
Abstract
Mono ethylene glycol (MEG) is a kind of important fundamental chemical, mainly used in polyester synthesis. Traditional MEG production is based on petroleum resources. This study reports about a new kind of MEG technology to synthesize CO and hydrogen, developed by Pujing Chemical. Laboratorial researches were performed well by developing both carbonylation catalyst and hydrogenation catalyst. Later, a 300 t/a hydrogenation pilot plant was employed to verify the hydrogenation catalyst, and another 1000 t/a pilot plant was set up to validate the whole flow process, catalysts and purification technology in Anhui Province, China.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Mono ethylene glycol (MEG) is mainly used for polyester, solvent and antifreeze in engine, as well as producing resin, plasticizer, cosmetic and dynamite. In 2011, MEG is projected to be consumed at a huge amount of around 20,000 kt/a world wide and about 8,000 kt/a in China. Nowadays, traditional MEG production is based on petrochemical route, originating from petro-ethylene via oxidation followed by hydration process [1]. However, the depleting petro-resources put high pressure on the countries and/or districts lack of petroleum to keep developing, such as China. Therefore, developing a new process from non-petroleum resource (i.e. coal-based or natural-gas-based syn-gas) to be an alternative for petroleum-based process will become highly attractive.
Under such a circumstance, Pujing Chemical corporate with East China University of Science & Technology and developed a kind of technology [2–5] to prepare MEG from CO and H2, which consists of methyl nitrite (MN) regeneration, dimethyl oxalate (DMO) production, MEG synthesis and MEG purification. The flowchart is shown as Fig. 1.

MEG production from CO and H2
In the whole process, MN, NO and methanol (ME) recycle and do not lose theoretically. The related reactions are presented as follows:
The technology of CO coupling reaction to produce dimethyl carbonate (DMC) and/or DMO via intermediate of alkyl nitrite was initially developed by Ube Corporation [6], however, Pujing reduced the cost of carbonylation catalyst to a large extent by further investigation of the coupling mechanism [7, 8] and, importantly developed a kind of environmental-friendly hydrogenation catalyst, Cu–Si catalyst [9], rather than Cu–Cr catalyst.
In the following text, we will report Pujing’s MEG technology from laboratorial experimental to pilot plant.
Laboratorial experimental
MN regeneration can take place without catalyst, while both carbonylation and hydrogenation have to depend on catalysts. In laboratory, we mainly introduce two kinds of catalysts.
Carbonylation process
Carbonylation reaction of CO and MN takes place over Pd catalyst. Pujing Chemical employed proprietary technology to prepare egg-shell Pd/α-Al2O3 catalyst, and studied the influence of precursors’ pH value on the depth of egg shell and investigated the activity and selectivity during the reaction for serial C catalysts.
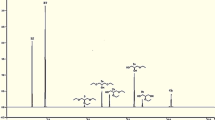
As shown in Fig. 2, low pH value of precursor produces higher depth of the shell, while basic solution could decrease the thickness. The table illustrated that except DMO, DMC is the main by-product with some ME and MF (methyl formate). The catalyst prepared under acid liquid generated low MN conversion, high DMO selectivity, while the catalyst synthesized under basic solution could increase MN conversion with slightly decreasing DMO selectivity. In view of the product’s yield, basic precursor’s solution is regarded to be more suitable for carbonylation catalyst’s preparation (Table 1).

The influence of pH value on the depth of egg shell for serial C catalysts
Hydrogenation process
Hydrogenation catalyst is the key during the whole technology to prepare MEG from CO and H2. Current catalyst usually contains some chromium element, which is poisoning to the environment and people’s life. Pujing developed a kind of green and high effective Cu/SiO2 catalyst which performs very well during DMO hydrogenation reaction.
Table 2 illustrates that, our hydrogenation sample owns excellent activity for DMO and selectivity toward MEG. At low LHSV, the main by-product is BDO (1,2-butanediol) due to deep hydrogenation, with little MG (methyl glycolate) and PG (1,2-propylene glycol). Increasing LHSV up to 4.0 per h, the DMO conversion was still 99.0 %, with MG selectivity less than 2.0 %. When the LHSV went up to 8.0 per h, the conversion of DMO also reached 73.9 % more, with MG selectivity of 29.7 % and EG selectivity of 69.9 %. These results illustrated that the Cu–Si catalyst developed by Pujing Chemical has high potential for the hydrogenation process.
Except for the activity and selectivity during hydrogenation, the life time of the hydrogenation catalyst is another important factor, especially during industrialization. We verified our sample with results shown as follows. Figure 3 presents that after 4000 h’s test, the catalyst still kept its high DMO conversion (almost 100 %) and high EG selectivity (>95.0 %).

The Steady Test of Pujing’s Hydrogenation Catalyst 0.7 g/g h, 2.0 MPa, 195–215 °C H2/DMO = 100:1 (mol:mol)
Pilot plants
Laboratorial results just mean a possible scientific way to produce the objective products, however, in scaling-up process, heat transfer, mass transfer and momentum transfer usually play more important roles in industrial production process. To verify our industrial samples’ activity and selectivity, we employed a 300 t/a pilot plant with starting material of DMO and H2 and spent 1 week to perform hydrogenation reaction. The pilot plant consists of 30 tubes (Ф50 mm × 3.0 m for each tube), and the performance was shown in Fig. 4.

300t/a Hydrogenation Pilot Plant LHSV = 0.7 h−1 g/g cat. P = 2.50–2.70 MPa, T = 200–205 °C, H2/DMO = 66 (mol:mol)
The above results demonstrated that, the catalyst performed in excellence both in DMO conversion and in EG Selectivity. In the initial stage, deep hydrogenation occurred due to high catalytic bed temperature of 205 °C and consequently the byproducts of BDO and ET (ethanol) got high selectivity. After cooling down to 200 °C, DMO conversion kept high value of around 100 %and EG selectivity increased up to above 96.0 % at the expense of BDO and ET selectivity. Within 165 h’ test, the sample stabilized its activity for DMO and selectivity toward MEG all the time.
The 300 t/a hydrogenation pilot plant gave a positive result for Pujng’s sample, which incurred us to perform a whole verification on the schematic flow, reactor design, catalyst samples and the purification technology. Pujing spent over 65 million RMB to set up a 1,000 t/a pilot plant (Fig. 5) located in Anhui Province, China. In 2010, poly-ester grade EG product was obtained from the setup with MEG purity >99.8 % and UV transmittance >80 % (220 nm), with the starting materials of CO, O2 and H2.

1000 t/a MEG pilot plant in Anhui, China
Conclusions
The technology of syn gas to MEG is getting high attraction for those places that have ample CO and hydrogen, which could depress the import pressure of petroleum. The MEG technology developed by Pujing Chemical has passed step-by-step laboratory test and pilot plant’s verification, and is going to industrialization. Up to now, one set of 300 kt/a MEG contract has become effective and the other sets are being under negotiation.
References
Zhang Z, Chen J (2002) Carrier for producing silver catalyst for epoxy ethane production, its preparing method and use. CN02160081
Liu G, Li W, Ji Y, Zhang B, Mao Y, Luo N (2010) Method and device of C1–C4 alky nitrite preparation. CN 201010202448.3
Liu G, Li W, Ji Y, Zhang B, Luo N, Mao Y (2010) Method and device of N2O3. CN 201010202446.4
Ji Y, Luo N, Mao Y, Zhang B (2011) Method of mono ethylene glycol from dimethyl oxalate. CN 201110095830.3
Luo N, Ji Y, Mao Y, Liu G, Zhang B (2010) Method and device for co-producing dimethyl carbonate and dimethyl oxalate. CN 101830806
Uchiumi S-i, Ataka K, Matsuzaki T (1999) Oxidative reactions by a palladium-alky nitrite system. J Organmetallic Chem 576:279–289
Ji Y, Liu G, Li W, Xiao W (2009) The mechanism of CO coupling reaction to from dimethyl oxalate over Pd/α-Al2O3. J Mol Catal A Chem 314:63–70
Ji Y, Zhang B, Mao Y, Wangxiao J, Luo N, Zhu S (2010) Dimethyl oxalate synthesis from CO and methyl nitrite-effects of Pd particle size. In: 17th Joint Annual CSCST-SCI 2010 Conference
Luo N, Ji Y, Mao Y, Zhang B (2011) A kind of hydrogenation catalyst and its preparation and application. CN 201110095855.3
Open Access
This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 2.0 International License (https://creativecommons.org/licenses/by/2.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
About this article
Cite this article
Luo, N., Ji, Y., Mao, Y. et al. Syn-gas-based mono ethylene glycol synthesis in Pujing Chemical. Appl Petrochem Res 2, 23–26 (2012). https://doi.org/10.1007/s13203-012-0012-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13203-012-0012-8