
Abstract
Material degradation caused by wet hydrogen sulfide (Wet H2S) is one of the major issues in refineries. Carbon steel is the main construction material used in refineries and is subjected not only to thickness loss but the hydrogen is the major concern. H2S leads to high atomic hydrogen penetration in steel which causes degradation in the form of blistering and/or cracking (HIC/SOHIC) and stress cracking in the area of welds and heat affected zones. Mechanism is unusually dangerous due to high difficulty of threat assessment, which is mostly based on ultrasonic measurements or calculations based on the API standards. This research is based on evaluation of the real threat of wet H2S degradation based on examination of construction materials after 41 years of exploitation in refinery. The comparison of the theoretical calculation based on API standards and experience of the degradation of the real objects was characterized. Laboratory measurements include mechanical tests involving the elongation in the function of tensile stress and deformation, with analysis of material hardness and gas chromatography analysis. The results are complemented by studies of the chemical composition of the streams and analytical studies of the hydrogen content in the material obtained by the gas chromatography method. The tests showed compliance of the standard analysis of the corrosion risk with the laboratory tests performed on the real samples. Research leads to indication of the destructive methods which can be used on the materials obtained during scheduled material replacements or installation modernizations.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Oil refinery industry is one of the most fast developing spheres nowadays but is rather dangerous and can create a great threat to the environment in the case of emergency. In order to optimize the lifetime of the devices, apparatuses and pipelines with maintaining the principles of safe operation, various methods of diagnostics, monitoring or risk assessment techniques, such as Risk Based Inspection (RBI), are used. One of the critical corrosion mechanisms is so-called wet H2S. Material degradation caused by wet hydrogen sulfide (Wet H2S) is one of the most common issues in the refineries [1,2,3]. Actual knowledge about this degradation mechanism is based on laboratory evaluation and material analysis [4]. However, there is still a lack of both experimental data on corrosion and basic understanding of the Wet H2S corrosion mechanism. Mechanism can be found in the different refinery installations like atmospheric distillation unit in most equipment operating in a low-temperature, high-sulfur medium, hydrocracking, isomerization or vacuum distillation unit. Main spots affected by this mechanism are pointed by higher hardness like welds, sockets and pipelines.
Generally, wet H2S appears as a loss of mechanical properties in the general or local corrosion conditions [5]. Mechanism is unusually dangerous due to high difficulty of threat assessment, which is mostly based on ultrasonic measurements or calculations based on the API standards. The first method required highly trained staff and special equipment, and the second is time consuming and can give only general view on the threat. The results of the unidentified degradation can lead to dangerous accidents even like explosions or fire. This mechanism does not give any symptoms which can notify weak condition of the material before accident.
The mechanism of the wet H2S degradation is complex issue based on few main features. Firstly, the process has to be initiated by corrosion reaction with atomic hydrogen as a product [6]. The molecular hydrogen significantly influences the corrosion rate of wet H2S but is not a necessary condition for occurrence of the phenomenon [7]. It should be underlined that the hydrogen permeation can occurred due to corrosion reactions on the surface of the material without hydrogen as a component of the medium. The condition of the wet H2S can be described by the following chemical reactions [8,9,10]:
The result of this reactions is the hydrogen evolution which permeates the steel. The molecular hydrogen is created inside the steel causing internal stress. This is why the wet H2S mechanism should be analyzed together with hydrogen embrittlement mechanism. The corrosion mechanism causing evolution of the hydrogen is named by acid sour water corrosion [11,12,13,14]. So, wet H2S mechanism occurrence is always initiated by acidic sour water corrosion in low-pH conditions. The wet H2S mechanism can occur also in pH above 7 [15], where amine washing is utilized causing amine corrosion [14, 15]. Hydrogen evolution due to amine corrosion can be described by the following reactions [16]:
Reactions (4,5) show conditions of electrochemical corrosion in amine cleaning installations, where Eq. (4) is the dissociation of hydrogen sulfide. Again, the wet H2S mechanism occurrence is always initiated by corrosion mechanism, and in the case of basic pH conditions this is the amine corrosion. The complexity of the wet H2S degradation mechanism hinder the appropriate theoretical analysis of the threat assessment.
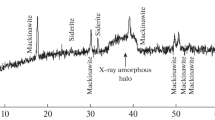
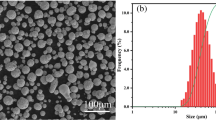
Hydrogen in the atomic form is created in reactions (3) and (5), as a product of anodic dissolution of the steel. The atomic hydrogen can combine at the metal surface to form the molecular form of hydrogen. However, due to the presence of factors such as sulfide and negative cyanide ions on the steel surface, it is difficult for this reaction to proceed [17, 18]. Additional negative feature is creation of mackinawite (FeS1-X) which substantially increases surface acidity and enlarge level of hydrogen absorption [19]. Nuclear hydrogen enters the crystal structure of the metal. When it encounters inclusions or subsurface discontinuities in the metal, it becomes trapped and recombined into molecular hydrogen forms. Molecular hydrogen is held in these locations, causing the pressure to build up at the steel's breaking point. As a consequence, it can lead to the formation of bubbles in the hydrogen coating and the formation of cracks, the so-called hydrogen embrittlement.
Mechanism wet H2S can be observer in four different forms: blistering, hydrogen-induced cracking (HIC) and stress-oriented hydrogen-induced cracking (SOHIC) and sulfide corrosion cracking (SSC). Hydrogen blisters may be formed as a surface bulge, and HIC-, SOHIC- and SSC-based cracking processes may occur at many different depths by interconnecting cracks caused by hydrogen blisters. SOHIC is potentially more damaging appearing as arrays of cracks stacked on the top of each other. The SSC is defined as cracking of metal under combined action of tensile stress and corrosion described above. Example of HIC/SOHIC degradation by Wet H2S is shown in Fig. 1

Image of the corrosion coupon surface after exposition in the aqueous environment with H2S
Corrosion inhibitors are often used as the corrosion-preventive method [20, 21]. They are especially useful in the sour water environments [22,23,24], microbiological corrosion [25] and inorganic acids [22,23,24] present in the refinery streams.
The aim of the work was to detail the characterization of degradation phenomena of construction materials exposed to wet hydrogen sulfide mechanism by 41-year exploitation in refinery. This characterization was compared with theoretical analysis based on API standards in the form of risk-based inspection (RBI) assessment. The analysis was undertaken to indicate the condition of the refinery installation after 41 years of operation in aqueous H2S environment. An important factor in the analysis is the implementation of destructive tests which shows the highest importance in the context of the assessment of the construction materials condition.
1.1 Research Methods
Chemical analysis were done according to international standards. The construction materials employed in this research work are ASTM A106 gr. B, ASTM A234-WPB and Polish R35 steels. The chemical composition of chosen steels obtained by XRF Brucker S1 Titan 600 X-Ray spectrometer is given in Table 1.
Sulfur content in the steel is crucial for indication susceptibility of construction material to HIC/SOHIC. The API Standard 581:2016 shows that relation in numbers [15].
Steel hardness was measured using a Portable Hardness Instrument from DynaPOCKET. All the mechanical properties of materials were evaluated according to the ASTM standards at room temperature. Tensile tests were carried out by using Zwick Z030. Scheme of the tensile samples is presented in Fig. 2.

Dimensions (mm) and scheme of the tensile test specimens
The research was carried out on the real samples collected from the still working refinery installation due to this size and dimensions of samples were dependent on the type of object subjected to examination in the most of cases it were pipelines with low thickness and low diameter. Therefore it was impossible to create standardized samples.
Corrosion monitoring was done using corrosion coupons according to G4-84 Standard [26]. The results are average value from 2 years. The results were taken from catalytic cracking unit, where 5 points were selected for analysis. The samples were taken from pipelines with diameter of 50 mm and were properly cut for mechanical and permeated hydrogen analysis. The scheme of the catalytic cracking unit with marked points of analysis is presented in Fig. 3.

The scheme of the catalytic cracking unit with marked points selected for degradation threat analysis
There are few streams in catalytic cracking unit which can be evaluated under wet H2S risk. The composition of those process streams (marked by points in Fig. 3) is presented in Table 2. The water environment with hydrogen sulfide was present in all fluids with potential wet H2S mechanism existence.
Hydrogen permeation analysis was done by the high-temperature vacuum extraction method. The main idea of the method is as follows: Samples were shredded into small pieces by slow rotating lathe. Small pieces were rinsed in ultrasonic bath with distilled water for 5 min and dried in temperature of 1100C for 1 h. Samples were places under 800 mbar vacuum and heated up to 810 °C temperature. Evaluated hydrogen was measured using gas chromatography by Agilent 6890. 2 m × 0.21 mm, molecular mesh 5A, 100 – 120 mesh, TCD 2200C detector, argon 15 ml/min as a carrier gas, 1000C column temperature and splitless doser.
2 Results and Discussion
Evaluation of the risk and susceptibility of an object to wet H2S degradation always should start from proper analysis of physicochemical conditions with chemical analysis of the processing stream. Chemical analysis of the process stream components influencing corrosion rate of the steel in each corrosion monitoring point is presented in Table 3.
The amounts of sulfur and hydrogen sulfide were not very high in the analyzed points. The input medium entering the unit was desulfurized fluid from hydrodesulfurization of Gudron unit and hydrocracking unit as well as non-desulfurized vacuum distillates from distillation unit and furfurol extractors. During the unit operation, the amount of sulfur could change depending on the ratio of the incoming streams from mentioned units. Generally, only 15–25% of all streams are non-desulfurized streams but in times of Hydrocracking unit downtime, it could reach even 60% of all streams. Results of the chemical analysis according to the API standards [14, 15] suggests possibility of the wet H2S degradation mechanism existence because: hydrogen sulfide is present, water in the liquid phase is present, and range of operating temperatures is consistent with the wet H2S mechanism conditions.
Threat assessment indicates the susceptibility from LOW to HIGH of the Wet H2S degradation mechanisms in all samples. Indicated degradation mechanisms at each control points are presented in Table 4. It can be said that first 2 points were high environmental severity and relatively high risk of HIC, SOHIC and SCC mechanisms. Also, the highest threat was in the case of ASTM 234 and R35 Polish steels due to high sulfur content compared ASTM A106 steel.
Data shown in Table 4 are true only for unalloyed (carbon) steels grades as all construction materials selected for this analysis met this condition.
Wet H2S mechanism is always initiated by the corrosion mechanism like acid sour water corrosion or amine corrosion as it was mentioned before. API standards enable theoretical calculations of the corrosion rates based on the pH, temperature, amine content and flow rate. Table 5 presents theoretical calculations of the corrosion rates based on API Standards and corrosion monitoring from corrosion coupons (gravimetric method). Obtained results were based on: acid sour water corrosion based on analytical tests of pH of streams, temperatures, point 1,3,4,5 [15], amine corrosion for parts of the amine washing plant based on the amine content, acid gas loading, heat stable amine salt (HSAS) concentration and the temperature and flow rate of the stream [15], and coupon corrosion rate measurements.
Both the calculated and measured corrosion rates were relatively low. That corrosion rates are normal for the steel working in such a conditions [27]. However, there is no convergence of the corrosion rates (Table 5) and the theoretical level of the wet H2S degradation (Table 4).
Destructive laboratory tests for assessment of the material degradation indication were conducted. Hydrogen permeation level of the tested steel sample is one of the modern methods directly reflecting intensity of the damage. Analysis of the amount of hydrogen permeated in the steel and reference samples are presented in Table 6. Some amount of the hydrogen was detected in all samples. The amount of the hydrogen in the case of samples exposed to refinery streams was reduced by amount of hydrogen in the reference samples which were not exposed to the corrosive medium. There is no correlation of the amount of permeated hydrogen and theoretical threat assessment of the wet H2S degradation mechanisms. Small amounts of hydrogen indicated in the reference samples are originated from metallurgical processes during production of the material.
Reference samples (Table 6) were made from the same construction material obtained from the same installation but not exposed to wet hydrogen sulfide environment.
It can be seen again underlined that the chemical composition of steels selected for analysis were relatively different (it is shown in Table 1). All elements content was significantly low at ASTM A234 steel compared with the rest of steels. However, a significantly high content of S was presented in the A234 steel compared with A106 and R35 steels. The sulfur content was less than 0.01% for the A106 steel, 0.03% for R35 Polish steel, and the highest 0.04% for the A234 steel. The chemical composition and the mechanical properties of the selected steels are within the specified range of ASTM and AISI specifications respectively. Almost all mechanical properties were strongly affected by the chemical composition of the materials [28].
Table 7 shows the tensile response of the tested materials. All tensile test quantities are increased with increasing alloying elements. The highest maximum tensile strength (775 MPa), the highest yield strength (532 MPa), the highest elongation (20.7%), and the highest elastic modulus (334 GPa) were obtained with R35 Polish steel. The second better tensile response was obtained with A106 steel, and the lowest values were obtained by A234 steel. When an H2S aggressive environment is presented for these steels, tensile properties are dramatically decreased. The parameters were influenced by wet H2S corrosion mechanism and hydrogen embrittlement as a secondary corrosion effect of the investigated samples. For the A106 material, the yield strength 4%, maximum tensile strength 2%, elongation 9%, and modulus 3% decreased compared with room temperature values. For the A234 material, the yield strength 7%, maximum tensile strength 8%, elongation 13%, and modulus 3% decreased compared with room temperature values. For the R35 polish steel, the yield strength %2, maximum tensile strength 2%, elongation 13%, and modulus 1.5% decreased compared with room temperature values. Although all tested steels are crucially affected by wet H2S aggressive environment, the best performance can be obtained with R35 Polish steel and the lowest values obtained and more severely decreased tensile response obtained with A234 steel. Moderate values can be seen for the ASTM A106 steel for tensile test results. Results are in agreement with the literature concerning the hydrogen embrittlement degradation [7]. It should be noted that deterioration of the mechanical properties is relevant to the level of hydrogenation of the samples. In particular, clearly it is visible in point 2 where a low level of hydrogenation and also quite low deterioration of the mechanical properties were measured, and reversibly in points 1 and 5 where a high level of hydrogenation and high deterioration of the mechanical properties were measured. The extensive analysis of the mechanical results was done by comparing results with the standards for investigated material [29]. Although the degradation was so severe at the wet H2S environment, still both critical values the yield strength and maximum tensile strength were in the acceptable values of 241 MPa and 414 MPa, respectively, based on the standards [29].
Tests were conducted in the room temperatures. Low operating temperatures in the points selected for this analysis allow simplification that all construction materials work under temperatures of 130 °C. Temperatures of this range have low influence on mechanical properties.
Another important feature for the steel is the hardness values. Typical room temperature hardness values are presented in Table 8. According to the AP581, hardness values should be between 200 and 237 HB. Increased hardness values enhance wet H2S susceptibility with also reduction in tensile properties. However, all tested materials values are within the standards.
3 Conclusions
Risk assessment of the wet H2S corrosion mechanism based on the theoretical evaluation and destructive mechanical laboratory tests allowed indication of the real conditions of the refinery installation operating in aqueous H2S environment for 41 years.
The following conclusions were achieved:
-
Hydrogenation of the materials results in lowering mechanical properties
-
Amount of hydrogen penetrating the steel is partially compliant with the level of deterioration of mechanical properties
-
Mechanical properties of the tested materials and samples from 41-year-old installation are still acceptable according to standards
Moreover, correlation of theoretical analysis with tests of samples obtained from refinery allowed following pointing features:
-
The theoretical (calculated) threat with mechanical examination of the material properties was verified
-
The value of mechanical evaluations as a part of risk assessment of wet H2S threat was indicated
-
The existence of wet H2S degradation in the susceptible environment characterized in the API standard was confirmed
-
Correlation of calculated corrosion rate with the corrosion rate from corrosion coupons (corrosion monitoring) was indicated
-
The correlation of hydrogenation and mechanical properties with API wet H2S risk assessment is poor
-
Research was not analyzing the SCC threat in the weld region
Summarizing, the value of additional destructive tests for analysis of wet H2S risk assessment is worthwhile. These tests gave extended view on the conditions of the construction materials. The procedures of mentioned destructive tests are quite simple and cheap and should be utilized whenever there is any possibility of getting sample material from working installation in H2S service. The knowledge gained in this way significantly increases safety and optimization of the material service life.
References
Sandström, J.R.: Assessment of pearlite banding using automatic image analysis: application to hydrogen-induced cracking. Mater. Char. 31, 1044–1153 (1993). https://doi.org/10.1016/1044-5803(93)90055-Z
Ghosh, G.; Rostron, P.; Garga, R.; Panday, A.: Hydrogen induced cracking of pipeline and pressure vessel steels: a review. Eng. Frac. Mech. 19, 609–618 (2018). https://doi.org/10.1016/j.engfracmech.2018.06.018
Sozańska, M.; Kłyk-Spyra, K.: Investigation of hydrogen induced cracking in 2205 duplex stainless steel in wet H2S environments after isothermal treatment at 675, 750 and 900°C. Mater. Char. 56, 399–404 (2006). https://doi.org/10.1016/j.matchar.2005.11.024
ANSI/NACE Standard TM0177–96. Laboratory testing of metals for resistance to sulfide stress cracking and stress corrosion cracking in H2S environments. Item No. 21212. 1996
Esmaeely, S.N.; Nesic, S.: Localised corrosion of mild steel in H2S containing aqueous environments - case studies and common mechanisms. Corros J. 75, 938–944 (2019). https://doi.org/10.5006/3164
Fu, L.; Fang, H.: Formation Criterion of Hydrogen-Induced Cracking in Steel Based on Fracture Mechanics. Metals. 8, 940–958 (2018). https://doi.org/10.3390/met8110940
Zheng, S.; Qi, Y.; Chen, C.; Li, S.: Effect of hydrogen and inclusions on the tensile properties and fracture behavior of A350LF2 steels after exposure to wet H2S environments. Corros. Sci. 60, 59–68 (2012). https://doi.org/10.1016/j.corsci.2012.04.012
Shoesmith, D.W.; Taylor, P.; Bailey, M.G.; Owen, D.G.: The formation of ferrous monosulfide polymorphs during the corrosion of Iron by aqueous hydrogen sulfide at 21°C. J Electrochem. Sci. Techn. 5, 1007–1015 (1980). https://doi.org/10.1149/1.2129808
Iofa, Z.A.; Batrakov, V.V.: Cho-Ngok-Ba, Influence of anion adsorption on the action of inhibitors on the acid corrosion of iron and cobalt. Electrochim Acta. 9, 1965–1653 (1964). https://doi.org/10.1016/0013-4686(64)80091-8
Ammar, I.A.: Prediction of pathways for the dissolution of iron. Corros. Sci. 17, 583–591 (1977). https://doi.org/10.1016/S0010-938X(77)80004-8
Singer, M.: Top of the line corrosion in sour environment – study of the controlling parameters, 18th International Corrosion Congress 2011. Paper 80. 1–10
Smith, L.; Craig, B.: Corrosion mechanisms and material performance in environments containing hydrogen sulfide and elemental sulfur. SACNUC Workshop. 2008. 1–21
Smith, S.N.: Prediction of corrosion in slightly sour environments. NACE Corrosion. Paper 02241, 1–16 (2002)
API 571 Standard. Damage mechanisms affecting fixed equipment in the refining industry. American Petroleum Institute. 2020
API 581 Standard. Risk based inspection technology. American Petroleum Institute. 2016
Rennie, S.: Corrosion and materials selection for amine service. Mater. Forum. 30, 126–130 (2006)
Kim, S.J.; Kim, K.Y.: A review of corrosion and hydrogen diffusion behaviors of high strength pipe steel in sour environment. J. Weld. Join. 32, 443–450 (2014). https://doi.org/10.5781/JWJ.2014.32.5.13
Findley, K.O.; O’Brien, M.K.: Critical Assessment 17: mechanisms of hydrogen induced cracking in pipeline steels. Mater. Sci. Technol. 31, 1673–1680 (2015). https://doi.org/10.1080/02670836.2015.1121017
Tang, J.; Shao, Y.; Guo, J.; Zhang, T.; Meng, G.; Wang, F.: The effect of H2S concentration on the corrosion behavior of carbon steel at 90◦C. Corrosion Sci. 52, 2050–2058 (2010). https://doi.org/10.1016/j.corsci.2010.02.004
Farag, A.: Applications of nanomaterials in corrosion protection coatings and inhibitors. Corr. Review. 38, 67–86 (2020). https://doi.org/10.1515/corrrev-2019-0011
Shaban, SM.; a Badr, E.; Shenashen, MA.; Farag, AA.: (2021) Fabrication and characterization of encapsulated Gemini cationic surfactant as anticorrosion material for carbon steel protection in down-hole pipelines, Env. Techn. Innov. 23 101603. https://doi.org/10.1016/j.eti.2021.101603
Farag, A.A.; Abdallah, H.E.; Badr, E.A.; Mohamed, E.A.; Ali, A.I.; El-Etre, A.Y.: The inhibition performance of morpholinium derivatives on corrosion behavior of carbon steel in the acidized formation water: Theoretical, experimental and biocidal evaluations. J. Mol. Liq. 341, 117348 (2021). https://doi.org/10.1016/j.molliq.2021.117348
Mohamed, E.A.; Hashem, H.E.; Azmy, E.M.; Negm, N.A.; Farag, A.A.: Synthesis, structural analysis, and inhibition approach of novel eco-friendly chalcone derivatives on API X65 steel corrosion in acidic media assessment with DFT & MD studies. Env. Techn. & Inn. 24, 101966 (2021). https://doi.org/10.1016/j.eti.2021.101966
Farag, A.A.; Badr, E.A.: Non-ionic surfactant loaded on gel capsules to protect downhole tubes from produced water in acidizing oil wells. Corrosion Rev. 38(2), 151–164 (2020). https://doi.org/10.1515/corrrev-2019-0030
Shaban, M.M.; Negm, N.A.; Farag, R.K.; Fadda, A.A.; Gomaa, A.E.; Farag, A.A.; Migahed, M.A.: Anti-corrosion, antiscalant and anti-microbial performance of some synthesized trimeric cationic imidazolium salts in oilfield applications. J. of Mol. Liq. 351, 118610 (2022). https://doi.org/10.1016/j.molliq.2022.118610
ASTM Standard G4 - Standard guide for conducting corrosion tests in field applications. 2001
Sizhou, T.; Guoqing, X.; Singh, A.; Jianfeng, S.; Decai, L.; Naiyan, Z.; Dezhi, Z.; Ebenso, E.E.: Corrosion mechanism of steels in MDEA solution and material selection of the desulfurizing equipment. Internat. J. of Electrochem. 12, 5742–5755 (2017). https://doi.org/10.20964/2017.06.27
Uygur, I.; Gulenç, B.: The effect of shielding gas composition for MIG welding process on mechanical behaviour of low carbon steel. Metalurgija 43, 35–40 (2004)
ASME Standard B31.3 -2020. Process piping. 2021
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Orlikowski, J., Jazdzewska, A., Uygur, I. et al. Effect of wet Hydrogen Sulfide on Carbon Steels Degradation in Refinery Based on Case Study. Arab J Sci Eng 48, 9171–9178 (2023). https://doi.org/10.1007/s13369-022-07154-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13369-022-07154-0