
Abstract
For the safe transmission of loads to concrete supports, such as column-foundations, corbels, bridge pedestals, post-tension members, support anchorages, and other forms of superstructure supports, the concrete bearing strength is considered an essential design parameter. The usage of recycled aggregate within concrete is considered environmentally friendly since it diverts rubbish from bulldozing and preserves natural resources. End-hooked steel fibre is an almost substantial enhancer for recycled aggregate concrete characteristics. Never before has the bearing behavior of recycled aggregate concrete been evaluated. Thus, this study provides an experimental evaluation of the bearing strength of steel fiber-reinforced recycled aggregate concrete at different replacement levels (0, 10, 20, 30, 50, and 100%) of recycled concrete aggregate (RCA). The used fraction quantities of steel fiber were 0.5%, 1.5%, and 2%. Three sizes of blocks were manufactured (100 × 100 × 100 mm, 150 × 150 × 150 mm, and 250 × 250 × 250 mm). The ratio of concrete block area to bearing area (A2/A1) was kept constant at 2.5 for all three block sizes. The primary purpose of this research was to examine the impact of block size on bearing stiffness, ultimate slip, and ultimate bearing strength. The findings demonstrated that the bearing stiffness and bearing strength reduced as the block size increased. To assess the ultimate bearing stiffness/strength and normalised ultimate bearing slip, analytical models were employed to develop new proposed equations that unaccounted for the impact of compressive strength, RCA, reinforcing index of steel fibre, and block size. In addition, this research led to the creation of a modified ACI 318 formula that accurately forecasts the bearing strength of concrete depending on block size.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Recycled aggregate concrete (RAC) is a green material produced by replacing natural aggregate (NA) with recycled aggregate (RA) in the proportional design of the concrete mix [1, 2]. It is widely accepted that the RAC has poor mechanical properties due to numerous inherent RA deficiencies, such as a bigger porosity, a higher crushing index, and a lower apparent density, which restrict the application of the RAC inside the structural elements [3,4,5].
Lately, a number of scholars have provided a range of techniques for improving the performance of RAC that emphasis the reinforcement or removal of old mortar adhering to the surface of RA [6,7,8,9]. Besides, two-stage concrete was introduced as a repair technique for repairing existing concrete infrastructure like tunnel lining, bridges, etc. [10] which two-stage concrete consists of a relatively higher percentage (60–70%) of the coarse aggregates than the fines. The enhanced performance of RAC was lower than that of natural aggregate concrete (NAC) despite the preceding measures [11, 12]. Over the past two decades, numerous scientists have investigated the effect of various fibers on the performance of RAC, and their results demonstrated that the fibers can improve the compressive performance [13,14,15,16,17,18,19], bending performance [20], shear performance [21], toughness [22], fatigue [23, 24],fracture process [25], and RAC's durability properties [26]. The novel material, named steel fiber-reinforced recycled aggregate concrete (SFRRAC), showed the exact same performance as steel fiber-reinforced natural aggregate concrete (SFRNAC) and outperformed both NAC and RAC [21].
Nevertheless, recent research indicates that SFRRAC is a promising structural material to employ in the field of civil engineering due to its superior mechanical properties. Nonetheless, current studies relied mostly on SFRRAC material performance, and only a small number of studies on SFRRAC behavior aspects were reported. Several experimental studies [27, 28] were conducted on the shear and flexural behavior of SFRRAC beams. The results of the shear test suggested that steel fibers may improve the shear behavior of RAC beams.
The results of the flexural test demonstrated that fibers positively affected load capacity, fracture propagation, and maximum ductility. Xiao et al. [29] investigated the effect of RA substitution ratio and steel fiber volumetric ratio on the punching behavior of SFRRAC slabs. The results demonstrated that a rise in the RA replacement ratio would reduce punching shear capacity, ductility, and energy consumption, but steel fibers might improve the energy dissipation capability and punching shear capacity of the slabs. On the basis of a prior literature review, it was found that no study was performed on the axial compressive behavior of SFRRAC columns and that the current study focuses mostly on the performance of RAC columns without steel fibers [30, 31].
The bearing strength of the concrete is critical for maintaining structural stability at the support when a concentrated area of concrete surface is heavily loaded. Bearing strength is crucial in the design of concrete beds, bridge pedestals, post-tension members, concrete corbels, concrete anchors, concrete corbels, concrete anchorage, and column–footing connections. These structural supports are subject to substantial concentrated loads that may affect the structural integrity of the structure. Huge concentrated load acting on the surface of the concrete may lead to an uneven loads distribution.
Bauschinger [32] was the first to analyze the building materials bearing strength utilizing the well-known cube-root equation, which is based on a small number of investigations on sandstone cubes and, unfortunately, yields erroneous findings for concrete. Shelson [32] and Meyerhof [34] observed that concrete failures under concentrated loading were similar to those recorded in the triaxial compression test. To explain bearing failure in concrete blocks, Au and Baird [35] suggested a theory in which an inverted pyramid is formed beneath the loading plate. They assumed that the horizontal forces would come from the inverted pyramid's downward penetration prior to its collapse. It was assumed that these forces would cause tension and combined bending strain in the concrete block. Failure would occur when the maximum tensile stress at the block top exceeds the tensile strength of the concrete. Despite the possibility that this argument was reasonable prior to its failure, it now appears illogical after its final failure [36].
2 Research Aim
Based on a review of the relevant studies, it was found that no previous research investigated the effect of replacing natural aggregate (NA) with varying amounts of recycled concrete particles, the fraction volume of the steel fiber, and the block size on the concrete bearing strength. Thus, this study aims to examine the effect of recycled concrete (RCA) content, block size, and steel fiber volume fraction on the bearing strength of recycled aggregate concrete (RAC). The primary objectives of the research were to investigate whether it was feasible to substitute NA with varying percentages of RCA (0, 10, 20, 30, and 100%), employ variable percentages of steel fibers (0.5, 1, and 1.5%) and evaluate the effect of block size. The axial bearing stress was applied to various sized steel plates and concrete blocks (100 × 100 × 100 mm, 150 × 150 × 150 mm, and 250 × 250 × 250 mm) and 40 × 40 × 30 mm, 60 × 60 × 30 mm, and 100 × 100 × 50 mm, respectively. The ratio of concrete block area to bearing area (A2/A1) was maintained at 2.5 throughout all three block sizes. In addition, this investigation is conducted to determine the influence of varying block sizes on bearing stiffness, ultimate slip, and ultimate bearing strength. Analytical models were used to develop new proposed formulas that accounted for the impact of block size, reinforcing index of steel fiber, RCA, and compressive strength in order to estimate the normalized ultimate bearing slip and ultimate bearing stiffness/strength. This effort also resulted in acquisition of a modified ACI 318 formula that accurately predicts the bearing strength of concrete based on block size.
3 Experimental Work
3.1 Materials
In this research, Portland cement (type I: 42.5 N) was utilized. The specific gravity and specific surface area by Blaine fineness for the Portland cement were attained to be 4238 and 3.15 cm2/gm, respectively, and the chemical composition of the used cement is shown in Table 1. As fine aggregates, river sand with a unit weight of 1302 kg/m3, a specific weight of 2.67, and a fineness modulus of 6.07 was utilized. Recycled aggregate (RA) and natural aggregate (NA) were utilized as coarse aggregate. The recycled concrete aggregate originated from recycled concrete with a known strength that was previously cast in the laboratory. The RA, which characterized by particle sizes varying between 4.75 and 19 mm was obtained by crushing waste concrete blocks through the employ of a small jaw crusher. The basalt was employed as NA, which had particle sizes varying between 4.75 and 19 mm. Besides, the nominal maximum size of the recycled aggregate concrete (RAC) and NA was 12.5 mm. As illustrated in Table 2, the physical properties of coarse aggregates were measured following to Egyptian Standard Specification (1109/2002). The RAC was recorded as having the greatest water absorption. Sikament-163 M was utilized as a super plasticizer (SP), for a highly efficient agent for water reduction, with a density (at 20 C) of 1.200 ± 0.005 kg/L (ASTM C494), a brown liquid appearance, and a dose vary between 0.6 and 2.5% by cement weight. The trial cement dosage was 2.0% by weight. Nassar Group (Egypt) Co., Ltd. produced the end-hooked steel fiber, which is characterized by an aspect ratio of 28.6, 39.6 [L/(b or t)], an average length (L) of 33.2 mm, a depth (t) of 1.16 mm, and a nominal width (b) of 0.839 mm. The tensile strength and elastic modulus of steel fibers were, respectively, 1300 MPa and 210 Gpa.
3.2 Mix Proportions
The detailed mix proportion for each specimen is illustrated in Table 3. Due to its greater porosity, concrete built with recycled aggregate required approximately 6.13 percent more water to achieve the same slump as concrete prepared with natural aggregate. Where four experimental parameters were tested and characterized by sample ID, including the steel fiber percentage from the concrete volume fraction. RAC is replaced by different sizes of steel plate, various sizes of block, and different percentages of total coarse particle aggregates. Consequently, as shown in Table 4, the experimental program was divided into three groups, with RAC being replaced by different NA percentages in the first group (10, 20, 30, 50, and 100%). Nevertheless, the second group employed steel fibers in different percentages (0.5, 1.5, and 2%) from the volume of concrete with 100% RAC. However, the third group employed various percentages of steel fibers (0.5, 1.5, and 2%) from the volume of concrete with 50% NA and 50% RAC. For all groups of axially loaded concrete blocks bearing strength, experimental investigations were carried out with steel plates and blocks of different sizes. Including 100 × 100 × 100 mm blocks dimensions (block 100 mm) with 40 × 40 × 30 mm steel plate dimensions (plate 40 mm). Besides, 150 × 150 × 150 mm blocks (block 150 mm) with 60 × 60 × 30 mm steel plate dimensions (plate 60 mm), and 250 × 250 × 250 mm blocks dimension (block 25 mm) with 100 × 100 × 50 mm steel plate dimensions (plate 100 mm). The ratio of water to cement (w/c) was set at 0.5 in all groups. Moreover, the average compressive strength of 14 mixtures with three 150 mm cubes was obtained.
3.3 Specimen Preparation
Several experimental investigations were carried out to assess the bearing strength for each of the groups and to evaluate their potential modes of failure. Subsequently, different sizes of cube specimens (100 × 100 × 100 mm, 150 × 150 × 150 mm, and 200 × 250 × 250 mm) were employed. The casting procedure was carried out as s follows: First, the cement and aggregates were blended uniformly for 2 min; after that, the steel fibers were added to the mixture and blended for 3 min; and finally, the water and superplasticizers were put to the concrete mixer and blended for 3 min. According to research conducted by Mansur et al. [37], the fibers positive effect would be the highest if the sample were vertically cast. Therefore, each cube specimen was poured and vibrated vertically, layer by layer. After 24 h, each specimen was demoulded and moved to a curing room at 20 °C ± 2 °C with a relative humidity of 95% RH for a duration of 28 days. To remove contaminants from RCAs, they were washed and dried for 24 h at 100 ± 5 C. Finally, they were cooled for roughly three hours at room temperature before being utilized in the production of concrete. In accordance with ASTM C192 [38], concrete specimens were maintained in a fog room at 23 ± 2 °C until the day of testing after the demolding procedure.
3.4 Experimental Details and Set Up
3.4.1 Compressive Strength Test
The 28-day compressive strengths for proportions of 14 mixes were investigated employing 150 × 150 × 150 mm3 specimen cubes, and the average compressive strength of three 150 mm cubes was figured out.
3.4.2 Bearing Strength Test
The effect of different dimensions on the bearing strength of concrete can be evaluated by conducting bearing strength experiments on concrete blocks with predetermined dimensions of block 100 mm, block 150 mm, and block 250 mm, each with a various concrete surface area of plate 40 mm, plate 60 mm, and plate 100 mm, as shown in Fig. 1. A digital data recording system was attached to a load cell and displacement transducers in order to track load-bearing strengths and displacement values (slip). As shown in Fig. 5, each sample test was subjected to a constant axial load utilizing a Universal Testing Machine (UTM) with a capacity of 2700 KN. Figure 5 displays the sample testing setup. The samples were subjected to continuous and shock-free loading till failure. A mechanical displacement dial gauge with a stroke of 30 mm and an accuracy of 0.01 was utilized to estimate the crosshead displacement under the applied bearing load.

Test setup and instrumentation
For the simulation of concentric loads during the bearing strength experiment, different steel bearing plates with surface dimensions of steel plate 100 mm, 60 mm, and 40 mm are placed in the centre of different concrete blocks with dimensions of 250 mm, 150 mm, and 100 mm, respectively. In order to achieve superior results, the concrete specimens were aligned with the compression machine's top-loaded head, and varied-sized lower plates were set in conjunction with different concrete blocks. Based on Bonetti's [39] who provided a loading rate of 1.48kN/s, an incremental concentric load was utilised. Maximum failure loads and failure modes were recorded.
4 Results and Analysis
4.1 Failure Pattern
Through carrying out investigations on concrete blocks supported by a solid support and loaded by a rigid plate. Hawkins [32] introduced the first practical approach for determining the bearing strength of concrete. As the weight is gradually increased, the first cracks in Figs. 2 and 3 are observed. Figures 2 and 3b show cracks within the block in the vertical direction. Upon achieving the maximum load, a conical wedge (identified as 2 in Figs. 2, 3b) punched out from beneath the bearing plate, and the radial cracks (identified as 3 in Figs. 2, 3c) appeared on the surface of loading. Commonly, four radial cracks are observable, as seen in Figs. 2 and 3c. However, there are other instances with more cracks. Moreover, research has revealed that the angle h of the Pyramid Peak in Figs. 2 and 3b ranges generally between 38° and 70° [33,34,35,36].

Typical failure mechanism in bearing test

Failure cracks in present bearing test
4.2 Load-Slip Response
Figure 4 demonstrates the load-slip curve of all tested samples [different sizes of blocks and steel plates (block 100 mm, block 150 mm, and block 250 mm) and (plate 40 mm, plate 60 mm, and plate 100 mm), respectively] without steel fiber. Each of the three samples is illustrated in one chart. The block 100 mm had the largest bearing stress in comparison with the block 150 mm and block 250 mm-height blocks.

Load-slip curve of specimens without steel fiber
Figures 5 and 6 illustrate the impact of the usage of 50% RCA and 100% RCA on the bearing stress-slip curves formed with 0.5, 1, 1.5, and 2% steel fibers and different block dimensions of 100, 150, and 250 mm, respectively. Block 100 mm illustrated the best results compared to those with blocks 150 mm and 250 mm.

Load-slip curve of specimens incorporating 50% RCA with steel fiber

Load-slip curve of specimens incorporating 100% RCA with steel fiber
Table 5 shows the results of the tested samples. fbu is the ultimate bearing stress. Su is the corresponding slip to the ultimate bearing stress. k is bearing stiffness (half of fbu divided by corresponding slip).
4.3 Ultimate Bearing Strength (f bu )
The highest value of the ultimate bearing strength (fbu) was reported for the mixes of the block 100 × 100 mm and the plate 40 mm, as illustrated in Fig. 7. Figure 7 illustrates the relationship between (fbu) and various RCA percentages (by weight) as a partial substitution for natural coarse aggregate (NCA).

Effect of RCA on bearing strength
Figures 8 and 9 demonstrate the relation between (fbu) and RI. The steel fiber reinforcing index (RI) was calculated through the use of Eq. (1) as below:
where Vf is the fractional volume of steel fiber that is used in the current study (ranging between 0, 0.5, 1, 1.5, and 2). In the current research, Lf and df are the length and diameter of steel fiber and the slenderness ratio (Lf/df) was constant at 39.6. The impact of RI on the stiffness, relative slips, bearing slip, and bearing strength of the concrete blocks were investigated. The 100 mm block yielded the highest fbu values with 50 and 100% substitution ratios of RAC and various steel fiber percentages.

Effect of steel fiber content on bearing strength of blocks incorporating 50% RCA

Effect of steel fiber content on bearing strength of blocks incorporating 100% RCA
4.4 Bearing Slip
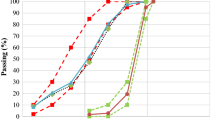
Figure 10 depicts the ultimate slip (Su) findings for different dimensions of concrete block specimens containing varying RAC percentages, excluding steel fiber. Block 250 mm had the greatest Su values, as seen in Fig. 10. As illustrated in Figs.11 and 12, utilizing a 250 mm block yielded the highest Su values when using 50% RCA and 100% RCA with varying amounts of steel fiber.

Effect of RCA on bearing slip

Effect of steel fiber content on bearing slip of blocks incorporating 50% RCA

Effect of steel fiber content on bearing slip of blocks incorporating 100% RCA
4.5 Bearing Stiffness
Bearing stiffness (k) is half of fbudivided by the corresponding slip. The highest bearing stress (fbu) was estimated using Eq. (2).
The largest k value for the block of 100 mm and the plate of 40 mm is illustrated in Fig. 13. Besides, block 100 mm with 50% RCA or 100% RCA and with different steel fiber contents yielded better values compared to block 150 mm and block 150 mm, as illustrated in Figs. 14 and 15.

Effect of RCA on bearing stiffness

Effect of steel fiber content on bearing stiffness of blocks incorporating 50% RCA

Effect of steel fiber content on bearing stiffness of blocks incorporating 100% RCA
5 Predictive Models using Statistical Analysis
The findings of this study were applied to linear multiple regressions so that a new formula could be derived to determine ultimate bearing strength (fbu), bearing stiffness (k), and relative ultimate bearing slip (Su/b) for all samples. Multiple regressions were examined through the usage of excel data analytics. This analytical model focuses on steel-reinforced recycled aggregate concrete block members. Block volume-to-loading plate area ratio (Vb/Ap), reinforcing index (RI) of steel fiber, RCA content (R), and compressive strength (fcu) were the input variables considered for this research.
Equation (3) was utilized to get the Vb/Ap:
where x, y and h are the concrete block dimensions that are identical and equal to 0.1, 0.15 and 0.25 m in this study. b is the width of the loading plate, which equals 0.04, 0.06, or 0.10 m in this research. All the needed input data (fcu, R, RI, and Vb/Ap) in this regression procedure were acquired and recorded in Table 6. The ultimate bearing strength (fbu), bearing stiffness (k), and relative ultimate bearing slip (Su/b) were selected as the output parameters. There were 336 various output and input sets of data in all (7 columns and 48 rows). Columns are fbu, k, Su/b, fcu, R, RI, and Vb/Ap, with rows representing samples or rows of Table 6. To achieve the best possible fit between the output and input parameters, numerous models were investigated. The optimal equations for carrying out the forecast of the ultimate bearing strength (fbu), bearing stiffness (k), and relative ultimate bearing slip (Su/b), respectively, are (4)–(6). Instead of the ultimate slip, the normalized ultimate slip was considered since it is more relevant and practical. Normalized slip is ultimate slip divided by the width of plates.
R2 of Eqs. (4)–(6) were 0.956, 0.6799 and 0.365, respectively.
This demonstrates the acceptable accuracy of Eq. (4) and the high accuracy of Eqs. (5) and (6).
In addition, for evaluating the equations results, a correlation between anticipated and experimental values is illustrated in Fig. 16. Equations (4)–(6) can be utilized with confidence to predict the fbu, k, and Su/b of steel fiber recycled concrete because they are characterized by their accuracy for a wide range of input variables, including fcu, R, RI, and Vb/Ap.

Experimental versus predicted values using proposed equations
6 Prediction of Ultimate Bearing Strength via ACI 318
To determine the maximum allowable concrete bearing strength (\(f_{{\text{b}}}\)), the ACI code [40] illustrates Eq. (7).
where \(\varphi\) was given by 0.85, \(f_{{\text{c}}}\) is concrete compressive strength of each sample. \(\frac{{A_{2} }}{{A_{1} }}\) is ratio between block area and loading plate area, which was the same for all specimens in this investigation (\(\frac{{A_{2} }}{{A_{1} }} = 2.5\)). This formula does not consider the influence of block volume, steel fiber content, and RCA content. The \(f_{{\text{b}}}\) was computed for all specimens using Eq. (7), and anticipated findings were compared to experimental values in Fig. 17. In general, it was revealed that \(f_{{\text{b}}} \approx 0.5 f_{{{\text{bu}},{\text{exp}}}} .\) In addition, R2 of Eq. (7) was 0.521 and values of Eq. (7) varied by 41–60% in relation to experimental outcomes. All of this evidence indicates that Eq. (7) underestimated the bearing strength of the concrete because of the safety factor and the ignorance of the block size impact.

Experimental versus predicted values using ACI equation
For enhancing the performance of Eq. (7) in the original form, an unknown (\(\alpha\)) was employed in Eq. (8) as given:
The optimal value of \(\alpha\) is 1.3, which was determined by several tests for the decline difference between the anticipated ultimate strength and the experimental one for all specimens. After substituting by \(\alpha\), final Eq. (9) can determine ultimate strength. The \(f_{b}\) was estimated utilizing Eq. (9) for all specimens and a comparison of anticipated and experimental results is shown in Fig. 18. In general, it was figured out that \(f_{{\text{b}}} \approx 0.8 - 1.2 f_{{{\text{bu}},{\text{exp}}}} .\) In addition, R2 of Eq. (9) was 0.52 and the values of Eq. (9) ranged between 0 to 16% in the experimental findings.

Experimental versus predicted values using modified Eq. (9) of ACI
7 Proposed Formula
As per nearly all national codes, the following equation is the most common method for determining the concrete bond strength (\(f_{{{\text{cb}}}}\)):
where A and B are constants. x is the ratio between block area and loading plate area, following to codes. To demonstrate block size impact, x is taken as block volume (Vb) divided by plate area (Ap). After several trials, Eq. (11) is the optimal formula, which is comparable to the ACI equation in which constant A is given by 0.67:
The \(f_{b}\) was estimated through the usage of Eq. (11) for all specimens, and a comparison was carried out between anticipated and experimental values as shown in Fig. 19. In general, it was demonstrated that \(f_{{{\text{cb}}}} \approx 0.79 - 1.37 f_{{{\text{bu}},{\text{exp}}}} .\) Also, R2 of Eq. (11) was 0.1298. The benefits of the suggested Eq. (11) are similar to the ACI equation, taking into account block size, demonstrating anticipated value similar to the experimental one, and being easily applicable. However, its R2 was low, and several of its points were located far from the mirror line.

Experimental versus predicted values using modified Eq. (11) of ACI
Equation (12) was obtained when constants A and B in Eq. (10) were set free in order to get the new formula.
The \(f_{{\text{b}}}\) was estimated through the usage of Eq. (12) for all specimens, and a comparison was carried out between anticipated and experimental values as shown in Fig. 20. In general, it was observed that \(f_{{{\text{cb}}}} \approx 0.95 - 1.04 f_{{{\text{bu}},{\text{exp}}}} .\) In addition, R2 of Eq. (12) was 0.9844. The difference between predicted and experimental values ranged between 0 to 4.7%; however, the average difference was only 0.9%. All points were very close to the mirror line. Thus, Eq. (12) illustrated high accuracy.

Experimental versus predicted values using modified Eq. (12) of ACI
8 Summary and Conclusions
An experiment was conducted to determine the bearing strength of steel fiber-reinforced recycled aggregate concrete (SFRAC) with varying replacement percentages (0, 10, 20, 30, 50, and 100%) of recycled concrete aggregate (RCA). Steel fiber fractions of 0.5, 1.5, and 2% were added to the recycled aggregate concrete (RAC). Three concrete block models of cubic-shaped were cast. There were fourteen specimens in each block model. The sides of the first, second, and third blocks measured 100, 150, and 250 mm, respectively, and were labeled block 100 mm, block 150 mm, and block 250 mm. The entire concrete block was axially loaded under compression, where an axial load was applied to a stiff steel plate with area = Ap, centered on the top surface of the block with area = Ab. The ratio of concrete block to bearing area (Ab/Ap) was adjusted to 2.5 for all block sizes. Cracking maps were also recorded with the associated loading plate slide and applied load during the test. The major purpose of this study is to investigate the influence of block size on the ultimate bearing stress (fbu), the ultimate slip (Su), the stiffness (k), and the failure mode of RAC. Furthermore, the purpose of this research is to derive a new formulas to estimate ultimate bearing strength (fbu), bearing stiffness (k) and normalized ultimate bearing slip (Su/b) taking into account the impact of the compressive strength (fcu), RCA content (R), the steel fiber reinforcing index (RI) and block volume-to-loading plate area ratio (Vb/Ap) of RAC. In addition, the ACI equation \(\left[ {f_{b} = 0.85 \varphi f_{c} \sqrt {\frac{{A_{2} }}{{A_{1} }}} } \right]\) will be adjusted so that the bearing strength can be estimated based on block size. On the basis of this investigation, the following findings are drawn:
-
1.
The bearing stiffness (k) and ultimate bearing strength (fbu) reduced with the increase in block size.
-
2.
100 mm block produced the greatest fbu in comparison with 150 mm block and 250 mm block. The percentage of fbu decreases to approximately 15.77% in block 150 mm and 30.06% in block 250 mm compared to block 100 mm for RAC samples without steel fiber.
-
3.
The fbu of blocks 150 and 250 mm including 50% RCA and 2% steel fiber decreased by about 20.27 and 31.36%, respectively, while the fbu of blocks 150 and 250 mm containing 100% RCA and 2% steel fiber decreased by 12.45 and 24.6%, relative to the block 100 mm.
-
4.
The k of blocks 150 and 250 mm were around 51.44 and 83.86% less than the k of block 100 mm for the RAC specimen, excluding steel fiber. Nevertheless, the k for blocks 150 and 250 mm containing 50% RAC with 2% steel fiber and 100% RAC with 2% steel fiber is decreased by [65 and 74.5%] and [77.74 and 82%] compared to the 100 mm block, respectively.
-
5.
The ACI 318’s equation ignored the effects of RCA contents, steel fiber contents, and block volumes, where R2 of Eq. (7) was 0.521. In addition, the values of Eq. (7) varied by 41–60% about experimental results. Nevertheless, after modifying ACI 318’s equation, the R2 of Eq. (9) was 0.52, and the values of Eq. (9) varied by 0 to 16% about the experimental results.
-
6.
Highly accurate results were obtained using Eq. (10) with new curve-fitting parameters to propose the bond strength employing Eq. (12) for block volume (Vb) and plate area (Ap) in recycled aggregate concrete.
-
7.
To predict the ultimate bearing strength (fbu), bearing stiffness (k), and normalized ultimate bearing slip (Su/b) taking into account the impact of the fcu, R, RI, and Vb/Ap, the following analytical equations were proposed:
$$\begin{gathered} f_{{{\text{bu}}}} = 30.2 + 2.33 \, f_{{{\text{cu}}}} - 0.255R + 0.865{\text{RI}} - 26.407 \, \left( {V_{{\text{b}}} /A_{{\text{p}}} } \right) \hfill \\ k = - 330.657 + 15.865 \, f_{{{\text{cu}}}} + 150R - 135.58{\text{RI}} - 128.358 \, \left( {V_{{\text{b}}} /A_{{\text{p}}} } \right) \hfill \\ S_{{\text{u}}} /b = 7.688 - 0.132 \, f_{{{\text{cu}}}} - 1.737R + 3.358{\text{RI}} - 0.553 \, \left( {V_{{\text{b}}} /A_{{\text{p}}} } \right) \hfill \\ f_{{\text{b}}} = 32.43 f_{{\text{c}}} \left( {\frac{{V_{{\text{b}}} }}{{A_{{\text{p}}} }}} \right)^{ - 0.377} \left( {{\text{N}},{\text{mm}}} \right){ 6}00 \le \frac{{V_{{\text{b}}} }}{{A_{{\text{p}}} }} \le {15}00 \hfill \\ \end{gathered}$$
Abbreviations
- RCA:
-
Recycled concrete aggregate
- NA:
-
Natural aggregate
- RA:
-
Recycled aggregate
- NAC:
-
Natural aggregate concrete
- SFRRAC:
-
Steel fiber reinforced recycled aggregate concrete
- RAC:
-
Recycled aggregate concrete
- UTM:
-
UNIVERSAL testing machine
- SP:
-
Super plasticizer
- NCA:
-
Natural coarse aggregate
- M0-10S:
-
Block size 100 × 100 × 100 mm with 10%RCA
- M0-10m:
-
Block size 150 × 150 × 150 mm with 10%RCA
- M0-10L:
-
Block size 250 × 250 × 250 mm with 10%RCA
- M0.5-100S:
-
Block size 100 × 100 × 100 mm with 100%RCA with 0.5% steel fiber
- M0.5-100m:
-
Block size 150 × 150 × 150 mm with 100%RCA with 0.5% steel fiber
- M0.5-100L:
-
Block size 250 × 250 × 250 mm with 100%RCA with 0.5% steel fiber
- M0.5-50S:
-
Block size 100 × 100 × 100 mm with 50%RCA with 0.5% steel fiber
- M0.5-50m:
-
Block size 150 × 150 × 150 mm with 50%RCA with 0.5% steel fiber
- M0.5-50L:
-
Block size 250 × 250 × 250 mm with 50%RCA with 0.5% steel fiber
- A2/A1:
-
The ratio of concrete block area to bearing area
- L :
-
Average length
- t :
-
Depth
- b :
-
Nominal width
- w/c :
-
Water to cement
- f bu :
-
Ultimate bearing strength
- \(f_{{\text{b}}}\) :
-
Concrete bearing strength
- \(f_{{{\text{cb}}}}\) :
-
Concrete bond strength
- RI:
-
Reinforcing index
- L f/d f :
-
Slenderness ratio
- S u :
-
Ultimate slip
- k :
-
Bearing stiffness
- S u/b :
-
Bearing slip
- V b/A p :
-
Block volume-to-loading plate area ratio
- f cu :
-
Compressive strength
- \(\frac{{A_{2} }}{{A_{1} }}\) :
-
Ratio between block area and loading plate area
- V b :
-
Block volume
- A p :
-
Plate area
- R :
-
RCA content
References
Oikonomou, N.D.: Recycled concrete aggregates. Cem. Concr. Compos. 27(2), 315–318 (2005)
Pacheco, J.; De Brito, J.; Chastre, C.; Evangelista, L.: Experimental investigation on the variability of the main mechanical properties of concrete produced withcoarse recycled concrete aggregates. Constr. Build. Mater. 201, 110–120 (2019)
McGinnis, M.J.; Davis, M.; de la Rosa, A.; Weldon, B.D.; Kurama, Y.C.: Strength andstiffness of concrete with recycled concrete aggregates. Constr. Build. Mater. 154, 258–269 (2017)
Zaetang, Y.; Sata, V.; Wongsa, A.; Chindaprasirt, P.: Properties of pervious concrete containing recycled concrete block aggregate and recycled concrete aggregate. Constr. Build. Mater. 111, 15–21 (2016)
Verian, K.P.; Ashraf, W.; Cao, Y.: Properties of recycled concrete aggregate andtheir influence in new concrete production. Resour. Conserv. Recycl. 133, 30–49 (2018)
Kim, Y.; Hanif, A.; Kazmi, S.M.; Munir, M.J.; Park, C.: Properties enhancement ofrecycled aggregate concrete through pretreatment of coarse aggregates—comparative assessment of assorted techniques. J. Clean. Prod. 191, 339–349 (2018)
Li, J.; Xiao, H.; Zhou, Y.: Influence of coating recycled aggregate surface withpozzolanic powder on properties of recycled aggregate concrete. Constr. Build. Mater. 23(3), 1287–1291 (2009)
Tam, V.W.; Tam, C.M.; Le, K.N.: Removal of cement mortar remains from recycledaggregate using pre-soaking approaches. Resour. Conserv. Recycl. 50(1), 82–101 (2007)
Xuan, D.; Zhan, B.; Poon, C.S.: Assessment of mechanical properties of concreteincorporating carbonated recycled concrete aggregates. Cem. Concr. Compos. 65, 67–74 (2016)
Vishwakarma, R.J.; Kumari, P.; Morkhade, S.G.; Bahekar, P.V.: Engineering properties of two-stage concrete: a critical review. Materials Today: Proceedings 77, 729–733 (2023)
Shi, C.; Li, Y.; Zhang, J.; Li, W.; Chong, L.; Xie, Z.: Performance enhancement of recycled concrete aggregate—a review. J. Clean. Prod. 112, 466–472 (2016)
Behera, M.; Bhattacharyya, S.; Minocha, A.; Deoliya, R.; Maiti, S.: Recycledaggregate from C&D waste & its use in concrete—a breakthrough towards sustainability in construction sector: a review. Constr. Build. Mater. 68, 501–516 (2014)
Gao, D.; Zhang, L.; Nokken, M.: Compressive behavior of steel fiber reinforced recycled coarse aggregate concrete designed with equivalent cubiccompressive strength. Constr. Build. Mater. 141, 235–244 (2017)
Carneiro, J.A.; Lima, P.R.L.; Leite, M.B.; Toledo Filho, R.D.: Compressive stress–strain behavior of steel fiber reinforced-recycled aggregate concrete. Cem. Concr. Compos. 46, 65–72 (2014)
Zaid, O.; Mukhtar, F.M.; Rebeca, M.; El Sherbiny, M.G.; Mohamed, A.M.: Characteristics of high-performance steel fiber reinforced recycled aggregate concrete utilizing mineral filler. Case Stud. Constr. Mater. 16, e00939 (2022)
Kachouh, N.; El-Maaddawy, T.; El-Hassan, H.; El-Ariss, B.: Shear behavior of steel-fiber-reinforced recycled aggregate concrete deep beams. Buildings 11(9), 423 (2021)
Tawfik, M.; El-said, A.; Deifalla, A.; Awad, A.: Mechanical properties of hybrid steel-polypropylene fiber reinforced high strength concrete exposed to various temperatures. Fibers 10(6), 53 (2022)
Zhang, P.; Wang, C.; Cunliang, Wu.; Guo, Y.; Li, Y.; Guo, J.: A review on the properties of concrete reinforced with recycled steel fiber from waste tires. Rev. Adv. Mater. Sci. 61(1), 276–291 (2022)
Liu, C.; Hunag, X.; Wu, Y.Y.; Deng, X.; Zheng, Z.; Yang, B.: Studies on mechanical properties and durability of steel fiber reinforced concrete incorporating graphene oxide. Cem. Concr. Compos. 130, 104508 (2022)
Gao, D.; Zhang, L.: Flexural performance and evaluation method of steel fiber reinforced recycled coarse aggregate concrete. Constr. Build. Mater. 159, 126–136 (2018)
Gao, D.; Zhang, L.; Nokken, M.: Mechanical behavior of recycled coarse aggregate concrete reinforced with steel fibers under direct shear. Cem. Concr. Compos. 79, 1–8 (2017)
Ramesh, R.B.; Mirza, O.; Kang, W.H.: Mechanical properties of steel fiberreinforced recycled aggregate concrete. Struct. Concr. 20, 745–755 (2019)
Heeralal, M.; Rathish Kumar, P.; Roa, Y.V.: Flexural fatigue characterization of steel fiber reinforced recycled concrete (SFRRAC). Arch. Civ. Eng. 7, 19–33 (2009)
Sobhan, K.; Krizek, R.J.: Fatigue behavior of fiber-reinforced recycled aggregatebase course. J. Mater. Civ. Eng. 11(2), 124–130 (1999)
Kazmi, S.M.S.; Munir, M.J.; Wu, Y.-F.; Patnaikuni, I.: Effect of macro-synthetic fibers on the fracture energy and mechanical behavior of recycled aggregateconcrete. Constr. Build. Mater. 189, 857–868 (2018)
Gao, D.; Zhang, L.; Zhao, J.; You, P.: Durability of steel fibre-reinforced recycledcoarse aggregate concrete. Constr. Build. Mater. 232, 117119 (2020)
Chaboki, H.R.; Ghalehnovi, M.; Karimipour, A.; De Brito, J.: Experimental study onthe flexural behaviour and ductility ratio of steel fibres coarse recycledaggregate concrete beams. Constr. Build. Mater. 186, 400–422 (2018)
Chaboki, H.R.; Ghalehnovi, M.; Karimipour, A.; de Brito, J.; Khatibinia, M.: Shearbehaviour of concrete beams with recycled aggregate and steel fibres. Constr. Build. Mater. 204, 809–827 (2019)
Xiao, J.; Wang, W.; Zhou, Z.; Tawana, M.M.: Punching shear behavior of recycled aggregate concrete slabs with and without steel fibres. Front. Struct. Civ. Eng. 13(3), 725–740 (2019)
Xiao, J.; Li, W.; Fan, Y.; Huang, X.: An overview of study on recycled aggregate concrete in China (1996–2011). Constr. Build. Mater. 31, 364–383 (2012)
Xiao, J.: Recycled aggregate concrete, recycled aggregate concrete structures. Springer, Berlin (2018)
Bauschinger, J.: Tests with blocks of natural stone. Mech Tech Lab Kgl 6, 13 (1876)
Shelson, W.: Bearing capacity of concrete. J Am Concr Inst Proc 54(5), 405–414 (1957)
Meyerhof, G.G.: The bearing capacity of concrete and rock. Mag Concrete Res 4(12), 107–116 (1953)
Au, T.; Baird, D.L.: Bearing capacity of concrete blocks. J Am Concrete Inst Proc 56(9), 869–879 (1957)
Hawkins, N.M.: Discussion of references [6]. J Am Concrete Inst Proc 56(9), 1469–1479 (1960)
Mansur, M.A.; Chin, M.S.; Wee, T.H.: Stresse-strain relationship of confinedhigh strength plain and fibre concrete. J. Mater. Civ. Eng. 51(05), 353–363 (1997)
ASTM-C192/C192M-07. Standard practice for making andcuring concrete test specimens in the laboratory. American Society for Testing and Materials, West Conshohocken (2007)
Bonetti, R.; Roberts-Wollmann, C.L.; Santos, J.T.: Bearing strength of confined concrete. ACI Struct. J. 111(6), 1317 (2014)
ACI Committee 318 (2011) Building code requirements for structural concrete (ACI 318-11). American Concrete Institute
Acknowledgements
The tests were carried out in the RC Laboratory, Faculty of Engineering, kafrElshiekh University, Egypt.
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Contributions
Sabry Fayed: investigation, data curation, Writing–original draft, visualization, writing—review & editing. Emrah Madenci: resources, investigation, data curation, writing-original draft, reviewing. Yasin Onuralp Özkiliç: investigation, data curation, validation, writing—original draft, visualization, writing—review & editing. Taher A. Tawfik: investigation, data curation, validation, writing-original draft, visualization, writing—review & editing.
Corresponding author
Ethics declarations
Conflict of Interest
The authors wish to confirm that there are no known conflicts of interest associated with this publication and there has been no significant financial support for this work that could have influenced its outcome.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Fayed, S., Madenci, E., Özkiliç, Y.O. et al. Effect of Block Size on Bearing Strength of Steel Fiber-Reinforced Recycled Aggregate Concrete. Arab J Sci Eng 49, 5287–5303 (2024). https://doi.org/10.1007/s13369-023-08344-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13369-023-08344-0