
Abstract
Remanufacturing is one key element of a circular economy by closing the loop on the product level and thus maintaining or restoring the product design and the associated product properties. The remanufacturing process chain involves disassembly of used products, cleaning of parts, inspection and sorting of parts, reconditioning or replenishment by new parts, and product reassembly into as-new products. If new parts are required, additive manufacturing is a promising alternative to conventional manufacturing or the purchase of spare parts. Additive manufacturing is characterized by the layered or element-based construction of parts and does not require product-specific tools, enabling a cost-efficient production of individual pieces or small series. The use of specific design rules in product and process development to meet the requirements of the intended process enables and simplifies additive manufacturing or remanufacturing. Despite the design rules for additive manufacturing and remanufacturing, there are no design rules for implementing additive manufacturing technology in the remanufacturing process. In this paper, existing design rules on Design for Additive Manufacturing and Design for Remanufacturing will first be identified and compared, and possible synergies and conflicts of objectives will be analyzed. Based on this, a guideline for a Design for Additive Remanufacturing is developed to facilitate and promote the implementation of additive manufacturing in remanufacturing. The developed design rules enable the evaluation of a part aimed to be produced by additive manufacturing within the remanufacturing process and give advice on how to optimize the design of the part. This paper aims to derive general design rules for a “Design for Additive Remanufacturing” that specifically address the additive remanufacturing process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Already used for several decades in prototyping and toolmaking, additive manufacturing (AM) has become more popular today. Due to the increasing level of awareness and continuous process improvement, its range of applications extends from prototyping, mechanical engineering, and aerospace technology to medical technology. [2, 10, 20]
The versatile applicability of AM is based on the specific characteristics of the technology itself. For example, an AM process is defined as a “manufacturing process in which the workpiece is built up element by element or layer by layer “ [48]. The process is also characterized by the fact that a part can be manufactured directly from 3D model data [3, 10, 17]. In practice, there are a large number of AM processes. The DIN EN ISO/ASTM 52,900 classifies manufacturing processes into seven process categories. [4] The intended use of the component to be additively manufactured and the associated requirements on it determine to a large extent, the choice of a suitable AM process and suitable material. Thereby the selection of AM process and material must be evaluated in combination. [48]
However, as other manufacturing processes, all AM processes require certain construction and design rules to be followed. With the increasing popularity of AM, this topic has found its way into research under the term “Design for Additive Manufacturing” (DfAM). Thus, one can find a variety of publications that provide product design recommendations for AM through various methods or tools to promote successful manufacturing. [53]
Furthermore, AM offers an alternative and extension to previous possibilities for remanufacturing as it enables the cost-efficient production of small quantities. [14, 33]. As part of the circular economy, remanufacturing represents an industrial process in which end-of-use products or components are remanufactured to their original or improved state and put to renewed use [6, 31, 42, 44, 45]. In this context, AM offers new possibilities for remanufacturing components, e. g. producing spare parts. Thereby, the specific requirements that a component, which has to be remanufactured, has to fulfill must be considered. For remanufacturing, special rules known as “Design for Remanufacturing” (DfRem) are already used in the product development phase. From these DfRem, various methods and tools have already been derived, which provide recommendations for the design of components. [6, 45, 54]
The combination of AM and remanufacturing, called additive remanufacturing (AdRem), represents a future-oriented supply strategy for ensuring the availability of spare parts using additive manufacturing [25]. It combines the advantages of AM and remanufacturing and describes a remanufacturing process in which conventional manufacturing processes are replaced or supplemented by AM [30, 47]. Specific design rules exist for both remanufacturing and AM, but so far, only a few approaches address the combination of the two areas [21, 30]. This paper aims to deduce general design rules for a “Design for Additive Remanufacturing” (DfAdRem) that specifically address the additive remanufacturing process by combining design rules of the DfAM and DfRem. The resulting design rules for DfAdRem make it possible to exploit the potential of AM in the remanufacturing process. Furthermore, the developed DfAdRem enables the evaluation of a component with regard to its suitability for AdRem and, based on this evaluation, provides recommendations for action for re-design.
Methodology
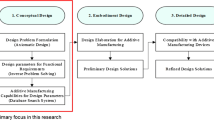
In the following, the methodology of the present paper is described. After conducting state of the art on AM and remanufacturing and their characteristics, features, and existing design rules, the findings and data were collected and analyzed systematically. Figure 1 displays how the data were collected and analyzed.

Methodology for developing general DfAdRem design rules
Data collection
Due to the high number of different design rules, both for AM and remanufacturing, a literature review on the state of the art in both areas is conducted firstly. Based on the literature review, an overview of AM as well as remanufacturing and their respective characteristics, special features, and existing design rules are given. For the development of DfAdRem, the DfAM and DfRem design rules are contrasted.
Data analysis
In the second step, comparable design rules of DfAM and DfRem were grouped, respectively, in order to avoid multiple considerations of similar design rules. In the third step, the grouped design rules of the DfAM and the DfRem are compared in the form of a matrix table in order to evaluate the influence of AM on remanufacturing, whether positive, negative or neutral. DfAM Design rules that have no influence on the DfRem, or are strongly process- and plant-dependent, are subsequently excluded from further consideration, as the focus is placed on a generally applicable DfAdRem. In this way, the number of criteria is reduced once again, and only generally applicable and influential criteria are considered. For the evaluation of the DfAdRem, both design requirements, the DfAM as well as the DfRem, are combined. DfAdRem design rules are formed by combining the DfAM design rules and the DfRem design rules. The result is a DfAdRem matrix which enables the evaluation of a component with regard to its suitability for additive remanufacturing. To be able to adapt the DfRem to the specific use case, a weighting of the DfRem design rules is added. The DfRem design rules are compared in pairs to find out which of them is more important for remanufacturing. The weighting also indicates how important the design rules are for the component. Subsequently, the determined weighting is transferred into the design rules matrix. In the fourth step, the developed design rules are validated on a specific part in order to examine the applicability of the developed rules. Within the framework of the component evaluation, both advantageous DfAdRem design rules, which exploit the potential of AM, and critical DfAdRem design rules, which can interfere with or prevent AdRem, are identified. The result of the assessment is used to recommend actions based on the DfAdRem design rules on how to re-design the component to facilitate AdRem. Finally, a summary and outlook regarding the AdRem and the DfAdRem are given.
State of the art
Additive manufacturing
AM—also known as 3D printing—is a manufacturing process in which a component is produced by joining material using element- or layer-wise construction based on the data of the associated 3D model [4, 48]. In order to additively manufacture a component, the component passes through the three process steps pre-, in-, and post-process. [3, 26, 28, 48] The starting point for AM is always the associated CAD model. If no CAD model is available, it can be generated by CAD modeling or reconstructed by 3D Digitalization. [3, 28]
The subsequent pre-process includes data preparation, placement of the part in the build space, generation of support structures (if needed), machine setup, slicing, and preparation of the AM system. Data preparation is necessary because the CAD model must first be converted into an interface format to be used in AM systems. After the component model has been converted, the component is virtually placed into the build space. The software also generates support structures if required. During machine setup, additional parameters such as build platform temperature or layer thickness can be adjusted manually. The slicing generates a layer model of the component based on specified parameters. The last step in the pre-processing is the preparation of the AM system, which includes, for example, loading the system with the material. [3, 4, 48] The in-process represents the actual manufacturing step. The component is built up layer by layer. How the material is built depends on the AM procedure used. After completion, the component is removed from the build space and cleaned or unpacked. [3, 28, 48] All working steps that are executed after the component are removed from the system are assigned to the post-process. For example, the removal of support structures or powder residues takes place. [28, 48]
In addition to the pre-, in-, and post-process, a post-treatment can be applied “in order to achieve selected properties, to improve them or to introduce further features” [48]. Depending on the aimed results, different processes are used. For example, if the surface roughness is to be reduced or the surface of the component is to be compacted, the component can be blasted with sand, CO2, or glass beads. Polishing or painting can also produce the desired surface finish. In addition, post-treatments also affect mechanical characteristics. For example, higher strength can be achieved in the 3D printing process (3DP) by infiltration. [3]
Design for additive manufacturing
With the increasing integration of AM into existing process chains, the adaptation of existing design rules in construction and design is moving into the focus of research and industry. To fully exploit the potential of AM, further standardization of DfAM and the development of process and equipment-independent design rules is necessary. [18, 35, 38] “Design for X” (DfX) is often used when developing design rules. The “X” reflects the main requirement of a component. In DfAM, this main requirement is the manufacturability of a component using AM. DfAM uses methods and tools that support the designer in identifying and exploiting the potential of AM. They also include guidance on how to consider AM-specific restrictions. [26] In addition, some methods deal with upstream or downstream steps of the design process, such as the subsequent selection of an AM process [23].
According to Kumke [26], DfAM rules can be restrictive design rules derived from AM-specific restrictions as well as opportunistic design rules that exploit the potential of AM. AM-specific restrictive design rules represent certain constraints imposed by the characteristics of AM and the used equipment. Without consideration of these restrictions, the manufacturability of a part is compromised. VDI 3405, for example, describes restrictive design guidelines for LS, LBM, MEX, or EBM. The restrictive design guidelines include minimum wall thickness, component size, minimum gap dimensions, holes, and the avoidance of islands. Opportunistic design rules focus on the potential of AM. The goal of these design rules is to support the designer in optimally exploiting the potential of AM in the form of new design freedoms. [9, 26, 49, 50, 52] Based on the characteristics of AM, it is also important to consider general design recommendations. These design recommendations aim, for example, to reduce the stair-step effect and the optimal use of support structures. [26] Not all AM processes require support structures. In 3DP, for example, the component is supported by a powder bed, and no further support structures are necessary. Similar principles are also found in AM processes that use sand or ceramics as materials. [3, 17] If support structures are required for AM, as is the case with MEX or LS, they should be avoided as far as possible within the framework of DfAM [5].
Various design and construction rules are presented in Table 1. It should be noted that specific requirements and limit values, such as accuracy, dimensional stability, surface quality, etc., must always be considered depending on the used process and equipment [5, 9, 38, 49, 51].
Remanufacturing
Against the background of growing environmental awareness and new national and international climate targets, remanufacturing plays an important role as part of the circular economy. Through remanufacturing, flows of goods and materials can be re-circulated, thus avoiding a large number of residual materials and industrial waste. [11, 36] Emission and material savings of up to almost 90% can be achieved. Thus, remanufacturing contributes to reducing environmental impact and conserving resources. According to an estimate, remanufacturing can save about 800,000 tons of CO2 per year. [11]
Due to its large savings potential compared to new part production, remanufacturing offers not only ecological but also economic advantages. The production costs in remanufacturing correspond from 40 to 65% of the costs of producing new parts. In addition, energy savings of up to 85% can also be achieved compared to the production of new parts. [32] Due to the cost savings generated through remanufacturing, a higher profit margin can be achieved, even with small quantities. This, in turn, is passed on to the end customer in the form of lower product prices and makes remanufactured products an attractive alternative to new products. [31] According to leading remanufacturing associations, remanufacturing is defined as “a standardized industrial process […] by which cores are returned to same-as-new, or better, condition and performance. The process is in line with specific technical specifications, including engineering, quality, and testing standards. The process yields fully warranted products.” [12].
According to Steinhilper [43], the remanufacturing process consists of five sequential steps (cf. Figure 2): (1) Disassembly, (2) Cleaning, (3) Inspection and Sorting, (4) Reconditioning, and (5) Reassembly, which are briefly described below. These five steps are embedded in the process of quality checks. [39, 41, 43] However, in practice, the sequence and number of process steps can vary depending on product-specific requirements [46]. For instance, electronics, mechatronic or hydraulic systems usually require a sixth preliminary step: “Entrance diagnosis” to determine the cause of non-mechanical faults and to sort out defective components before entering the remanufacturing process and create additional costs [7, 16, 31, 39, 40, 42, 44]

In the first step, the product is disassembled into its parts or components. As significant damage is eventually caused by unfastening, disassembly cannot be considered as a reverse assembly. Furthermore, parts that are not suitable (e.g., broken parts) or of low value (e.g., seals) are discarded at this stage. Secondly, a cleaning process, which includes a wide range of operations depending on the condition of the parts, is carried out. Thirdly, inspection and sorting follow to assess the condition of the parts. This involves a combination of visual inspection for optical assessment and measuring as well as detecting to evaluate the functional properties. After the inspection process, the parts are sorted into three groups: (a) neither reusable nor reconditionable, (b) reusable without reconditioning, or (c) reconditionable. Fourthly, through reconditioning, an as-good-as-new condition of all pieces is ensured. This step is often the most important but also the most time-intensive step in the remanufacturing process. If parts are only moderately worn, treatments such as turning, milling, or grinding can be used. Which process is appropriate for mechanical reconditioning depends on the part and its requirements, such as dimensional accuracy, wear reserve, and durability. Thermal treatments can also restore functional properties. The fundamental objective of remanufacturing is to restore the original standard of all parts so that the restored parts cannot be differentiated from new components. In the fifth step, remanufactured and new parts are assembled into “as new” products. Finally, each individual assembled product undergoes a final functional test. This precision in testing explains why remanufactured products can be more reliable than new products, of which only a sample is usually subjected to final testing. [8, 31, 39, 41]
Design for remanufacturing
In order to adapt products for remanufacturing, all process steps, e.g., disassembly, reconditioning, reassembly, and testing, need to be considered as it is the essential aim of remanufacturing to reuse as many parts as possible. If a component is not reusable with or without reconditioning, the ease of cleaning or reassembly will have less value in remanufacturing. So a lot of effort can be put into product design without achieving the full expected benefits. DfRem aims to facilitate the remanufacturing process by product design to facilitate, e.g., disassembly, cleaning, reconditioning, and reassembly. [34] DfRem enables and promotes the development of products (in the form of assemblies or components) suitable for remanufacturing by using design rules adapted to specific product and process requirements. The focus is on the technical design rules required to achieve a high level of remanufacturability. The individual design rules are, in turn, made up of specific product characteristics. Based on the design rules listed in the literature and their respective characteristics, Table 2 shows an overview of the DfRem design rules.
Additive remanufacturing
AdRem represents a future-oriented supply strategy for ensuring the availability of spare parts using additive manufacturing [25]. It combines the advantages of AM and remanufacturing and represents a remanufacturing process in which conventional manufacturing processes are replaced or supplemented by AM. Until now, in remanufacturing, conventional manufacturing processes have been predominantly used. With the increasing use of AM in production, they have also become established in the remanufacturing process of individual products. [30, 47] Compared to remanufacturing, the adapted strategy AdRem is mostly identical. The difference lies in the extension of the fifth remanufacturing step shown in Fig. 3. In this extension, the new parts that should replace worn or defective components are checked to determine whether they can be additively manufactured in a technically economic and practical manner. If this analysis shows that additive manufacturing is technically and economically viable, an adapted “additive remanufacturing” supply strategy is used for these parts. The additively manufactured parts, which are the result of the additive manufacturing process, are included as new parts in the remanufacturing process. [25]

Remanufacturing process steps and extension of the fifth step by additive remanufacturing [31]
Development of DfAdRem rules
Design for additive remanufacturing
In the following, a DfAdRem is developed, taking the design rules of the DfAM and DfRem into account. DfAdRem is used to derive recommendations for (re)designing components suitable for AdRem. Also, it serves as an aid in the design and construction of components intended for AM and promotes the integration of AM into the remanufacturing process through a remanufacturing-friendly design. Based on a literature review, the design rules of DfAM and DfRem were first collected (cf. Tables 1 and 2). In the second step, comparable design rules were grouped. In the third step, the grouped design rules of the DfAM and the DfRem are compared, and their influence on each other is evaluated. In the fourth step, the developed design rules are evaluated on a specific part in order to examine the applicability of the developed guideline.
Grouping the design rules of DfAM and DfRem
To reduce the scope of the design rules to be considered, comparable rules are grouped together. Table 3 shows the grouped design rules of DfAM and DfRem.
Comparison of the design rules of DfAM and DfRem
In the second step, the grouped design rules of Table 3 are compared with each other in order to evaluate the influence of AM on remanufacturing. Table 4 shows the influence of AM on remanufacturing. DfAM design rules which have a positive influence are marked with “ + ” or with an “- “ if there is a negative influence. If the design rules do not influence each other, it is marked with “o”. Design rules marked with “-/o” (negative or no influence) and “ ± ” (positive or negative influence) can only be evaluated in relation to the specific application. Only with concrete knowledge about the component, as well as the process and equipment, can an evaluation be made.
The following section describes the influence of DfAM on DfRem. As shown above, the influence of the restrictive design rules on DfRem design rules is rather low. Additionally, the restrictive design rules relate to the used process and equipment to manufacture the part. Therefore, the associated restrictive design rules can only be definitively evaluated when the used process and equipment are known. Because the developed guideline should focus on a general DfAdRem, the restrictive design rules are not considered in this paper. In a complete application-related component evaluation with the associated process and system selection, the restrictive design rules are important decision-making design rules and must be taken into account. Furthermore, only positive “ + ” or negative “-” influences are considered.
Integration of components
“Integration of components” can reduce the number of individual components as well as connections in an assembly, which is why “Integration of components” has a positive influence ( +) on a “Low number of components, connections and connection types”. Through executing the integration of components, several components are consolidated into one overall component. This eliminates the need to define suitable connection types for individual components. The use of “Detachable joints” as a design rule for remanufacturing is also eliminated. “Integration of components” has a negative influence (-) on the “Modular design” of the DfRem. If several components are consolidated to form an integral component, there is no longer a standard component. It has to be considered that an integral component must be replaced as a whole in case of a defect, wear, or destruction. This contrasts with the idea of remanufacturing, which aims to remanufacture as many components as possible and lead them back into a new product life cycle. The extent to which the component integration is also advantageous in the context of subsequent remanufacturing must be weighed up specifically for each application. “Accessibility” can be influenced both positively and negatively ( ±) by “Integration of components”. On the one hand, fewer individual parts have to be (dis)assembled. On the other hand, there must be sufficient installation space around an integral component to be able to (dis)assemble it completely and non-destructively. When designing the integral component, it must be ensured that there is sufficient space in the surrounding installation space to allow the integral component to be removed from the assembly without damage. “Integration of components” has a positive influence ( +) on “Small number of materials”. The entire component can be made from one material, and there is no need for additional connecting elements consisting of different materials to the component. “Durability of materials” is positively influenced ( +) by “Integration of components”, as the previous connections are no longer required for a consolidated component, and there are, therefore, fewer points of attack for defects. Another positive effect resulting from this is an improvement in the durability and wear resistance of the component. When consolidating a component group, it should be noted that the thermal, chemical or mechanical requirements for material resistance remain if the material selection is changed. The “Handling” of the components is positively influenced by the “Integration of components” ( +) since there are fewer individual components and, in this way, reduces the effort for transport and movement of the components. Concerning “Ensure testability” of a component, “Integration of components” has a negative influence (-). If components are consolidated to form an integral component, the previously existing test points are no longer required. Accordingly, new inspection points must be provided. The testing of integral components can therefore require a higher effort and leads to higher costs for test methods specially tailored to the integral component.
Integration of function
“Integration of function” can achieve a “Small number of components, connections and connection types”, which is why the influence of functional integration is rated positively ( +). The design freedom of AM makes it possible to implement functions that would otherwise be represented by additional components. Since certain functions can be integrated directly into the component, the number of components, connections, and connection types is reduced. “Integration of function” has a negative (-) influence on the use of “Detachable joints”, since connections can be manufactured directly in the manufacturing process and thus replace detachable connections. Often such integrally manufactured connections cannot be disassembled non-destructively, which is why in the event of a defect, the entire component must be replaced. “Simple surface structure” is negatively (-) influenced by “Integration of function” if this makes the surface structure more complex. A complex surface structure means correspondingly more effort for cleaning the component and its overall reconditioning. If functional integration does not influence the surface structure, the design rules are rated neutral (o). “Integration of function” has a negative or neutral (-/o) influence on “Modular design”, as it makes the entire component more complex. Also, standard components can no longer be used (-). Exceptions exist when standard components are given additional functions without changing the entire component structure, e.g., when cooling channels are introduced into otherwise unchanged standard components. In such cases, “Integration of function” has little to no influence on “Modular design” (o). “Accessibility” can be influenced both positively and negatively by “Integration of function” ( ±). Depending on the integrated functions, the component is more or less accessible after function integration. A negative influence (-) exists if function integration increases the complexity of the component and thus makes accessibility more difficult. However, a positive influence ( +) exists when functions are integrated for better accessibility, such as the use of hinges to make the component more movable and hence facilitate accessibility. By “Integration of function” a “Small number of materials” is achieved ( +). By embedding the functions in the component, no additional components and thus no additional material is required to produce the function. For “Handling”, the same findings apply to “Accessibility”. Hereby, too, a positive or negative influence ( ±) can be detected depending on which functions are integrated into the component and which requirements have to be considered during transport and movement. On the one hand, “Integration of function” has a positive ( +) effect on “Ensure testability”, if it consists of ensuring or facilitating the testability of the component. On the other hand, there is a negative influence (-) because the more functions a component fulfills, the more complex its testing is. The reason for this is that each function must be tested individually, and standardized test procedures cannot always be used. How accurately a component can be tested depends on how well the individual functions can be tested separately.
Lightweight design and topology optimization
“Lightweight design and to pology optimization” in AM make it possible to manufacture corresponding lightweight structures in the form of a component without separate joining technology. In this way, a “Small number of components, connections, and connection types” can be realized, which is why a positive influence occurs ( +). The surface structures of the components are often more complex for “Lightweight design and to pology optimization” than they are for conventional manufacturing. Lightweight design, for example, uses grid structures to save weight and, at the same time, creates stability. Compared to simple structures and smooth surfaces, cleaning grid structures is associated with higher effort and higher costs. In order to counteract, lattice structures should be enclosed by a smooth surface, i.e., the lattice structure should be located inside the component and not accessible from the outside. The same applies to topology optimization since similar structures are used in this case. Due to this, the influence of “Lightweight design and to pology optimization” on the “Simple surface structure(s)” is evaluated negatively (-). Thereby, the potential of lightweight design and topology optimization in AM is offset by the increased cleaning effort in the remanufacturing process. An assessment and weighing of costs and benefits must therefore be carried out. Since “Lightweight design and to pology optimization” changes the component shape, “Modular design” is generally no longer possible, and a negative influence can be found on the DfRem (-). “Lightweight design and to pology optimization” can save material, which reduces the component size and therefore has a positive ( +) effect on “Accessibility”. “Lightweight design and to pology optimization” can be used to create component areas with different properties without having to introduce additional materials, e.g., for damping or reinforcement. Therefore, the influence of “Lightweight design and to pology optimization” on “Small number of materials” is evaluated positively ( +). The same applies to “Durability of materials”, which can be improved by topology optimization ( +). Topology optimization can thus improve the durability and wear resistance of a component. Concerning “Handling”, “Lightweight design and to pology optimization” can have both a positive and negative influence ( ±). Depending on the different structures that are used, the parts must be handled more carefully during transport and movement (-) (e.g., in the case of open structures without a cover layer) or are less demanding to handle ( +). Hereby, material selection plays a role as well, as plastic components are more sensitive to impacts than metal components. This must be taken into account when selecting materials and processes. The “Clear identification of test points” can be negatively influenced (-) by “Lightweight design and to pology optimization” However, it can also remain without any sort of influence (o). If there is not enough space for marking, e.g., due to grid structures, there is a negative influence. Whether and what influence is present can only be assessed on a case-by-case basis. “Ensure testability” is negatively influenced (-) since testing becomes more complex as the complexity of the component increases, and standardized test methods often cannot be used.
Integrated component identification
A “Simple surface structure” can be negatively influenced by “Integrated component identification” (-) since the application of marking results in sharp corners and edges. These, in turn, are more difficult to clean than smooth surfaces. The extent of the influence depends on the location where the marking is applied as well as how important cleanliness is in these component areas. If the cleanliness of the area is rated as less important or if the influence is low, there may also be a neutral rating in this case (o). “Integrated component identification” has a positive influence ( +) on “Accessibility”. By attaching work instructions, such as the disassembly sequence, accessibility can be facilitated. The number of different materials can be positively influenced ( +) by “Integrated component identification”. A positive influence ( +) on “Small number of materials” arises from the fact that no other material, such as e.g., signs or stickers, is required for the identification marking, which means that the number of materials can be reduced. An “Integrated component identification” has a positive influence ( +) on “Handling”, since instructions for handling can be attached directly to the respective component and are, hence, immediately visible. The “Clear identification of test points” is also simplified by the “Integrated component identification” and is therefore evaluated positively ( +). Test points are clearly marked and thus simplify testing.
Support structures
“Simple surface structure” of a component is negatively (-) influenced by “Support structures”. The influence of the support structures relates, in particular, to the surface quality. At the contact points between the component and the support structure, the component surface is more rough compared to the rest of the surface of the component. Generally, after the removal of the support structures, the components are reworked to produce the desired surface finish.
Anisotropy
With regard to “Simple Surface Structure”, the influence of “Anisotropy” is to be evaluated negatively (-) due to the fact that anisotropy causes higher surface roughness. Areas with higher surface roughness are, in turn, more difficult to clean compared to areas with lower surface roughness. This also increases the potential for wear and tear. “Anisotropy” can be used to achieve a “Small number of materials”, which is why there is a positive influence ( +). Through the targeted use of component alignment and anisotropy, different material properties can be generated in a component and within a material. “Anisotropy” has a negative influence (-) on “Durability of materials”, since unintentional deviations in material properties have a negative effect on the material´s resistance. This must be taken into account when selecting the AM process and system.
For the evaluation of the DfAdRem, both design requirements, the DfAM as well as the DfRem, are combined. DfAdRem design rules are formed by combining the DfAM design rules and the DfRem design rules. Table 5 shows the developed general design rules for DfAdRem in the DfAdRem matrix.
In addition to the influence of the DfAM on the DfRem, the weighting of the individual design rules of the DfRem must also be taken into account. By weighting the DfRem design rules, they can be adapted to the specific application and its requirements for the component. The DfRem design rules are compared in pairs to find out which of them is more important for remanufacturing. The weighting also indicates how important the design rules are for the component. If a design rule has a value of 0, it is less important than the comparable design rule. If it has a value of 2, the design rule is more important. If the value is 1, both design rules are considered equally important. The values are then summed up and put into relation. Subsequently, the determined weighting is transferred into the design rules matrix.
Validation
The increasing popularity of electro-mobility is, e.g., reflected by the rising number of electric bicycles in Germany. The bicycle industry is growing steadily and generated a turnover of 6.4 billion EUR in the German market in 2020. In Germany, almost two million electric bicycles were sold, which represents a milestone for the industry. [56] The number of electric bicycles sold per year increased by 800% in the past decade, confirming the market growth [55]. In order to create a sustainable and closed product cycle, the investigation of the suitability of remanufacturing and, in particular, of AdRem in the bicycle industry is of high importance. In the following, the developed guideline is validated using the example of the electric motor as part of the motor of an electric bicycle. The mid-drive motor consists, among others, of several gears that are used for power and torque transmission. [22] The high level of variety and the low quantity are a challenge for remanufacturing as well as the lack of standardization. So far, there are no standardized spare parts for gears, as the components differ from manufacturer to manufacturer and between individual product variants. Due to the low degree of standardization and the high level of individual component design, the AdRem is of high potential for gears. [19] The gear was additively manufactured within the research project AddRE-Mo. The original gear was made of thermoplastics and was digitalized using a cad program. Due to the requirements of low noise emission and low manufacturing costs, the gears should continue to be made of polymer material. Due to the requirement of high elongation at fracture, which is based on the risk of sudden failure of an electric motor as a result of brittle gear fracture, thermoplastics should continue to be used as the material. Thermoplastics can be processed using the additive manufacturing processes MEX, PBF-LB/P, and MJF/HSS. The aim was to determine the optimal AM process and material. [15]
In addition to the influence of the DfAM on the DfRem, the weighting of the individual design rules of the DfRem must also be considered. By weighting the DfRem design rules, they can be adapted to the specific application and its requirements for the component. The weighting indicates the importance of the design rules for the component. In the first step, the DfRem design rules are compared in pairs in order to figure out which is of greater importance for remanufacturing. If a design rule has the value 0, it is less important than the compared design rule. With a value of 2, the design rule is more important. If the value is 1, both design rules can be seen as equally important. The values are then summed up and put into relation. Accordingly, the maximal reachable value is 18 (resp. weighting 0.20), and the minimum value is 0 (resp. weighting 0). Design rules of high importance can be detected if the sum of the values is greater than nine resp. the weighting is greater than 0.10. The weighting of DfRem design rules for the gear is shown in Table 6. As one can see, “Durability of materials”, “Simple surface structure”, “Small number of materials”, “Detachable Joints” and “Accessibility” are the most important DfRem design rules for remanufacturing.
In the second step, the determined weighting of the use case-specific DfRem criteria was transferred, and the influence of DfAM on DfRem is evaluated in the DfAdRem matrix shown in Table 7. As one can see, e.g., “Small number of materials”, which is of high importance for DfRem, is positively influenced by almost every DfAM design rule. However, “Simple surface structures”, which is also of high importance for DfRem, is negatively influenced by three DfAM design rules. These critical design rules represent an obstacle for the AdRem and must be optimized by a (re)design. In the use case of the gear, all DfAM design rules with a negative influence on high-weighted DfRem design rules such as “Integration of function”, “Lightweight and topology optimization”, “Support structures” and “Anisotropy” must be improved in order to enable and facilitate the application of AdRem.
In the third step, recommendations for action must be derived from the available findings. For the re-design of the “Simple surface structure”, a reduction of “Lightweight design and to pology optimization” can be considered first. However, since other criteria with a high weighting (“Accessibility”, “Small number of materials”, “Durability of materials”) are positively influenced, this would not be the best solution. Though, reducing the number of support structures is a good way of improving the surface structures. But it needs to be considered that the complexity of the component determines the extent to which support structures can be reduced. Nonetheless, anisotropies should be avoided as far as possible. However, the degree of anisotropy can only be analyzed when the component is manufactured. In order to reduce anisotropy, adapted component orientation in the build space can be useful. Another possibility to improve surface structures is the post-processing of the part, which would be preferable here. The exact choice of the finishing process depends, above all, on the material of the component and the degree of surface finish required. Also, with regard to “Durability of materials”, which is negatively influenced by “Anisotropy”, the anisotropy can only be conclusively assessed during production. It must also be taken into account how significant the anisotropy is for the application. If it is negligible, no actions need to be taken. The negative influence of “Integration of function” on “Detachable joints” can only be reduced by reducing functional integration with regard to the connection design. Here, it should be checked whether the weighting is set too high since there are usually no connections on the gear that involve functional integration of connecting elements (such, for example, in the case of functional integration of different components to form a coherent assembly with non-detachable hinge connections).
The criteria with negative influence but low weighting need to be considered in detail. With regard to the negative influence of “Integration of components” and “Lightweight design and to pology optimization” on “Modular design”, this is only to be taken into account if a modular design exists. This is not the case here due to the low degree of standardization of the gear. For the gear, “Ensure testability” is weighted very low, which means that testability is not of great importance. Accordingly, the negative influence of “Integration of components” and “Lightweight design and to pology optimization” on “Ensure testability” can be neglected.
Conclusion and outlook
AdRem, as a combination of AM and remanufacturing, represents a relatively new production method. It integrates AM into the remanufacturing process, which opens up new possibilities for remanufacturing and its fields of application. However, the use of AM in remanufacturing requires specific design rules that take into account the requirements of both manufacturing methods. The aim of the paper has been met by developing a DfAdRem matrix that combines both the design rules of the DfAM and the DfRem, and thus allows the exploitation of the potentials of AM in the remanufacturing process. The resulting DfAdRem matrix enables the evaluation of a component with regard to its suitability for AdRem. It provides information on advantageous and critical DfAdRem design rules and presents recommendations for action. In order to validate the developed guideline, it has been applied in the electric bicycle sector using the example of gears as part of an electric bicycle mid-drive motor. The validation has shown that the guideline and, in particular, the design rules enable the evaluation of a part aimed to be produced by additive manufacturing within the remanufacturing process. It furthermore gives advice on how to optimize the design of the part in order to facilitate AdRem. With regard to the DfRem design rules, it can be considered to delete “Modular design” when evaluating AdRem, as it is only influenced by DfAM to a minimal extent. The potential of AM can be realized mainly with complex components and, at the same time, with high-cost efficiency. In contrast, modular components require a high degree of standardization, which is why conventional manufacturing is often the better alternative for these components. In general, modular components can also be manufactured using AM. However, this is only more cost-effective than conventional manufacturing for small quantities. A more detailed consideration of the role of modular construction for the AdRem and, in particular, the DfAdRem would be a topic for future studies.
Data availability statement
All data generated or analysed during this study are included in this published article.
References
Amezquita T, Hammond R, Salazar M, Bras B Characterizing the remanufacturability of engineering systems. ASME Advances in Design Automation Conference: Proceedings 1995 ASME Advances in Design Automation Conference 1995:271–278
Ballardini RM, Flores Ituarte I, Pei E (2018) Printing spare parts through additive manufacturing: legal and digital business challenges. JMTM 29(6):958–982. https://doi.org/10.1108/JMTM-12-2017-0270
Berger U, Hartmann A, Schmid D (2019) 3D-Druck - additive Fertigungsverfahren. Rapid Prototyping, Rapid Tooling, Rapid Manufacturing, 3. Aufl. Europa Lehrmittel. Verlag Europa-Lehrmittel - Nourney Vollmer GmbH & Co. KG, Haan-Gruiten
Beuth Verlag (2018) DIN EN ISO/ASTM 52900 Additive Fertigung – Grundlagen – Termi-nologie (ISO/ASTM DIS 52900:2018). Beuth Verlag, Berlin
Bikas H, Lianos AK, Stavropoulos P (2019) A design framework for additive manufacturing. Int J Adv Manuf Technol 103(9–12):3769–3783. https://doi.org/10.1007/s00170-019-03627-z
Bras B, Hammond R (1996) Towards Design for remanufacturing–metrics for assessing remanufacturability
Butzer S, Schötz S, Steinhilper R (2016) Remanufacturing process assessment – a holistic approach. Procedia CIRP 52(5):234–238. https://doi.org/10.1016/j.procir.2016.07.066
Butzer S, Schötz S, Steinhilper R (2017) Remanufacturing process capability maturity model. Procedia Manuf 8:715–722. https://doi.org/10.1016/j.promfg.2017.02.092
Campbell I, Olaf Diegel, Ray Huff, Joseph Kowen, Terry Wohlers (2020) Design for additive manufacturing
Caviezel C, Grünwald R, Ehrenberg-Silies S, Kind S, Jetzke T, Bovenschulte M (2017) Additive Fertigungsverfahren (3-D-Druck). Innovationsanalyse. Büro für Technikfolgen-Abschätzung beim Deutschen Bundestag (TAB)
Charter M, Gray C (2008) Remanufacturing and product design. IJPD 6(3/4):375. https://doi.org/10.1504/IJPD.2008.020406
CLEPA, MERA, APRA, ANRAP, FIRM, CPRA (2016) Remanufacturing Associations Agree on International Industry Definition
Fang HC, Ong SK, Nee AYC (2015) Product remanufacturability assessment and implementation based on design features. Procedia CIRP 26(18):571–576. https://doi.org/10.1016/j.procir.2014.07.027
Ford S, Despeisse M (2016) Additive manufacturing and sustainability: an exploratory study of the advantages and challenges. J Clean Prod 137(4):1573–1587. https://doi.org/10.1016/j.jclepro.2016.04.150
Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA (2022) Additive Refabrikation in der Elektrofahrradbranche. Werterhaltung in der urbanen Elektromobilität mittels additiver Refabrikation
Freiberger S (2007) Prüf- und Diagnosetechnologien zur Refabrikation von mechatronischen Systemen aus Fahrzeugen. Zugl.: Bayreuth, Univ., Diss., 2007. Fortschritte in Konstruktion und Produktion, Bd 6. Shaker, Aachen
Gebhardt A (2016) Additive Fertigungsverfahren. Additive Manufacturing und 3D-Drucken für Prototyping - Tooling - Produktion, 5. Aufl. Hanser; Ciando, München
Gibson I (2015) Additive Manufacturing Technologies. 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2. Aufl. Springer eBook Collection Engineering. Springer, New York
Häfner C, Koller J, Koop C, Klein V (2021) Zukunftstrend nachhaltige Elektrofahrräder? Erhebung zur Kreislaufwirtschaft in der Elektrofahrradbranche, Bayreuth
Heinen JJ, Hoberg K (2019) Assessing the potential of additive manufacturing for the provision of spare parts. Jrnl Ops Manag 65(8):810–826. https://doi.org/10.1002/joom.1054
Kandukuri S, Günay EE, Al-Araidah O, Okudan Kremer GE (2021) Inventive solutions for remanufacturing using additive manufacturing: ETRIZ. J Clean Prod 305(9):126992. https://doi.org/10.1016/j.jclepro.2021.126992
Karle A (2020) Elektromobilität. Grundlagen und Praxis, 4. Aufl. Hanser, München
Kaspar J, Reichwein J, Kirchner E, Vielhaber M (2019) Integrated design pattern matrix for additive manufacturing – a holistic potential analysis for systemic product and production engineering. Procedia CIRP 84(3):480–485. https://doi.org/10.1016/j.procir.2019.04.195
Klahn C, Meboldt M, Fontana F, Leutenecker-Twelsiek B, Jansen J (Hrsg) (2018) Entwicklung und Konstruktion für die Additive Fertigung. Grundlagen und Methoden für den Einsatz in industriellen Endkundenprodukten, 1. Aufl. Ein Fachbuch von Konstruktionspraxis. Vogel Business Media; Ciando, Würzburg, München
Kleylein-Feuerstein J (2019) Autarkie der Langzeitverfügbarkeit technischer Produkte mittels additiver Fertigung. Dissertation, Universität Bayreuth
Kumke M (2018) Methodisches Konstruieren Von Additiv Gefertigten Bauteilen. AutoUni - Schriftenreihe Ser, v.124. Springer, Wiesbaden
Lachmayer R, Lippert RB (Hrsg) (2017) Additive Manufacturing Quantifiziert. Visionäre Anwendungen und Stand der Technik, 1. Aufl. Springer Berlin Heidelberg, Berlin, Heidelberg
Lachmayer R, Lippert RB (2020) Entwicklungsmethodik für die Additive Fertigung, 1. Aufl. Springer Berlin Heidelberg, Berlin, Heidelberg
Lachmayer R, Rettschlag K, Kaierle S (Hrsg) (2020) Konstruktion für die Additive Fertigung 2019, 1. Aufl. Springer Berlin Heidelberg, Berlin, Heidelberg
Lahrour Y, Brissaud D (2018) A technical assessment of product/component re-manufacturability for additive remanufacturing. Procedia CIRP 69:142–147. https://doi.org/10.1016/j.procir.2017.11.105
Lange U, Verein Deutscher Ingenieure (2017) Kurzanalyse Nr. 18: Ressourceneffizienz durch Remanufacturing - Industrielle Aufarbeitung von Altteilen
Lee C-M, Woo W-S, Roh Y-H (2017) Remanufacturing: trends and issues. Int J Precis Eng Manuf-Green Tech 4(1):113–125. https://doi.org/10.1007/s40684-017-0015-0
Leino M, Pekkarinen J, Soukka R (2016) The role of laser additive manufacturing methods of metals in repair, refurbishment and remanufacturing – enabling circular economy. Phys Procedia 83(2):752–760. https://doi.org/10.1016/j.phpro.2016.08.077
Lindkvist Haziri L, Sundin E (2020) Supporting design for remanufacturing - a framework for implementing information feedback from remanufacturing to product design. Jnl Remanufactur 10(1):57–76. https://doi.org/10.1007/s13243-019-00074-7
Mani M, Witherell P, Jee H (2017) Design rules for additive manufacturing: a categorization. https://doi.org/10.1115/DETC2017-68446
Matsumoto M, Yang S, Martinsen K, Kainuma Y (2016) Trends and research challenges in remanufacturing. Int J Precis Eng Manuf-Green Tech 3(1):129–142. https://doi.org/10.1007/s40684-016-0016-4
Paterson DAP, Ijomah WL, Windmill JFC (2017) End-of-life decision tool with emphasis on remanufacturing. J Clean Prod 148:653–664. https://doi.org/10.1016/j.jclepro.2017.02.011
Pradel P, Zhu Z, Bibb R, Moultrie J (2018) A framework for mapping design for additive manufacturing knowledge for industrial and product design. J Eng Des 29(6):291–326. https://doi.org/10.1080/09544828.2018.1483011
Schlesinger L, Koller J, Oechsle O, Molenda P (2021 - 2021) Remanufacturing of E-mobility Components - Five-Step Implementation Strategy to increase Sustainability within Circular Economy 2021 11th International Electric Drives Production Conference (EDPC). IEEE, S 1–8
Soh SL, Ong SK, Nee AYC (2015) Application of design for disassembly from remanufacturing perspective. Procedia CIRP 26:577–582. https://doi.org/10.1016/j.procir.2014.07.028
Steinhilper R (1998) Remanufacturing. The ultimate form of recycling. Fraunhofer-IRB-Verl, Stuttgart
Steinhilper R (1999) Produktrecycling. Vielfachnutzen durch Mehrfachnutzung. Fraunhofer-IRB-Verl, Stuttgart
Steinhilper R, Butzer S (2019) Remanufacturing, Closed‐Loop Systems and Reverse Logistics. In: Nasr N (Hrsg) Remanufacturing in the Circular Economy, Bd 5. Wiley, S 85–109
Steinhilper R, Freiberger S, Rosemann B (2006) Product and Process Assessment for Remanufacturing
Sundin E (2004) Product and process design for successful remanufacturing. Zugl.: Linköping, Univ., Diss., 2004. Linköping studies in science and technology Dissertation, Bd 906. Univ, Linköping
Sundin E (2019) The Role of Remanufacturing in a Circular Economy. In: Nasr N (Hrsg) Remanufacturing in the Circular Economy, Bd 4. Wiley, S 31–60
van Le T, Paris H, Mandil G (2018) Extracting features for manufacture of parts from existing components based on combining additive and subtractive technologies. Int J Interact Des Manuf 12(2):525–536. https://doi.org/10.1007/s12008-017-0395-y
Verein Deutscher Ingenieure (2014) VDI 3405: Additive Fertigungsverfahren - Grundlagen, Begriffe, Verfahrensbeschreibungen, Berlin
Verein Deutscher Ingenieure (2015) VDI 3405 - Blatt 3: Additive Fertigungsverfahren - Konstruktionsempfehlungen für die Bauteilfertigung mit Laser-Sintern und Laser-Strahlschmelzen, Berlin
Verein Deutscher Ingenieure (2018) VDI 3405 - Blatt 3.5: Additive Fertigungsverfahren - Konstruktionsempfehlungen für die Bauteilfertigung mit Elektronen-Strahlschmelzen, Berlin
Verein Deutscher Ingenieure (2019) VDI 3405 - Blatt 3.2: Additive Fertigungsverfahren - Gestaltungsempfehlun-gen Prüfkörper und Prüfmerkmale für limitierende Geometrieelemente, Berlin
Verein Deutscher Ingenieure (2019) VDI 3405 - Blatt 3.4: Additive Fertigungsverfahren - Gestaltungsempfehlungen für die Bauteilfertigung mit Materialextrusionsverfahren, Berlin
Wiberg A, Persson J, Ölvander J (2019) Design for additive manufacturing – a review of available design methods and software. RPJ 25(6):1080–1094. https://doi.org/10.1108/RPJ-10-2018-0262
Yang SS, Ong SK, Nee AYC (2016) A decision support tool for product design for remanufacturing. Procedia CIRP 40:144–149. https://doi.org/10.1016/j.procir.2016.01.085
Zweirad-Industrie-Verband e.V (2020) Statista: Absatz von E-Bikes in Deutschland von 2009 bis 2019
Zweirad-Industrie-Verband e.V (2021) Zahlen – Daten – Fakten zum deutschen Fahrrad- und E-Bike Markt 2020. Fahrradindustrie mit Rückenwind - Großes Wachstum bei Absatz und Umsatz
Funding
Open Access funding enabled and organized by Projekt DEAL. This paper evolved from the research project AddRE-Mo and was funded by the Federal Ministry of Education and Research with Grant No 033R234A.
Author information
Authors and Affiliations
Contributions
Linda Schlesinger and Michelle Pagels wrote the main manuscript text and prepared all figures and tables. Linda Schlesinger, Michelle Pagels, Jan Koller, and Frank Döpper reviewed the manuscript.
Corresponding author
Ethics declarations
Competing interest statement
I declare that the authors have no competing interests as defined by Springer, or other interests that might be perceived to influence the results and/or discussion reported in this paper.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Schlesinger, L., Koller, J., Pagels, M. et al. Alignment of design rules for additive manufacturing and remanufacturing. Jnl Remanufactur 13, 99–119 (2023). https://doi.org/10.1007/s13243-022-00122-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13243-022-00122-9