
Abstract
Producing vertical edged parts in sheet metal forming methods can cause tears on the sheet. The incremental forming method can allow sheet forming without tears. Forming can be done multi-stage to prevent this tear. Incremental forming method can be used in prototype production. The most important advantages of incremental forming method are that it is fast and inexpensive. In this study, we applied multi-stage forming to the two-point incremental forming-rolling blank holder method. Thus, we have developed a new way: the multi-stage, two-point incremental forming-rolling blank holder method. Parts with vertical edges are produced, and the wall thickness distribution is examined. The work material is a DC04 sheet with a thickness of 0.98 mm. The workpiece is axially symmetrical with a wall angle of 90°. The effect of four different parameters were researched: increment, feed rate, clamping pressure, and angle increment. Three different levels were determined for each parameter. The wall thickness distribution of the parts obtained from the experiments was measured.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Three in the industry, there is a need for a process that provides a low-cost advantage for prototype and small-batch production. For this reason, industrial and academic interest has increased in the development and use of incremental forming processes [1]. In this method, forming occurs by subjecting the form tool, flat sheet metal fixed with bolts by the desired geometry, by plastic deformation. Plastic deformation of the material is used in the forming process. Generally, the method is divided into one-point incremental forming and two-point incremental forming, depending on whether a model supports the sheet at the bottom [2]. Better geometrical accuracy is achieved in two-point incremental forming than in single-point incremental forming [3]. This method offers flexible and rapid changes in design as the parts can be produced directly from the CAD file.
When the literature is examined, it is seen that AA1050-O material can be formed to a maximum wall angle of 80° with a single-point incremental forming method. AA1050-H111 sheet can be formed to a maximum 76° wall angle. AA5052 sheet is formed to a maximum 74° wall angle, DC01 sheet is formed to a maximum 76° wall angle, DC04 sheet is formed to a maximum 74° wall angle, AISI 304L sheet is formed to a maximum 74° wall angle, it was observed that the level 2 titanium material was formed to a maximum wall angle of 65° [4]. One of the restrictions of SPIF is the high wall angle. In this method, one-step forming is performed to the desired angle. This makes it almost impossible to include parts with high wall angles directly. To cope with this limitation, multi-stage incremental forming process creates components with large wall angles [5].
Seçgin and Özsert [6] formed the DKP37 sheet to 40° angled square pyramid geometry using the forming-rolling blank holder incremental forming method. Forming parameters in their work are pressure, increment, feed rate, and form tool diameter. They obtained the effect ratios of the parameters for the surface roughness and forming force. They determined the optimum parameter levels. They proved the accuracy of the optimum parameter levels with the verification experiment.
Suresh Kumar and Ethiraj [7] have formed the AISI 304 sheet with the multi-stage single-point incremental forming method. The thickness of the sheet is 0.8 mm. The forming process consists of two stages. The first stage is 50°, and the second stage is 70°. Tool rotation is 1000 rpm, the feed rate is 1000 mm/min, and the increment is 0.5 mm at the Z-axis. They observed that the tears started after 21.3 mm deep.
Li et al. [8] formed the square cone with a 60° wall angle using the multi-stage, two-point incremental forming method. Their work examined the effect of different tool paths on wall thickness. The variable angle straight lines tool path uses parallel arcs, parallel linear, and bending tool path strategies. As a result, they indicated that the part created using the variable angle straight lines toolpath strategy obtained a thickness distribution higher than other toolpath strategies.
Li et al. [9] formed the AA1060, Q235, and DC04 materials with a wall thickness of 1 mm in four stages using the single-point incremental forming method. They determined optimum parameter levels: form tool diameter as 10 mm, the increment as 0.5 mm, and the feed rate as 250 mm/min. They determined formability and geometric accuracy within the scope of the study. They stated the deviation of AA1060 material's deflection is 10 mm, Q235 material's deflection is 5 mm, and DC04 material is 3 mm.
Suresh et al. [10] using the multi-stage single-point incremental forming method, have formed the EDD steel from 60° to 85° conical geometry. They used 4 stages. They compared the theoretical model and the simulated model by finite element analysis. The comparison was based on thickness distribution, stresses, and geometric accuracy. They stated that finite element analysis shows geometric errors. They also noted that finite element analysis can be used successfully in deciding the number of stages.
Bansal et al. [11] examined the modified analytical model for accurately predicting component thickness, contact area, and forming forces during single and multi-stage incremental forming. As working materials, they used Al5052-O and Al3003-O materials. In their work, the prediction methodology for mechanically based force accuracy incremental forming was developed by changing the contact area estimation. As a result of the study, they concluded that the maximum error in thickness estimates using the methodology presented with the measured values is only 3.85%, except for the component clearance where the bending occurs. Thickness and forming force using the existing methods for freeform geometry and multi-stage forming indicated that they agreed with the measured values.
Raju et al. [12] conducted a multi-forming study of CP aluminum material using the single-point incremental forming method. As a result of the study, they observed that when two, three, or four layers were formed together, the large true strain values fell from the upper layer to the lower layer under all conditions, but the small true strain values were free accordingly.
Li et al. [13] worked on the tool path's material flow, wall thickness, and geometric error distributions using the multi-stage, two-point incremental forming method. They used different tool path strategies for multi-stage, two-point incremental sheet forming. They pointed out that the variable angle strategy is effective.
Önal et al. [14] formed the axial symmetric geometry with vertical edges with the multi-stage two-point incremental forming-rolling blank holder method. They used a DC04 sheet with 1 mm thickness. They used angle increment, increment, and clamping pressure as experimental parameters. They did nine experiments with the Taguchi method and obtained parameter levels to optimize the wall thickness. They stated that they obtained better wall thickness in the verification experiment compared to other experiments. And also, Taşdemir [15] formed the HC300LA sheet by the two-point incremental forming-rolling blank holder (TPIF-RL) method. He made parameter optimization by response surface methodology and determined that two bar is the optimum pressure.
Malhotra et al. [16] obtained a new accumulative double-sided incremental forming (ADSIF) method. According to this strategy, the location of the forming begins is the deepest feature. Further, gradually forming the features profit by rigid-body movements. Consequently, they specified that geometric accuracy acquired with ADSIF is much better than with SPIF and DSIF toolpaths. In addition, a constantly desired wall thickness can be achieved, as opposed to the constant thinning observed in SPIF. These features of ADSIF significantly increase the potential of DSIF.
This method can be used for polymers; Durante et al. [17] investigated the effect of contact conditions, toolpath strategy, and tool-workpiece interface on the quality of incrementally formed parts made by polycarbonate sheets. Different experimental tests were made, including tool types (rotating and fixed ends) and toolpaths (unidirectional and two-directional), to determine their effects on material formability, bending, forming forces, elastic spring back, surface roughness, and sheet thinning. They specified that a two-directional toolpath provides the highest formability and minimum bending compared to a unidirectional toolpath. Further, they specified that enabled reducing the spring back with the tool of the fixed end.
In a different study, Ben Khalifa and Thiery [18] introduced single point incremental forming-active medium, formed concave-convex geometric parts. They mooted the effect of the active medium pressure on the general process feasibility. As a result, the active medium, gas, functions as an active complement under controlled pressure, thereby enabling the production of convex-concave parts that cannot be easily produced using the conventional incremental sheet forming method.
The main disadvantage of this method is the long processing time. Ambrogio et al. [19] worked on titanium alloys using the high-speed single-point incremental forming method. They obtained that the increase in feedrate and, accordingly, the increase in strain rate doesn't affect the material's microstructure, meaning that the given mechanical strength is insufficient to cause the corresponding temperature rise, which causes significant microstructural changes.
Fiorentino et al. [20] developed a correction algorithm based on the iterative learning control technique to improve the precision of incremental sheet forming machines. The method performs the best correction concerning the actual part geometry and the corresponding error distribution according to the CAD part geometry. It is applied successfully as it can reduce the geometric error of parts produced in a minimal number of repetitions. In this way, forming can be made by taking precautionary errors caused by the whole forming process, particularly the sheet spring back, the stretching action of the deformed punch, the deformation of the tool, and the machine itself.
In this study was used the multi-stage two-point incremental forming-rolling blank holder method, a newly developed method. The working material is a DC04 sheet with a wall thickness of 0.98 mm. The work part's geometry is axially symmetrical with a 90° wall angle. Forming parameters are angle increment, feed rate, increment, and clamping pressure. Three different levels have been determined for all parameters. 27 different experiments were done with these parameter levels. The wall thicknesses of the obtained parts were measured. The effects of parameters on the forming process were examined. The parameter levels that provide the best wall thickness were determined. A verification experiment was carried out with these parameter levels. In this experiment, the part with the highest wall thickness was obtained.
2 Experimental Setup
2.1 Material
This study used a DC04 sheet with a wall thickness of 0.98 mm. DC04 steel is widely used in deep drawing. Tensile testing was carried out to examine the mechanical properties of the material. The mechanical properties of the sheet were shown in Table 1.
A chemical test was conducted to determine the chemical properties of the material. The chemical properties of the sheet were shown in Table 2.
2.2 Process
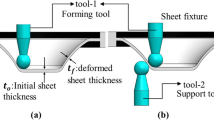
In this study, we applied multi-stage forming to the two-point incremental forming-rolling blank holder method. Thus, we have developed a new method: the multi-stage, two-point incremental forming-rolling blank holder method. Unlike other incremental forming methods, this method uses adjustable rolling blank holder instead of bolts. Seçgin and Özsert [21] formed DC01 sheet metal with a wall thickness of 1 mm. Study geometry was conical. They used feed rate, increment, clamping pressure, and tool diameter as forming parameters. They specified using the roller blank holder method provides better wall thickness than fixed sheet blank holders. The view of the method was shown in Fig. 1.

Incremental forming- rolling blank holder [21]
In the incremental forming-rolling blank holder method, the sheet metal is placed in the work clamping apparatus. However, it is not fixed from the edges with bolts. The sheet metal is compressed towards the sheet holder with the help of the force plate. Force plate has a wheeled structure. Thus, the flow of the sheet becomes easier. The force applied by the force plate to the sheet is at a level that can both allow the flow of the sheet and keep the sheet tense. In the next stage, the forming tool pushes the sheet onto the die. Thus, the sheet metal is formed.
The axial symmetrical part with 90° wall angle is determined as the experimental geometry. The outer diameter of the formed part is Ø46.96 mm and the height is 39 mm. A lollipop-shaped tool was used in the forming process. The corner radius of the forming tool is 10 mm.
Vijayakumar et al. [22] studied the IS513Cr3 sheet with 0.6 mm wall thickness. They used tool material, feed rate, wall angle, and spindle speed as forming parameters and they conducted 27 experimental investigations on single-point incremental forming. The obtained value of the increment is high level; small diameter form tools cause the surface quality to decrease in the conventional incremental forming process. For this reason, a large form tool diameter was preferred in the study. The form tool that Önal et al. [14] used in their study formed DC04 sheet with 1 mm wall thickness to axially symmetrical geometry with 90° vertical wall angle and obtained good results was used within the scope of the study. The same form tool was used in all experiments.
2.3 Determination of Experiment Parameters
It was confirmed that the multi-stage forming process reduces the thinning of the wall thickness. High wall angles that it is impossible to produce in one stage can be achieved by multi-stage forming [23]. However, it is unclear how many stages are needed for the part. Too many stages mean an unacceptable working time, and few stages may not provide satisfactory results for wall thickness [24]. Therefore, the angle increment has been accepted as the experiment parameter. In all experiments, sheets were first formed to an angle of 50°; then, parts were formed in accordance with the angle increment amount. Finally, they are formed at 90° angle. For example, for an experiment with an angle increment of 10°, the forming angles are 50°, 60°, 70°, 80°, and 90°. A view of these angle increments on the model was shown in Fig. 2.

Section view of angle increments on the model
The most significant stress consists base of the part during forming. This affects incremental forming negatively. This stress plays an important role in wall thickness change [25]. Changing parameter levels such as the increment of a turn in the vertical axis and feed rate can reduce these stresses [26]. For this reason, the increment and feed rate were determined as two experimental parameters.
In the conventional incremental forming methods, the sheet is fixed to the holder with bolts [27,28,29]. This study provided the sheet flow using the two-point total forming-rolling blank holder method. Seçgin stated that the method provides better wall thickness by forming DKP37 and DP600 sheets into truncated conical and truncated pyramid geometry by determining the clamping pressure, feed rate, increment amount, and form tool diameter as the experiment parameters [26]. Since, its effect on form is known, the clamping pressure is determined as one of the experimental parameters.
2.4 Running the Experiments
Three different levels were determined from each of the parameters. Parameter levels were determined as the lower value, the upper value, and the median value of them. In this way, the increase in parameter value is provided to be the same. Table 3 shows the experimental parameters and levels.
3 Experimental Results and Discussions
The parts were cut from their centerline to measure the thickness of the parts obtained as a result of the experiments. The measurement was carried out at 15 different points. The first measuring point is started from the unformed region. A gage is used to mark measuring points. There is a 5 mm distance between all points. All parts are marked from the same points. A view of the branded parts was shown in Fig. 3.

Branded experiment part
The wall thicknesses of all parts were measured with 0–25 mm pointed micrometer with a precision of 0.01 mm. The measurement results were shown in Table 4.
In Table 4, thickness distributions occurring at the measurement points according to the experiment number with the parameter value were given. When the wall thickness distributions were examined, no thinning happened at the first and 15th measuring points, which were not formed. In most of the experiments, it is seen that the thinning amount in the second measuring point, which is the starting point of the upper radius, is higher than the third measuring point in the middle of the upper radius. Önal et al. [14] study formed DC04 sheet with 1 mm wall thickness to axially symmetrical geometry with 90° vertical wall angle. The same situation has occurred in their study. According to the measurement results, the most thinned area is the tenth measurement point, where the lower radius is located—the lowest wall thickness obtained in experiments 16 and 27. Thicknesses are the same at 0.23 mm (Fig. 4).

Wall thickness distribution graph of experiment 27
The sheet thickness thinned from 0.98 to 0.23 mm. It is seen that the total thinning amount is a maximum of 0.75 mm. It can be seen that the thin is constantly decreasing until the tenth measurement point, and the wall thickness increases as the following measurement points over the flange area. It can be seen that the thin is constantly decreasing until the tenth measurement point, and the wall thickness increases as the following measurement points over the flange area. This explains that until the tenth measurement point, the draw direction occurs from the continuously thinning upper parts, and after the tenth measurement point, it occurs from the outer side. Using this information in the design of the desired geometry can provide insight in terms of wall thickness. It was observed that the thicknesses between the third and tenth measurement points were exposed to lateral force and became highly thinned, while the other measurement points were exposed to vertical force and became less thin compared to the points exposed to lateral force. This shows that the thinning will increase as the forming angle increases. Bhattacharya et al. [30] have noted that the maximum forming or draw angle in SPIF increases with the decrease in incremental depth. However, this does not prevent shaping with a 90° wall angle, in line with the information obtained from experiments. Tanaka et al. [31] also demonstrated an interesting case of combining work plane orientation with multi-stage processing to form a 54 x 54 x 25 mm box part containing 90° wall angles on all sides. The graph of experiment 16 was shown in Fig. 5.

Wall thickness distribution graph of experiment 16
Experiments 27th and 16th are compared. The parameter level pressures are nine and two bar, respectively. The angle increments are 7.5° and 5°, respectively. Feedrates are same and 3500 mm/min. The last parameter increment levels are 0.75 and 0.50 mm. The distribution graph of the wall thickness of these two experiments was given in Fig. 6.

Wall thickness distribution graphic of experiment 16 and experiment 27
The distribution of wall thicknesses shows that the thinning rate for both experiments is almost the same up to the sixth point. After the sixth point, it is seen that experiment 27 becomes thinner. However, the value was measured as 0.23 mm in two experiments at the tenth measurement point, which is the thinnest point. After this point, the wall thickness increased rapidly.
In general, as a result of measurements taken from vertical surfaces, the wall thickness was measured higher in the 16th experiment. The angle increase is less in the 16th experiment when we compare the two experiments. As a result of these results, it can be said that increasing angle has an effect on wall thickness. In addition, in Experiment 16, it can be said that low clamping pressure caused the sheet metal to stretch due to force and reduced the thinning rate in wall thickness. Tasdemir [15] occurred that the best sheet holding pressure for surface roughness and wall thickness was determined as two bar. However, in this study, the clamping pressure of the part with the highest wall thickness is 5.5 bar.
The piece with the highest wall thickness was obtained in experiment 18. In this experiment, 5.5 bar pressure, 10°angle increment, 3500 mm/min federate and 0.25 mm increment was used. The measured wall thickness value is 0.34 mm. This means that at this point, it is 11 percent less thinly than the thinnest piece. The graph of experiment 18 was given in Fig. 7. In the 18th experiment, at the sixth, seventh and eighth measurement points: Thinner wall thickness was formed compared to the 16th and 17th experiments. At the 11th, 12th and 13th measurement points, a larger wall thickness was formed. In this experiment, it is thought that the use of 0.25 mm increment has a positive effect on the increase in wall thickness.

Wall thickness distribution graphic of experiment 18
The second highest wall thickness was obtained in experiment 4. In this experiment, 5.5 bar pressure, 10°angle increment, 2000 mm/min federate and 0.5 mm increment was used. At the 11th, 12th and 13th measurement points, 0.01 mm smaller wall thickness was obtained compared to Experiment 8. The measured wall thickness value was 0.32 mm. The graph of experiment 4 was given in Fig. 8.

Wall thickness distribution graphic of experiment 4
Experiments fourth and 18th are compared. The parameter level pressures are the same at 5.5 bar. The angle increments are the same and 10°. Feed rates are 2000 and 3500 mm/min, respectively. The last parameter increment levels are the same and 0.50 mm. The distribution graph of the wall thickness of these two experiments was given in Fig. 9.

Wall thickness distribution graphic of experiment 4 and experiment 18
According to these results, it is seen that all other parameter levels are the same; only when the feed rate increases from 2000 mm/min to 3500 mm/min the wall thickness increases by 0.02 mm. In this case, it can be said that the feed rate has little effect on the wall thickness.
The experiments with the highest and lowest wall thickness values are examined; the most significant difference between the parameters incrementing is 0.25 mm in the 18th experiment, with the highest increase in wall thickness, and 0.75 mm in the 27th experiment, with the lowest wall thickness. The distribution graph of the wall thickness of these two experiments was given in Fig. 10.

Wall thickness distribution graphic of experiment 18 and experiment 27
Clamping pressures are 5.5 and 9 bar, respectively. The angle increments are 10° and 7.5, respectively. Feedrates are same and 3500 mm/min. It is seen that the thinning is almost the same up to the fourth measurement point. As of the fifth measurement point, it is seen that the 18th experiment is being examined more until the 8th measuring point. At the eighth measuring point, the wall thicknesses are almost the same. Thinning decreased after the eighth measurement point in both experiments.
Abdelkader et al. [32] stated that the most considerable parameter affecting wall thickness is the forming angle, and the increment amount didn't significantly affect the wall thickness. Also, the least effective parameter is the feed rate. The forming angle is examined between the two experiments; it is seen that it was 10° in the 18th experiment and 7.5° in the 27th experiment. Maji and Kumar [33] specified that the feed rate did not affect wall thickness by forming AA5083 aluminum alloy sheets into truncated pyramid geometry. They determined the tool diameter, feed rate, and increment amount as the experiment parameters.
The pressure must be low level to obtain high wall thickness. Seçgin stated in his study that two bar pressure at nine and two bar clamping pressures result in higher wall thickness [26]. The angle increment must be increased for the highest wall thickness. It means the number of stages must be a few. Feed rate has little effect but must be low level for best result. The increment should be low level.
At the end of the test, radiological images were taken to determine whether there was a crack or not. This was done according to EN 12681–1 standard. Figure 11 shows the X-ray image obtained for the 18th test and Fig. 12 shows the X-ray image obtained for the 27th test. As can be clearly seen from these figures, no cracks have occurred in the parts.

Radiographic image of experiment 18

Radiographic image of experiment 27
4 Conclusions and Suggestions
In this study, DC04 sheet with a wall thickness of 0.98 mm has been formed by a newly developed multi-stage two-point incremental forming-rolling blank holder method. Work geometry is axially symmetrical with 90° wall angle. In the scope of the study, the wall thickness was optimized. The accuracy of the optimum parameter levels obtained has been proven. At the end of the study, the following results were achieved:
-
At the best wall thickness values, the angle increment is 10°.
-
At the best wall thickness values, the pressure is 5.5 bar.
-
The most thinning occurs in the radius region.
-
The sheet with a wall thickness of 0.98 mm thinned down to 0.34 mm.
-
It has been reached with which parameter levels the highest wall thickness will be obtained.
References
Cristino, V.A.; Magrinho, J.P.; Centeno, G.; Silva, M.B.; Martins, P.A.F.: Theory of single point incremental forming of tubes. J. Mater. Process. Tech. (2020). https://doi.org/10.1016/j.jmatprotec.2020.116659
Wang, C.; Daniel, W.J.T.; Lu, H.; Liu, S.; Meehan, P.A.: FEM Investigation of ductile fracture prediction in two-point incremental sheet metal forming process. In: Procedia Engineering, vol. 207, pp 836–841, (2017). Doi: https://doi.org/10.1016/j.proeng.2017.10.838.
Safari, M.: Two point incremental forming of a complicated shape with negative and positive dies. Iran. J. Mater. Form. 4(2), 51–61 (2017)
AlkasYonan, S.; Silva, M.B.; Martins, P.A.F.; Tekkaya, A.E.: Plastic flow and failure in single point incremental forming of PVC sheets. Express Polym LettPolym Lett 8(5), 301–311 (2014). https://doi.org/10.3144/expresspolymlett.2014.34
Lingam, R.; Bansal, A.; Reddy, N.V.: Analytical prediction of formed geometry in multi-stage single point incremental forming. Int. J. Mater. Form. 9(3), 395–404 (2016). https://doi.org/10.1007/s12289-015-1226-y
Seçgin, Ö.; Özsert, İ: DKP37 sheet’s rolling incremental forming (TPIF_RL) process optimization by Taguchi and response surface method. Duzce Univ. J. Sci. Technol. 7, 201–2014 (2019)
Suresh Kumar, D.; Ethiraj, N: Experimental investigation on AISI 304 steel sheets formed by multi stage incremental forming. In: IOP Conference Series Material Science Engineering, vol. 402, issue 1, (2018). Doi: https://doi.org/10.1088/1757-899X/402/1/012107.
Li, X.; Han, K.; Li, D: Multi-stage two point incremental sheet forming. In: Journal of Physics: Conference Series, vol. 1063, issue 1, (2018). Doi: https://doi.org/10.1088/1742-6596/1063/1/012064.
Li, Z.; Lu, S.; Chen, P.: Improvement of dimensional accuracy based on multistage single point incremental forming of a straight wall cylinder part. Int. J. Precis. Eng. Manuf. 18(9), 1281–1286 (2017). https://doi.org/10.1007/s12541-017-0151-z
Suresh, K.; Prakash Regalla, S.; Kotkundae, N.: Finite element simulations of multi stage incremental forming process. In: Material Today Proceedings, vol. 5, issue 2, pp 3802–3810, (2018). Doi: https://doi.org/10.1016/j.matpr.2017.11.633.
Bansal, A.; Lingam, R.; Kumar, S.; Reddy, N.V.: Prediction of forming forces in single point incremental forming. J. Manuf. Process. 28, 486–493 (2017). https://doi.org/10.1016/j.jmapro.2017.04.016
Raju, C.; Haloi, N.; Sathiya Narayanan, C.: Strain distribution and failure mode in single point incremental forming (SPIF) of multiple commercially pure aluminum sheets. J. Manuf. Process. 30, 328–335 (2017). https://doi.org/10.1016/j.jmapro.2017.09.033
Li, X.: Experimental and theoretical analysis of the thickness distribution in multistage two point incremental sheet forming. Int. J. Adv. Manuf. Technol. 107, 17923 (2020)
Önal, Ü.; Seçgin, Ö.; Özsert, İ.: Vertical edged part manufacturing by multi step rolling blank holder method. Içinde Imascon, pp 900–908, (2019)
Taşdemir, V.: Optimization of incremental forming of low-alloy high-yield-strength HC300LA sheet using a rolling blank holder method. Steel Res. Int. 92(2), 1–8 (2021). https://doi.org/10.1002/srin.202000512
Malhotra, R.: Accumulative-DSIF strategy for enhancing process capabilities in incremental forming. CIRP Ann. - Manuf. Technol. 61(1), 251–254 (2012). https://doi.org/10.1016/j.cirp.2012.03.093
Durante, M.; Formisano, A.; Lambiase, F.: Incremental forming of polycarbonate sheets. J. Mater. Process. Tech. 253, 57–63 (2018). https://doi.org/10.1016/j.jmatprotec.2017.11.005
Ben Khalifa, N.; Thiery, S.: Incremental sheet forming with active medium. CIRP Ann. 68(1), 313–316 (2019). https://doi.org/10.1016/j.cirp.2019.04.043
Ambrogio, G.; Gagliardi, F.; Bruschi, S.; Filice, L.: On the high-speed single point incremental forming of titanium alloys. CIRP Ann. - Manuf. Technol. 62(1), 243–246 (2013). https://doi.org/10.1016/j.cirp.2013.03.053
Fiorentino, A.; Giardini, C.; Ceretti, E.: Application of artificial cognitive system to incremental sheet forming machine tools for part precision improvement. Precis. Eng. 39, 167–172 (2015). https://doi.org/10.1016/j.precisioneng.2014.08.005
Seçgin, Ö.; Özsert, İ: Experimental investigation of new blank holder approach for incremental forming method. Int. J. Adv. Manuf. Technol. 101, 357–365 (2019). https://doi.org/10.1007/s00170-018-2880-2
Vijayakumar, M.D.; Chandramohan, D.; Gopalaramasubramaniyan, G.: Experimental investigation on single point incremental forming of IS513Cr3 using response surface method. Mater. Today Proc. (2019). https://doi.org/10.1016/j.matpr.2019.07.741
Gupta, P.; Jeswiet, J.: Manufacture of an aerospace component by single point incremental forming. In: Procedia Manufacturing., vol. 29, pp 112–119, (2019). Doi: https://doi.org/10.1016/j.promfg.2019.02.113.
Li, J.; Hu, J.; Pan, J.; Geng, P.: Thickness distribution and design of a multi-stage process for sheet metal incremental forming. Int. J. Adv. Manuf. Technol. 62, 981–988 (2012). https://doi.org/10.1007/s00170-011-3852-y
Hussain, G.; Gao, L.; Hayat, N.: Forming parameters and forming defects in incremental forming of an aluminum sheet: correlation, empirical modeling, and optimization: part A. Mater. Manuf. Process. 26, 1546–1553 (2011). https://doi.org/10.1080/10426914.2011.552017
Seçgin, Ö.: Development of incremental forming method for automotive sector applications, (Phd Thesis). Sakarya university of applied sciences. Graduate education institute, Sakarya, (2019)
Medina-Sánchez, G.; Torres-Jimenez, E.; Lopez-Garcia, R.; Dorado-Vicente, R.; Cazalla-Moral, R.: Temperature influence on single point incremental forming of PVC parts. In: Procedia Manufacture, vol. 13, pp 335–342, (2017). Doi: https://doi.org/10.1016/j.promfg.2017.09.085.
Mulay, A.; Ben, B.S.; Ismail, S.; Kocanda, A.: Experimental investigation and modeling of single point incremental forming for AA5052-H32 aluminum alloy. Arab. J. Sci. Eng. 42(11), 4929–4940 (2017). https://doi.org/10.1007/s13369-017-2746-1
Ben Said, L.: SPIF manufacture of a dome part made of AA1060-H14 aluminum alloy using CNC Lathe machine: numerical and experimental investigations. Arab. J. Sci. Eng. 46(12), 12207–12220 (2021). https://doi.org/10.1007/s13369-021-05919-7
Bhattacharya, A.; Maneesh, K.; Venkata Reddy, N.; Cao, J.: Formability and surface finish studies in single point incremental forming. J. Manuf. Sci. Eng. (2011). https://doi.org/10.1115/1.4005458
Tanaka, S., Hayakawa, K., Nakamura, T. Incremental sheet forming with direction control of path planes. In: Special education 10th international conference technology plastic ICTP 2011, vol. 3, pp 503–507, (2011)
Ben Abdelkader, W.; Bahloul, R.; Arfa, H.: Numerical investigation of the influence of some parameters in SPIF process on the forming forces and thickness distributions of a bimetallic sheet CP-titanium/low-carbon steel compared to an individual layer. In: Procedia Manufacture, vol. 47, pp 1319–1327, (2020). Doi: https://doi.org/10.1016/j.promfg.2020.04.252.
Maji, K.; Kumar, G.: Inverse analysis and multi-objective optimization of single-point incremental forming of AA5083 aluminum alloy sheet. Soft. Comput.Comput. 24(6), 4505–4521 (2020). https://doi.org/10.1007/s00500-019-04211-z
Funding
Open access funding provided by the Scientific and Technological Research Council of Türkiye (TÜBİTAK).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Önal, Ü., Seçgin, Ö., Özsert, İ. et al. A New Approach to Multi-Stage Incremental Forming Method. Arab J Sci Eng (2024). https://doi.org/10.1007/s13369-024-08970-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13369-024-08970-2