
Abstract
The staged and layered fracturing technology plays an important role in unconventional tight reservoirs. And the gas well fracturing and completion integration is the core component to realize the fracturing and completion integration process, which can realize the integration of acid fracturing and later drainage production so as to reduce the secondary pollution to the reservoir. The packer rubber barrel’s performance directly affects the long-term effective sealing reliability itself in high temperature and high pressure environment. In this paper, the constitutive model of rubber tested from high temperature and high pressure curing kettle to simulate the high-temperature and highly corrosive environment of the formation. On this basis, the structure of the packer’s shoulder and the protective ring of the rubber barrels are optimized through Abaqus to reduce its stress failure under high pressure, and its corrosion resistance is improved by improving the rubber material. The sealing performance of the packer rubber cylinder under the field underground requirements is tested through laboratory evaluation test and field test. The results show that the protective ring and rubber tube shoulder at 30° angle are a reasonable result of optimization, and the optimized packer can meet the requirements of 154 °C temperature resistance, 79 MPa pressure bearing and long-term effective sealing. The successful development of packer rubber and the integrated analysis process can lay a solid foundation for the realization of integrated fracturing and completion process for exploration and development of deep volcanic or carbonate reservoirs.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Packer is widely used in oilfield water injection, oil production, fracturing, well completion, oil testing, log testing and other downhole operations (Sun et al. 2017; Liu et al. 2018; Lo et al. 2014; Zhou et al. 2018; Tong et al. 2018; Dong et al. 2021; Kao et al. 2020; Guo et al. 2020; Deng et al. 2020; Cheng et al. 2021; Franquet et al. 2019; Ishii 2020). The key structure of packer is super-elastic rubber tube with sealing function, which is adopted to achieve annular seal between tubing and casing and isolate production layer (Dong et al. 2020a, b; Yue et al. 2020; Zheng et al. 2021). At present, the commonly used rubber materials are mainly butadiene rubber and fluorine rubber (Chen et al. 2019; Dong et al. 2020a, b; Zhu et al. 2017b). According to the different requirements of working temperature (Zhu et al. 2017a; Zhang et al. 2021), pressure-bearing and gas immersion resistance, the application field and range are different.
The lithology and structure of deep volcanic gas reservoir in Daqing in China are complex, and the reservoir is characterized by low porosity, low permeability and strong heterogeneity (Liu et al. 2022; Han et al. 2023; Zhang et al. 2020; Wang et al. 2019; Li et al. 2023). The production capacity is low for single well in the study block, and most of them need large amount of sand and injection of fracturing before putting into production, which also results in a substantial increase in cost. The deep layer of Xushen gas field in China mainly adopts the way of fracturing in advance and then replacing the production completion string, which further increases the well construction cost.
Due to the characteristics of high temperature, high pressure and strong corrosivity of deep reservoir, the packing element elastomer of packer is confronted with extreme challenge. Nitrile (NBR) commonly adopted exhibits largely strength decreasing (> 100 °C). Hydrogenated Nitrile (HNBR), Fluorine rubber (FKM), Perfluoroelastomer (FFKM) or other polymers have been considered as alternatives to NBR for mechanical-set packers owing to the high heat resistance (Doane et al. 2012; Ren et al. 2012). Stress concentration is an important reason for the failure of the rubber barrel components of the packer (Dong et al. 2020a, b), and then, a novel dual cup packer concept was designed to achieve good sealing performance (Adan et al. 2016; Whaley et al. 2012). In addition, some shoulder ring structures were designed to protect the packer from stress concentration (Hu et al. 2017). High temperature and sulfur/CO2 corrosion are another important factors causing packer failure (Yue et al. 2021; Zhu et al. 2017a; Tong et al. 2019; Offenbacher et al. 2015; He et al. 2016; Liu et al., 2023a, b). Therefore, structural optimizations and rubber barrel material improvement are important means to improve the performance of the packer, which is of great significance to meet the site requirements (Ashena et al. 2021; Pervez et al. 2021; Zeinalabideen et al. 2021). Overall, based on the current research status at home and abroad, there are few reports on the research of completion tools for volcanic gas reservoirs. In addition, most packers only consider structural optimization or rubber material optimization and rarely optimize the design of packers based on the combined effects of the structure and rubber material. This article is of great significance for the efficient development of high temperature and high corrosion volcanic rock formations.
In order to further reduce the cost of exploratory well construction and avoid the secondary pollution of reservoir, the research on the integrated fracturing production technology is carried out, and the integrated packer as the core tool is studied to realize the technology. During the process of optimization design, the rubber formula was improved, the rubber cylinder shoulder’s structure and protection ring were optimized, and the performance of packer rubber cylinder was continuously improved, which provided theoretical guidance for the development of fracturing and completion integrated packer. The results of laboratory and field tests show that the optimized integrated packer cartridge can effectively seal the oil casing annulus and meet requirements for field operation, which provides an effective completion, fracturing, drainage and production integration tool for the risk exploration wells’ construction in volcanic rock, carbonate reservoirs.
Packer structure for gas well fracturing and completion
Integrated packer
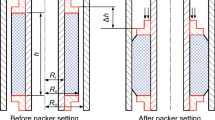
The structure of fracturing and completion integrated packer for gas well is mainly composed of working barrel, anti-wear sleeve, spring claw, central pipe, slip, protective ring, spacer ring, rubber cylinder, protective umbrella, lower joint, etc., as shown in Fig. 1 The processing principle of the fracturing and production integrated packer is that shall be set by pumping water from the surface, when the completion tool reached to the design depth. When the pressure is up to the setting value, the water enters into channel of the central pipe, and the rubber cylinder is compressed, then the slip is anchored to the inner wall of casing.

Structural diagram of vertical well fracturing and completion integrated packer
String structure and working principle
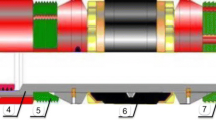
The fracturing and completion integrated string in Fig. 2 is mainly composed of working barrel, fracturing and completion integrated packer, fracturing packer, sand blasting sliding sleeve, ball seat, etc. The fracturing and completion integrated packer is set by hydraulic pressure, the slips are anchored into the casing, and the rubber barrel of the packer seals the annulus of the oil sleeve.

String structure of integrated fracturing and completion
Numerical study of fracturing and completion packer rubber
Material optimization and treatment process of rubber
At present, the commonly used rubber materials mainly include nitrile rubber and fluororubber. In order to improve the performance of rubber materials for integrated packers for gas well fracturing production, the rubber materials are subjected to gas immersion resistance and high temperature resistance treatment. (1) The compound formula of “perfluoroether + nanomaterials” is preferred to prevent gas molecules from entering and rubber cylinder from expanding. (2) Add high-performance and stable resin to solve the oxidation problem of rubber in high-temperature environment. Double vulcanization system is adopted, and the process of subsection vulcanization, step-by-step heating and natural cooling is adopted for treatment. And the fluorosilicon and silico-carbon bonds are mainly introduced into the main molecular chain during the process, as shown in Fig. 3.

The molecular structure change diagram of the material for the rubber cylinder
Rubber constitutive model
A key to improve the performance of packer is to calculate its stress results more accurately to optimize the structure and rubber materials of packer. There are some hyperelastic constitutive models to analyze the hyperelastic behavior of rubber, such as Mooney–Rivlin, Gent and Yeoh. Among them, Mooney–Rivlin model can better characterize the strain energy of incompressible materials in the medium strain range, while not suitable for materials in compression and large strain hardening. Gent model can analyze the strain energy of incompressible materials that undergo hardening during large deformations, which is mainly suitable for thin-walled spheres with internal pressure, rubber with voids, and thin-walled cylindrical tubular objects while not suitable for small and medium strains. The Yeoh model can simulate other deformation mechanical behaviors by simple uniaxial tensile tests, and the strain energy calculated under large deformation conditions is in good agreement with the test results. Therefore, Yeoh model is adopted in this paper to simulating the large deformation of the rubber cylinder. And the strain energy density function is,
The commonly used test methods for measuring the material constant of the rubber cylinder are uniaxial tensile test and pure shear test (plane tensile test). In fact, the uniaxial compression state and the equal biaxial tension state are equivalent. Since the rubber material can be approximately regarded as an absolutely incompressible material, the hydrostatic pressure will not affect the strain state. Then, the hydrostatic pressure can be arbitrarily increased to strengthen the boundary conditions without affecting the equilibrium state. According to the working conditions of the packer cylinder and the convenience of uniaxial tensile test, uniaxial tensile test is conducted to determine the Yeoh model constants C10, C20 and C30.
Relationship between principal stress \(t_{i}\) and principal elongation ratio \(\lambda_{{\text{i}}}\) is,
Substitute Eq. (1) into Eq. (3), then
Equation (4) is the basic formula for determining C10, C20 and C30 by uniaxial tensile test. The curve of \(t_{{1}} { - }\lambda_{{1}}\) is determined from the test data, and then, the Yeoh model constants C10, C20 and C30 are calculated according to Eq. (4).
Tensile test of rubber sample
In order to test the mechanical properties of rubber, standard tensile specimens were prepared and uniaxial tensile tests were carried out. The test sample used in the test is dumbbell type I test piece, and the specification and size comply with the provisions of GB/t528-2009. The thickness of the test piece is 2 mm, the width is 6 mm, and the gauge distance is 25 mm, as shown in Fig. 4. Because the hardness of the side rubber cylinder and the middle rubber cylinder of the packer is different, they are shore hardness 84 and shore hardness 75, respectively. The two kinds of hardness rubber are tested. The test shall strictly comply with the national standard GB/t528-2009. Under normal temperature, the test piece shall be installed on microcomputer controlled electronic universal testing machine, as shown in Fig. 4.

Universal microcomputer control electronic testing machine
Let \(y\left( {\lambda_{{1}} , \, t_{1} } \right) = y(u) = \frac{{t_{1} }}{{2\left( {\lambda_{{1}} - \frac{{1}}{{\lambda_{1}^{2} }}} \right)}}\), \(u(\lambda_{{1}} ) = \lambda_{{1}}^{{2}} + \frac{{2}}{{\lambda_{{1}} }}{ - 3}\), then formula (4) becomes
The tensile test data before and after vulcanization are obtained as shown in Fig. 5. Converting the measured stress and strain data of the tensile specimen into a “y-u” scatter plot, and the fitting curves are as shown in Fig. 6.

Tensile test data and Yeoh curve fitting diagram

Parameter ‘y-u’ scatter conversion and curve fitting of tensile test data
Numerical study of the gas well packer
According to the setting condition of the packer, a three-dimensional finite element model of the contact between the packer rubber cylinder and the casing is established. The following assumptions are put forward for the research content of this paper.
-
(1)
The influence of temperature changes on the simulation is not considered.
-
(2)
The influence of fluctuation on the force of the rubber cylinder is not considered.
-
(3)
The normal coefficient of friction varies with the contact area, positive pressure and temperature, and the coefficient of friction between different parts is different. Here, a fixed coefficient of friction of 0.2 is set between each part.
Establishment of rubber model
According to the structural parameters of the packer, 3D model is established as shown in Fig. 7.

Model establishment and mesh division of rubber cylinder
Boundary conditions of rubber
In the boundary setting, 3D model boundary constraints are set for the outer boundary of the central pipe, bottom protective ring and casing, continuous contact is set for the contact surface between various components, and the friction coefficient is 0.2. In order to increase the convergence of nonlinear mechanics of rubber cylinder, nonlinear dynamics is used for calculation (Table 1).
Optimization design of shoulder chamfer of side rubber cylinder
During the setting process of the packer, the central pipe of the packer is stretched when the hydraulic pressure in the tubing entering into the setting chamber through the pressure guide channel, and the setting load further compresses the rubber cylinder. When the contact pressure between the rubber cylinder and the casing is greater than the working pressure difference, the packer plays the role of sealing (Liu et al. 2019). According to the compression simulation process of the rubber cylinder, it can be seen that the contact stress between the rubber cylinder and the casing increases continuously with the application of the acting load, and the protective parts of the upper and lower rubber cylinder edges are squeezed, and the stress and strain are the largest, and it shows obvious nonlinear increasing characteristics. The upper and lower end of the rubber cylinder is compressed first after bearing pressure, which is prone to strength failure. How to convert the stress concentration into uniform stress is the key to prolong the service life and improve the reliability of the packer.
By establishing the numerical model of the rubber cylinder setting, the optimization analysis of the rubber cylinder structure which affects the pressure performance of the rubber cylinder can effectively prevent the stress damage of the rubber cylinder and prolong the life of the rubber cylinder. In this paper, the structural optimization design of side rubber cylinder shoulder chamfer and its protection ring were carried out as shown in Fig. 8. The chamfer of the protection ring (20°, 30°, 40°) is, respectively, studied and analyzed. The rubber material parameters after vulcanization were calculated. The numerical results show that the packer begins to squeeze the central pipe and casing when the setting displacement is 15 mm. The packer stress state under the three sets of structures is analyzed. The results show that the stress decreases first and then increases with the increase in chamfer on the shoulder of the side rubber cylinder under the same setting displacement load. When the chamfer is 30°, the edge of the rubber cylinder has less stress, which can reduce stress damage and prolong the service life of the packer.

Structural optimization design of anti-shoulder burst packer (rubber cylinder protective ring)
According to the structural optimization calculation results of the protection ring showed from Figs. 9, 10 and 11, the stress decreases from 553 to 393 MPa when the chamfer changes from 20° to 30° as shown in Fig. 12. When the chamfer becomes 40°, the stress of the protection ring is 260 MPa under the same compression load. In order to realize the sealing of the packer and ensure that the protective ring has a certain degree of opening under the load stress, the structural optimization of the protective ring needs to have moderate stress, so the chamfer of 30° is an optimization result.

The force and deformation results of the edge rubber cylinder under the compression distance of 15 mm when the chamfer is 20°

The force and deformation results of the edge rubber cylinder under the compression distance of 15 mm when the chamfer is 30°

The force and deformation results of the edge rubber cylinder under the compression distance of 15 mm when the chamfer is 40°

Stress results under different protection ring chamfers
Simulation of setting process
After setting the outer diameter of the rubber cylinder and the inner diameter of the casing, sealing property can be calculated by changing the setting load, and it also can be studied the relationship between the setting pressure and the setting distance of the rubber cylinder. Packer setting simulation results are shown in Figs. 13 and 14.

Cloud diagram of stress (MPa) and deformation (mm) when the setting displacement is 10 mm

Cloud diagram of stress (MPa) and deformation (mm) when the setting displacement is 48 mm
The analysis results show that the deformation degree and compression distance of rubber cylinder increase with the increase in setting load. In the initial state, the protection ring squeezes the upper and lower rubber under the compression load, which causes the rubber axial compression and radial expansion. Finally, it realizes the sealing of the entire annulus from the upper rubber to the lower rubber. The simulation results show that the packer rubber seals the annular between the fracturing tool and casing when setting displacement is 48 mm in the initial state, and the maximum stress of protection ring reaches 533 MPa. The stress of upper protection ring is the largest, and the stress of lower protection ring is least. Protection rings play an important role in improving the performance of sealing and pressure bearing.
In addition, the stress state of the packer before and after vulcanization of the rubber material was calculated, and the contact sealing effect of the rubber material on the inner wall of the central pipe and casing under the same setting state was analyzed. Taking 48 mm setting displacement load as the research object, the calculation and comparison results are as follows in Figs. 15 and 16.

Cloud diagram of stress (MPa) and deformation (mm) of unvulcanized rubber packer when the final setting displacement is 48 mm

Cloud diagram of stress (MPa) and deformation (mm) of vulcanized rubber packer when the final setting displacement is 48 mm
According to the comparison results, it can be seen that under 48 mm setting displacement load of the rubber material corroded by formation fluid immersion, the maximum stress of the protective ring of the packer rubber cylinder before vulcanization is 289 MPa, and the maximum stress of the protective ring of the packer rubber cylinder after vulcanization is 533 MPa. The vulcanized rubber cylinder could still keep the mechanical properties of the material in a good state after immersion of formation water, while the unvulcanized rubber material showed mechanical deterioration and even lost its working performance in the working fluid environment. Therefore, the vulcanized rubber material has good adaptability.
In order to analyze the variation rule of contact stress between packer rubber cylinder and casing in the setting process, grid node elements on the rubber cylinder were selected as the analysis object, and the variation law of contact stress between the side node position of rubber cylinder and the setting process was extracted, and the correlation curve was drawn as shown in Fig. 17.

Relationship between setting loads and total contact stress
According to the compression relation curve, when the setting displacement of the three rubber cylinder reaches 48 mm, the contact stress between the upper rubber and casing is 4.5 MPa, the contact stress between the medium rubber and casing is 2.1 MPa, and the contact stress between lower rubber cylinder with casing 1.4 MPa. Therefore, it is necessary to optimize the chamfer and the protective ring improving the contact stress. It can be seen from the analysis results, the contact stress of the rubber cylinder to the casing shows a nonlinear increasing trend. According to the set result stress nephogram of the packer rubber, the force of the medium rubber cylinder is moderate with no stress concentration between the two ends and the protection ring. The rubber material with slightly softer material can be preferred to play a better role in sealing.
It can be seen from Fig. 18 that with the densification of the rubber cylinder grids, the stress shows a slight decrease with a small change, indicating that the current grid size has little impact on the results, which can meet the analysis requirements. In addition, with the increase of friction coefficient, under the same displacement load, the stress of packer rubber cylinder increases to a certain extent, indicating that friction and roughness will lead to a higher stress.

Simulation results under different grid sizes and different friction coefficients
Indoor evaluation and field application of packer cylinder
Indoor test
Figure 19 is the indoor test result for rubber cartridge, and Fig. 20 is the pressure test result. During the limit test of the rubber cylinder, under the conditions of 150 °C and 70 MPa oil immersion, there was no obvious pressure drop and pressure channeling, indicating that the sealing effect of the rubber cylinder after pressure is good. During the rubber cylinder fatigue test, under the conditions of 150 °C, two-way pressure bearing of 35 MPa and 24 h oil immersion, there are no abnormal phenomena such as obvious pressure drop and pressure channeling, and the rubber cylinder has good pressure bearing sealing effect. After the test, it is observed that the rubber cylinder is in good appearance, good recovery performance, and the residual deformation is less than 5%, as well as that rubber cylinders are not broken and without any crack. The test results show that the rubber cylinder meets the requirements of indoor and field application.

Rubber cartridge of indoor experiment

70 MPa pressure test curve of packer
Field application
The integrated packer for vertical well fracturing and production has been applied to 16 wells in total on site, and the on-site construction success rate is 100%. Among them, Fig. 21 is one of the on-site construction tests. The maximum number of fracturing construction layers are 6 layers, the maximum liquid addition is 8490 m3, the maximum sand addition is 403 m3, the maximum pressure can reach 79 MPa, the maximum temperature is 154 °C, the maximum construction displacement is 6 m3/min, and the average production increase is 9.0 × 104 m3/d. The maximum effective sealing time of the downhole packer has exceeded 4 years, and the field application effect is good.

Field test of integrated fracturing and completion packer
Before the study, the temperature and pressure resistance of the rubber of the fracturing completion packer meet the requirements of 150 °C, 70 MPa and gas-resistant immersion, but the long-term sealing and reliability cannot be guaranteed, and there are also differences in the sealing capacity. Therefore, by further improving the rubber material and applying the mechanical experimental test means, the mechanical performance parameters of the rubber cylinder material are carefully evaluated, and the structural parameters and setting parameters that affect the temperature and pressure resistance performance of the rubber cylinder are simulated, so as to further improve the performance of integrated fracturing and completion tools of gas well. The integrated fracturing and completion process realizes one trip of string fracturing, gas testing and completion, reducing reservoir pollution caused by tripping in operation. The validity period of the rubber tube seal of the packer is extended to ensure that there is no pressure in the oil casing annulus of the wellbore, which plays an anti-corrosion protection role for the upper casing, and also increases safety factor of the completion string.
Conclusions
A new optimization application of the fracturing and completion integrated packer for risk exploration wells was presented and designed through the method combining the test of high temperature and high pressure curing kettle and the force analysis from Abaqus finite element simulation platform. And the integrated analysis process of determining rubber constitutive parameters and optimizing the structure of rubber cylinder components in high-temperature and high-pressure geological environments was completed, and the following conclusions are obtained:
-
(1)
The protective ring structure is designed to reduce the stress concentration of the packer rubber in sleeve shoulder, and the 30° included angle is an optimized angle, which can prevent stress failure and prolong the service life.
-
(2)
Perfluoroether, fluorinated polypropylene and fluorosilicone rubber are adopted in the integrated packer for fracturing and completion to solve the impact of high temperature and corrosive environment in deep volcanic formation.
-
(3)
A performance test and optimization scheme of the packer is designed by combining numerical simulation, laboratory and field experiments, which can simulate the packer setting and working conditions well. The field application of the optimized packer shows that it reaches temperature resistance at 154 °C and pressure resistance at 79 MPa, and the validity extends from one year to four years under the corrosive formation environment, which meets the development requirements of volcanic gas reservoirs in Daqing Oilfield.
Abbreviations
- FEM:
-
Finite element model
- FFKM:
-
Federalist movement rubber
- FKM:
-
Fluororubber
- HNBR:
-
Hydrogenated nitrile rubber
- NBR:
-
Nitrile rubber
- \(C_{{{10}}}\), \(C_{{{20}}}\), \(C_{{{30}}}\) :
-
Yeoh model constants
- \(I_{{1}}\) :
-
Deformation tensor in X- direction
- \(I_{2}\) :
-
Deformation tensor in Y- direction
- \(t_{i}\) :
-
Principal stress in i direction (MPa)
- \(t_{{1}}\) :
-
Principal stress in X- direction (MPa)
- \(u\) :
-
Function of parameter “\(\lambda_{1}\)” in Yeoh model
- \(W\) :
-
Strain energy density
- \(y(u)\) :
-
Function of parameter “u” in Yeoh model
- \(\lambda_{i}\) :
-
Principal elongation ratio in i direction
- \(\lambda_{{1}}\) :
-
Principal elongation ratio in X-direction
- \(\lambda_{{2}}\) :
-
Principal elongation ratio in Y-direction
References
Adan I, Robertson B, Kamal R, El-Tonsy M (2017) An innovative cup seal isolation openhole packer that can react to wellbore variations. SPE-175202-MS. https://doi.org/10.2118/175202-MS
Ashena R, Ghalambor A, Elmgerbi A, Hekmatinia AA, Mubashir M (2021) ‘Level-off’ cement plugging method to cure lost circulation verified with case studies. J Petrol Explor Prod Technol 11:2777–2789. https://doi.org/10.1007/s13202-021-01177-3
Chen T, Ma WG, Liu SH, Wu JW (2019) Analysis on mechanical influencing factors of fatigue behavior for the packer on pipe ram in snubbing unit. Eng Fail Anal 103:20–31. https://doi.org/10.1016/j.engfailanal.2019.04.060
Cheng L, Guan ZC, Zhang B, Wang Q, Xie HQ, Yan Y, Han C (2021) Failure and mitigation study of packer in the deep water HTHP gas well considering the temperature-pressure effect during well completion test. Case Stud Therm Eng 26:101021. https://doi.org/10.1016/j.csite.2021.101021
Deng Q, Zhang H, Chen AM, Li J, Hou XJ, Wang H (2020) Effects of perforation fluid movement on downhole packer with shock loads. J Petrol Sci Eng 195:107566. https://doi.org/10.1016/j.petrol.2020.107566
Doane JC, Deng G, Collins SD (2012) A Completion technology milestone-the first 25,000 psi 500F packer seal system. https://doi.org/10.2118/159182-MS
Dong LL, Li K, Li B, Zhu XH, Xie M, Zhang YC, Wang J (2020a) Study in deep shale gas well to prevent shoulder protruding packer with high pressure sealing. Eng Fail Anal 118:104871. https://doi.org/10.1016/j.engfailanal.2020.104871
Dong LL, Li K, Zhu XH, Li ZQ, Zhang DP, Pan Y, Chen XW (2020b) Study on high temperature sealing behavior of packer rubber tube based on thermal aging experiments. Eng Fail Anal 108:104321. https://doi.org/10.1016/j.engfailanal.2019.104321
Dong BJ, Liu W, Cheng L, Gong JD, Wang YB, Gao YC, Dong SX, Zhao YG, Fan YM, Zhang TY, Chen LJ (2021) Investigation on mechanical properties and corrosion behavior of rubber for packer in CO2–H2S gas well. Eng Fail Anal 124(2):105364. https://doi.org/10.1016/j.engfailanal.2021.105364
Franquet JA, Moronkeji DA, Morton J (2019) Straddle packer microFrac testing in high temperature unconventional well: a case study in the Bossier/Haynesville shale. In: 53rd U.S. rock mechanics/geomechanics symposium New York, June 23–26: ARMA 19–1635
Guo XQ, Liu J, Wang GR, Dai LM, Fang DK, Huang L, He YF (2020) Nonlinear flow-induced vibration response characteristics of a tubing string in HPHT oil and gas well. Appl Ocean Res 106(5):102468. https://doi.org/10.1016/j.apor.2020.102468
Han LL, Li XZ, Liu ZY, Duan GF, Wan YJ, Guo XL, Guo W, Cui Y (2023) Influencing factors and prevention measures of casing deformation in deep shale gas wells in Luzhou block, southern Sichuan Basin, SW China. Petrol Explor Dev 50(4):979–988. https://doi.org/10.1016/S1876-3804(23)60443-4
He XZ, Shi XY, Hoch M, Gogelein C (2016) Mechanical properties of carbon black filled hydrogenated acrylonitrile butadiene rubber for packer compounds. Polym Test 53:257–266. https://doi.org/10.1016/j.polymertesting.2016.06.009
Hu G, Zhang P, Wang GR, Zhang M, Li M (2017) The influence of rubber material on sealing performance of packing element in compression packer. J Nat Gas Sci Eng 38:120–138. https://doi.org/10.1016/j.jngse.2016.12.027
Ishii E (2020) A conventional straddle-sliding-packer system as a borehole extensometer: monitoring shear displacement of a fault during an injection test. Eng Geol 275:105748. https://doi.org/10.1016/j.enggeo.2020.105748
Kao HC, Chou PY, Wu NC, Wang CT, Hsu NS (2020) A new wireline 2-in-1 inflatable-packer system for aquifer characterization. Measurement 173:108751. https://doi.org/10.1016/j.measurement.2020.108751
Li SQ, Chen Z, Li W, Yan T, Bi FQ, Tong YS (2023) An FE simulation of the fracture characteristics of blunt rock indenter under static and harmonic dynamic loadings using cohesive elements. Rock Mech Rock Eng 56:2935–2947. https://doi.org/10.1007/s00603-022-03214-x
Liu J, Zhao HL, Liu X, Liu QY, Xiao GH, Song XM (2018) Experimental study on the mechanical responses of downhole tools in highly-deviated waterflooding well. J Petrol Sci Eng 171:495–506. https://doi.org/10.1016/j.petrol.2018.07.063
Liu ZY, Li SB, Zhang LG, Wang FS, Wang P, Han L, Ma Y, Zhang HJ (2019) Analysis of sealing mechanical properties of fracturing packer under complex conditions. J Fail Anal Prev 19(6):1569–1582. https://doi.org/10.1007/s11668-019-00779-8
Liu ZY, Pan ZJ, Li SB, Zhang LG, Wang FS, Han LL, Zhang J, Ma YY, Li H, Li W (2022) Study on the effect of cemented natural fractures on hydraulic fracture propagation in volcanic reservoirs. Energy 241:122845. https://doi.org/10.1016/j.energy.2021.122845
Liu Y, Fan L, Wang W, Gao Y, He J (2023a) Failure analysis of damaged high-strength bolts under seismic action Based on finite element method. Buildings 13:776. https://doi.org/10.3390/buildings13030776
Liu Y, Han D, Liu N, Wang W (2023b) Reinforcement mechanism analysis of lattice beam and prestressed anchor rod system for loess slope. Front Earth Sci 11:1121172. https://doi.org/10.3389/feart.2023.1121172
Lo HC, Chen PJ, Chou PY, Hsu SM (2014) The combined use of heat-pulse flowmeter logging and packer testing for transmissive fracture recognition. J Appl Geophys 105:248–258. https://doi.org/10.1016/j.jappgeo.2014.03.025
Offenbacher M, Gadiyar B, Messler D, Krishnamoorthy SR, Abasher D (2015) Swellable packer fluids designed for zonal isolation in openhole completions. SPE-174181-MS. https://doi.org/10.2118/174181-MS
Pervez T, Qamar SZ, Akhtar M, Kharusi MA (2021) Design and construction of test facility for evaluation of swell packers in cased and open holes. J Petrol Explor Prod Technol 11:4063–4073. https://doi.org/10.1007/s13202-021-01277-0
Ren, J, Gerrard DP, Duan P, Vu C, Leung HY (2012) Development and characterization of a modified polymeric material for HP/HT downhole sealing applications. SPE: 147279-MS. https://doi.org/10.2118/147279-MS
Sun XD, Bai BJ (2017) Comprehensive review of water shutoff methods for horizontal wells. Petrol Explor Dev 44:1022–1029. https://doi.org/10.1016/S1876-3804(17)30115-5
Tong Z, Ye QY, Qian J, Hao ZX, Wang LX (2018) Down-hole isolation towards high-temperature reservoir using packing elements with swellable thermo-plastic vulcanizates. J Petrol Sci Eng 172:964–975. https://doi.org/10.1016/j.petrol.2018.09.003
Wang FL, Wang YZ, Zhou XM, Yin CH, Shu P, Cao BJ, Zhu YK (2019) Reservoir-forming conditions and key exploration and development techniques for Xushen gas field in Northeast China. Petrol Res 4:125–147. https://doi.org/10.1016/j.ptlrs.2019.02.002
Whaley K, Price-Smith C, McNerlin B, Booth D, Oakey N, Day P, Macleod I, Moir G (2012) The development and field performance of a novel open hole packer system for deep water, high rate, water injection wells with down hole flow control. A deep water field case history. SPE 157712. https://doi.org/10.2118/157712-MS
Yue QB, Wang XX, Liu YQ, Cao W, Zhang Q (2021) Failure evaluations for packers in multistage fracturing technology with immobile strings. J Petrol Sci Eng 11:109039. https://doi.org/10.1016/j.petrol.2021.109039
Zeinalabideen MJ, Al-Hilali MM, Savinkov A (2021) State of the art of advanced spectral noise and high-precision temperature logging technology utilization in Iraqi oil fields: an integration approach to diagnose wells performance complications. J Petrol Explor Prod Technol 11:1597–1607. https://doi.org/10.1007/s13202-021-01152-y
Zhang KL, Wang ZL, Jiang YQ, Wang AG, Xiang BL, Zhou N, Wang Y (2020) Effects of weathering and fracturing on the physical properties of different types of volcanic rock: implications for oil reservoirs of the Zhongguai relief Junggar Basin, NW China. J Petrol Sci Eng. 193(16):107351
Zhang YW, Wang HX, Che JQ, Du MC, Dou MJ, Liang G (2021) Theoretical analysis of pressure-bearing performance on compression packer in low permeability reservoirs. Int J Pres Ves Pip 191:104325. https://doi.org/10.1016/j.ijpvp.2021.104325
Zheng C, Zheng XF, Qin J, Liu P, Aibaibu A, Liu YH (2021) Nonlinear finite element analysis on the sealing performance of rubber packer for hydraulic fracturing. J Nat Gas Sci Eng. 85:103711. https://doi.org/10.1016/j.jngse.2020.103711
Zhou CB, Zhao XJ, Chen YF, Liao Z, Liu MM (2018) Interpretation of high pressure pack tests for design of impervious barriers under high-head conditions. Eng Geol 234:112–121. https://doi.org/10.1016/j.enggeo.2018.01.006
Zhu DJ, Lin YH, Ma HY, Zhang HL, Li YF, Zhang L, Deng KH (2017a) Experimental studies on CO2 corrosion of rubber materials for packer under compressive stress in gas wells. Eng Fail Anal 80:11–23
Zhu DJ, Lin YH, Zhang HL, Li YF, Zeng DZ, Liu WY, Qiang C, Deng KH (2017b) Corrosion evaluation of packer rubber materials in CO2 injection wells under supercritical conditions. J Petrol Sci Eng 151:311–317. https://doi.org/10.1016/j.petrol.2017.01.012
Funding
The funding was provided by Major science and technology projects of PetroChina (Grant number: 2016E-0211), Northeast Amytrophic Lateral Sclerosis Consortium (Grant number: 15041260116).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no conflict of interest to report.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wang, P., Cai, M., Liu, Z. et al. Research on key technology of packer rubber barrel for integrated fracturing and completion of gas well. J Petrol Explor Prod Technol 14, 825–838 (2024). https://doi.org/10.1007/s13202-023-01737-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13202-023-01737-9