
Abstract
The installation of sand screens in open-hole completions in the wellbore is crucial for managing sand production. The main reason for using standalone screens in open-hole completions is their relatively reduced operational complexity compared to other sand control technologies. However, directly applying the screen to the bottom of the hole can lead to an incorrect screen type selection, resulting in an unreliable sand control method. To address this issue, a sand retention test is conducted to evaluate the performance of a standalone screen before field installation. Nevertheless, current sand retention test setups encounter several challenges. These include difficulties in identifying minimum retention requirements, interpreting results in the context of field conditions, and replicating field-specific parameters. The existing sand retention test introduces uncertainties, such as inaccurately replicating field requirements, inconsistent selection of wetting fluids, flow rates, and channel formation, leading to variations in the choice of the optimal screen using this test. In response to these challenges, this study aims to review the sand retention test and propose an improved sand retention method to overcome these problems. The focus of this article is to provide an in-depth analysis of previous sand retention test setups, their contributions to characterizing sand screens, and the parameters utilized in determining test outcomes. Additionally, this review outlines a procedure to investigate the impact of different particle sizes on screen erosion. Key findings emphasize the importance of using high-quality materials, proper screen design to resist damage and erosion, achieving acceptable natural packing behind the screen, and considering factors such as geology, wellbore conditions, and installation techniques. The analysis reveals that a high quantity of finer and poorly sorted sand increases sand production. The study recommends performing a sand pack test closer to reservoir conditions for better evaluation. Premium sand screens demonstrate the highest retention capacity, followed by metal mesh and wire-wrapped screens. Additionally, geotextiles show potential for enhancing sand retention, and screen design affects erosion resistance and service life.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The production of formation sand is one of the most critical challenges in the oil and gas industry, causing erosion of down-hole equipment, upstream facilities and reducing well productivity. More than 50% of wells require sand control measures (Wang 2018). To mitigate the issue of loose formation sand, screens are essential to prevent sand flow. Various solutions have been proposed, but cost remains a significant concern. Utilizing a cost-effective screen is an efficient method to combat sand production. Mechanical screens, such as multi-layered filter meshes, slotted liners, roll-up screens, metal foams, granules, and ceramic sand filters (Zhou and Sun 2016; Dong et al. 2017), are common options, as shown in Fig. 1. Field cases demonstrate that an appropriate sand screen is an affordable and effective solution for sand control. Consequently, a suitable screen can halt sand production and maintain screen permeability, ensuring high oil/gas productivity. Standalone screens are often preferred for sand control in unconsolidated reservoirs, effectively filtering out sand production. Gravel packing is an alternative method to mitigate sand production, but its complexity and cost make standalone screens (SASs) the method of choice. These screens offer various advantages compared to other techniques, such as chemical treatment and gravel packing. Their design is straightforward, they exhibit excellent mechanical robustness, and their operation is uncomplicated (Ismail et al. 2021; Khan et al. 2022). An economically efficient method for sand control is the use of SAS, which can directly retain formation sand in open-hole completion (Gillespie et al. 2000). A summary of studies on sand control from 1950 to 2022 reveals that the recent research has focused more on chemical methods (Saghandali et al. 2022). A desire for quick solutions often drives the shift toward chemical methods. However, chemical treatments are neither permanent nor environmentally friendly. Mechanical solutions are cost-effective in the long run despite the initial installation costs. Thus, there is a need for increased research and development in mechanical sand screens to ensure an environmentally safe solution. Mechanical screens are a common method for sand control (Mathisen et al. 2007; Abbasy 2021). However, mechanical sand screens often encounter operational issues, such as plugging (Ma et al. 2021), leading to reduced production or even shut down.

Commonly used sand control completion techniques; a Selected and oriented perforation, b cased-hole gravel pack, c cased-hole frac-pack, d screen only, e expandable screen, f open-hole gravel pack
The selection of a sand screen is based on a sand retention test (SRT), which involves conducting sand slurry and sand pack tests on reservoir sand. The sand slurry test in SRT entails pumping an operating fluid and slurry through a screen coupon. On the other hand, the sand pack test, a more realistic representation of a wellbore scenario, involves pumping fluid through a screen that already contains a sand pack (a bed of particles). In the sand slurry test, the continuous fluid injection causes the sand from the accumulated sand bed to pass through the screen, the pressure drops across the screen, and the amount of sand retained is measured. Previous literature reviews have discussed the impact of operating parameters on sand screen selection (Ahad et al. 2020) and their effect on screen erosion (Abduljabbar et al. 2022). However, these studies have not covered the selection procedure for the sand used in the SRT for screen selection. This review paper encompasses all the factors required for sand screen selection and highlights methods for conducting SRT to assess screen performance. The goal is to maximize hydrocarbon production. While the objective of the optimal mode is between time, cost, and maximum production of hydrocarbons.
Role of sand screen
This study focuses on a critical aspect: sand retention within the screen. SRTs are vital for selecting screens based on their performance. Screen performance is determined by the amount of sand retained on the screen, preventing it from passing through. Conversely, plugging can result in flow restrictions, potentially affecting hydrocarbon production. Comparing different methods through a repeatable sand retention investigation can optimize the evaluation for various wellbore conditions. This can establish industry standards for matching wellbore characteristics to the ideal sand retention strategy, ultimately enhancing well control decisions. It is advisable to perform sand slurry and sand pack tests under conditions closely resembling the reservoir, including flow, pressure, and formation sand. These tests can identify sand control failure by measuring pressure drop and sand production. Repetition under the same conditions is necessary to account for random variations. Given that wellbore conditions can change over time, it is essential to test the optimum screen across a range of pressure, flow, and sand particle size values, including low, medium, and high scenarios. Selecting the optimal screen is crucial to prevent it from being too small, which could restrict production, or too large, causing excessive sand production (Ismail et al. 2021). The screen type and pore structure choice are equally important, tailored to the specified reservoir and wellbore application (Constien and Skidmore 2006; Chanpura et al. 2010). It has been suggested that the primary basis for SAS selection should be sand retention performance, with a final decision influenced by flow capacity (Chanpura et al. 2010). A study conducted around 185 tests on several kinds of wire-wrap screens (WWSs) (6–16 gauge) and premium mesh screens (PMSs) (60–600 µm) for unconsolidated sand formations. This study utilized defined standards for sand retention. The finding emphasized the importance of selecting an optimal screen opening size for effective solids retention while minimizing production losses (Chanpura et al. 2010). Another study underscored the necessity of advancing techniques and analytical methods for screen testing to attain the desired screen performance and enhance available data for future predictions (Constien and Skidmore 2006). It was also noted that determining the critical properties measured during screen performance tests is essential (Constien and Skidmore 2006). In general, SRT aims to measure the following: (1) the rate of sand production in terms of the injected amount over time, (2) the pressure difference and pressure gradient across the screen, and (3) variations in the particle size distribution (PSD) of the solids injected and produced.
Design of sand screens
Sand control techniques can be categorized into active and passive (Oyeneyin 2015). Active techniques involve mechanical approaches to manage sand production, and chemical consolidation is a form of active sand control. The chemical approach modifies the properties of sand and the formation, ultimately reducing sand oil production rates and reservoir flow (Saghandali et al. 2022). Passive techniques include methods like sand control with oriented perforation and selective perforation. In sand control operations, a control screen is placed near the wellbore to act as a filter medium, preventing formation particles from reaching the wellbore. The concept of the SAS has been discussed in the literature (Furgier et al. 2013), where it is installed in the zone of interest immediately after drilling the formation. This screen functions as a mechanical filter medium between the formation and the tubing, retaining reservoir sand while allowing hydrocarbons to flow. Among various sand control and management techniques, the standalone sand screen is the most straightforward and cost-effective (Furgier et al. 2013). Available screen types include slotted liner, wire-wrapped, and premium screens as shown in Fig. 2a–c. Regardless of the screen type, screen design should prioritize resistance to damage and erosion (Matanovic et al. 2012). A life cycle structural integrity design method of down-hole completion components has been proposed by integrating operational reliability and risk controllability (Gao et al. 2023). It is based on the existing reliability design theory, risk and maintenance are added, and the time dimension is extended to the full life cycle of structures. Prediction of sand screen degradation using existing mature theoretical methods or experimental studies is necessary to estimate the working capacity of a selected screen or any other completion equipment for a minimum of 20 years of well life. Moreover, there is a need to adopt a proper procedure to achieve good natural packing behind the screen as a form of protection to avoid damage to the screen. The primary focus of this study is the SAS, an active sand control method known for its cost-effectiveness, reliability, simplicity, and enduring productivity compared to other active sand control approaches.

Standalone sand screen. a Slotted liner screen (SLS), b wire-wrapped screen (WWS), c premium mesh screen (PMS)
Slotted liner screen (SLS)
SLSs have gained popularity in the industry due to their cost-effectiveness, favorable mechanical properties, and ease of construction, especially in long horizontal wells (Guo et al. 2018). Extensive research has been conducted on these screens for SAGD well operations (Bennion et al. 2009; Romanova et al. 2014; Xie 2015; Mahmoudi et al. 2016a, b, c, Fattahpour et al. 2016, 2021, 2016, 2016, 2016; Mahmoudi et al. 2017a, 2017b, 2018; Guo et al. 2018; Wang et al. 2020a, b). The slot density of different coupons is explained in Fig. 3. Multi-slot coupons were all manufactured with seamed slot openings with different slot densities, as shown in Fig. 3. Slot density, denoted as SPC (slots per column), represents the number of slots per column (or row) on a liner with a 7-inch diameter, equivalent to four SPF (slots per foot). As shown in Fig. 3b, three coupons with SPC values of 30, 42, and 54 were selected to represent the range of slot densities commonly used in the industry (Kaiser et al. 2002). Aperture sizes ranged from 0.022 to 0.014 inch, 0.026 to 0.018 inch, 0.030 to 0.022 inch, and 0.034 to 0.026 inch. The use of multi-slot coupons allowed for an investigation of the impact of both aperture size and slot density on the performance of sand control liners.

Wire-wrapped screen (WWS)
A WWS consists of a cylindrical outer screen made from wire wound helically around vertical ribs, with each contact point welded and assembled to a perforated base pipe. These screens typically have multiple layers, with the outermost layer featuring the largest slot openings. The overall flow is influenced by the thickness of the stainless steel wire, the screen length, and the slot width (Matanovic et al. 2012). The wire-wrapped design aids in preventing screen plugging caused by sand particles getting lodged between wires. WWSs are more effective at retaining finer-grain formation sands compared to slotted screens (Khamehchi and Reisi 2015). They can be customized to match reservoir conditions and mechanical stresses while ensuring efficient sand control (Matanovic et al. 2012). WWSs are popular due to their large open-flow area and are available in various sizes and designs. Radial flow losses and differential pressures across WWS may be lower than with other devices. It is worth noting that while WWS have good torsional capacity, they may face significant thermal-induced cyclic loads in corrosive environments when subjected to temperature variations (Hollies et al. 2001). Figure 4 illustrates a wire-wrapped screen used for sand control in the wellbore. It acts as a retention system and a drainage layer for hydrocarbons, based on the bridging theory where sand grains bridge against the screen, forming a stable structure that allows fluid flow. This method is suitable for formations with very uniform sand. However, it lacks redundancy, meaning that if the screens fail, it can lead to catastrophic sand production and costly workover operations.

WWS and sand arrangement in production wells modified from (Salahi et al. 2021)
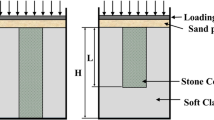
Sand control is essential as oil and gas production can significantly decline when sand is produced. Sand production is a problem that can disrupt oil and gas production, causing casing damage if sand control measures are not in place (Deng et al. 2019b). There are two main sand control options: (1) SASs and (2) SASs with gravel packing, as shown in Fig. 4. When a vertical well is equipped with both gravel packing and a sand screen, it results in 50% less sand production compared to a vertical well with sand screens alone. Recovery rates for radial wells with mixed sand control methods are more advantageous than those without gravel packing. In the case of gravel packing, particularly in the presence of large sand particles, an artificial layer of sand pack is used in the annulus facing the production interval within the wellbore. The screen openings are smaller than the gravel to retain the sand in the annulus. Gravel packing is typically useful in sand control for vertical or deviated wells but may not be as effective for horizontal wells. The efficiency of gravel packing is closely related to the mass of gravel surrounding the screens, with gravity playing a critical role in these parameters. Experimental results indicate that most settling densities of the gravel range from 59 to 68%. Increasing the thickness of the gravel enhances sand control but reduces productivity. It is noted that sand intrusion into the gravel occurs when gravel settling densities drop to 58%. Sand production also increases as the thickness of the gravel decreases, especially when it reaches 15 mm. The ideal size of the gravel packed into the base and outer pipes should be 8 to 10 times the size of the formation sand (Ma et al. 2021). Despite current procedures, gravel packing in horizontal boreholes can be challenging. Additionally, filtration of the carrier fluid during gravel setting presents difficulties, with longer boreholes causing greater filtration problems. Slower transport speed due to filtration can lead to blockages. Therefore, the SAS option is well-suited, especially for horizontal wells. The design of the WWS and screen flow area is presented in Fig. 5. WWS consists of wire spirally wound and welded to longitudinal ribs, forming a cylinder with controlled spacing. The welded stainless steel WWS design consists of rods and wire, creating rigid units with high strength at minimal weights. The spacing of the outer wire creates slot openings of the required size. Figure 5 shows that the V-shaped openings’ geometry minimizes clogging as they narrow at the outer face and widen inwardly.

Construction of triangular wire screen (V-shaped wire WWS)
The percent open area of the WWS is a crucial parameter for predicting flow capacity. It can be calculated using the following equation (Eq. 1):
Retained permeability normalizes the final permeability of the near-screen zones against the initial permeability. This parameter facilitates comparing the flow performance for different sand control designs. Effective determination of retained permeability requires using relative permeability values and pressure drop readings from the last liquid stage.
Metal mesh screen (MMS)
The MMS is widely selected as a standalone screen due to its sufficient sand filtration in loose formations (Matanovic et al. 2012; Carpenter 2016). Its design consists of different fixed pore geometries and high-strength structural support. It also has higher fine filtering efficiency than Wire-wrapped screens, especially in formations with poorly sorted grain particles.
Premium mesh screen (PMS)
PMS are rarely used due to their high cost, typically only when there is a strong justification. They consist of several layers of woven wire mesh that form a filtering structure. The inner two layers provide mechanical strength, while the outer layer is a filtering component. These layers are sintered together to enhance the mesh tube’s mechanical stability and to ensure that the pore openings in the weave remain unchanged under pressure. The advantage of the premium screen lies in the sintered layers, which offer a larger open area compared to wire-wrapped screens (Woiceshyn et al. 2008). Figure 6 illustrates the placement of PMS within the full assembly of the mechanical sand screen (Mahmoudi et al. 2017a). Table 1 provides the comparison and summary of the standalone screens.

The choice of screen type (SLS, WWS, PMS, etc.) is made considering the run-in hole. It is recommended to install screens to facilitate future operations (such as workovers). This can be achieved by fitting the screen with centralizers and running the screens through a largely pre-slotted liner rather than through an open hole. It is important to note that standard rules are used to adjust screen slots and gravel size (for gravel pack cases), and given the considerable length of the hole, the cost of the equipment can be substantial (approximately a hundred dollars per meter of screen).
Sand retention test (SRT)
The SRT is an experimental laboratory procedure used by academia and industry to assess the performance of standalone screens using specific formation sand. SRT employs two standard methods: the sand slurry and the sand pack tests (Matanovic et al. 2012). In the sand pack test, formation sand is retained on the sand screen, and fluid flows through the sand pack and screen. In contrast, the sand slurry test involves a liquid with suspended sand forming a slurry that flows through the screen (Ballard and Beare 2006). Researchers often focused on the sand slurry test to simulate the gradual failure of the open-hole section of rock surrounding the borehole, where sand is gradually produced, creating a sand pack condition outside the screen (Chanpura et al. 2013; Wu et al. 2016b; Khan et al. 2022). SRT is essential for selecting an appropriate screen and determining the ideal aperture. It helps establish retention limits for different screens, but it is important to note that SRT results can vary depending on the experimental conditions (Ballard and Beare 2006). The following section will discuss the parameters and procedures involved in sand retention tests based on previous research. An experiment will be presented to illustrate the selection of the optimal screen for any given formation. The process of characterizing formation sand to make informed screen selections is outlined in the process flow shown in Fig. 7.

Process flow of SRT
Types of SRT
In today’s industry, two primary methods have emerged as the main approaches for evaluating sand control: the sand slurry and the sand pack test, as depicted in Fig. 8a, b. Another method is the dense brine test, which involves a slurry injection to assess screen efficiency, as shown in Fig. 8c. These figures illustrate the configurations of sand slurry and sand pack tests. Each of these methods is suitable for different wellbore stability conditions. The sand slurry test simulates gradual or erosive failure, where the surrounding formation gradually deposits on the sand control device during fluid circulation. On the other hand, the sand pack evaluation method simulates rapid wellbore collapse on the sand control systems, such as pore collapse or complete failure during production drawdown. The sand pack test method is recommended in cases where the analysis of formation and wellbore instability is limited due to the amount of available data compared to other test methods. As completion and production processes alter the in situ stresses on the formation, wellbore instability issues, such as sand production, collapse, and circulation loss, can arise. To address these challenges, the industry has developed various failure criteria, models, and data collection methods to predict the severity of possible well instability. Once the formation properties and expected wellbore stability are established, preventive technology selection can be optimized by matching laboratory test methods to the expected wellbore instability using operating parameters.

Sand slurry test
To conduct the sand slurry test, the first step is to prepare the sand. A specific amount of sand is mixed with brine, e.g., 10 g of sand with 20 ml of brine, to achieve a volume concentration of 23%. The mixture is stirred thoroughly to prevent sand suspension and ensure slurry formation. After preparing the slurry, it is loaded into the slurry chamber. The slot flow cell is then connected to the injection cylinder on the slurry injection line. With the slurry sample ready, the test is initiated by setting the fluid flow rate and slurry injection rate according to the experiment’s design. Subsequently, the bleed valve is opened, and the outlet valve is closed. The pump is activated to fill the sand slurry test cell and fluid injection line, while air is removed through the bleed valve by adjusting the back-pressure valve. Once the test cell is filled, the pump is stopped, and the bleed valve is closed. The outlet valve is then opened, allowing the slurry to flow through the screen. During this process, sand deposition on the screen is observed. In the setup of the SRT equipment, the sand slurry test cell is where the slurry is injected and allowed to flow through the screen. Before introducing the slurry, the test cell needs to be entirely filled up with fluids such as brine or mineral oil. The test cell features a sand screen holder for installing screen coupons. It is crucial to ensure the integrity of the test cell to prevent any impact on the pressure gauge readings near the screen due to damage. Meanwhile, the produced sand is collected for analysis. When the drawdown pressure across the screen reaches the maximum, typically 200 psi (Linden and Fischer 2022), the pressure relief valve rating, the HPLC pump, and the ISCO pump are all stopped. After the test, the produced sand is dried and weighed. Table 2 displays the parameters utilized in the previous study in the sand slurry test, where a slurry is injected into the liquid stream with specific parameters depending on field requirements.
Sand pack test
A screen selection process is based on sand retention performance, with the final choice often verified by assessing screen-to-sand pack permeability ratios (Chanpura et al. 2011). One method for evaluating this performance is the laboratory sand pack test, which involves placing sand directly on the screen and compressing it with a spring before allowing the wetting fluid to pass through the sand pack and screen (Ballard and Beare 2003). The sand pack test also reveals plugging phenomena, which can be directly observed within the cell, leading to subsequent pressure rises. The spring compression is critical in facilitating the sand pack test and preventing liquid channeling through the sand (Ballard and Beare 2003).
To conduct the sand pack test using the SRT equipment, a screen coupon is positioned at the bottom of the test cell. The cell is then pre-filled with a specific volume of chosen fluid, calculated based on the reservoir’s flow rate. Typically, 10–40 g of reservoir sand is poured onto the selected screen coupon. A piston is used to compress the sand, after which the fluid is injected from the top at a designated flow rate. Once the cell is filled with fluid mixed with sand, the pressure is allowed to a specific value based on the pump reading. Subsequently, the bottom valve is opened to release both the fluid and sand particles at a specified interval. Finally, the sand is filtered, dried, and weighed. Moreover, turbidity measurement can also be performed as it will show the behavior of reservoir sand in term of settlement rate on the screen with that reservoir fluids. The SRT experiment should be repeated using different reservoir sand and fluids. The flow rate during a sand pack test significantly affects sand retention. In general, lower flow rates result in better sand retention (Ballard and Beare 2006). A higher flow rate tends to increase sand production, but this relationship depends on the sand’s size relative to the screen openings. Beyond a certain point, further increases in flow rate have little impact (Ballard and Beare 2006). For instance, a flow rate of 16 and 24 ml/min at a laboratory typically results in a total sand production of 0.9 g of sand, while at the flow rates of 1 and 24 ml/min, it leads to only 0.005 g of sand produced. Based on the test procedure outlined by the previous literature (Table 3), it can be observed that the sand pack test has two methods: constant flow rate (CFR) and constant drawdown (CDD) tests. The different approaches taken by (Hodge et al. 2002) stem from the concerns that the results obtained through CFR could potentially lead to a distinct interpretation of screen plugging. In this scenario, the rapid increase in pressure drop might be misconstrued as screen plugging rather than stabilization of the formation pack facilitated by the efficient screen. In CDD, screen plugging is measured through the permeability of the screen before and after the test is completed. Thus, it is suggested that the study on sand pack test continue with a CDD type of experiment instead of CFR.
Brine slurry tests
This sand retention test is conducted using a dense brine and a suspension agent, such as cesium format, which has a high density (approximately 2200 kg/m3). Typically, such agents are chosen for their ability to suspend the sand without the need for a stirrer. In Fig. 8c, the setup for this test is illustrated. In this configuration, sand is placed directly into the suspension agent reservoir located above the test cell, and the contents of this reservoir are allowed to flow into the test cell through the screen. The sand that passes through the screen is collected, washed, dried, and weighed, while the pressure is also logged during the test.
SRT analysis and discussion
The output characteristics obtained from the SRT are as follows: pressure recorded throughout the test, sand-holding capacity of the screen, plugging tendency, and sand production across the screen. Sand retention is influenced by the size of the sand particles and the screen’s opening. Effective retention requires the sand to be larger than the screen openings; if it is smaller, the likelihood of retaining the sand decreases (Ballard and Beare 2006). The PSD plays a critical role in screen plugging. Fine-grained sand tends to clog the screen first (Underdown and Hopkins 2008). Larger particles are retained on the screen, while finer particles pass through the openings, as the fine sand is smaller than the weave void size (Wu et al. 2016b). Therefore, solid retention on a screen increases when the slot width is reduced. However, the PSD also matters, as a slot size that is too small relative to the sand’s PSD can lead to sand production. The ideal slot width should be approximately 2.5 times larger than the diameter of the fine particles (Wu et al. 2016b). Recently, simulation of SRT using CFD-DEM has been performed to evaluate screen performance (Zainal et al. 2022). A deep learning model for analyzing SRT data has been proposed to classify signs of plugging and predict the amount of sand using screen slot size and sand concentration (Razak et al. 2021). However, further optimization requires more observations and additional sand retention testing data.
SRT key response and screen selection criteria
A SRT is primarily performed to ensure maximum permeability and oil/gas production. The concept of retaining 50% of near-wellbore permeability to account for other sources of formation damage was proposed (Markestad et al. 1996; Hodge et al. 2002). This study considers 50% and 70% as the marginal and acceptable limits of retained permeability, respectively (Pallares et al. 2023). In Fig. 9, the retained permeability is shown as a function of aperture size for the three sand classes. As expected, fines can be more easily dislodged from the sand pack with wider aperture sizes, resulting in minimal plugging.

Retained permeability for different aperture sizes and sand classes. The red and yellow lines represent the retained permeability limits of 50% and 70%: Sand characteristics: UC, SC (Deng, Deng et al. 2013): Uniformity coefficient (UC) refers to the range of grain sizes present, while sorting coefficient (SC) refers to the similarity in size among grains. Well-sorted and uniformly distributed sands are generally easier to control than poorly sorted or widely distributed sands
Remarkably, WWS provides retained permeability values above 50%, even for narrow apertures such as 0.006″ in low-quality sand (DC-I with uniformity coefficient (UC): 5.9 and sorting coefficient (SC): 9.3, and DC-II with UC: 2.7 and SC: 3.4). In DC-III (UC: 2.4; SC: 3.1), increasing the aperture size beyond 0.018″ does not further improve skin but results in higher sanding levels. Flow performance decreases from DC-III to DC-I, as narrow pore throats are prone to plugging. The screen retention capacity is determined by the amount of sand collected in the cell. Typically, a screen exhibits high sand filtering efficiency when it retains a substantial amount of sand collected in the cell, as depicted in Fig. 10f. After the test, the collected sand is dried and weighed to calculate the sand retention ability. Different sand screen coupons with varying aperture sizes are shown in Fig. 10a–c. The investigation of sand retention can be conducted using three types of screen coupons: WWS, MMS, and PMS. All these screen coupons have the same aperture size of 150 μm and a diameter of 1.5 inches. Table 4 outlines the screen performance evaluation and acceptance criteria. A test was carried out to simulate the borehole conditions in the field. A low-concentration sand slurry was pumped toward the screen at a constant rate to build a sand pack around the screen area gradually. In the initial testing stage, sand production occurred due to sand exclusion. In this scenario, the sand particles smaller than the aperture were produced while the bigger sand particles covered the slots, resulting in sand bridging at the screen aperture (Xiang and Wang 2003). A gradual sand pack formed around the screen until a significant amount of sand was retained, creating a full sand pack covering the entire screen. This ultimately led to a substantial reduction in sand production and only very fine particles passing through the sand pack and screen aperture. Figure 10d illustrates the amount of sand retained on the wire-wrapped screen during slurry testing of sandstone formation of the Malaysia and Thailand joint fields. The screens have effectively retained a significant amount of sand. In the optimization of screen layers and aperture to prevent production failures, it is crucial that the screen retains the sand effectively and has a low-pressure build-up rate. In most cases, the sand pack forming on the screen occurs due to a sudden increase in fines production or improper well clean-up before screen installation. Additionally, it can happen when a continuous flow of particles passes through an opening simultaneously, as shown in Fig. 10f. Further exploration of sand pack phenomena is essential in sand control design. The screen coupon can be either flat or curved. Curved coupons resemble the in situ geometry of screens. Regardless of whether the screen coupon is curved or flat, fluid flow is almost linear, not radial; therefore, both types of coupons yield almost identical results. The main difference arises in the sand produced under radial flow conditions. The coupon placed in a funnel-like cell can replicate radial inflow, resembling a closer representation of reservoir flow around the screen. Additionally, a cylindrical space above the screens is installed with pressure sensors at the top, mid, and bottom for measuring sand pack permeability. Some cells can also apply uniaxial and biaxial confinement on the sand pack.

Sand retention testing a WWS coupon (inside and outside) before and after SRT, b MMS coupon (inside and outside), c PMS coupon (inside and outside), d SRT cell with screen, e sand retained at top and bottom of the screen, f sand pack formed on the screen so need to check sand pack permeability to ensure the production of oil/gas or restriction to flow
Mechanism of retention and impact of fluid, flow on pressure and permeability
Figure 11a illustrates the mechanisms of sand control (Ochmann and Joseph 2021). This mechanism was initially described by (Coberly 1937), who observed that particles form bridges over rectangular screen openings (i.e., slots) when the width of the slot is not more than twice their diameter. However, this design was challenged, and the selection of aperture design is now recommended based on the sand retention test (Ochmann and Joseph 2021). Standalone screens should be sized based on formation characteristics, especially particle size distribution, experience from the same or comparable fields, and operational conditions (Ochmann and Joseph 2021). Due to the sand control mechanism of the screens, some particles have to be produced through the screen. If there are limits to this initial and temporarily occurring sand production, they must be taken into account. It can be observed that a small pressure increase can be detected before a section of the sample is open to the flow, as shown in Fig. 11b. The pressure drop increases with the increase in flow rate, and there are fluctuations during the individual stages, probably due to continuous but minor sand production. Once enough sand is produced and the flow rate is high enough to mobilize many particles, the entire sand pack fails, resulting in a significant decrease in pressure drop. These results serve as a guideline for evaluating screen effectiveness in terms of flow. However, the current limitations of SRT systems are related to the discontinuous slurry injection and the accuracy of the pressure measurement, both of which are important factors in overcoming the uncertainty of screen failure and screen selection.

The immediate concern is maximizing a screen’s sand retention for the desired screen performance. The measurement of pressure drop is essential in assessing this capacity. Factors contributing to pressure drop are screen’s effective flow area, fluid velocity, screen plugging, and height of the sand pack (Wu et al. 2016b). A more abrupt pressure drop indicates better screen retention and enhanced screen performance. A screen is considered plugged when the pressure difference between the sand pack and the screen exceeds 100 psi (Ballard et al. 1999). An increase in the pressure drop signifies increased resistance to flow across the screen. As sand particles accumulate on and inside the screen, the pressure drop rises, leading to a decrease in the quantity of sand produced. The extent of pressure drop and the amount of sand produced determine the screen’s resistance to flow and its sand-holding capacity. Generally, higher pressure drops tend to limit the screen’s ability to retain sand. Sand hold-up pressure data indicates that the longer the delay between the start of the test and the onset of the pressure build-up, the greater the amount of sand passes through and the more noticeable the sand-holding capacity of the screen (Ballard and Beare 2012). A screen with a lower pressure drop and higher permeability, combined with effective sand retention, results in reduced sand production (Mathisen et al. 2007). An SRT investigation is conducted with a single-phase flow involving the gravel pack and the screen coupon. The test results show a correlation between the differential pressures observed in various tests conducted with sand pack and gravel pack and the production of the fine (Zimmermann et al. 2022).
Sand production through a screen of 150 μm aperture is recorded 0.0272 g, 0.0854 g, and 0.0027 g when using methanol, brine, and oil as the operating fluids, respectively (Ballard and Beare 2006). Brine was found to be more dispersive than methanol and managed to produce over four times the amount of sand. Even though commercial laboratories frequently use oil for sand retention testing, its retention rate is almost 30 times higher than that of brine. This suggests that the oil is probably not fully dispersing the sand pack, especially the finer particles, causing the sand to bypass (Ballard and Beare 2006). Nanoparticles are being used in the reservoir to improve electrostatic interactions between surface charges (Abdullah et al. 2022), therefore to control fine migration, nanoparticles can be used because these causes the reduction in the zeta potential, changing the total interaction energy between surfaces, pH, and roughness of the particle’s surfaces (Madadizadeh et al. 2022a, b, c). It has been found that the SiO2 nanoparticles are more effective in preventing fine migration and reduces 69% in the pre-flush and 75% in the co-injection scenario (Madadizadeh et al. 2022a, b, c). However, it is also reported that temperature could change the performance of nanoparticles in controlling fine migration, and at high temperatures, the nanoparticles have less efficiency in controlling fine migration (Madadizadeh et al. 2022a, b, c). Therefore, SRT studies should be considered at reservoir temperature; however, existing SRT studies have adopted different types of injection fluid at room temperature. Some have used water (Ballard et al. 1999, 2016; Ballard and Beare 2003; Mathisen et al. 2007), while others have employed brine (Hodge et al. 2002; Williams et al. 2006; Chanpura et al. 2011; Ballard and Beare 2012; Larsen et al. 2012; Ballard et al. 2016) in their SRT experiments. The scenarios of effective flow are presented by (Kotb et al. 2021), illustrating a procedure for different fluid flow scenarios to calculate the flow rates for the experimental tests. The calculated injection rates for representative tests are shown in Fig. 12a. However, the effect of flow rate on sanding and clogging levels was investigated by comparing SRT results obtained at low flow rates. Some inconsistencies in the pressure gradient data were observed in (Devere-Bennett 2015) when conducting tests with different coupons, as shown in Fig. 12b. For example, test results on a 406 µm (0.016 inches) straight-cut split liner demonstrate a significant reduction in pressure gradient after gas injection, which is inconsistent with other test results. The test with a WWS of 304 µm (0.012 inches) also shows a sharp drop in the pressure gradient as brine is introduced and continues to decrease with increasing water flow.

The size of the opening, whether too small or too large, can result in issues such as full or particle plugging, leading to hydrocarbon production through unplugged sections and causing screen erosion (Matanovic et al. 2012). Various laboratory and field investigations have been conducted on-screen sizing as a method of sand control. A guideline for size selection of the opening based on the size of the particles formed during sand production has been presented (Gillespie et al. 2000). The idea behind this guideline is to create stable bridges for sand retention. The upper limit for the slot width was set at twice the grain size diameter at the 50th percentile point, denoted as Ws < 2*D50 (Gillespie et al. 2000). Figure 13a, b displays images of tested multi-slotted coupons and their dimensions. Figure 13c illustrates the relationship between retained permeability and slot width for a constant slot density. Clearly, wider slots result in higher retained permeability values. For a constant slot density, narrower slots lead to more fines accumulation in the near-coupon zone, resulting in more plugging and a lower retained permeability. Figure 13d shows the relationship between retained permeability and slot density for a constant slot width. Test results indicate a reduction in retained permeability for lower slot densities. For a constant slot width, higher slot densities result in fewer fines accumulation above the coupon, leading to higher retained permeability. A comparison of Fig. 13c–d indicates that an increase in both slot width and slot density would cause an increase in the retained permeability. However, the variation of retained permeability due to the change in slot width is more pronounced than a change in the slot density. A sand control test procedure is presented for the design of a screen in steam-assisted gravity drainage (SAGD) (Kotb et al. 2021). This SRT study suggests the feasibility of using 0.010-inch slots that do not significantly reduce lab-scale permeability. It may justify the industry’s preference for a small-aperture slotted liner for SAGD injection wells. Ultimately, the first step in SRT should be considered for the SAGD injector, and necessary facility upgrades should be explored in future work (Abou-Kassem et al. 2022).

Dimensions of multi-slotted coupons and retained permeability of screen a 30: SPC (slots per column/slot per volume), b 54: SPC, c effect of slot width on retained permeability, d effect of slot density on retained permeability (Guo et al. 2020)
A SRT used video recording with a high-speed camera to observe sand production and sand retention mechanisms (Wu et al. 2016a). Under the given test conditions, it was observed that the sand particles arrived at the screen surface relatively uniformly, covering the entire sand screen area. Most of the particles that landed on the wires remained in place, while those that landed over the slots would be produced if their size was less than the aperture. The sand production mechanism observed in this early testing stage was primarily due to size exclusion. Small sand bridge formed as more sand accumulated on the wires. As the sand grew, bridging over the slots developed in some areas. With more sand accumulating, the bridges began to expand and bridging more slots. However, as significant sand was retained, the sand pack completely covered the entire screen. Once the sand pack covered the entire screen, sand production significantly decreased, and only fines could pass through the sand pack and screen. This observation and understanding have important implications for developing analytical and numerical models to predict sand production from sand screens, essentially halting sand production (Wu et al. 2016a). An analysis of screen permeability based on the SRT concerning the produced sand mass revealed that a confident correlation between produced sand and permeability could not be established (Ochmann and Joseph 2021). As a result, determining sand production through a given screen sample based on the single test may be limited due to random variations. This study also demonstrates that finding a significant relationship between sand production (neither absolute nor specific) and pressure drop or permeability may not be feasible, likely due to small variations in produced sand between the test and the current accuracy of pressure measurements. Such a relationship might be discoverable when comparing the results of different screen opening sizes with the same sand, introducing more significant variations in produced sand. It is also important to note that sand production may only affect a small fraction of the sand pack near the screen.
Impact of different sand formations and screen types on sand production and retention
The findings illustrate the impact of sand retention performance of WWS and MMS using reservoir and outcrop sands shown in Fig. 14. The retention performance for both outcrop sand, simulated with a sieve/laser particle size analyser (LPSA), and the reservoir sand is consistent, with effective sand retention. As the screen aperture increases, the variation in produced sand becomes more pronounced for both wire-wraps and metal mesh screens.

Different structure of sands under microscopic analysis (Ballard et al. 2016)
Figure 15a, b presents the wire-wrap screen results for different reservoir sands, including better-sorted M-1 and the poorly sorted B77, at various screen apertures, while retention deteriorates. In the case of WWS, the simulated LPSA from outcrop sand yields the best retention at larger screen apertures while retention deteriorates. For B77 tests, the reservoir sand exhibits the poorest retention, surpassing even the crushed silica sand used in the M-1 tests. The reservoir sand also retains less effectively than the LPSA simulation from outcrop sand. The outcrop sieve simulation for the B77 falls between the reservoir and outcrop LPSA simulation.

Sand produced with wire-wrap screens (comparisons using poorly and better-sorted sands): Effect of wire-wrap screen (WWS), screen aperture, and sand type on the sand production; a total sand produced in B77 reservoir sand (poorly sorted sand with a relatively high fines content of around 20%), b total sand produced in M-1 reservoir sand (better sorted than the B77 but with a similar D50) (Ballard et al. 2016)
In the case of M-1 sand, there is more variation, with poorer retention observed for both the outcrop sieve simulation and reservoir sand. In the case of M-1 sand, there is more variation, with poorer retention observed for both the outcrop sieve simulation and reservoir sand. Crushed silica sand gives the most inadequate retention for M-1 sand, although it’s less dramatic than for B77 sand. In case of metal mesh screen (MMS), the trends in retention are nearly the opposite of wire-wraps. The results are displayed in Fig. 16a, b for both reservoir sands, M-1 and B77. For M-1 reservoir sand, the 260 μm screens provide excellent and consistent retention, a feature not observed with the simulated sands. This suggests that the screen selection may depend on the sand’s composition rather than just its particle size. Similar trends are maintained with B77 sand, where the reservoir sand exhibits the best retention until the aperture reaches 300 μm. In a SRT, the sand sample should accurately represent the entire sand distribution found in the target completion (Linden and Fischer 2022).

Sand produced in metal mesh screens (comparisons using better and poorly sorted sands): Effect of metal mesh screen (MMS), screen aperture, and sand type on the sand production; a total sand produced in B77 tests with MMS, b total sand produced in M-1 tests with MMS (Ballard et al. 2016)
Comparison of different SRT methods on sand production and retention
Significant differences in retention results are observed between the reservoir sand and the simulations despite both types of sand having a perfect particle size match. Some of these differences remain consistent across different test methods. Figure 17a, b summarizes the total sand produced for both types of sand on the 230 μm MMS. In the case of WWS, the polymer tests exhibited an opposite trend, with the reservoir sand showing poorer retention compared to the outcrop simulations (as seen in Fig. 17a–d). For the better-sorted sand, namely the M-1 ground silica simulation, it yielded inferior retention performance on the wire-wraps during the slurry tests and with the 225 μm WWS when using other test methods. However, its retention performance with the metal grids was similar to that observed with different sands.

Summary of sand production with different SRT methods and sand types; a sand produced with better sorted (M-1) on 230 μm MMS; b sand produced with poorly sorted (B77) on 230 μm MMS, c sand produced with M-1 on 225 μm WWS, d sand produced with B77 on 225 μm WWS  Reservoir sand,
Reservoir sand,  Outcrop sand (LPSA),
Outcrop sand (LPSA),  Outcrop sand (sieve),
Outcrop sand (sieve),  Crushed silica sand (Ballard et al. 2016)
Crushed silica sand (Ballard et al. 2016)
The pressure profiles reveal the most significant differences between the reservoir sand and the simulations. The LPSA simulations in the slurry trials exhibited the highest pressure increase in the two slurry trials. Some tests displayed signs of clogging when using crushed silica sand. Generally, the reservoir sand resulted in the lowest pressure gradients, with only one instance showing a lower pressure when using the simulated sieve. A compression of pressure build-up is presented in Table 5.
The analysis of SRT studies indicates that finer and poorly sorted sand increases the quantity of sand produced. Increasing the flow rate raises the pressure and subsequently increases the fines produced (Wu et al. 2016b). This, in turn, reduces the screen’s retention capacity. Furthermore, the PSD of the sand plays a critical role in determining the quantity of sand produced. As the size of the sand particles increases, the amount of sand passing through the screen decreases until further increases in size have an insignificant effect on the quantity of sand passing through the screen (Ballard and Beare 2012). Moreover, the flow rate is a critical factor affecting pressure. Previous research has shown that an increased flow rate leads to higher pressure, indirectly resulting in greater sand production (Hodge et al. 2002). The summary of the variables’ effects on sand retention and plugging demonstrates that the pressure drop across a sieve is due to nonlinear turbulent flow (Fischer et al. 2016; Fischer and Hamby 2018). When the flow is stable, the pressure drops across the formation, and the screen performance can increase significantly depending on the formation’s permeability (Hodge et al. 2002). Therefore, a smaller void size results in a higher pressure gradient, indirectly reducing sand production (Ballard et al. 1999). Fine-grained, low-permeability sand leads to a significant increase in pressure. Consequently, well-sorted, low-UC sand minimizes pressure build-up, thereby reducing the quantity of sand produced (Gillespie et al. 2000). Increased flow rates elevate pressure, leading to increased fines produced through the screen (Mahmoudi et al. 2015). It has been found that non-uniform sand with high sorting coefficients causes higher pressure gradients (Ballard and Beare 2006).
Failure of screen due to erosion and ways to overcome screen failure
It is important to consider erosion as a factor in screen maintenance and reinstallation, which can be both costly and challenging. Typically, screen openings are designed to be smaller than the gravel to retain sand in the annulus. However, the existing screens have proven to be unreliable due to evident screen erosion, as depicted in Fig. 18a, b. The images illustrate that erosion initiated and progressed rapidly on the surface of the screen’s wires. Furthermore, it has been observed that the erosion of MMS increases with an increase in particle size. The erosion rate exhibits an exponential relationship with particle size. The erosion process has been investigated with two different standoff types known as radial wire standoff and ring-type standoff; the ring-type standoff is illustrated in Fig. 18a. It was noticed that the process of erosion began and progressed rapidly on the surface of the screen’s wires. Generally, specific erosion in the screen coupon decreased with an increasing standoff distance. Both radial wire standoff and ring-type standoff geometries were investigated in base pipe coupons (McKeon et al. 2017). The study found that specific erosion in the screen coupon decreased with an increasing standoff distance; however, erosion was slightly less pronounced when compared to the ring-type standoff geometry. It is also important to note that merely increasing the height of the axial rib wires is not sufficient to reduce erosion damage to a WWS. An increased standoff height must be combined with a means to allow flow communication between the axial rib wires and the surface of the base pipe (McKeon et al. 2017).

Erosion in different types of sand screens, a erosion test via base pipe coupon with radial wire standoff and ring-type standoff (Fluid: Water, Geometry: Circular coupon) adopted from (McKeon 2017), b Metal wire mesh (MWM) erosion test via circular sheet (Fluid: Oil, Geometry: Circular Sheet) adopted from (Deng et al. 2019a, b)
The erosion rate of single-layer MMS significantly increases with rising oil velocity, indicating that selecting an appropriate production rate in the oilfield can extend the life of the MMS. Additionally, the wear of the single-layer MMS increases linearly with an increase in production pressure differences. Therefore, production pressure differences should be properly adjusted to reduce screen erosion in the production process (Deng et al. 2019a, b). This study employed a circular sheet, as shown in Fig. 18b, and it demonstrates that MMS erosion increases with an increase in particle size. The erosion process begins to decline after reaching a maximum value, and the erosion rate shows an exponential relationship with particle size (Deng et al. 2019a, b). Another study found that high-velocity fines can cause screen erosion. A screen may partially fail but still become packed (Hamid and Ali 1997). In an experimental setup designed to investigate screen erosion, it was determined that below a critical speed of 70 m/sec, the screen does not erode. Beyond this critical speed, erosion increases linearly. Poorly sorted sand showed more damage than well-sorted sand. Beyond the critical velocity, screen erosion increases linearly with fluid velocity (Kumar et al. 2018). Erosion wear grows with particle size. Another setup used to investigate erosion found that the speed of erosive wear decreases as the particle size increases (Kanesan et al. 2019). Another experimental investigation discovered that the rate of erosion increases with fluid velocity. An erosion angle between 30° and 60° can lead to higher erosion rates than other angles (Zhou and Sun 2016).
To prevent early failures, it is crucial that the screen retains sand effectively and has a low rate of pressure build-up. Additionally, the foam clean-up program and the completion method must ensure minimal plugging of the screen during deployment and the commencement of well production (Khan and Pao 2013, 2014; Pao et al. 2015). In open annulus applications, the risk of premature failures of conventional well screens (CWS) can be reduced by incorporating zonal isolation and autonomous inflow control devices (AICDs) to regulate the flow rate and evenly distribute it along the wellbore (Khan et al. 2024). When the borehole immediately collapses, zonal isolation may not be necessary. An expandable screen typically carries the lowest risk of premature erosion failure because the borehole undergoes minimal disturbance during the drilling and completion processes, and the ingress of fines into the near-wellbore area is minimized, except when facing high-pressure water cut situations. Tracers or fiber optics, which effectively monitor a well’s operating conditions, can also minimize the risk of erosion. This is contingent on making swift decisions to reduce production in case of a sudden production decline, an unacceptable increase in drawdown, or a significant rise in water content (George and Colin 2009). Erosion of screens is typically not a concern under most flow conditions, except when completion damage or poor completion design results in highly localized velocities exceeding 0.30 m/s. Screen design significantly affects erosion resistance. Screens with better flow performance minimize localized erosion areas and have longer service lives (Procyk et al. 2015). When drilling into reservoirs and exploring for oil and gas, changes in stresses due to the redistribution of stresses in the formation can often lead to rock failure, triggering sand production. Therefore, fluid rheology should be considered when operating under different reservoir pressures (Khan et al. 2022).
Furthermore, the issues of erosion and plugging can be addressed by altering material properties. Geotextiles have been found to be suitable as filter media and have been utilized in various applications, including coastal engineering (Pilarczyk 1996), soil filtration (Williams and Abouzakhm 1989; Nahlawi et al. 2007), and irrigation wells (Wilson and Hopkins 2001). Geotextiles are also used as filter screen material in irrigation wells. However, based on a literature review, there is limited research exploring the use of geotextiles in down-hole applications. One study investigated the chemical resistance and temperature stability of geotextiles as down-hole screen filter media (Ismail et al. 2018). The study found that two types of geotextiles, polypropylene, and polyester samples, did not deform after being heated to temperatures ranging from 65.6 to 103.9 °C. In addition, SEM images of geotextile samples from the immersion test showed that both polypropylene and polyester samples remained unchanged after coming into contact with crude oil for 1–5 days at room temperature. However, the study did not include experimental work to evaluate the effect of geotextiles in a proper sand control test, such as the SRT. Therefore, further research is needed to explore the application of geotextiles in enhancing sand screen performance in sand filtration. Recently, ceramic sand screens have been employed in a high-flow gas well in Norway to withstand the substantial erosion expected during production (Barth et al. 2022). A sand pack study using screen coupons demonstrated that narrower openings were more prone to plugging than wider slots for both WWS and SLS. It is worth noting that the accumulation of fines near the screen leads to high pore plugging when a conservative aperture is used for WWS and SLS. However, a test coupon with larger openings than the industry practice resulted in excessive sand production. Linear flow tests appear to be more conservative, as their results indicate higher sand production and lower retained permeability compared to radial flow tests (Fattahpour et al. 2021). A deep learning model has been carried to conclude findings based on the SRT test (Razak et al. 2021), further optimization can be achieved for future research by including more observations.
SRT summary
It has been suggested that the selection of SAS should primarily be based on their sand retention performance, with the final choice being determined by their flow capacity. An analysis of formation particle size data should be conducted to select the formations for SRT. These formations should represent the full range of sand distributions expected in the target completion. One of the primary objectives of conducting laboratory SRT is to assess the screen’s ability to retain sand under various conditions, considering different mesh sizes. After identifying the best screen, further experiments are needed to account for varying water cuts, viscosity, and sand weight. Since there are limitations in the existing setup, improvements are necessary. One approach could be to ensure slurry stability by using glycol or installing a disperser to maintain slurry stability during injection. Moreover, in advancing the SRT cell, multiple pressure sensors should be installed along the cell to measure pressure values across the slurry cell accurately. Additionally, a sand retention system should be capable of evaluating sand production within a sand pack under high confinement conditions.
Problem associated with screens and existing methods
In existing SRT, a significant issue is the adoption of fluid flow velocities in some laboratories that are one to two orders of magnitude higher than what is typically expected in the field. Such high fluid flow velocities may magnify differences in screen performance that might not be evident under actual field conditions. On the other hand, very low fluid velocities can introduce their challenges. For example, large sand particles may settle out of the liquid flow stream and reach the screen sooner than expected. As a result, the PSD reaching the screen early in a sand retention test may not accurately represent the sand’s true PSD. Therefore, it is essential to identify appropriate fluid flow velocities that mitigate the issues associated with high and low flow rates. Usually, the grain size distribution within a sandstone reservoir can be heterogeneous, meaning that different layers or regions of the reservoir may have different predominant grain sizes. The formation sands to be tested should be representative of those found in the entirety of the wellbore. The test sands should not be “cherry-picked” nor limited to the “best” (largest, most uniform) sands nor the “worst” (smallest, most non-uniform) sands. Instead, the sands chosen for testing should represent the entirety of the sand distributions found in the target completion. The problems of sand screen failure include collapse due to sand flow and formation stresses, respectively. Moreover, the jamming in the screen occurs due to a sudden increment of fines production or improper Well clean-up before screen installation. Jamming phenomena need to be explored further, which is essential in the sand control design. Jamming occurs when a continuous flow of particles runs through an opening simultaneously. Next-generation anti plugging sand screens and filters are needed to design with enhanced materials and configurations to improve sand control effectiveness while minimizing pressure drop and flow restrictions.
Best industry practices for SRT
Sand retention depends on both sand size and the screen’s opening. For effective retention, the sand should be larger than the screen’s openings. If the sand is smaller, retention becomes less likely. The PSD plays a critical role in screen plugging. Typically, fine-grained sand tends to cause the initial clogging. Larger particles remain on the screen, while the finer ones pass through the openings because they are smaller than the aperture. Therefore, the slot width and the sand’s PSD influence sand retention on a screen. It’s crucial to choose an appropriate slot width, ideally about 2.5 times larger than the diameter of the finest particles. Accurate measurement of PSD is vital in sand control design. This article delves into a comprehensive analysis of past sand retention test setups, their contributions to characterizing sand screens, and the parameters used to determine the outcomes. It also explores how sand characteristics affect screen selection criteria and proposes improvements in sand retention test designs. Finally, this review outlines a procedure for studying the impact of different particle sizes on screen erosion and clogging.
-
The primary objective of sand retention testing is to assess the performance of different sand screen options in the context of sand control. The purpose is to investigate screen plugging through SRT using uniform and non-uniform reservoir sands. Choosing the right screen is crucial to ensure that the screen’s aperture is neither too small, which could restrict production, nor too large, which might result in excessive sand production. Additionally, depending on the specific reservoir and wellbore conditions, selecting the appropriate screen type and aperture size is essential.
-
The SRT enables operators to choose the most suitable sand screen for their specific well conditions. In the laboratory, the sand control performance of a screen can be evaluated in terms of flow capacity and its resistance to structural deterioration. The goal of any screen selection process is to identify the optimal screen for a given reservoir, ensuring effective solids control with minimal impact on well productivity. This provides operators with the necessary data to select an efficient sand control system by aligning the evaluation method with the specific wellbore environment of the completion. Flow rate, along with stress magnitude, also plays a crucial role in sand production. Preliminary SRT results for SAGD suggest that using 0.010-inch slots is a viable option without significantly compromising lab-scale permeability. This justifies the industry’s preference for smaller aperture slotted liners in steam-assisted gravity drainage injector completions.
-
The sand control test involves using specific samples of formation material, often referred to as cores. Selecting the right formation sands for laboratory sand control tests is of paramount importance. It’s crucial that the formation sands chosen for testing are representative of those found throughout the entire wellbore. This means that the test sands should not be handpicked or limited to just the “best” sands (those that are the largest and most uniform) or the “worst” sands (the smallest and most uneven). Instead, the sands selected for testing should accurately represent the entire sand distribution within the target completion. This approach maximizes the likelihood of success for the testing program and the overall completion. Exclusively selecting the “best” sands can lead to incorrect sand control choices, so it’s essential to consider all available particle size data. Additionally, the mechanical properties of the rock are critical when determining the mesh size and strength of the screen. Field cases have shown that sand control is often needed in formations with weak rocks and high tectonic stresses. To assess the strength of the rock, a series of multi-stage tri-axial tests can be conducted on core samples retrieved from assessment wells in specific areas.
-
The test is conducted under reservoir conditions with the following objectives: (1) Determining the optimal slot or mesh size from permeability measurement data. (2) Measuring the permeability of the screen sample (coupon), the permeability of the screen sample with a sand pack, and the residual permeability of the screen sample after removing the sand pack. (3) Measuring particles’ size and mass concentration passing through the screen sample. 4) Performing the SRT test on coupons at a constant differential pressure using a viscous fluid and core to simulate rapid reservoir failure scenarios.
Way forward and future research directions for improvement
It is recommended to conduct sand slurry and sand pack tests under conditions closely resembling those of the reservoir, including flow, pressure, and formation sand. These tests detect sand control failures by measuring pressure drop and sand production. To account for random variations, tests should be repeated under the same conditions, as well as across low, medium, and high ranges of pressure, flow, and sand particle size since these parameters can change over time. After identifying the best screen, a series of experiments should be conducted to assess performance under different water cuts, viscosities, and sand weights. The existing setup has limitations, including discontinuous slurry injection. To address this, a stable slurry can be formed using glycol or by installing a disperser near the slurry injection point to maintain stability during injection. Furthermore, in advancing the SRT cell, the installation of multiple pressure sensors along the cell is essential for accurate pressure measurements across the slurry cell.
After conducting a sand retention test with a coupon, it is important to perform a confirmation test to assess sand screen performance under radial flow conditions. This verification is essential to confirm sand retention and clogging performance, as conventional SRT tests are primarily based on linear flow scenarios. Radial flow conditions can lead to different plugging behaviors in sand screens. Therefore, the final screen selection should be validated through full-scale sand retention tests conducted under radial flow conditions. Some existing full-scale sand control systems operate under radial flow, but they have limitations, including limited pressure resistance. Radial flow scenarios tend to result in higher pressure drops compared to linear flow situations, leading to increased sand production. Consequently, it is crucial to compare sand production results obtained from both the SRT (linear) and full-scale SRT (radial) experiments to understand how different behaviors flow impact the performance of sand screens. Existing full-scale SRT systems also have limitations. They often struggle to provide uniform injection due to a limited number of fluid ports, which can affect uneven flow distribution. The injection of sand in terms of nozzle will disturb the flow so actual sand retained will be less because of high turbulence intensity from various nozzles. Therefore, actual flow condition of a well can be achieved by homogenous showerhead type injections all around the radial screen as achieved a shower injection in an experimental study (Bouziane et al. 2021). Existing systems with only two or four injection ports do not adequately represent radial flow; the flow becomes turbulent and nozzle like injection is far away from real condition of well. Therefore, SRT with linear flow is better and closer to real condition. To verify the retention performance of screen, both tests are better, so a new full-scale retention system should include flow directions for both linear and radial flows along the screen coupon and actual sand screen, ensuring a more accurate representation of field conditions. In conclusion, standardized procedures for SRTs are needed since each study tends to use different methods to simulate wellbore conditions. This comprehensive review article outlines existing SRT setups and procedures for assessing sand production and screen permeability. It also highlights the limitations of existing SRT methods, suggesting that a modified SRT, a novel approach, should be considered for evaluating sand screens tailored to specific field conditions.
Conclusions
This review paper discusses various methods for sand control and screen performance testing in well design and their suitability for specific well environments. The literature review has yielded several key findings that should be considered for effective sand management:
-
An SRT, involving the injection of sand slurry, is influenced by factors such as the quality of the sand, injection pressure, slurry concentration, and reservoir properties.
-
A SASs, including wire-wrapped, metal mesh, and premium screens, are cost-effective options for sand control. Regardless of the screen type, it is crucial to select high-quality materials and to design screens that resist damage and erosion. Establishing a proper procedure to achieve natural packing behind the screen can protect it from damage.
-
Successful screen operation depends on geological factors, operational fluids, wellbore conditions, and installation methods.
-
The analysis indicates that finer and poorly sorted sand increases sand production. Higher flow rates lead to elevated pressure and greater fines production, decreasing the screen’s retention capacity. The sand’s PSD plays a critical role in determining sand production. As sand size increases, the quantity passing through the screen decreases, with size increases eventually having an insignificant effect on sand passage.
-
The choice of fluid medium affects sand dispersion, with brine being more dispersive than methanol and leading to over four times more sand production. Commercial laboratories often use oil for sand retention testing, but its retention rate is almost 30 times higher than brine. This suggests that oil may not fully disperse the sand pack, especially the finer particles, resulting in sand bypassing and not being washed away.
-
Many existing sand retention systems incorporate slurry tests to investigate sand-plugging mechanisms in the screen. However, it’s essential to conduct sand pack tests that closely mimic reservoir conditions to measure screen performance accurately.
-
It is found that PMS exhibits the best retention capacity, followed by MMS and WWS, as determined by the results of the SRT.
-
The potential of enhancing sand retention through the addition of a geotextile layer to existing sand screens should be explored.
-
The critical factor affecting screen-specific wear rates is the aperture velocity ratio. Wear rates vary by a factor of about 2 with changing velocity. Specific wear rates also depend on sand concentration and the relative size of the particles that pass through. Viscous fluids result in lower wear rates, making water tests more suitable for evaluating specific wear. Furthermore, screen design plays a crucial role in erosion resistance, with screens featuring better flow performance, minimizing local erosion, and having longer service lives.
In conclusion, these findings provide valuable insights into sand control and screen performance testing, emphasizing the need for considering various factors to enhance sand management and ensure effective well design.
Abbreviations
- CDD:
-
Constant draw down
- CFR:
-
Constant flow rate
- ESS:
-
Expandable sand screen
- LPSA:
-
Laser particle size analyzer
- MMS:
-
Metal mesh screen
- MWM:
-
Metal wire mesh
- PSD:
-
Particle size distribution
- PMS:
-
Premium mesh screen
- SAGD:
-
Steam-assisted gravity drainage
- SAS:
-
Standalone screen
- SC:
-
Sorting coefficient
- SLS:
-
Slotted liner screen
- UC:
-
Uniformity coefficient
- WWS:
-
Wire-wrapped screen
- C :
-
Concentration of solids by weight %
- d 50 :
-
Median size or mass at which finer grain makes up, by weight, 50% of the sample
- d 84/ d 16 :
-
Particle sizes in which 84% and 16% of the sample’s weight are finer
- \({\rho }_{{\text{slurry}}}\) :
-
Density of slurry
- τ :
-
Particle relaxation time
- Φ :
-
Internal friction
- \(\mu\) :
-
Median diameter
- \(\sigma\) :
-
Standard deviation of particle diameter
- U :
-
Velocity of fluid
References
Abbasy I (2021) Technology focus: sand management (2021). J Petrol Technol 73(10):67–67
Abduljabbar A, Mohyaldinn ME, Younis O, Alghurabi A, Alakbari FS (2022) Erosion of sand screens by solid particles: a review of experimental investigations. J Petrol Explor Prod Technol 12(8):2329–2345
Abdullah AH, Ridha S, Mohshim DF, Yusuf M, Kamyab H, Krishna S, Maoinser MA (2022) A comprehensive review of nanoparticles in water-based drilling fluids on wellbore stability. Chemosphere 308:136274
Abou-Kassem AJ, Sidahmed A, Kotb O, Haftani M, Nouri A (2022) Integrated wellbore-reservoir simulations to design sand retention tests for flowback scenarios in SAGD injection wells. J Pet Sci Eng 208:109307
Adams PR, Davis ER, Hodge RM, Burton RC, Ledlow L, Procyk AD, Crissman SC (2009) Current state of the premium screen industry: buyer beware, methodical testing and qualification shows you don’t always get what you paid for. SPE Drill Complet 24:362–372
Ahad NA, Jami M, Tyson S (2020) A review of experimental studies on sand screen selection for unconsolidated sandstone reservoirs. J Pet Explor Prod Technol 10(4):1675–1688
Ballard T, Beare S (2003) Media sizing for premium sand screens: Dutch twill weaves. In: SPE European formation damage conference, SPE-82244-MS
Ballard T, Beare SP (2006) Sand retention testing: the more you do, the worse it gets. In: SPE International symposium and exhibition on formation damage control, SPE-98308-MS.
Ballard T, Beare S (2012) An investigation of sand retention testing with a view to developing better guidelines for screen selection. In: SPE international symposium and exhibition on formation damage control, SPE-151768-MS
Ballard T, Kageson-Loe N, Mathisen AM (1999) The development and application of a method for the evaluation of sand screens. In: SPE European formation damage conference, SPE-54745-MS
Ballard T, Beare S, Wigg N (2016) Sand retention testing: reservoir sand or simulated sand-does it matter? In: SPE international conference and exhibition on formation damage control, SPE-178966-MS
Barth P, Zimmermann-Ptacek J, Saeby J, Hicking S, Xu H, La Pointe M, Kamsvag T, Brysch JM, Gutierrez LG, Jackson RS (2022) Determining ceramic sand screen operational envelop and service lifetime prediction model. In: Offshore technology conference, OTC-31896-MS
Bennion DB, Gupta S, Gittins S, Hollies D (2009) Protocols for slotted liner design for optimum SAGD operation. J Can Pet Technol 48(11):21–26
Bouziane M, Bertoldi AE, Hendrick P, Lefebvre M (2021) Experimental investigation of the axial oxidizer injectors geometry on a 1-kN paraffin-fueled hybrid rocket motor. Fire Phys Chem 1(4):231–243
Carpenter C (2016) Factors governing the performance of multilayered metal-mesh screens. J Petrol Technol 68(10):79–80
Chanpura RA, Hodge RM, Andrews JS, Toffanin EP, Moen T, Parlar M (2011) A review of screen selection for standalone applications and a new methodology. SPE Drill Complet 26(1):84–95
Chanpura RA, Mondal S, Andrews JS, Mathisen AM, Ayoub JA, Parlar M, Sharma MM (2013) New analytical and statistical approach for estimating and analyzing sand production through plain square-mesh screens during a sand-retention test. SPE Drill Complet 28(2):135–147
Chanpura RA, Hodge RM, Andrews JS, Toffanin EP, Moen T, Parlar M (2010) State of the art screen selection for standalone screen applications. In: SPE international symposium and exhibition on formation damage control, SPE-127931-MS
Coberly C (1937) Selection of screen openings for unconsolidated sands. In: Drilling and production practice
Constien VG, Skidmore V (2006) Standalone screen selection using performance mastercurves. In: SPE international symposium and exhibition on formation damage control, Lafayette, SPE-98363-MS
Deng F, Deng J, Yan W, Zhu H, Huang L, Chen Z (2013) The influence of fine particles composition on optimal design of sand control in offshore oilfield. J Petrol Explor Prod Technol 3(2):111–118
Deng F, Sun D, Sun J, Wen M, Hu H, Xu Y, Xu S, Wei Y (2019a) Experimental simulation of erosion behavior of monolayer metal screen in sandstone reservoir. Eng Fail Anal 105:255–265
Deng F, Yan C, Jia S, Chen S, Wang L, He L (2019b) Influence of sand production in an unconsolidated sandstone reservoir in a Deepwater gas field. J Energy Resour Technol 141:092904
Devere-Bennett N (2015) Using prepack sand-retention tests (SRT’s) to narrow down liner/screen sizing in SAGD wells. In: SPE thermal well integrity and design symposium, SPE-178443-MS
Dong C, Gao K, Dong S, Shang X, Wu Y, Zhong Y (2017) A new integrated method for comprehensive performance of mechanical sand control screens testing and evaluation. J Petrol Sci Eng 158:775–783
Ehimhen A, Erome U (2014) Optimizing sand control design using sand screen retention testing. In: SPE Nigeria annual international conference and exhibition, SPE-172488-MS
Fattahpour V, Roostaei M, Hosseini SA, Soroush M, Berner K, Mahmoudi M, Al-hadhrami A, Ghalambor A (2021) Experiments with stand-alone sand-screen specimens for thermal projects. SPE Drill Complet 36(1):188–207
Fattahpour V, Azadbakht S, Mahmoudi M, Guo Y, Nouri A, Leitch M (2016) Effect of near wellbore effective stress on the performance of slotted liner completions in SAGD operations, SPE-182507-MS
Fischer C, Constien V, Vining C (2016) Gravel pack sizing criteria-it’s time to re-evaluate. In: SPE international conference and exhibition on formation damage control, SPE-189515-MS
Fischer C, Hamby H (2018) A novel approach to constant flow-rate Sand retention testing. In: SPE international conference and exhibition on formation damage control. SPE-189515-MS
Furgier JN, Viguerie B, Aubry E, Rivet P (2013) Stand alone screens: What key parameters are really important for a successful design? In: SPE European formation damage conference and exhibition, SPE-165170-MS
Gao C, Cai B, Sheng C, Liu Y, Liu K, Khan JA, Shi M, Liu Z, Ji R (2023) Life cycle structural integrity design approach for the components of subsea production system: SCSSV as a case study. IEEE/ASME Trans Mechatron. https://doi.org/10.1109/TMECH.2023.3329831
George C, Colin J (2009) Sand control screen erosion-when are you at risk? SPE 122269:1–10
Gillespie G, Deem CK, Malbrel C (2000) Screen selection for sand control based on laboratory tests. In: SPE Asia pacific oil and gas conference and exhibition, SPE-208563-MS
Guo Y, Roostaei M, Nouri A, Fattahpour V, Mahmoudi M, Jung H (2018) Effect of stress build-up around standalone screens on the screen performance in SAGD wells. J Petrol Sci Eng 171(325–339):0920–4105
Guo Y, Nouri A, Nejadi S (2020) Effect of slot width and density on slotted liner performance in SAGD operations. Energies 13(1):268
Hamid S, Ali S (1997) Causes of sand control screen failures and their remedies. In: SPE European formation damage conference, SPE-38190-MS
Hodge RM, Burton RC, Constien V, Skidmore V (2002) An evaluation method for screen-only and gravel-pack completions. In: International symposium and exhibition on formation damage control, SPE-73772-MS
Hollies D, Wadsworth G, Hariz W (2001) Drilling practices for SAGD wells in the Athabasca oil sands. In: SPE/CIM eighth one-day conference on horizontal well technology, SPE-CIM-1-6-MS
Ismail NI, Kuang S, Yu A (2021) CFD-DEM study of particle-fluid flow and retention performance of sand screen. Powder Technol 378:410–420
Ismail NI, Prakasan A, Herman AP, Hasan ML, Sapari N (2018) Qualitative characterization of geotextile material for downhole application. In: Proceedings of the international conference on industrial engineering and operations management Bandung, Indonesia
Kaiser TMV, Wilson S, Venning LA (2002) Inflow analysis and optimization of slotted liners. SPE Drill Complet 17(04):200–209
Kanesan D, Mohyaldinn ME, Ismail NI, Chandran D, Liang CJ (2019) An experimental study on the erosion of stainless steel wire mesh sand screen using sand blasting technique. J Nat Gas Sci Eng 65:267–274
Khamehchi E, Reisi E (2015) Sand production prediction using ratio of shear modulus to bulk compressibility (case study). Egypt J Pet 24(2):113–118
Khan JA, Pao WK (2013) Fill removal with foam in horizontal well cleaning in coiled tubing. Res J Appl Sci Eng Technol 14:2655–2661
Khan JA, Pao WK (2014) Effect of different qualities of foam on fill particle transport in horizontal well cleanup operation using coiled tubing. Adv Mater Res. https://doi.org/10.4028/www.scientific.net/AMR.903.39
Khan JA, Irawan S, Dan IBM, Cai B (2022) Determining the difference of kick tolerance with single bubble and dynamic multiphase models: evaluation of well-control with water/synthetic based muds. Ain Shams Eng J 13(4):101678
Khan JA, Cai B, Zhang Y, Zainal AZB, Shao X, Wang C, Maoinser MAB (2024) Smart standalone screen completion strategy for sand control by balancing fluid influx: a review on sand retention for screen selection, acoustic sand leak detection and sand removal methods from subsurface to surface. Powder Technol 436:119477
Kotb O, Haftani M, Nouri A (2021) An Investigation into current sand control testing practices for steam assisted gravity drainage production wells. Eng 2(4):435–453
Kumar D, Malbrel C, Xu Z (2018) Erosion resistance of sand screens in gas wells. In: SPE Asia pacific oil and gas conference and exhibition, SPE-192001-MS
Larsen OS, Fjellstad V, Mathisen AM, Andrews JS, Joranson H, Aas B (2012) New sand retention test setup exhibits no plugging tendencies with various screen types using nonuniform test sand. In: SPE international symposium and exhibition on formation damage control, SPE-151346-MS
Linden T, Fischer C (2022) A comprehensive review of sand retention test methods and data analysis with a focus of application. In: SPE international conference and exhibition on formation damage control, SPE-208845-MS
Ma C, Feng Y, Deng J, Wang W, Li S, Chu M, Gui Y (2021) Experimental investigation of the plugging mechanisms of non-consolidated prepacked gravel screens. Int J Hydrogen Energy 46(70):34638–34651
Madadizadeh A, Sadeghein A, Riahi S (2022a) A comparison of different nanoparticles’ effect on fine migration by low salinity water injection for oil recovery: introducing an optimum condition. J Energy Res Technol 144(1):013005
Madadizadeh A, Sadeghein A, Riahi S (2022b) Effects of nanosilica on fine migration and location distribution of blockage at different pH and temperatures: modelling and experimental studies. Can J Chem Eng 100(10):2881–2893
Madadizadeh A, Sadeghein A, Riahi S (2022c) The use of nanotechnology to prevent and mitigate fine migration: a comprehensive review. Rev Chem Eng 38(1):1–16
Mahmoudi M, Fattahpour V, Nouri A, Yao T, Baudet BA, Leitch M (2015) Oil sand characterization for standalone screen design and large-scale laboratory testing for thermal operations. In: SPE thermal well integrity and design symposium, SPE-178470-MS
Mahmoudi M, Fattahpour V, Nouri A, Leitch M (2016a) An experimental investigation of the effect of ph and salinity on sand control performance for heavy oil thermal production, SPE-180756-MS
Mahmoudi M, Fattahpour V, Nouri A, Rasool S, Leitch M (2016b) The effect of slot width and density on fines migration and production in SAGD operations. In: World heavy oil congress, Calgary
Mahmoudi M, Fattahpour V, Nouri A, Yao T, Baudet BA, Leitch M, Fermaniuk B (2016c) New criteria for slotted liner design for heavy oil thermal production. In: SPE thermal well integrity and design symposium, Baniff, SPE-182511-MS
Mahmoudi M, Fattahpour V, Nouri A, Leitch M (2017) An experimental evaluation of pore plugging and permeability reduction near SAGD sand control liners, SPE-184999-MS
Mahmoudi M, Nejadi S, Roostaei M, Olsen J, Fattahpour V, Lange CF, Zhu D, Fermaniuk B, Nouri A (2017) Design optimization of slotted liner completions in horizontal wells: an analytical skin factor model verified by computational fluid dynamics and experimental sand retention tests, SPE-188167-MS
Mahmoudi M, Roostaei M, Fattahpour V, Uzcatequi A, Cyre J, Sutton C, Fermaniuk B (2018). Standalone sand control failure: the role of wellbore and near wellbore hydro-thermo-chemical phenomenon on the plugging and the flow performance impairments of the standalone sand screen, SPE-193355-MS
Markestad P, Christie O, Espedal A, Rørvik O (1996). Selection of screen slot width to prevent plugging and sand production. In: SPE formation damage control symposium, SPE-37305-MS
Matanovic D, Cikes M, Moslavac B (2012) Sand control in well construction and operation. Springer Science and Business Media, Berlin
Mathisen AM, Aastveit GL, Alteraas E (2007) Successful installation of stand alone sand screen in more than 200 wells-the importance of screen selection process and fluid qualification. In: European Formation Damage Conference, SPE-107539-MS
McKeon CD, Nelson SM, Gallo F, Mayer C (2017) Impact of screen geometry on erosional resistance of direct wire-wrap screens. In: SPE annual technical conference and exhibition, SPE-187089-MS
Nahlawi H, Bouazza A, Kodikara JK (2007) Surface water infiltration in a 1-dimensional soil-geotextile column. In: Australia New Zealand Geomechanics Conference, Australian Geomechanics Society
Ochmann L, Joseph R (2021) Development of a sand retention test set-up focusing on the measurement of produced sand
Oyeneyin B (2015) Integrated sand management for effective hydrocarbon flow assurance. Newnes
Pallares JDM, Wang C, Haftani M, Nouri A (2023) Aperture design optimization of wire-wrapped screens for SAGD production wells. Eng 4(2):1058–1070
Pao W, Khan JA, Ofei TN, Irawan S (2015) Fill removal from horizontal wellbore using foam in different coiled tubing/annulus diameter ratios. Int J Oil Gas Coal Technol 9(2):129–147
Pilarczyk KW (1996) Geotextile systems in coastal engineering-an overview. Coast Eng Proc.
Procyk A, Gou X, Marti SK, Burton RC, Knefel M, Dreschers D, Wiegmann A, Cheng L, Glatt E (2015) Sand control screen erosion: prediction and avoidance. In: SPE annual technical conference and exhibition, SPE-174837-MS
Razak NN, Abdulkadir SJ, Maoinser MA, Shaffee SN, Ragab MG (2021) One-dimensional convolutional neural network with adaptive moment estimation for modelling of the sand retention test. Appl Sci 11(9):3802
Romanova UG, Gillespie G, Sladic J, Ma T, Solvoll TA, Andrews JS (2014) A comparative study of wire wrapped screens versus slotted liners for steam assisted gravity drainage operations
Saghandali F, BaghbanSalehi M, Hosseinzadehsemnani R, Moghanloo RG, Taghikhani V (2022) A review on chemical sand production control techniques in oil reservoirs. Energy Fuels. https://doi.org/10.1021/acs.energyfuels.2c00700
Salahi A, Dehghan AN, Sheikhzakariaee SJ, Davarpanah A (2021) Sand production control mechanisms during oil well production and construction. Pet Res 6(4):361–367
Underdown DR, Hopkins S (2008) Design and implementation of retention/filtration media for sand control. SPE Drill Complet 23(03):235–241
Wang X (2018) Technology focus: sand management and sand control (October 2018). J Petrol Technol 70(10):70–70
Wang C, Haftani M, David Montero Pallares J, Nouri A (2020a) An improved set of design criteria for slotted liners in steam assisted gravity drainage operation. Energies 13(21):5685
Wang C, Pallares JDM, Haftani M, Nouri A (2020b) Developing a methodology to characterize formation damage (pore plugging) due to fines migration in sand control tests. J Petrol Sci Eng 186(106793):100920–104105
Williams ND, Abouzakhm MA (1989) Evaluation of geotextile/soil filtration characteristics using the hydraulic conductivity ratio analysis. Geotext Geomembr 8(1):1–26
Williams C, Richard B, Horner D (2006) A new sizing criteria for conformable and nonconformable sand screens based on uniform pore structure. In: Paper SPE 98235 presented at international symposium and exhibition on formation damage control, Lafayette, Louisiana, SPE-98235-MS
Wilson J, Hopkins S (2001) Geotextile artificial habitats in aquaculture. Geotech Fabr Rep 19(8):34–35
Woiceshyn GE, Toffanin EP, Xie J, Wagg B, Fan C (2008) Mechanical evaluation of a new premium screen for SAGD applications. In: International thermal operations and heavy oil symposium, SPE-117486-MS
Wu B, Lupton G, Barton T, Denke R, Wong C, Feng Y, Boulanger J, Choi S (2016) Development of a novel sand retention cell. In: SPE Asia pacific oil and gas conference and exhibition, SPE-182494-MS
Wu B, Choi SK, Feng Y, Denke R, Barton T, Wong CY, Boulanger J, Yang W, Lim S, Zamberi M, Shaffee S (2016) Evaluating sand screen performance using improved sand retention test and numerical modelling. In: Offshore technology conference Asia, OTC-26434-MS
Xiang W, Wang P (2003) Application of Bridging theory on Saucier gravel to examine the sand control effect. In: SPE Asia pacific oil and gas conference and exhibition, SPE-80450-MS
Xie J (2015) Slotted liner design optimization for sand control in SAGD wells, SPE-178457-MS
Zainal AZ, Khan JA, Maoinser MA (2022) CFD-DEM validation of sand retention testing. In: International conference on renewable energy and e-mobility, Springer
Zhou S, Sun F (2016) Sand production management for unconsolidated sandstone reservoirs. John Wiley & Sons, Wiley
Zimmermann JH, Haftani M, Wang C, Salimi M, Nouri A (2022) A novel laboratory technique for open-hole gravel-pack design. J Pet Sci Eng 215:110713
Acknowledgements
We acknowledge Malaysia-Thailand Joint Authority (MTJA), grant number 015ME0-288 awarded to carry out sand retention research and literature review. The research is supported by Center of Research Enhanced Oil Recovery (COREOR), Institute of Hydrocarbon Recovery (IHR) at Universiti Teknologi PETRONAS. This research work is also supported by the National Key Research and Development Program of China (No. 2019YFE0105100).
Funding
The research received the funding from Malaysia-Thailand Joint Authority (MTJA), Grant No. 015ME0-288 awarded to carry out sand retention research and literature review.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all the co-authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Khan, J.A., Zainal, A.Z., Idris, K.N. et al. Sand screen selection by sand retention test: a review of factors affecting sand control design. J Petrol Explor Prod Technol (2024). https://doi.org/10.1007/s13202-024-01803-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13202-024-01803-w