nearest location represented in Fig. 20. Therefore, the arrows represent a higher magnitude of velocity vectors with longer length and thickness gathering at this location where the velocity component of w is comparably higher when the twist angle of the swirler is higher. At the Reynolds number of 513, swirling motion becomes weaker and seems almost invisible at the location of x/D = 20 in all swirler cases. In Fig. 21, however, the symmetrical-shaped motion of the swirling flow is mostly preserved in the case of using SW450 at Reynolds number 1547. SW150 and SW300 managed to produce a swirling flow in a symmetrical shape and stronger until the axial distance x/D equals 10 (0.2 m) but the swirling features of the flow rapidly decayed after this point. Since the flow velocity increased (Re = 1547), the intensity of the swirl was found to be higher at all locations compared to the cases at the Reynolds number of 513. It is apparent that the increase in Reynolds number results in an enhanced tangential velocity component which can be attributed to leading to a higher enhancement of Nusselt number with the help of better fluid mixing and eliminating the thermal boundary layer.

Local tangential velocity vectors at Reynolds number of 1547
In order to solve the problem of decaying swirl flow when short-length swirlers were used in the pipe, Eimsa-ard et al. [78] placed several short-length twisted tapes by leaving certain distances among them. They have reported that when the gap between twisted tapes is large with a space ratio of 3.0, the swirling flow could not be re-created enough the maintain swirling intensity at high levels. They recommended that the optimum space ratio for twisted tapes should be lower than unity to achieve a high Nusselt number compared to twisted tape arrangement with higher gaps but lower pressure drop compared to the case with full-length twisted tape.
The Fig. 22 demonstrates the cross-sectional temperature contours at locations in the range between inlet and 0.1 m where swirling flow dominant. The boundary layers were thicker with plain tube and the tube with SW0 indicating poor thermal performance. Increasing the twist angle leads to the disruption of the boundary layer which starts to appear and regrow as swirling flow fades at further points.

Local cross-sectional temperature contours at Re = 513
The wall temperatures are illustrated in Fig. 23 for the cases with Reynolds number of 513. Swirling flow with higher intensity sweeps the inner surface of the heated pipe wall and leading lower temperature especially at the swirler insert locations. Therefore, Pipe wall temperature decreases with the presence of swirling flow. Similar findings also highlighted in the previous studies [43,44,45, 80]. As the swirler intensity increases due the higher tangential velocity, the wall temperature is likely to decrease. SW450 generated highest intensity swirling motion yielding longer lower temperature of the wall. The wall temperature near the outlet seems to be the same in all cases meaning that the swirling flow decayed and hence the local heat transfer enhancement decreased. As seen in Fig. 23, the tangential velocity on the inner tube wall is higher; meanwhile, the axial velocity of the fluid flow decreases to preserve momentum transport. Similarly, as axial velocity increases tangential velocity decreases.

Wall temperature contours at Re = 513
Much research conducted in this field also supports the phenomena of the increasing twist angle namely decreasing the twist ratio leading to enhanced heat transfer. Ozceyhan et al. [81] investigated the correlation between the twist ratio of the twisted tapes inserted in uniformly heated circular tube and found that decreasing twist ratio namely increasing twist angle resulted in a higher convective heat transfer coefficient. In another study conducted by Piriyarungrod et al. [75], the vortex flow generated by twisted tapes at the same length of the tube also confirms that twisting the tape more yields increased convective heat transfer. The Nusselt number was found to be higher along the pipe with a whole-length swirler generator compared to a plain tube.
5 Conclusions
The present study was set out to determine the thermal and hydraulic effects of proposed short-length swirl flow generators manufactured using 3D printing technology with polylactic acid (PLA) material on the solar absorber tube heat exchanger. The test section tube was investigated as a whole under the global analysis section using data obtained from numerical and experimental studies. Numerical analysis was done using Finite Volume Method (FVM) by using ANSYS 2022 R2 products. Experimental analyses are completed in a laboratory environment and correlations are reported for friction factor and Nusselt number for swirlers with 150°, 300° and 450° twist angles. The findings demonstrated that the thermal performance of the heat exchanger tube was enhanced by inserting 3D-printed swirlers at all of the Reynolds numbers between 513 and 2054. In general, a higher twist angle resulted in a higher Nusselt number because of the swirling motion of the flow and higher friction factor due to the higher blockage and resistance against flow. When the Reynolds number was at its highest value of 2054, swirlers led to the maximum rise in the friction factor by about 2266.2%, 1676.5%, 1329.1% and 1049.5%, respectively, in comparison to a plain tube. The highest friction factor was caused by the swirler with the highest twist angle as expected. Swirler with zero twist angle (SW0) caused extremely high pressure drop compared to Nusselt number enhancement since it has no contribution of swirl. The highest average Nusselt number enhancements were seen to be 216.8, 179.8, 174.5 and 51.2% using swirlers with twist angles of 450 (SW450), 300 (SW300), 150 (SW150) and 0 (SW0), respectively. Among them the highest heat transfer enhancement was noted with the swirler twisted the most. The PEC value generally increased at Reynolds number between 513–1031 and fluctuated between 1031 and 2054. The highest PEC value was noted as 1.15 utilizing a swirler with 150° (SW150) insert at Reynolds number of 2054. This indicates that the novel 3D-printed swirler inserts demonstrate high heat transfer enhancement with a relatively low-pressure penalty.
According to the findings of the local analyses, if the location is closer to the inlet of the pipe, local Nusselt number tends to be higher. At the maximum Reynolds number of 2054, the maximum local Nusselt number at the nearest examined location to the inlet (x = 25 mm) for SW450, SW300, SW150 and SW0 are approximately 76.9, 62.5, 52.6 and 45.5, respectively. These values represent an enhancement of 453.8%, 368.8%, 310.5% and 268.2% compared to a plain tube. Similarly, at the minimum Reynolds number of 513, the maximum local Nusselt number at the same location (x = 25 mm) for SW450, SW300, SW150 and SW0 are about 43.5, 40, 22.2 and 19.2, respectively. These values correspond to enhancements of 413.0%, 380.0%, 211.1% and 182.7%, respectively. Local analysis results also highlighted that the swirling motion of the flow is stronger and has a longer decaying distance using a swirler with a higher twist angle.
This research has provided a comprehensive assessment of the decaying swirl flow and highlighted the usefulness of the 3D-printed swirlers in heat exchangers since they demonstrated remarkable thermal enhancement by causing a tolerable pressure drop. Moreover, findings will help other researchers to approach the optimum design of the geometry and material of swirlers in terms of thermal performance. In order for this, further research is required by including the parameters such as the various shapes, angles and lengths of the tip, rod and blade of the swirler and the placement of the swirlers in the pipe as well as the swirler material. Additionally, machine learning (ML) algorithms, which could help in predicting optimal swirler design by considering a multitude of factors and their interactions in a rather short time with the help of computational power, have not been applied in the current study, and a few related studies found in the literature. Therefore, machine learning methods can be employed to analyze vast datasets generated from experiments and simulations, facilitating the identification of intricate patterns and correlations in complex fluid dynamics which can offer opportunities for advanced insights and innovations in this field.
Abbreviations
- µ :
-
Dynamic viscosity, kg/ms
- A :
-
Area, m2
- CFD:
-
Computational fluid dynamics
- C p :
-
Specific heat capacity, J/kgK
- D :
-
Diameter, m2
- DR:
-
Depth ratio
- f :
-
Darcy friction factor
- FVM:
-
Finite volume method
- g :
-
Gravitational acceleration, m/s2
- h :
-
Convection heat transfer coefficient, W/m2K
- I :
-
Identity tensor
- k :
-
Thermal conductivity coefficient, W/mK
- L :
-
Length, m
- Nu :
-
Nusselt number
- P :
-
Pressure, Pa
- PEC:
-
Performance evaluation criterion
- PLA:
-
Poly lactic acid
- Pr :
-
Prandtl number
- q :
-
Heat flux, W/m2
- Q :
-
Voltage, V
- Re :
-
Reynolds number
- SW0:
-
Swirler with 0° twist angle
- SW150:
-
Swirler with 150° twist angle
- SW300:
-
Swirler with 300° twist angle
- SW450:
-
Swirler with 450° twist angle
- T :
-
Temperature, K
- TR:
-
Twist ratio
- TT:
-
Twisted tape
- u :
-
Velocity component along x direction
- v :
-
Velocity component along y direction
- w :
-
Velocity component along z direction
- WR:
-
Width ratio
- ρ :
-
Density, kg/m3
- a :
-
Air
- e :
-
Exit (outlet) of the pipe
- f :
-
Fluid
- in :
-
Inlet of the pipe
- s :
-
Surface
- w :
-
Wall
- x :
-
x-Axis location [m
References
Electricity 2024—Analysis, https://www.iea.org/reports/electricity-2024
Holechek, J.L.; Geli, H.M.E.; Sawalhah, M.N.; Valdez, R.: A global assessment: can renewable energy replace fossil fuels by 2050? Sustainability. 14, 4792 (2022). https://doi.org/10.3390/su14084792
McLinden, M.O.; Brown, J.S.; Brignoli, R.; Kazakov, A.F.; Domanski, P.A.: Limited options for low-global-warming-potential refrigerants. Nat. Commun. 8, 14476 (2017). https://doi.org/10.1038/ncomms14476
Rosa, N.; Soares, N.; Costa, J.J.; Santos, P.; Gervásio, H.: Assessment of an earth-air heat exchanger (EAHE) system for residential buildings in warm-summer Mediterranean climate. Sustain. Energy Technol. Assess. 38, 100649 (2020). https://doi.org/10.1016/j.seta.2020.100649
Chen, S.; Xu, P.; Shi, J.; Sheng, L.; Han, C.; Chen, Z.: Experimental study of a pump-driven microchannel-separated heat pipe system. Sustainability. 15, 16839 (2023). https://doi.org/10.3390/su152416839
Tosun, T.; Tosun, M.: Heat exchanger optimization of a domestic refrigerator with separate cooling circuits. Appl. Therm. Eng. 168, 114810 (2020). https://doi.org/10.1016/j.applthermaleng.2019.114810
Kadam, S.T.; Gkouletsos, D.; Hassan, I.; Rahman, M.A.; Kyriakides, A.-S.; Papadopoulos, A.I.; Seferlis, P.: Investigation of binary, ternary and quaternary mixtures across solution heat exchanger used in absorption refrigeration and process modifications to improve cycle performance. Energy 198, 117254 (2020). https://doi.org/10.1016/j.energy.2020.117254
Kwon, J.S.; Son, S.; Heo, J.Y.; Lee, J.I.: Compact heat exchangers for supercritical CO2 power cycle application. Energy Convers. Manage. 209, 112666 (2020). https://doi.org/10.1016/j.enconman.2020.112666
Abdelsalam, M.Y.; Teamah, H.M.; Lightstone, M.F.; Cotton, J.S.: Hybrid thermal energy storage with phase change materials for solar domestic hot water applications: direct versus indirect heat exchange systems. Renew. Energy 147, 77–88 (2020). https://doi.org/10.1016/j.renene.2019.08.121
Agyenim, F.; Eames, P.; Smyth, M.: A comparison of heat transfer enhancement in a medium temperature thermal energy storage heat exchanger using fins. Sol. Energy 83, 1509–1520 (2009). https://doi.org/10.1016/j.solener.2009.04.007
Careri, F.; Khan, R.H.U.; Todd, C.; Attallah, M.M.: Additive manufacturing of heat exchangers in aerospace applications: a review. Appl. Therm. Eng. 235, 121387 (2023). https://doi.org/10.1016/j.applthermaleng.2023.121387
Mekki, B.S.; Langer, J.; Lynch, S.: Genetic algorithm based topology optimization of heat exchanger fins used in aerospace applications. Int. J. Heat Mass Transf. 170, 121002 (2021). https://doi.org/10.1016/j.ijheatmasstransfer.2021.121002
Liu, L.; Wang, S.; Wang, D.; Fan, D.; Gu, L.: Large Eddy simulation of the inlet cross-flow in the CiADS heat exchanger using the lattice Boltzmann method. Sustainability. 15, 14627 (2023). https://doi.org/10.3390/su151914627
Liu, S.; Sakr, M.: A comprehensive review on passive heat transfer enhancements in pipe exchangers. Renew. Sustain. Energy Rev. 19, 64–81 (2013). https://doi.org/10.1016/j.rser.2012.11.021
Mousavi Ajarostaghi, S.S.; Zaboli, M.; Javadi, H.; Badenes, B.; Urchueguia, J.F.: A review of recent passive heat transfer enhancement methods. Energies 15, 986 (2022). https://doi.org/10.3390/en15030986
Sidik, N.A.C.; Muhamad, M.N.A.W.; Japar, W.M.A.A.; Rasid, Z.A.: An overview of passive techniques for heat transfer augmentation in microchannel heat sink. Int. Commun. Heat Mass Transf. 88, 74–83 (2017). https://doi.org/10.1016/j.icheatmasstransfer.2017.08.009
Hou, S.; Li, J.; Shen, G.; Sun, M.; Zhang, S.: Research on the audible acoustic field-enhanced heat transfer of double-pipe exchangers: effect of laminar flow and turbulence, vertical and horizontal placement of pipes. Int. Commun. Heat Mass Transf. 147, 106979 (2023). https://doi.org/10.1016/j.icheatmasstransfer.2023.106979
Iachachene, F.; Halouane, Y.; Achab, L.: Heat transfer enhancement in lid-driven cavity with rotating cylinder: exploring NEPCMs and magnetic field effects. Int. Commun. Heat Mass Transf. 149, 107095 (2023). https://doi.org/10.1016/j.icheatmasstransfer.2023.107095
Mashoofi Maleki, N.; Ameri, M.; Khoshkhoo, R.H.: Experimental and numerical study of the thermal-frictional behavior of a horizontal heated tube equipped with a vibrating oscillator turbulator. Int. Commun. Heat Mass Transf. 135, 106154 (2022). https://doi.org/10.1016/j.icheatmasstransfer.2022.106154
Pour Razzaghi, M.J.; Asadollahzadeh, M.; Tajbakhsh, M.R.; Mohammadzadeh, R.; Zare Malek Abad, M.; Nadimi, E.: Investigation of a temperature-sensitive ferrofluid to predict heat transfer and irreversibilities in LS-3 solar collector under line dipole magnetic field and a rotary twisted tape. Int. J. Therm. Sci. 185, 108104 (2023). https://doi.org/10.1016/j.ijthermalsci.2022.108104
Sun, C.; Geng, Y.; Glowacz, A.; Sulowicz, M.; Ma, Z.; Siarry, P.; Gupta, M.K.; Li, Z.: The heat transfer and fluid flow characteristics of water/Fe3O4 ferrofluid flow in a tube with V-cut twisted tape turbulator under the magnetic field effect. J. Magn. Magn. Mater. 586, 171128 (2023). https://doi.org/10.1016/j.jmmm.2023.171128
Tanious, A.S.; Abdel-Rehim, A.A.; Attia, A.A.A.: Responses of an axially rotated tube versus twisted tube design as two solutions to enhance the thermal performance under a non-uniform heat flux condition: a numerical study. Energy Convers. Manag.: X. 16, 100282 (2022). https://doi.org/10.1016/j.ecmx.2022.100282
Jayranaiwachira, N.; Promvonge, P.; Thianpong, C.; Skullong, S.: Entropy generation and thermal performance of tubular heat exchanger fitted with louvered corner-curved V-baffles. Int. J. Heat Mass Transf. 201, 123638 (2023). https://doi.org/10.1016/j.ijheatmasstransfer.2022.123638
Jayranaiwachira, N.; Promvonge, P.; Thianpong, C.; Promthaisong, P.; Skullong, S.: Effect of louvered curved-baffles on thermohydraulic performance in heat exchanger tube. Case Stud. Therm. Eng. 42, 102717 (2023). https://doi.org/10.1016/j.csite.2023.102717
Abolarin, S.M.; Everts, M.; Meyer, J.P.: The influence of peripheral u-cut twisted tapes and ring inserts on the heat transfer and pressure drop characteristics in the transitional flow regime. Int. J. Heat Mass Transf. 132, 970–984 (2019). https://doi.org/10.1016/j.ijheatmasstransfer.2018.12.051
Alnaqi, A.A.; Alsarraf, J.; Al-Rashed, A.A.A.A.: Hydrothermal effects of using two twisted tape inserts in a parabolic trough solar collector filled with MgO-MWCNT/thermal oil hybrid nanofluid. Sustain. Energy Technol. Assess. 47, 101331 (2021). https://doi.org/10.1016/j.seta.2021.101331
Bhuiya, M.M.K.; Chowdhury, M.S.U.; Shahabuddin, M.; Saha, M.; Memon, L.A.: Thermal characteristics in a heat exchanger tube fitted with triple twisted tape inserts. Int. Commun. Heat Mass Transf. 48, 124–132 (2013). https://doi.org/10.1016/j.icheatmasstransfer.2013.08.024
Chang, S.W.; Yu, K.-C.: Heat transfer enhancement by spirally coiled spring inserts with and without segmental solid cords. Exp. Thermal Fluid Sci. 97, 119–132 (2018). https://doi.org/10.1016/j.expthermflusci.2018.04.008
Luo, J.; Alghamdi, A.; Aldawi, F.; Moria, H.; Mouldi, A.; Loukil, H.; Deifalla, A.F.; Ghoushchi, S.P.: Thermal-frictional behavior of new special shape twisted tape and helical coiled wire turbulators in engine heat exchangers system. Case Stud. Therm. Eng. 53, 103877 (2024). https://doi.org/10.1016/j.csite.2023.103877
Yao, B.; Alqahtani, A.M.; Deebani, W.; Shutaywi, M.; Ghoushchi, S.P.: Improving the thermal performance of the heat exchanger through simultaneous utilization of novel magnetic turbulators and helical coil wire turbulators. Int. J. Thermal Sci. 197, 108812 (2024). https://doi.org/10.1016/j.ijthermalsci.2023.108812
Samruaisin, P.; Maza, R.; Thianpong, C.; Chuwattanakul, V.; Maruyama, N.; Hirota, M.; Eiamsa-ard, S.: Enhanced heat transfer of a heat exchanger tube installed with V-shaped delta-wing baffle turbulators. Energies 16, 5237 (2023). https://doi.org/10.3390/en16135237
Akcayoglu, A.: Flow past confined delta-wing type vortex generators. Exp. Therm. Fluid Sci. 35, 112–120 (2011). https://doi.org/10.1016/j.expthermflusci.2010.08.012
Kumar, A.; Layek, A.: Nusselt number and friction characteristics of a solar air heater that has a winglet type vortex generator in the absorber surface. Exp. Thermal Fluid Sci. 119, 110204 (2020). https://doi.org/10.1016/j.expthermflusci.2020.110204
Song, K.; Xi, Z.; Su, M.; Wang, L.; Wu, X.; Wang, L.: Effect of geometric size of curved delta winglet vortex generators and tube pitch on heat transfer characteristics of fin-tube heat exchanger. Exp. Thermal Fluid Sci. 82, 8–18 (2017). https://doi.org/10.1016/j.expthermflusci.2016.11.002
Wang, J.; Fu, T.; Zeng, L.; He, Y.: Power consumption and thermal performance of tube employing punched delta winglets. Int. Commun. Heat Mass Transf. 149, 107167 (2023). https://doi.org/10.1016/j.icheatmasstransfer.2023.107167
Wu, X.; Fu, T.; Wang, J.; Zeng, L.; Zhang, F.: A comparative study of fluid flow and heat transfer in the tube with multi-V-winglets vortex generators. Appl. Therm. Eng. 236, 121448 (2024). https://doi.org/10.1016/j.applthermaleng.2023.121448
Hangi, M.; Rahbari, A.; Wang, X.; Lipiński, W.: Hydrothermal characteristics of fluid flow in a circular tube fitted with free rotating axial-turbine-type swirl generators: design, swirl strength, and performance analyses. Int. J. Therm. Sci. 173, 107384 (2022). https://doi.org/10.1016/j.ijthermalsci.2021.107384
Promvonge, P.; Eiamsa-ard, S.: Heat transfer enhancement in a tube with combined conical-nozzle inserts and swirl generator. Energy Convers. Manage. 47, 2867–2882 (2006). https://doi.org/10.1016/j.enconman.2006.03.034
Abed, N.; Afgan, I.; Cioncolini, A.; Iacovides, H.; Nasser, A.: Effect of various multiple strip inserts and nanofluids on the thermal–hydraulic performances of parabolic trough collectors. Appl. Therm. Eng. 201, 117798 (2022). https://doi.org/10.1016/j.applthermaleng.2021.117798
Bassam, A.M.; Sopian, K.; Ibrahim, A.; Al-Aasam, A.B.; Dayer, M.: Experimental analysis of photovoltaic thermal collector (PVT) with nano PCM and micro-fins tube counterclockwise twisted tape nanofluid. Case Stud. Therm. Eng. 45, 102883 (2023). https://doi.org/10.1016/j.csite.2023.102883
Feng, Z.; Li, Z.; Hu, Z.; Lan, Y.; Zheng, S.; Zhang, Q.; Zhou, J.; Zhang, J.: Combined influence of rectangular wire coil and twisted tape on flow and heat transfer characteristics in square mini-channels. Int. J. Heat Mass Transf. 205, 123866 (2023). https://doi.org/10.1016/j.ijheatmasstransfer.2023.123866
Heeraman, J.; Kumar, R.; Chaurasiya, P.K.; Ivanov Beloev, H.; Krastev Iliev, I.: Experimental evaluation and thermal performance analysis of a twisted tape with dimple configuration in a heat exchanger. Case Stud. Therm. Eng. 46, 103003 (2023). https://doi.org/10.1016/j.csite.2023.103003
Khoshvaght-Aliabadi, M.; Ghods-Nahry, E.A.: Performance evaluation of serpentine tube coupled with modified twisted tapes utilized as heat extraction coil in solar ponds. Sol. Energy 255, 191–207 (2023). https://doi.org/10.1016/j.solener.2023.03.035
Lin, Z.-M.; Wang, L.-B.; Lin, M.; Dang, W.; Zhang, Y.-H.: Numerical study of the laminar flow and heat transfer characteristics in a tube inserting a twisted tape having parallelogram winglet vortex generators. Appl. Therm. Eng. 115, 644–658 (2017). https://doi.org/10.1016/j.applthermaleng.2016.12.142
Samutpraphut, B.; Eiamsa-ard, S.; Chuwattanakul, V.; Thianpong, C.; Maruyama, N.; Hirota, M.: Influence of sawtooth twisted tape on thermal enhancement of heat exchanger tube. Energy Rep. 9, 696–703 (2023). https://doi.org/10.1016/j.egyr.2022.11.029
Tahmasebi, A.; Abed, A.M.; Aghaei, A.; Izadi, F.; Malekshah, E.H.; Aybar, H.Ş: Investigation into the effect of twisted tape on the thermo-hydraulic performance and entropy generation of turbulent flow of mono and hybrid magnetic nanofluids inside a parabolic solar collector absorber tube by applying two-phase analysis. Eng. Anal. Bound. Elem. 150, 318–328 (2023). https://doi.org/10.1016/j.enganabound.2023.02.007
Garg, M.O.; Nautiyal, H.; Khurana, S.; Shukla, M.K.: Heat transfer augmentation using twisted tape inserts: a review. Renew. Sustain. Energy Rev. 63, 193–225 (2016). https://doi.org/10.1016/j.rser.2016.04.051
Zhang, C.; Wang, D.; Ren, K.; Han, Y.; Zhu, Y.; Peng, X.; Deng, J.; Zhang, X.: A comparative review of self-rotating and stationary twisted tape inserts in heat exchanger. Renew. Sustain. Energy Rev. 53, 433–449 (2016). https://doi.org/10.1016/j.rser.2015.08.048
Mokhtari, M.; Hariri, S.; Barzegar Gerdroodbary, M.; Yeganeh, R.: Effect of non-uniform magnetic field on heat transfer of swirling ferrofluid flow inside tube with twisted tapes. Chem. Eng. Process. 117, 70–79 (2017). https://doi.org/10.1016/j.cep.2017.03.018
Liu, Z.; Lei, Q.; Xing, S.: Mechanical characteristics of wood, ceramic, metal and carbon fiber-based PLA composites fabricated by FDM. J. Market. Res. 8, 3741–3751 (2019). https://doi.org/10.1016/j.jmrt.2019.06.034
Bhandari, S.; Lopez-Anido, R.A.; Gardner, D.J.: Enhancing the interlayer tensile strength of 3D printed short carbon fiber reinforced PETG and PLA composites via annealing. Addit. Manuf. 30, 100922 (2019). https://doi.org/10.1016/j.addma.2019.100922
Caminero, M.; Chacón, J.; García-Plaza, E.; Núñez, P.; Reverte, J.; Becar, J.: Additive manufacturing of PLA-based composites using fused filament fabrication: effect of graphene nanoplatelet reinforcement on mechanical properties. Dimens. Accur. Texture. Polym. 11, 799 (2019). https://doi.org/10.3390/polym11050799
Kuznetsov, V.; Solonin, A.; Urzhumtsev, O.; Schilling, R.; Tavitov, A.: Strength of PLA components fabricated with fused deposition technology using a desktop 3D printer as a function of geometrical parameters of the process. Polymers 10, 313 (2018). https://doi.org/10.3390/polym10030313
Ilyas, R.A.; Sapuan, S.M.; Harussani, M.M.; Hakimi, M.Y.A.Y.; Haziq, M.Z.M.; Atikah, M.S.N.; Asyraf, M.R.M.; Ishak, M.R.; Razman, M.R.; Nurazzi, N.M.; Norrrahim, M.N.F.; Abral, H.; Asrofi, M.: Polylactic acid (PLA) biocomposite: processing. Addit. Manuf. Adv. Appl. Polym. 13, 1326 (2021). https://doi.org/10.3390/polym13081326
Böğrekci, İ.; Demircioğlu, P.; Sucuoğlu, H.S.; Turhanlar, O.: The Effect of the infill type and density on hardness of 3D printed parts (2019)
Sheikholeslami, M.; Ebrahimpour, Z.: Thermal improvement of linear Fresnel solar system utilizing Al2O3-water nanofluid and multi-way twisted tape. Int. J. Therm. Sci. 176, 107505 (2022). https://doi.org/10.1016/j.ijthermalsci.2022.107505
Li, W.; Yu, Z.; Wang, Y.; Li, Y.: Heat transfer enhancement of twisted tape inserts in supercritical carbon dioxide flow conditions based on CFD and vortex kinematics. Therm. Sci. Eng. Prog 31, 101285 (2022). https://doi.org/10.1016/j.tsep.2022.101285
Farnam, M.; Khoshvaght-Aliabadi, M.: Analysis of twisted structure absorber tube and effects of specific design factor in solar collectors. Sustain. Energy Technol. Assess. 52, 102113 (2022). https://doi.org/10.1016/j.seta.2022.102113
Kurnia, J.C.; Chaedir, B.A.; Sasmito, A.P.: Laminar convective heat transfer in helical tube with twisted tape insert. Int. J. Heat Mass Transf. 150, 119309 (2020). https://doi.org/10.1016/j.ijheatmasstransfer.2020.119309
Maddah, H.; Alizadeh, M.; Ghasemi, N.; Alwi, S.R.W.: Experimental study of Al2O3/water nanofluid turbulent heat transfer enhancement in the horizontal double pipes fitted with modified twisted tapes. Int. J. Heat Mass Transf. 78, 1042–1054 (2014). https://doi.org/10.1016/j.ijheatmasstransfer.2014.07.059
Farhadi, S.; Shekari, Y.; Omidvar, P.: Numerical and experimental investigation of laminar and turbulent convective heat transfer in a coiled flow reverser with twisted tape insert. Int. J. Therm. Sci. 197, 108781 (2024). https://doi.org/10.1016/j.ijthermalsci.2023.108781
Noorbakhsh, M.; Ajarostaghi, S.S.M.; Zaboli, M.; Kiani, B.: Thermal analysis of nanofluids flow in a double pipe heat exchanger with twisted tapes insert in both sides. J. Therm. Anal. Calorim. 147, 3965–3976 (2022). https://doi.org/10.1007/s10973-021-10738-x
Al-Obaidi, A.R.; Sharif, A.: Investigation of the three-dimensional structure, pressure drop, and heat transfer characteristics of the thermohydraulic flow in a circular pipe with different twisted-tape geometrical configurations. J. Therm. Anal. Calorim. 143, 3533–3558 (2021). https://doi.org/10.1007/s10973-019-09244-y
ANSYS Fluent 22.0 Theory Guide (2022)
Bergman, T.L.; Lavine, A.S.; Incropera, F.P.; DeWitt, D.P.: Introduction to Heat Transfer. Wiley (2011)
Çengel, Y.A.; Ghajar, A.J.: Heat and Mass Transfer: Fundamentals and Applications. McGraw-Hill Education (2020)
Webb, R.L.: Performance evaluation criteria for use of enhanced heat transfer surfaces in heat exchanger design. Int. J. Heat Mass Transf. 24, 715–726 (1981). https://doi.org/10.1016/0017-9310(81)90015-6
Kline, S.J.; McClintock, F.: Describing uncertainties in single-sample experiments. Mech. Eng. 75, 3–12 (1953)
Eiamsa-ard, S.; Wongcharee, K.; Eiamsa-ard, P.; Thianpong, C.: Heat transfer enhancement in a tube using delta-winglet twisted tape inserts. Appl. Therm. Eng. 30, 310–318 (2010). https://doi.org/10.1016/j.applthermaleng.2009.09.006
Eiamsa-ard, S.; Wongcharee, K.; Eiamsa-Ard, P.; Thianpong, C.: Thermohydraulic investigation of turbulent flow through a round tube equipped with twisted tapes consisting of centre wings and alternate-axes. Exp. Thermal Fluid Sci. 34, 1151–1161 (2010). https://doi.org/10.1016/j.expthermflusci.2010.04.004
Colebrook, C.F.; Blench, T.; Chatley, H.; Essex, E.H.; Finniecome, J.R.; Lacey, G.; Williamson, J.; Macdonald, G.G.: Correspondence. Turbulent flow in pipes, with particular reference to the transition region between the smooth and rough pipe laws. (Includes plates). J. Inst. Civ. Eng. 12, 393–422 (1939). https://doi.org/10.1680/ijoti.1939.14509
Lim, K.Y.; Hung, Y.M.; Tan, B.T.: Performance evaluation of twisted-tape insert induced swirl flow in a laminar thermally developing heat exchanger. Appl. Therm. Eng. 121, 652–661 (2017). https://doi.org/10.1016/j.applthermaleng.2017.04.134
Eiamsa-ard, S.; Promvonge, P.: Performance assessment in a heat exchanger tube with alternate clockwise and counter-clockwise twisted-tape inserts. Int. J. Heat Mass Transf. 53, 1364–1372 (2010). https://doi.org/10.1016/j.ijheatmasstransfer.2009.12.023
Eiamsa-ard, S.; Seemawute, P.: Decaying swirl flow in round tubes with short-length twisted tapes. Int. Commun. Heat Mass Transf. 39, 649–656 (2012). https://doi.org/10.1016/j.icheatmasstransfer.2012.03.021
Piriyarungrod, N.; Eiamsa-ard, S.; Thianpong, C.; Pimsarn, M.; Nanan, K.: Heat transfer enhancement by tapered twisted tape inserts. Chem. Eng. Process. 96, 62–71 (2015). https://doi.org/10.1016/j.cep.2015.08.002
Wang, Y.; Hou, M.; Deng, X.; Li, L.; Huang, C.; Huang, H.; Zhang, G.; Chen, C.; Huang, W.: Configuration optimization of regularly spaced short-length twisted tape in a circular tube to enhance turbulent heat transfer using CFD modeling. Appl. Therm. Eng. 31, 1141–1149 (2011). https://doi.org/10.1016/j.applthermaleng.2010.12.009
Dhumal, G.S.; Havaldar, S.N.: Enhancing heat transfer performance in a double tube heat exchanger: Experimental study with twisted and helical tapes. Case Stud. Therm. Eng. 51, 10361310 (2023). https://doi.org/10.1016/j.csite.2023.103613
Eiamsa-ard, S.; Thianpong, C.; Promvonge, P.: Experimental investigation of heat transfer and flow friction in a circular tube fitted with regularly spaced twisted tape elements. Int. Commun. Heat Mass Transf. 33, 1225–1233 (2006). https://doi.org/10.1016/j.icheatmasstransfer.2006.08.002
Arunrao Thote, S.; Pal Singh, N.: Pipes with trapezoidal cut twisted tape inserts in the laminar flow regime: Nusselt number and friction coefficient analysis. Fluid Dyn. Mater. Process. 19, 501–511 (2023). https://doi.org/10.32604/fdmp.2022.021502
Ahmad Sowi, S.; Abdullah, S.; Sopian, K.: The effect of linearly increasing/decreasing pitch ratio twisted tape with various progression rate and nanofluid towards the system performance. Therm. Sci. Eng. Prog. 25, 100979 (2021). https://doi.org/10.1016/j.tsep.2021.100979
Bas, H.; Ozceyhan, V.: Heat transfer enhancement in a tube with twisted tape inserts placed separately from the tube wall. Exp. Thermal Fluid Sci. 41, 51–58 (2012). https://doi.org/10.1016/j.expthermflusci.2012.03.008
Funding
Open access funding provided by the Scientific and Technological Research Council of Türkiye (TÜBİTAK).
Author information
Authors and Affiliations
Contributions
Z.Y.A and I.B. contributed to conceptualization; Z.Y.A contributed to methodology, software, data curation, investigation, writing—original draft preparation, and visualization; Z.Y.A., P.D. and K.M.M.T. performed validation; I.B. carried out formal analysis; Z.Y.A and P.D. provided resources; I.B and P.D. performed writing—review and editing; I.B. and K.M.M.T. performed supervision and project administration. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Aksoz, Z.Y., Bogrekci, I., Demircioglu, P. et al. Thermo-hydraulic Investigation of a Heat Exchanger Tube Equipped with 3D-Printed Swirl Flow Generators. Arab J Sci Eng (2024). https://doi.org/10.1007/s13369-024-09080-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13369-024-09080-9