
Abstract
Recently, remanufacturing approach/technology, which includes a series of the processes of disassembling, cleaning, inspecting, repairing/reconditioning, reassembling components for resale, is becoming more popular as companies look for a way to combat the current climate crisis, and as it allows companies to reduce environmental impacts and to save energy and resources. This study analyzed the reduction effect of six environmental impacts and the savings effect of energy and resources by turbocharger remanufacturing compared to its newly manufacturing using a life cycle assessment (LCA) methodology. The results show that the most significant benefit of the turbocharger remanufacturing related to environmental impacts was the global warming potential (GWP), which could be reduced by 52.2%, followed by the abiotic depletion potential (ADP), terrestrial ecotoxicity potential (TETP), human toxicity potential (HTP), freshwater aquatic ecotoxicity potential (FAETP) and marine aquatic ecotoxicity potential (MAETP) which could be reduced by 51.9%, 44.8%, 44.2%, 42.6%, and 36.7%, respectively. Also, its resource saving could be obtained from 21.7 to 73.5% depending on the type of resources. Furthermore, turbocharger remanufacturing offered a significant energy saving of 83.9%. The results obtained from this study could be used for national policy-making to a net-zero carbon transition.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Amid the growing global awareness of climate change issues, advanced countries are introducing greenhouse gases (GHGs) reduction policies along with a declaration of carbon neutrality. The circular economy, one of major tasks in the 2050 carbon neutral strategy, is a model that minimizes the use of natural resources and maximizes value-adding through reusing and recycling. It is closely related to the achievement of the GHGs emissions reduction target [1, 14, 34]. In particular, remanufacturing is one of the best effective ways to save energy and resources and to achieve equivalent performance as a new product through the processes of disassembling, cleaning, inspecting, repairing/reconditioning, reassembling, and final testing using used parts (cores) as its raw materials. In terms of resource efficiency and value-adding, it can also promote accomplishing sustainable production [5, 10, 12, 15,16,17, 19,20,21, 28].
The automotive parts remanufacturing industry is the most active sector which accounts for 70 to 90% of the entire remanufacturing industry of Korea [18, 19]. Steinhilper reported that the remanufacturing of automotive parts required 80% less natural resources than the manufacturing of the new parts [32]. Recent related studies on the automatic transmission remanufacturing have shown similar results with 79.2% resource saving [22]. In addition, from the consumer’s point of view, remanufactured products have a specific benefit : the resulting products are 20 to 80% cheaper than new products but with equivalent performance [21].
According to data from automobile remanufacturers, the turbocharger is the most popular traded component among automobile remanufacturing parts, and its sale is as much as 20% of the whole automobile remanufacturing parts sales.
Under these circumstances, the necessity of a study on the life cycle environmental impact reductions of remanufacturing turbochargers has been raised.
The frequently used methodology for conducting environmental assessment studies of remanufacturing is the life cycle assessment (LCA). LCA is a “cradle-to-grave” approach for assessing industrial products and systems, which enables the estimation of the cumulative environmental impacts resulting from all stages in a product life cycle [33]. In this study, the six environmental impacts categories including global warming potential (GWP), abiotic depletion potential (ADP), human toxicity potential (HTP), terrestrial ecotoxicity potential (TETP), freshwater aquatic ecotoxicity potential (FAETP), and marine aquatic ecotoxicity potential (MAETP) were selected. The reason why GWP and ADP were selected is that a turbocharger mainly uses steel resources and the steelmaking process emits lots of GHGs. Also, HTP, TETP, FAETP and MAETP were selected because carcinogenic toxic gases are emitted in the casting process of turbocharger components [3]. However, LCA studies associated with ADP and toxicity potentials in the life cycle of a turbocharger have never been conducted.
In 2017, Gao conducted an environmental impact assessment study of turbocharger remanufacturing [9]. Brand-new turbochargers were compared with remanufactured turbochargers from an environmental perspective using six environmental impacts categories: global warming potential (GWP), acidification potential (AP), eutrophication potential (EP), ozone layer depletion potential (ODP), photochemical ozone creation potential (POCP), and primary energy demand (PED). The system boundary for new turbocharger manufacturing was divided into four stages: raw materials production, materials transport, manufacturing, and assembling. On the other hand, that for turbocharger remanufacturing was divided into five stages: recycling, disassembling, cleaning, remanufacturing, and assembling. As a result of the environmental impact assessment of turbochager remanufacturing, 73.3% of GWP, 11.9% of AP, 59.8% of EP, 90.8% of ODP, 73.2% of POCP, and 82.6% of PED were reduced compared to that of new turbocharger manufacturing [9]. However, Gao’s research had the following limitations. First, the environmental impact reduction effect was thought to be over-calculated because it was assumed that all turbocharger components were remanufactured. Thus, it is necessary to re-analyze the environmental impacts by applying the remanufactured actual portion rather than fully remanufactured. Second, the resource-saving effect caused by turbocharger remanufacturing was not considered in Gao’s research. So, ADP expressing resource depletion needs to be analyzed. Third, despite the significantly high recycling portion in the end-of-use/life stage, it was not considered. Thus, the material recycling effect should also be considered in the environmental impact assessment. Fourth, emissions of carcinogenic toxic gases such as phenol, benzene, and formaldehyde during the casting process when manufacturing new turbocharger components were not considered. Polycyclic aromatic hydrocarbons (PAHs) are generated from the incomplete combustion of fossil fuels while manufacturing a turbocharger [3]. So, the toxicity potentials (HTP, TETP, FAETP and MAETP) need to be analyzed.
Turbocharger is also related with the steel industry which is a highly carbon intensive industry [35]. The amount of GHGs emitted from the steel industry was 101.2 million tons CO2-eq. in 2018, comprising 38.8% of the total industrial sector GHGs emissions in Korea [30]. When remanufacturing a turbocharger, the reduction of the amount of steel used as its raw-material has an effect on reducing GHGs emission. Thus, GWP needs to be considered.
While the transition from internal combustion engine vehicles (ICEVs) to electric vehicles (EVs) continues, ICEVs still make up a significant proportion of the entire vehicle market. Casper and Sundin [4] predicts that EVs will account for 33% of total vehicle sales by 2040, meaning that ICEVs will continue to record high sales for the next 20 years. In this situation, remanufacturing ICEV parts is a quite suitable solution to promote carbon neutrality and support the circular economy industry.
Therefore, this study focuses on quantifying six environmental impacts, which are ADP, GWP, HTP, TETP, FAETP and MAETP, of remanufacturing turbochargers considering the replacement portion of new parts in the entire life cycle, i.e., raw material acquisition, production, and end-of-use/life stages compared to those of newly manufacturing turbocharger, and analyzing resources and energy savings effects of remanufacturing turbocharger.
Turbocharger remanufacturing process
The turbocharger is an internal combustion engine component classified as a suction device that consists of an intake housing, exhaust housing, bearing housing, turbine wheel, variable nozzle turbine (VNT), and operating device. Turbocharger primarily consists of steel due to requiring excellent heat resistance and durability against vacuum because they are exposed to a severe heat load and receive thermal expansion and contraction [27]. Figure 1 presents the operating procedure of a turbocharger. The turbine is rotated with the power of the exhaust gas, and the intake air is compressed with the rotational force and sent to the cylinder to increase the power.

The operating procedure of a turbocharger [11]
Figure 2 presents the assembly procedure of a turbocharger. The turbocharger mainly consists of six parts, i.e., intake housing, exhaust housing, bearing housing, turbine wheel, VNT, and actuator.

Assembly procedure of a turbocharger
The turbocharger remanufacturing process usually undergoes the six remanufacturing steps: disassembling, cleaning, inspecting, repairing/reconditioning, reassembling, and final testing (Fig. 3).

Remanufacturing procedure of turbocharger
Used inner parts (cores) in a turbocharger, such as the bearing housing, turbine wheel, VNT and actuator, are usually replaced by new parts due to the damage of cores. Especially the turbine wheel, which is a part mounted inside the bearing housing, is thinner and worn faster than other parts. Owing to these characteristics of turbine wheels, most remanufacturing companies use new ones of them. Nevertheless, laser cladding technology has recently been applied to restore damaged blades of the turbine wheel. On the other hand, the other used inner parts are almost reused for remanufacturing the turbocharger.
Research methods
This study evaluated the environmental impact reduction effects of the remanufactured turbocharger compared to the new turbocharger using the life cycle assessment (LCA) methodology. LCA is an internationally standardized methodology specified in ISO 14,040 series [13]. LCA is a “cradle to grave” approach for assessing industrial products and systems, which enables the estimation of the cumulative environmental impacts resulting from all stages in a product life cycle, often including impacts not considered in more traditional analyses (e.g., raw material extraction, material transportation, ultimate product disposal, etc.) [33]. Figure 4 presents the procedure of this study. The target of LCA was selected. Second, the system boundary for LCA of the target was defined. Third, the data of each stage were collected and calculated, and their inventory data were analyzed. Fourth, environmental impacts were assessed based on the inventory data. Finally, the environmental impact reduction effect caused by remanufacturing was analyzed.

Procedure of the study
Data collection and calculation
The data collection went through the following procedures.
In order to check the specifications of the target turbocharger and investigate the remanufacturing process, a site survey was conducted at the turbocharger remanufacturing company C in Korea which has common remanufacturing process and equipment. The collected data includes the parts of the target turbocharger, the materials and new components replacement proportion of each part, the amount of the remanufactured turbocharger production and the utility usage in a remanufacturing process of the turbocharger. Also, the literature review has been conducted to collect the data on the new turbocharger manufacturing process which includes the consumed amount of the utilities such as electricity and industrial water.
Remanufacturing has a technical feature that utilizes used components(cores) as a raw material in the raw material acquisition stage.
Accordingly, three assumptions for a comparative analysis between remanufacturing process and new manufacturing process were made in this study:
First, in the remanufacturing process, the weight of parts that can be remanufactured after the use of a new turbocharger is used in the remanufacturing stage. This is based on the avoided burden approach as the allocation method. This approach assumes that remanufacturing avoids the environmental burdens of raw material acquisition in the future. It is acknowledged that material not recycled needs to be replaced by primary material feedstock, consistent with ISO 14,044 [2, 8, 29]. Second, the remanufacturing is not applicable to the new manufacturing process. Third, a comparative analysis between remanufacturing process and new manufacturing process is conducted for only one cycle.
Raw material acquisition
The raw material acquisition stage refers to a stage in which a raw material is an input to produce a product. In this study, all components of new and remanufactured turbochargers were classified into different materials. Weights and materials of each component were collected based on 1 turbocharger. In the case of remanufacturing turbocharger, the used parts (cores) generated at the end-of-use/life stage were basically reused in the raw material acquisition stage. However, the proportion replaced by new parts due to their defects was excluded in the calculation of the reuse rate.
Production
The production stage refers to the stage, in which resources and energy are input in newly manufacturing and remanufacturing turbochargers. In this study, only electricity consumption for producing new and remanufactured turbochargers was considered. The electricity consumption for producing a new turbocharger used in this study was as suggested by Gao [9]. The electricity consumption in remanufacturing was calculated based on the annual electricity consumption and the data provided by the turbocharger remanufacturing company C.
End-of-use/life
Disposal after use is divided into end-of-use and end-of-life stages [31]. In this study, the end of use stage is defined as remanufacturing or scrapping, and the end-of-life stage is defined as material recycling, incineration, and landfill. the material recycling rate is based on the waste statistics for the environmental product declaration [24]. On the other hand, the remanufactured turbocharger uses cores as raw materials.
Selection of impact assessment methodology and impact category
An impact assessment was carried out at the characterization stage to evaluate the brand-new turbocharger and the remanufactured turbocharger objectively by applying the mid-point impact assessment methodology [23]. It is necessary to select the impact categories when analyzing the environmental impacts. Table 1 lists the selected impact categories. The reason for the selection of six impact categories is that ADP is directly related to the use of resources, and GWP is used to derive the GHGs reduction effect through resource reduction. In addition, HTP, TETP, FAETP, and MAETP are closely linked to the environmental impacts caused by hazardous substances generated in the life cycle of the brand-new and remanufactured turbochargers.
Results and discussion
Setting target and scope
Table 2 lists the target and scope of this study. The new turbocharger model evaluated in this study was “4A480” made by Company H which is the automobile parts manufacturer, and the remanufactured turbocharger model was given by company C. The functional unit (FU) in this study was defined as a 1 turbocharger weighing 6.5 kg.
Setting system boundary
Figure 5 shows the system boundary of this study. This study included the raw materials acquisition, the production, and end-of-use/life stages. The transportation stage was excluded according to cut-off criteria. In general, all processes and flows that are attributable to the analyzed system are to be included in the system boundaries. However, not all these processes and elementary flows are quantitatively relevant: for the less relevant ones, low quality data can be used, limiting the effort for collecting or obtaining high quality data for those parts. Among these, the irrelevant ones can be entirely cut-off (under 5%) [7]. According to Gao’s research, the transportation stage accounts for only 0.2% of environmental impact in the whole life cycle of turbocharger manufacturing process. This implies that the transportation stage is relatively neglectable [9]. The use stage is also excluded because the weight of input materials for maintenance was insignificant.

The system boundaries framework of the brand-new and remanufactured turbochargers’ life cycles
Data collection and calculation
Raw material acquisition
Table 3 lists the composition of the turbocharger and the new parts replacement portion in the turbocharger remanufacturing process. This data was provided by the remanufacturing company C. The materials of parts consisted of five types based on a turbocharger: cast iron, silicone, aluminium alloy, stainless steel, and carbon steel.
Tables 4 and 5 show the material list required for the new and remanufactured turbochargers, which is referred to the constituent materials weight of each part in Table 3. The input material weight of each part of the brand-new turbocharger was calculated by applying the material weight proportion of each part, whereas that of the remanufactured one was calculated by multiplying the material weight proportion and the new part replacement proportion of each part.
Production
In the production stage, only the electricity consumption was considered for producing the brand-new and remanufactured turbochargers, as listed in Tables 6 and 7, respectively. The calculated electricity consumption in the production of the brand-new turbocharger was 4.2 kWh by converting the electricity consumption (28.5 kWh/44.5 kg) presented in Gao’s study [9] into 6.5 kg, which is the weight of a turbocharger in this study. Its converting was applied by the allocation guidelines in the LCA methodology [13]. The calculated electricity consumption when remanufacturing the turbocharger was 0.7 kWh/6.5 kg according to the remanufacturing company C’s internal data. It was calculated based on the annual electricity consumption (80 kWh/year) and the annual production of turbochargers (120 turbochargers/year).
End-of-use/life
In the case of the end-of-use/life stage, two assumptions were applied. First, the material recycling rate of turbocharger parts in the end-of-use/life stage is based on the industrial waste statistics given by KEITI [24], as shown in Table 8. Second, the remanufactured turbocharger is reused as raw materials for remanufacturing depending on its cores (used parts) usage ratio, and treatment ways of the remaining parts which are not used for remanufacturing at their end-of-use/life were as applied in the first assumption.
Table 9 lists the treated or recycled amount of the brand-new turbocharger in the end-of-use/life stage. Assuming that a new turbocharger is not remanufactured. The amount of material recycling, landfill, and incineration for each part was calculated by applying the first assumption.
Table 10 summarizes the profile of the remanufactured turbocharger in the end-of-use/life stage. The cores of the remanufactured turbocharger were assumed to be fully or partly reused at their end-of-use/life. Intake and exhaust housings were assumed to be fully remanufactured. The same assumptions for estimating the recycling rate of the new turbocharger were applied to calculate the weight of CHRA as the mentioned above because used CHRAs were fully replaced by new parts when remanufacturing a turbochager. In the case of the VNT and actuator, 50% of the weight of used VNTs and 70% of the weight of the actuator (core) are reused as raw materials, and the remaining weight was treated by using the same assumptions as calculating CHRA above.
Applied life cycle inventory database
Table 11 shows the list of the life cycle inventory databases (“LCI DBs”) applied in the raw material acquisition, the production, and the end-of-use/life stages of the new and remanufactured turbochargers. The Korean national LCI DBs [25, 26] were applied to calculate the environmental impacts of the stainless steel, carbon steel, electricity production, and disposal methods. In addition, the ecoinvent DBs [6] were also applied to calculate the environmental impacts of the cast iron, silicone, and aluminum production and a few disposal ways that have not been established in Korea so far.
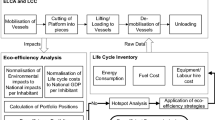
Figures 6 and 7 illustrate the process charts of the entire life cycles of new and remanufactured turbochargers, respectively.

Process chart of the entire life cycle of the brand-new turbocharger

Process chart of the entire life cycle of the remanufactured turbocharger
Environmental impact assessment of new and remanufactured turbochargers
Table 12 presents the results of an environmental impact assessment of new and remanufactured turbochargers at various stages, including raw material acquisition, production, and end-of-use/life.
The results show that the largest environmental impact in all categories, including ADP, GWP, HTP, TETP, FAETP, and MAETP, is caused by the raw material acquisition stage, which accounts for between 91.1% and 105.8% of the total impact for both new and remanufactured turbochargers. It implies that the environmental impacts from the extraction and processing of metal ores are significantly larger than the environmental impacts caused by the manufacturing of products using those metals. However, remanufacturing turbochargers has much smaller environmental impact than manufacturing new parts, as shown in Table 12. The values exceeding 100% in Table 12 indicate the environmental impact that could be reduced by recycling materials at the end-of-use/life stage.
Electricity usage at the production stage contributes to the higher portion of GWP and ADP than any other environmental impact categories. When newly manufacturing a turbocharger, the production stage accounts for 10.4% and 10.3% of ADP and GWP, respectively. In contrast, when remanufacturing a turbocharger, the production stage only accounts for 3.5% of both ADP and GWP, which is a much smaller proportion than newly manufacturing turbocharger.
The portion of toxicity potentials occurred in the production stage for four toxic impacts categories, i.e., HTP, TETP, FAETP, and MAETP, was less than 0.01%, suggesting little environmental impacts.
It is also seen that the recycling process at the end of life stage brought about the larger reduction of environmental impacts, especially ADP and TETP, ranging from − 2.0% to − 5.8%, whereas it created relatively smaller reduction of environmental impacts regarding other impact categories, GWP, HTP, FAETP, and MAETP, ranging from − 0.2% to − 1.4%, along with manufacturing and remanufacturing options. The fact that TETP was highly reduced by − 5.8% at the end-of-use/life stage when newly manufacturing the turbocharger was attributed to the higher amount of metallic material recycled in its end-of-use/life stage, compared to when remanufacturing the turbocharger. In other words, 64.1% of the total weight of the turbocharger is reused at the raw material acquisition stage when remanufacturing the turbocharger, and the amount(proportion) recycled in its end-of- use/life stage was thus relatively low compared to the amount recycled when newly manufacturing the turbocharger.
Environmental impact reduction and resource & energy saving effects by turbocharger remanufacturing
Analysis of the environmental impact reduction effects of turbocharger remanufacturing
Figure 8 illustrates the reduced environmental impacts caused by turbocharger remanufacturing. The results of the environmental impact assessment of the new and remanufactured turbochargers showed that the greatest reduction with regard to environmental impact categories was GWP, which was reduced by 52.2%, followed by ADP, TETP, HTP, FAETP, and MAETP which could be reduced by 51.9%, 44.8%, 44.2%, 42.6%, and 36.7%, respectively.

Process chart of Reduced environmental impacts caused by turbocharger remanufacturing
Analysis of the resource and energy saving effects by turbocharger remanufacturing
The resources and energy savings rates by turbocharger remanufacturing are shown in Table 13. It is seen that iron and silicone could be saved more than 70%; moreover, electricity could be saved more than 80% by its remanufacturing. However, the saving effect of aluminum alloy was shown to be relatively low (21.7%). This was because the aluminum alloy-contained parts were easily worn out, and thus replaced by new parts rather than reused.
Conclusion
This study analyzed the environmental impact of the new and remanufactured turbochargers using LCA. The results showed that turbocharger remanufacturing could reduce GWP and ADP by 52.2% and 51.9%, compared to its newly manufacturing, respectively. TETP, HTP, FAETP, and MAETP also could be reduced by 44.8%, 44.2%, 42.6%, and 36.7%, respectively. It was also found that resources and energy savings due to turbocharger remanufacturing could be obtained from 73.2% on iron, 73.5% on silicone, 21.7% on aluminum-magnesium alloy, and 83.9% on electricity.
Data on electricity usage of newly manufacturing turbocharger for LCA is collected from the literature review. However, this study has an obvious distinction which considered the new parts replacement proportion at the material acquisition stage and the recycling proportion at the end-of-use/life stage. The distinctions are as follows.
-
(1)
This study applied the actual replacement portion of new parts for turbocharger remanufacturing. But, Gao’s study assumed all core parts can be remanufactured. By applying the replacement portion of new parts in the remanufacturing process, the environmental advantages of turbocharger remanufacturing compared to newly manufacturing were derived more practically and precisely.
-
(2)
The resource-saving effect of turbocharger remanufacturing was quantified. Remanufactured products are re-merchandized to their original performance levels or better levels through a series of processes such as non-destructive disassembling, cleaning, inspection, repair/reconditioning, reassembling, and final testing. It is well-known as an appropriate and efficient resource circulation method [18, 19, 21]. As the results of this study, the resource and energy saving effect through a turbocharger (6.5 kg) remanufacturing was 3,735 g on iron, 180 g on silicone, 250 g on aluminum-magnesium alloy, and 3.50 kWh on electricity.
-
(3)
The environmental impact was quantified by applying the recycling portions at the end-of-use/life stage of newly manufacturing and remanufacturing turbocharger, respectively. In addition, the actual reduction effect of the environmental impacts by turbocharger remanufacturing was quantified more precisely by excluding the mass of cores (used parts) in their end-of-use/life stage moving back to the raw material acquisition stage. The results on quantified environmental impacts reveal that new parts replacement proportion has a great effect on the environmental impacts. This implies that the improvement of remanufacturing technology is directly linked with the lifting of the reuse rate of used parts(cores), and expected to reduce the overall environmental impacts.
-
(4)
The benefits of remanufacturing were quantified by considering the four toxic effects of HTP, TETP, FAETP, and MAETP, which were not addressed in previous studies.
In recent years, carbon neutrality has been issued in Korea and even the world widely. The circular economy agenda became a key tool to achieve carbon neutrality. Particularly, remanufacturing business is praised for being more ecologically friendly in Korea, coping with GHGs emissions and resources shortage/depletion.
Thus, new findings from this study, such as quantitatively analyzed results on environmental and economic effects caused by automotive parts remanufacturing, may be used in making circular economy or carbon neutrality policy from the perspective of environmental impact reduction and resources/energy savings.
Nevertheless, GHGs-related remanufacturing research results are scarce. So, economic and environmental benefits from remanufacturing should be stressed and appealed in order that the government may promote the remanufacturing industry and strengthen financial support in this sector.
Change history
14 May 2023
In the PDF version of this article, Tables 8-13 and Figures 6-8 should be placed before the Conclusion section.
References
Amelung W, Bossio D, de Vries W, ̈ogel-Knabner K, Lehmann I, Amundson J, Bol R, Collins R, Lal C, Leifeld R, Minasny J, Pan B, Paustian G, Rumpel K, Sanderman C, van Groenigen J, Mooney JW, van Wesemael S, Wander B, Chabbi MA (2020) Towards a global-scale soil climate mitigation strategy. Nat Commun 11(5427). https://doi.org/10.1038/s41467-020-18887-7
Atherton J (2007) Declaration by the metals industry on recycling principles. Int J Life Cycle Assess 12:59–60. https://doi.org/10.1065/lca2006.11.283
Bae HJ, Nam MR, Lee SM, Jung YJ, Shon BH, Phee YG, Jung JH (2015) Exposure assessments of chemical risk factors to airborne contaminants in foundry process. J Environ Sci Int 24(5):699–708. https://doi.org/10.5322/jesi.2015.24.5.699
Casper R, Sundin E (2021) Electrification in the automotive industry: effects in remanufacturing. J Remanufacturing 11:121–136. https://doi.org/10.1007/s13243-020-00094-8
Dulman MT, Gupta SM (2018) Maintenance and remanufacturing strategy: using sensors to predict the status of wind turbines. J Remanufacturing 8:131–152. https://doi.org/10.1007/s13243-018-0050-1
Ecoinvent (2022) Swiss centre for life cycle inventories. Final report ecoinvent data. Online available at https://ecoinvent.org/. Accessed 24 Dec 2022
European Commission Joint Research Centre (2010) International Reference Life Cycle Data System (ILCD) handbook
Frischknecht R (2010) LCI modelling approaches applied on recycling of materials in view of environmental sustainability, risk perception and eco-efficiency. Int J Life Cycle Assess 15:666–671. https://doi.org/10.1007/s11367-010-0201-6
Gao W, Li T, Tang ZJ, Peng ST, Zhang HC (2017) Investigation on the comparative life cycle assessment between newly manufacturing and remanufacturing turbochargers. Procedia CIRP 61:750–755. https://doi.org/10.1016/j.procir.2016.11.214
Gunasekara H, Gamage J, Punchihewa H (2018) Remanufacture for sustainability: a review of the barriers and the solutions to promote remanufacturing. 2018 Int Conf Prod Oper Manage Soc (POMS):1–7. https://doi.org/10.1109/POMS.2018.8629474
Hyundai WIA (2021) Business Introduction, Automotive Parts, Engine, Turbocharger. Online available at https://www.hyundai-wia.com/business/auto_engine_03.asp. Accessed 6 Apr 2022
Ijomah WL, Bennett JP, Pearce J (1999) Remanufacturing: evidence of environmentally conscious business practice in the UK. Proc 1st Int Symp Environmentally Conscious Des Inverse Manuf 192–196. https://doi.org/10.1109/ECODIM.1999.747607
ISO (2022) ISO 14040:2006, Environmental management — Life cycle assessment — Principles and framework. Online available at https://www.iso.org/standard/37456.html. Accessed 6 Apr 2022
Jo JH, Lee CH, Shin DW, Goh IC, Kim SH (2021) Developing a circular economy policy roadmap for achieving carbon neutrality. KEI Policy Report
Jo HJ, Hwang YW, Park JH, Kang HY (2011) Environmental impact evaluation for the automotive remanufacturing parts and remanufacturing toner cartridge using the LCA methodology. J Korea Soc Waste Manage 28(7):770–777
Jun YS, Kang HY, Jo HJ, Baek CY, Kim YC (2019) Evaluation of environmental impact and benefits for remanufactured construction equipment parts using life cycle assessment. Procedia Manuf 33:288–295. https://doi.org/10.1016/j.promfg.2019.04.035
Kang HY (2005) Benefits of remanufacturing and its promoting policy. Geosystem Eng 8(3):71–74. https://doi.org/10.1080/12269328.2005.10541239
Kang HY, Chung NH, Hwang YW (2022) Remanufacturing engineering. Yejark, Seoul
Kang HY, Jun YS, Jo HJ, Baek CY, Kim YC (2018) Korea’s remanufacturing industry in comparison with its global status: a case study. J Remanufacturing 8:81–91. https://doi.org/10.1007/s13243-018-0046-x
Kang HY, Jun YS, Kim YC, Jo HJ (2016) Comparative analysis on cross-national system to enhance the reliability of remanufactured products. Procedia CIRP 40:280–284. https://doi.org/10.1016/j.procir.2016.01.121
Kang HY, Kim YC, Lee IS (2017) Sustainable growth strategy through the analysis of Korean remanufacturing industry - focusing on automotive industry field. KIC News 20(5):1–12
Kang HY, Kim YW, Kim NS, Yang SJ, Jang SJ, Choi HH, Jeong DH, Song WS (2021) Analysis of GHGs reduction effect of a remanufactured automatic transmission compared to a newly manufactured automatic transmission. Government project report. Inha University
KEITI (Korea Environmental Industry and Technology Institute) (2021) Guidelines for Environmental Declaration of Products. Online available at https://www.greenproduct.go.kr/epd/epd/guide03.do. Accessed 6 Apr 2022
KEITI (Korea Environmental Industry and Technology Institute) (2021) Announcement no. 2021–127 Environmental Product Declaration Waste Statistics
KEITI (Korea Environmental Industry and Technology Institute) (2021) TOTAL software. Online available at https://www.greenproduct.go.kr/epd/epd/total.do. Accessed 6 Apr 2022
KNCPC (Korea National Cleaner Production Center) (2019) LCA software (PASS). Online available at https://www.kncpc.or.kr/green/lca_pass.asp. Accessed 6 Apr 2022
Lee HC (2017) Fabrication technology of turbo charger housing for riser minimizing. J Korea Foundry Soc 37(1):1–13. https://doi.org/10.7777/jkfs.2017.37.1.1
Oturu K, Ijomah WL, Broeksmit A, Reig DH, Millar M, Peacock C, Rodger J (2021) Investigation of remanufacturing technologies for medical equipment in the UK and context in which technology can be exported in the developing world. J Remanufacturing 11:227–242. https://doi.org/10.1007/s13243-021-00102-5
Peters K (2016) Methodological issues in life cycle assessment for remanufactured products: a critical review of existing studies and an illustrative case study. J Clean Prod 126:21–37. https://doi.org/10.1016/j.jclepro.2016.03.050
Presidential Commission on Carbon Neutrality and Green Growth (2021) 2050 Carbon Neutrality Scenarios. Online available at https://www.2050cnc.go.kr/base/board/read?boardManagementNo=4&boardNo=101&searchCategory=&page=1&searchType=&searchWord=&menuLevel=2&menuNo=15. Accessed 6 Apr 2022
Sakao T, Sundin E (2018) How to improve remanufacturing?—A systematic analysis of practices and theories. ASME. J Remanufacturing Sci Eng 141(2):021004. https://doi.org/10.1115/1.4041746
Steinhilper R (1998) Remanufacturing: the ultimate form of recycling. Fraunhofer IRB Verlag, Stuttgart
USEPA (2006) Life cycle assessment: principles and practice. EPA 600/R-06/060. National Risk Management Research Laboratory, Cincinnati
Velenturf APM, Archer SA, Gomes HI, Christgen B, Lag-Brotons AJ, Purnell P (2019) Circular economy and the matter of integrated resources. Sci Total Environ 689:963–969. https://doi.org/10.1016/j.scitotenv.2019.06.449
Wood M (2022) Pedal to the metal: Iron and steel’s US$1.4 trillion shot at decarbonisation. Online available at https://www.woodmac.com/horizons/pedal-to-the-metal-iron-and-steels-one-point-four-trillion-usd-shot-at-decarbonisation/. Accessed 6 Apr 2023
Acknowledgements
This research was supported by the Korea Institute of Energy Technology Evaluation and Planning (KETEP) grant funded by the Korea Government (the Ministry of Trade, Industry and Energy) (No. 20214000000520 and No. 20206310100070).
Funding
This research was supported by the Korea Institute of Energy Technology Evaluation and Planning (KETEP). The research has received funding from the Ministry of Trade, Industry and Energy, Korea under grant No. 20214000000520 and No. 20206310100070.
Author information
Authors and Affiliations
Contributions
Jong-Hyo Lee, Hong-Yoon Kang and Young-Woon Kim devised the research, the main conceptual ideas, and proof outline. In addition, they worked out almost all of the technical details and performed the environmental impact estimation by the life cycle assessment methodology. Hong-Yoon Kang and Yong Woo Hwang supervised and reviewed the research. Soon-Gil Kwon, Hee-Won Park, Ji-Woo Choi, and Hwan-Ho Choi assisted the research and drafted research background. All authors discussed the results and commented on the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Conflict of interest
The authors have no conflicts of interest to declare that are relevant to the content of this research.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Lee, JH., Kang, HY., Kim, YW. et al. Analysis of the life cycle environmental impact reductions of remanufactured turbochargers. Jnl Remanufactur 13, 187–206 (2023). https://doi.org/10.1007/s13243-023-00127-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13243-023-00127-y