
Abstract
Daqing Oilfield as the world’s largest application area of alkali–surfactant–polymer (ASP) flooding, in recent years, with the increase in aging wells, the eccentric wear and deformation of sucker rod and pipe during oil production has become more and more serious. In order to study the effect of emulsion lubrication in ternary composite flooding on eccentric wear of sucker rod and tubing, this paper establishes a calculation model for the depth of tubing wear under different emulsion lubrication conditions through indoor friction and wear experiments combined with White and Dawson wear efficiency theory. Based on this, the finite element method is used to predict the safe wear life of tubing under different component emulsion lubrication. The results show that compared to intact oil pipes, the residual internal pressure strength of oil pipes with defects decreases, and stress concentration occurs at the edges and middle of the defects. The wear life of oil pipes decreases with the increase in pump depth and wear coefficient under emulsion lubrication. The water content and alkali concentration have the most significant effects on the wear life of oil pipes under emulsion lubrication conditions. The safe wear life of sucker rod pipes under emulsion lubrication with a water content of 75% will be increased by 37.8% compared to those in emulsion lubrication with a water content of 95%, and under emulsion lubrication with an alkali concentration of 500 mg/l, the safe wear life will be increased by 50.6% compared to those in emulsion lubrication with a concentration of 2000 mg/l. The research results can provide theoretical and technical support for oilfield enterprises to reduce rod and pipe wear in ASP flooding oil wells, improve the pump inspection cycle of pumping wells, and ensure the safety of oil well work.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
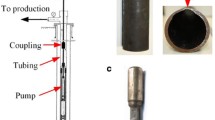
ASP flooding oil production technology has been widely used in Daqing Oil Field due to its good economic and technical feasibility (Zhang et al. 2021; Sun et al. 2020a, b; Guo et al. 2022). However, with the gradual transition of oil production wells to aging wells, the phenomenon of eccentric wear and deformation of sucker rods and pipes has become increasingly serious, resulting in a continuous increase in the number of wells to be repaired and scrapped. According to statistics, the total number of pumping units in Block H of Daqing Oil Field is 9048, the number of wells opened is 7823, and in 2020, 351 pumps will be inspected for eccentric wear. The number of fractured wells within 200 m underground due to eccentric wear accounts for 36.2%, and the tubing is most likely to fail. Compared with water drive and polymer drive, the eccentric wear of ASP drive wells has slowed down. Through field investigation, it is found that in ASP drive wells with high surfactant concentration, the pump inspection frequency of oil wells is less than that of other oil wells. Therefore, it is crucial to explore the influence of ternary composite flooding emulsion on the eccentric wear of sucker rods and pipes.
For many years, scholars have conducted active research and discussion on the wear problem between sucker rods and pipes, and a large amount of beneficial work has been carried out. Numerous studies have shown that the wear process of tubing strings is very complex and random (Guo et al.2018; Sun et al.2019). In the 1980s, Steve (1981) and Best (1986) for the first time introduced tribology into the study of tubing and casing wear, enriching the theory of oil well tubing string wear. In 1987, White and Dawson (1987) linked the amount of metal wear with the energy consumed by wear, proposed a linear efficiency wear model, and then derived the volume formula for metal wear.
In recent years, many scholars have conducted in-depth research on the mechanism of eccentric wear of sucker rod and tubing under the influence of different produced fluid media and the service life of worn tubing. Shi-min (2003) conducted simulation analysis on the axial distribution force of sucker rod and tubing under the influence of water drive in water drive oil wells, and preliminarily explored the mechanical mechanism of eccentric wear of sucker rod and tubing in water drive oil wells. For polymer flooding oil wells Wang et al. (2004) and Liu et al. (2014), based on viscoelastic fluid dynamics and downward convection Maxwell constitutive equation respectively, the normal force generated by polymer fluid flow on sucker rod and pump barrel was deduced and calculated, and the wear law of sucker rod and pipe under the influence of different polymer concentrations was obtained. Wang HX et al. (2011) and Wang H et al. (2014) used friction and wear tests to determine the influence of the thickness of the wear-resistant coating on the wear degree and friction coefficient of the oil pipe surface. Cai et al. (2018) combined mathematical geometry with traditional mechanics to establish a mechanical analysis model for sucker rod and tubing strings in three-dimensional directional wells, and obtained the variation of tubing wear with well depth under different working conditions. Guo et al. (2021a, b, c) proposed a method for calculating the wear amount and depth of oil pipes based on the White Fleisher wear theory and indoor wear tests. They effectively analyzed the effects of contact load, friction frequency, and reciprocating stroke length on the wear characteristics of oil pipes. Shaohu et al. (2019, 2021) established a modified fatigue life theoretical model for coiled tubing with pit like defects based on elastic–plastic mechanics and Brown Miller fatigue life theory, combined with experimental results. Kuanhai et al. (2022) used nonlinear finite element method to obtain the stress distribution of different defective oil pipes in yield and burst states, and proposed a prediction model for oil pipe internal pressure strength using 1stop software and UGO algorithm, forming a set of evaluation methods for oil pipe service life.
Although there have been many studies on the mechanism of eccentric wear of downhole sucker rods and tubes and the remaining life of defective tubing in recent years, there is a lack of research on the prediction of eccentric wear and service life of sucker rods and tubes under the influence of produced fluid in ternary composite flooding. This article relates the eccentric wear of oil well rods and tubes to the lubricity of ternary emulsions. Using ternary emulsions with different component concentrations as the lubricating medium, wear experiments of sucker rods and tubing are conducted to obtain the wear patterns of tubing in different media. Based on the wear experiments, a calculation model for the depth of tubing wear is established based on White and Dawson wear efficiency theory. Using finite element software, a three-dimensional finite element solid model of defective oil pipes was established. Based on the actual working conditions on site, the residual internal pressure strength and stress concentration at the most prone fracture point of the oil pipe under different wear conditions in the vertical well pumping system were analyzed. At the same time, the safety evaluation of the defective oil pipe was conducted, and on this basis, the wear life of the oil pipe under different component emulsion lubrication was predicted.
Experiment
Emulsion preparation
The lubrication law of ASP flooding fluid with different water content, polymer concentration, alkali concentration and surfactant concentration on the contact between tubing and sucker rod was studied in this experiment. The experimental water is an artificial water sample configured according to the produced liquid data of block H in Daqing oil field, and the detailed formula data and specifications are shown in Table 1.
At the same time, the alkali used in the experiment is solid sodium hydroxide particles; the surfactant is a sulfonate type anionic surfactant; the polymer solution is a partially hydrolyzed polypropylene amide with a relative molecular weight of 14 million and a degree of hydrolysis of 20%. The above reagents are all analytical pure reagents provided by Daqing Oilfield Oil Production Engineering Research Institute.
Water content, alkali concentration, polymer concentration and surfactant concentration are selected as factors to study the wear of tubing slices during lubrication with emulsion of different components. The factor level values are selected according to the common range of ternary produced fluid in Daqing Oil Field (water content 75–95%, alkali concentration 500–2000 mg/l, polymer concentration 500–2000 mg/l, surfactant concentration 50–200 mg/l), as shown in Table 2, Repeat the experiment three times, A total of 27 experiments were conducted.
Before the experiment, to emulsify the crude oil, place it in a constant temperature oven at 45 °C for 48 h to minimize the impact of excessive shear emulsification during formation migration, making the emulsion prepared indoors more realistic and similar to the crude oil emulsion under formation conditions. For polymers, before mixing, the hydrolyzed polyacrylamide (HPAM) dry powder should be kept at a constant temperature for 2 h in a 100 °C drying oven, and then the solution should be taken out. During the mixing process, the HPAM dry powder should be evenly sprinkled onto the rotating solution under the high-speed stirring of an electric stirrer. The speed and time of adding HPAM dry powder should be appropriate, not too fast or too short, to prevent the dissolved HPAM from swelling and hindering subsequent HPAM wetting; After the polymerization is completed, adjust the mixer to low speed (60–80 rpm/min) to prevent mechanical degradation. After stirring at low speed for 2.5 h, seal and let stand for 12 h.
For surfactant, the surfactant used in the ASP flooding of Daqing Oil Field is dissolved in the simulated formation water solution during the preparation process. During the preparation process, the solution equilibrium time is more than 12 h. Before the oil and water are mixed, the alkali is dissolved in the simulated formation water according to the concentration required by the experiment, followed by the petroleum sulfonate in the alkaline water solution, and then the petroleum sulfonate alkali solution is mixed with the polymer solution to form a ternary system.
Mix degassed and dehydrated crude oil at a constant temperature of 45 °C with a controllable ternary system of components by volume ratio, place them in a beaker, and use the high shear dispersion emulsifier shown in Fig. 1 to stir at a stirring rate of 19,000r/min for 5 min to prepare a crude oil emulsion. During the preparation process, ensure that the ambient temperature is 45 °C, and conduct friction tests on the prepared emulsion within 1 h. Some of the emulsions prepared in the experiment are shown in Fig. 2.

High shear dispersion emulsification machine

Emulsion sample
Experimental instruments and methods
UMT-2 controllable environment friction and wear tester is used in the wear test, (as shown in Fig. 3a). the 45 # steel sucker rod slice (diameter 22 mm) is used as the upper sample, and the J55 tubing slice (outer diameter 72 mm, inner diameter 63 mm) is used as the lower sample, and as shown in Fig. 4. In the experiment, the influence of temperature generated by friction on wear results was not considered, and the mass change of the sample before and after the experiment was ignored, which was less than 0.0001 g.

a Controlled environment friction and wear tester. b Laser confocal microscopy

Experimental materials
Before the friction and wear test, the surface of the bearing steel block is ground and polished. The surfaces of tubing and sucker rod slices are polished with sandpaper to make the surface of the slices reach the optimal level. Then use 2um's King Kong grinding paste for fine polishing. The polished slices are carefully washed, dried and preserved with petroleum ether, alcohol and distilled water. The polished slices were immersed in alcohol and deionized water, and ultrasonic cleaning of 15 min was carried out in turn. After drying in air, fix the slices on the UMT-2 tester module. Different emulsions were added to the upper and lower samples by dripping 20 mL pipette. In order to reduce the temperature change of the sample during the experimental process, the reciprocating frequency is set to 1 HZ, the contact pressure is 100 N and the wear time is 20 min. The weight of the specimen before and after the experiment was measured with an electronic balance (the accuracy is 0.0001 g), and the amount of friction wear was accurately recorded. Use the Olympus 5000 Laser confocal microscope to measure the contour morphology of the wear marks (as shown in Fig. 3b), and measure the wear of oil tube slices under different components and concentrations of emulsion lubrication conditions.
Wear depth model
White and Dawson put forward the wear efficiency model and deduced the calculation method of casing wear from the point of view of energy transfer. The "wear efficiency" model is established to predict the wear of downhole casing. Therefore, this paper uses the "wear efficiency" model for reference, combined with the wear experimental data to predict the partial wear of tubing (White and Dawson 1987).
In the experiment, the work W produced by the friction between the oil rod and the tubing is as follows:
where, \(\mu\) is the friction coefficient between the oil rod and the tubing, dimensionless; \({F}_{n}\) is the positive pressure between the oil rod and the tubing, N; \({L}_{{t}}\) is the cumulative distance of the relative motion between the rod and the tubing, m.
Friction work is converted into friction heat and metal wear. The energy \(U\) consumed by metal wear is:
where V is the tubing wear volume, m3; H is Brinell hardness, N/m3.
The wear efficiency η is:
The wear volume is:
It can be seen from the above equations that the wear of tubing is related to the positive pressure between sucker rods, the sliding distance and the hardness of the material. If \(k=\eta *\mu /H\), where k is the wear coefficient of friction pair under the influence of emulsion (the unit is 1/Pa), then the wear coefficient of tubing can be obtained through the relationship, \(V=\Delta m/{\rho }_{0}\), among wear volume, pipe density and mass:
where, \(\Delta m\) is the tubing wear quality, kg; ρ is the tubing density, kg/m3.
The friction stroke \({L}_{\mathrm{t}}\) between rods and tubes can be calculated by the following formula:
where, s is the sucker rod stroke, m; n is the stroke, min−1; t is the time, d.
Then the wear volume formula can be rewritten as follows:
The cumulative wear area of tubing section S is as follows:
where S is the cumulative wear area of the tubing section, m2; l is the axial contact wear length, m.
When the tubing and the casing are partially worn, the intersecting coordinate relationship between the tubing and the casing is shown in Fig. 5. The crescent-shaped common part formed by the intersection of the two is the wear section of the outer wall of the tubing (Guo et al. 2021a, b, c).

Schematic diagram of partial wear of sucker rod and pipe
The outer wall circle equation of tubing is as follows:
The inner wall circle equation of the casing is as follows:
where m is the distance between the center of the outer wall of the tubing on the y axis and the center of the inner wall of the casing, m; r is the original outer radius of oil rod, m; R is the inner radius of tubing, m.
Simultaneous Eqs. (9) and (10), the Abscissa of the intersection is as follows:
The common area of the crescent shape, that is, the wear area S, can be obtained by integral:
The simplification can be obtained as follows:
The cumulative wear area S of tubing is substituted into Eq. (22), and then m can be obtained by simultaneous Eqs. (11) and (13). The calculated tubing wear depth h is as follows:
Finite element analysis
Geometric models and materials
This paper establishes a three-dimensional finite element model using the finite element analysis software ANSYS. In order to make the stress analysis of oil pipes more reliable and reasonable, it is necessary to simplify the finite element model and make the following basic assumptions.
-
(1)
The shape of the complete oil pipe and the undamaged parts of the containing defects oil pipe are both ideal circles.
-
(2)
The oil pipe is made of isotropic material.
-
(3)
The axial direction of the oil pipe is consistent with the direction of gravity.
-
(4)
The surface roughness of the oil pipe is not considered during the simulation process.
Analyzing J55 tubing as the research object. The material used in the model adopts the ideal elastic–plastic model: elastic modulus E = 200 GPa, Poisson's ratio μ = 0.3, yield limit σs = 379 MPa (the lower limit of yield limit of J55 material required by API). The outer diameter of the tubing D1 = 0.073 m, the inner diameter \({D}_{2}\) = 0.062 m, and the diameter of the sucker rod d = 0.022 m. The crescent wear radius of the inner wall of the tubing is equal to the radius of the sucker rod. According to the wear test results, the finite element software is used to analyze the residual internal pressure strength and stress distribution of tubing with wear rates of 10, 20, 30, 40, 50 and 60% respectively.
Solid modeling was carried out for the worn tubing with an inner diameter of 0.062 m, and the length of the tubing in the model was 0.1 m. It is assumed that the worn part of the tubing is located in the middle part of the tubing model, and the wear length is set at 0.05 m. Mesh independence verification is a key preprocessing step before any numerical simulation calculation, which directly affects the accuracy and efficiency of the subsequent calculation. Three groups of meshes with increasing number of meshes are selected: medium, better and fine study the influence of mesh on the simulation results by monitoring the change of stress distribution in the axial direction of the tubing defect. Take the model with a wear rate of 60% as an example, as shown in Fig. 6. It can be seen that the simulation results of three different meshes show similar change trends. The simulation results of a better mesh are almost the same as fine mesh. Therefore, it can be considered that a better mesh has met the requirements of mesh independence, ensured the simulation accuracy, and effectively shortened the simulation period. The better mesh is shown in Fig. 7, total element = 858,319, total node = 843,080.

Comparison of equivalent stress distribution among three meshing cases

Meshing results of finite element model
Parameter setting and finite element verification
Tubing wear will seriously weaken the bearing capacity of tubing, resulting in stress concentration in the defects of tubing, which leads to the actual effect of tubing. According to the actual working conditions, one section of the model is fixed, and the other end exerts a pulling force, which is applied according to the force of the tubing at different pump depths. The force acting on the tubing in the vertical direction includes the dead weight of the tubing F1, the buoyancy of the well fluid F2, the force of the liquid column against the tubing F3, the friction force between the plunger and the bushing F4, the friction force between the sucker rod and the tubing F5, the friction force between the liquid column and the tubing F6, and the liquid level impact force F7, etc.(Qiu et al. 2016) Among them, the values of F5 and F6 are relatively small, while the values of F7 are relatively large, but they appear only in oil wells with unstable working conditions, so the above three forces are ignored in quantitative analysis(Qiu et al. 2016).
-
1.
Stress caused by tubing weight \({\sigma }_{1}(x)\)
$$\begin{gathered} {\text{F}}_{1} = \frac{\pi }{4}\left( {D_{1}^{2} - D_{2}^{2} } \right)g\rho (L - x) \hfill \\ \sigma_{1} (x) = g\rho (L - x) \hfill \\ \end{gathered}$$(15)where D1 is the outer diameter of the tubing, m; L is the depth of the pump, m; D2 is the inner diameter of the tubing, m; ρ is the tubing density, kg/m3;g is the gravity acceleration, N/kg; x is the position coordinate of the origin at the wellhead and downward along the tubing axis, m.
-
2.
Stress caused by buoyancy of well fluid (F2)\({\sigma }_{2}\)
$$\begin{gathered} F_{2} = \frac{\pi }{4}D_{1}^{2} g\rho_{0} (L - a) \hfill \\ \sigma_{2} (H) = \frac{{D_{1}^{2} }}{{D_{1}^{2} - D_{2}^{2} }}g\rho_{0} (L - a) \hfill \\ \end{gathered}$$(16)where ρ0 is the fluid density, kg/m3; a is the liquid level depth, m.
-
3.
Stress caused by liquid column force (F3)\({\sigma }_{3}\)
$$\begin{gathered} F_{3} = \frac{\pi }{4}D_{2}^{2} g\rho_{0} L + \frac{\pi }{15}\mu_{1} \eta Lsn \hfill \\ \sigma_{3} = \frac{{\left( {D_{2}^{2} g\rho_{0} L + \frac{4}{15}\mu_{1} \eta Lsn} \right)}}{{\left( {D_{1}^{2} - D_{2}^{2} } \right)}} \hfill \\ \eta = \frac{{z^{2} - 1}}{{\left( {z^{2} + 1} \right)\ln z - \left( {z^{2} - 1} \right)}} \hfill \\ \end{gathered}$$(17)where μ is fluid viscosity, pa.s; d is sucker rod diameter, m; s is pumping unit stroke, m; n is stroke, min−1; \(z={D}_{2}/d\), dimensionless.
-
4.
Stress caused by friction between plunger and bushing \({\sigma }_{4}\)
The friction between plunger and bushing is less than 1.717 × 103N. This force is a variable force in the pumping process, upward in the upper stroke and downward in the lower stroke:
Taking a production well in an oilfield as an example, well parameters are shown in Table 3.
According to the field survey, 36.2% of the fractured tubing is within 200 m underground, and the tubing is most likely to fail. Therefore, the downhole location X = 200 m and the tubing parameters are all known quantities. The variable is the pump depth L of 1000, 1500, 2000 and 2500 m respectively. The static stress \(\sum \sigma=\sigma_1-\sigma_2+\sigma_3+\sigma_4\), is calculated and the static stress of the complete pipe is obtained.
In the finite element analysis of the eccentric wear tubing, one section of the model is fixed, and the other end exerts a tension, which is applied according to the force of the tubing at different pump depths. The loading condition of the reaction tubing is measured by the Von Mises equivalent stress σs (Zhou et al. 2022). The formula for calculating Von Mises equivalent stress σs is shown as follows (Yang et al.2023):
where σθ is the circumferential stress of the tubing, MPa; σr is the radial stress of the tubing, Mpa; σz is the axial stress of the tubing, MPa.
Using stress concentration factor Kσ quantitative representation of stress concentration in oil pipes (Noda et al. 1995):
where σmax is the maximum stress produced by tubing under load, MPa; σ is the internal stress of a complete oil pipe under the same load, MPa.
Considering the safety and economic benefits of tubing, the safety factor α = 1.5, and the calculation method of tubing safety factor is as follows (Zeng et al. 2020):
where σs is the yield strength of tubing, MPa.
As can be seen from Table 4, the finite element simulation values are in good agreement with the theoretical solutions, again verifying the correctness of the finite element model established in this paper and the selection of mesh. The same method is used to analyze the stress concentration of six oil pipes with wear rates of 10–60% in the vertical well pumping system where the length of oil pipes is 1000, 1500, 2000, 2500 and 3000 m.
Results and discussion
Wear test results
In the experiment, water content, alkali concentration, polymer concentration, and surfactant concentration were selected as influencing factors to conduct multi-level experiments to study the wear of oil tube slices in lubricating media. At each level, the experiment was repeated three times, and a total of 27 sets of experiments were conducted to obtain the relationship between different influencing factors and changes in wear amount, as shown in Fig. 8.

Changes in wear amount at various factor levels
Using variance test, analyze whether there are significant differences in wear quality among four factors (water content (%), alkali (mg/l), polymer (mg/l), and surfactant (mg/l)). The test results are shown in Table 5.
From the analysis of variance results of 27 experimental data sets in Table 5, it can be seen that at a confidence level of 95%, the significance p-values of the four influencing factors are all less than the significance level of 0.05, indicating that the four factors (water content (%), alkali (mg/l), polymer (mg/l), and surfactant (mg/l)) have a significant impact on wear, and the coefficient of variation of repeated experiments are all less than 10%. This indicates that the relative dispersion of the data is small and the variability is low, the experimental data are highly stable. By comparison, the significant difference between the four factors is: surfactant < polymer < water content < alkali. The wear coefficient is obtained through calculation, as shown in Table 6.
The ternary emulsion with 85% water content, 500 mg/l alkali concentration, 500 mg/l polymer concentration and 50 mg/l surfactant concentration is used as the standard lubricating medium for wear test. After the test, the surface morphology before and after wear is measured by laser Confocal microscopy, as shown in Fig. 9.

Surface morphology of oil tubes before and after testing under standard emulsion lubrication
From Fig. 9, it can be seen that when using ternary emulsion at standard concentration as a lubricating medium for wear experiments, the maximum wear depth of the oil pipe is 190 nm, and the wear width is 290 nm. Furthermore, using the same method, the cross sectional profile of the wear surface perpendicular to the sliding direction under different components and concentrations of emulsion lubrication conditions was experimentally measured, as shown in Fig. 10.

Profile of wear marks on the surface of oil pipes lubricated with different emulsions
From Figs. 9 and 10, it can be seen that the influence of ternary emulsions with different component concentrations as lubricating media on the wear of oil tube slices follows: with the increase in water content, alkali concentration, and polymer concentration in the emulsion, the wear degree of the oil tube surface intensifies, while with the increase in surfactant concentration, the wear degree of the oil tube surface decreases. Among them, the changes in water content and alkali concentration in the emulsion have the most significant impact on the degree of oil pipe surface wear, while the changes in surfactant concentration have a relatively small impact on the degree of oil pipe wear.
Quantitative analysis of wear morphology under different wear conditions is conducted based on the measurement results of surface morphology in Figs. 9 and 10, as well as the friction and wear experimental results in Table 6, it can be found that under the same experimental conditions, the water content decreased from 95 to 75%, the mass loss of the oil pipe decreased by 18.7 mg, and the maximum wear depth decreased from 260 to 125 nm, this is similar to the experimental phenomenon observed by Liu (2019).
When the concentration of surfactant increased from 50 to 200 mg/l, the mass loss of the oil tube decreased by 5.8 mg, and the maximum wear depth decreased from 190 to 140 nm. This is because when the oil content and surfactant concentration were high, the maximum particle size of the emulsion decreased, the particle size distribution was more uniform, and the wetting angle of the droplets on the oil tube wall was also smaller. Therefore, at this time, the emulsion droplets can be well adsorbed on the surface of the oil tube slice and the sucker rod tube, Furthermore, a continuous protective film is formed on the surface of the oil tube slice, keeping the friction pair in a fully lubricated state, which can greatly reduce the friction factor and thus reduce the wear area.
When other experimental conditions are fixed, when the alkali concentration in the emulsion increases from 500 to 2000 mg/l, the mass loss of the oil tube increases by 39.6 mg, and the maximum wear depth increases from 190 to 520 nm. This is because alkali affects the diffusion of surfactants in the oil droplets, prevents the formation of continuous oil films, and makes the wear degree more severe.
And when the polymer concentration increases from 500 to 2000 mg/l, the mass loss of the tubing increases by 16.7 mg, and the maximum wear depth increases from 190 to 310 nm. This is because polymers can affect the interaction between alkali and crude oil, reducing the tendency to generate continuous lubricating films, thereby reducing the lubrication performance of emulsions and increasing the wear degree of oil pipe slices, but the increase is relatively small. From this, it can be seen that in the production process of ternary composite flooding, an increase in alkali concentration and water content will significantly reduce the lubrication performance of the emulsion, resulting in the ternary produced liquid droplets being in a near boundary lubrication state, and the lubrication performance of the emulsion deteriorates, increasing the wear degree of the oil pipe slices.
Combined with the wear depth calculation model, the relationship between wear depth and time and wear coefficient is obtained by using MATLAB software, as shown in Fig. 11.

Wear depth of tubing varies with wear efficiency and time
It can be seen from Fig. 11 that the wear depth increases with the increase in wear efficiency and wear time. And due to the deepening of wear between rods and tubing, the contact area between rod string and tubing increases. With the increase in contact area, the maximum contact stress between friction pairs decreases, so the change rate of wear depth decreases.
Distribution of residual internal pressure strength and stress of defective tubing
When the tubing is worn, the local maximum stress σ max is much larger than that of other parts due to the sudden change of shape, and the phenomenon of stress concentration leads to the decrease in the residual internal pressure strength of the tubing. When the 6 tubing with wear rate of 10, 20, 30, 40, 50 and 60% are at the pump depth of 1000, 1500, 2000, 2500, 3000 m, the finite element software is used to analyze the residual internal pressure strength and stress concentration at 200 m downhole.
Residual internal pressure strength of tubing
The variation of residual internal pressure strength under different length and wear depth of tubing is shown in Fig. 12.

Strength of internal pressure resistance varies with well depth and defect depth
Through the study of the residual internal pressure resistance strength of the worn oil pipe in Fig. 12, it can be found that the change in pump depth has little effect on the residual internal pressure resistance strength of the worn oil pipe five curves with different tubing lengths are analyzed, and they show similar trends. With the increase in the wear degree of the inner wall of the tubing, the internal pressure strength of the tubing decreases in the form of an exponential curve, that is, with the increase in the wear, the residual internal pressure strength of the tubing decreases obviously. At the initial stage of tubing wear, the internal pressure strength decreases rapidly. When the amount of wear increases to a certain extent, the internal pressure strength decreases steadily.
Stress distribution
The stress state of tubing after wear is simulated. The stress distribution of defective tubing can be obtained from the simulation results of an example. Then the maximum stress at different wear depth is read in the graph, and the stress concentration factor is obtained by calculation. Figure 13 shows the stress distribution of tubing working in 1000 m deep oil wells under different wear rates.

Cloud map of equivalent stress distribution of tubing with different wear rates
Through quantitative analysis of mises stress at different wear depths in Fig. 13, it can be concluded that under the same pump depth, the greater the oil pipe wear rate, the more severe the stress concentration at the wear pit. When the oil pipe wear rate is 10%, the maximum stress generated at the wear point is 77.97 MPa. When the wear rate increases to 60%, the maximum stress generated at the wear point increases to 138.25 MPa. The maximum equivalent stress at different wear depths occurs at the edge and middle of the defect, indicating that the oil pipe is prone to failure at the edge and middle of the wear pit Xu and Cheng (2017).
At the same time, according to the stress distribution cloud map, it can be found that the stress value far from the defect has basically not changed, that is, the presence of oil pipe wear at the position far from the defect has almost no effect on the stress distribution. The phenomenon of stress concentration in the defect area of the oil pipe leads to plastic deformation at the defect area, ultimately leading to failure.
Figures 14 and 15 show the maximum equivalent stress curves and stress concentration coefficient curves of oil pipes under different wear depths and pump depths. It can be seen that as the wear depth and pump depth of oil pipes increase, the maximum equivalent stress and stress concentration coefficient at the defect of oil pipes gradually increase Xu and Cheng (2013).

The maximum stress varies with the amount of wear and the depth of the pump

Stress concentration factor varies with the amount of wear and the depth of the pump
In the early stage of tubing wear, as the wear rate increases from 0 to 10%, the average stress concentration coefficient of the tubing at each well depth rapidly increases from 1 to 1.36. The maximum stress increases rapidly with the appearance of tubing wear, and the stress concentration phenomenon generated at the defect is significantly affected by the change in wear depth. As the wear depth gradually increases, the maximum stress change of the oil pipe tends to be gentle, and the final maximum stress shows a stable upward trend. However, when the wear rate of the oil pipe with a pump depth of 3000 m is 60%, the maximum stress at the defect area increases to 365 MPa, which is close to the yield strength of the J55 oil pipe. At this time, the oil pipe is prone to failure.
Safety evaluation and life prediction of tubing under emulsion lubrication
Through the analysis, the maximum stress of the tubing shows an upward trend with the increase in pump depth and wear rate. If the Von Mises equivalent stress of the tubing body is equal to the yield strength of the tubing material, it shows that the tubing has entered the elastic–plastic stage under the action of external force. In this paper, the yield strength of J55 tubing is 379 MPa. Combined with the finite element calculation results, the safety factor of tubing under different pump depth and wear rate is obtained, as shown in Fig. 16.

Safety factor of J55 tubing under different pump depth and wear rate
By fitting the curve data, the wear rate when the safety factor is 1.5 under different pump depth is calculated.
According to the analysis in Table 7, when the Factor of safety is 1.5, for J55 tubing with defects with wall thickness of 5.5 mm, the maximum safe wear rate is as high as 72.5% in the oil well with a pump depth of more than 1000 m, and the maximum wear depth cannot exceed 3.99 mm. When the pump depth exceeds 3000 m, the maximum safe wear rate of tubing is 13.9%, and the maximum safe wear depth is 3.23 mm less than that when the pump depth is 1000 m.
Based on the wear efficiency of different component emulsions in wear experiments, the wear life of oil pipes under different pump depths under different water content, alkali, surfactant, and polymer concentration emulsion lubrication is obtained.
Figure 17 shows the wear life of different lengths of tubing under the lubrication of emulsion with different components when the Factor of safety is 1.5. It can be seen from the figure that the water content increases from 75 to 95%, and the wear life of tubing decreases by 37.8%. With the increase in alkali concentration and polymer concentration from 500 to 2000 mg/l, the wear life of tubing decreases by 50.6 and 30.2% respectively. With the increase in surfactant concentration from 50 to 200 mg/l, the wear life increases by 14.9%. As the length of the oil tube increases, the maximum wear rate and maximum wear depth for safe use of the oil tube decrease, resulting in a continuous decrease in the wear life of the oil tube as the length increases under the same emulsion lubrication. In shallow wells, the lubrication effect of different emulsions on the rod and tube is more significant. As the length of the oil tube increases, the difference in lubrication effect of the emulsion decreases, because the maximum safe wear depth of deep wells is smaller, the time difference generated by lubrication is not significant.

Tubing wear life under different components of emulsion lubrication
Conclusions
This article investigates the wear characteristics of oil tubing lubricated with ternary emulsions of different components with common concentration ranges (moisture content 75–95%, alkali concentration 500–2000 mg/l, polymer concentration 500–2000 mg/l, surfactant concentration 50–200 mg/l). The wear coefficient, residual internal pressure strength, stress distribution, and service life of J55 oil pipe with an outer diameter of 0.073 m and a wall thickness of 0.0055 m under different wear conditions were analyzed using a combination of experimental data and finite element analysis. Draw the following conclusion:
-
1.
The wear coefficient and wear depth increase with the increase in water content, alkali concentration, and polymer concentration, but decrease with the increase in surfactant concentration.
-
2.
The depth of wear defects will significantly affect the residual internal pressure strength and stress distribution of oil pipes. As the depth of wear increases, the residual internal pressure strength of defective oil pipes decreases and stress concentration intensifies.
-
3.
The wear life of tubing is affected by the pump depth and lotion composition. With the increase in wear time and wear efficiency of different emulsions, the wear depth increases and the Factor of safety decreases.
-
4.
The water content and alkali concentration in the emulsion have a significant impact on the wear life. The safe wear life of the sucker rod tube under the lubrication of the emulsion with a water content of 75% has increased by 37.8% compared to the lubrication of the emulsion with a water content of 95%, and under the lubrication of the emulsion with an alkali concentration of 500 mg/l, the safe wear life has increased by 50.6% compared to the lubrication of the emulsion with an alkali concentration of 2000 mg/l.
-
5.
In summary, optimizing emulsion composition and controlling wear depth are critical to extending tubing wear life. In addition, under the same safety factor, a shorter tubing length has a greater safe wear depth and a longer service life.
The current research focuses on the wear and service life of commonly used J55 oil pipes on site, but future research will focus on the eccentric wear of more oil pipes of different materials on oilfield sites.
Abbreviations
- \(a\) :
-
Liquid level depth (m)
- \({D}_{1}\) :
-
Tubing outer diameter (m)
- \({D}_{2}\) :
-
Inner diameter of tubing (m)
- \(d\) :
-
Sucker rod diameter (m)
- \({F}_{n}\) :
-
Positive pressure between sucker rod and tubing (N)
- g :
-
Gravitational acceleration (N/kg)
- H :
-
Brinell hardness (N/m3)
- \(h\) :
-
Tubing wear depth (m)
- k :
-
Wear coefficient of friction pairs under the influence of emulsion (1/pa)
- Kσ :
-
Stress concentration factor (dimensionless)
- \({L}_{\mathrm{t}}\) :
-
Accumulated relative movement distance between the sucker rod and the tubing (m)
- l :
-
Axial contact wear length (m)
- \(\Delta m\) :
-
The tubing wear quality (kg)
- m :
-
The distance between the center of the outer wall of the sucker rod and the center of the inner wall of the tubing (m)
- \(n\) :
-
Jig frequency (min−1)
- \(R\) :
-
Inner radius of tubing (m)
- \(r\) :
-
Original outer radius of sucker rod (m)
- S :
-
Accumulated wear area of the tubing section (m2)
- s :
-
Sucker rod stroke (m)
- U :
-
Energy consumed by metal wear (J)
- V :
-
Wear volume of the tubing (m3)
- W :
-
Work generated by frictional force between the sucker rod and the tubing (J)
- \(\eta\) :
-
Wear efficiency (dimensionless)
- \(\mu\) :
-
Friction coefficient between the sucker rod and the tubing (dimensionless)
- \(\mu\) 1 :
-
Well fluid viscosity (pa s)
- \(\rho\) :
-
Tubing density (kg/m3)
- \({\rho }_{0}\) :
-
Well fluid density (kg/m3)
- σ 1 :
-
Stress caused by weight of tubing (pa)
- σ 2 :
-
Stress caused by buoyancy of well fluid (pa)
- σ 3 :
-
Stress caused by liquid column force (pa)
- σ4 :
-
Stress caused by friction (pa)
- σ θ :
-
The circumferential stress of the tubing (MPa)
- σ r :
-
The radial stress of the tubing (MPa)
- σ z :
-
The axial stress of the tubing (MPa)
- σ max :
-
The maximum stress generated by the tubing under load (MPa)
References
Best B (1986) Casing wear caused by tool joint hard facing. SPE Drill Eng 1(1):62–70. https://doi.org/10.2118/11992-PA
Cai W, Zeng R, Liu B (2018) A new method of force calculation of sucker rod string in directional well. IOP Conf Ser Mater Sci Eng 301(1):12085. https://doi.org/10.1088/1757-899X/301/1/012085.
Guo X, Liu J, Dai L, Liu Q, Fang D, Wei A, Wang J (2021a) Friction-wear failure mechanism of tubing strings used in high-pressure, high temperature and high-yield gas wells. Wear 468:203576. https://doi.org/10.1016/j.wear.2020.203576.
Guo X, Liu J, Dai L (2021b) Orthogonal wear experiment of 13Cr-L80 tubing string in high yield gas wells and analysis of its influencing factors. Eng Fail Anal. https://doi.org/10.1016/j.engfailanal.2018.09.030.125:105432
Guo XQ, Liu J, Huang L (2021c) Wear experiment and influencing factors analysis of 13Cr-L80 Tubing string in high-pressure, high-temperature and high-yield gas wells. Mater Sci Forum 1026:169–175. https://doi.org/10.4028/www.scientific.net/MSF.1026.169
Guo J, Fan S, Liu T (2018) Exploration and practice of integrated control technology for tubing and sucker rod lopsided wearing in directional well. IOP Conference Series: Carpath J Earth Env 208(1):012–021. https://doi.org/10.1088/1755-1315/208/1/012021.
Guo H, Lyu X, Zhang M (2022) Recent advances of alkali-surfactant-polymer ASP flooding in China. In: SPE Improved Oil Recovery Conference. OnePetro. https://doi.org/10.2118/209458-MS.
Kuanhai D, Niantao Z, Yuanhua L, Xi Y, Zeng L, Rentian Y, Yue Y (2022) Study on residual strength and life prediction of corroded tubing based on thermal-mechanical coupling XFEM. Ocean Eng 255:111450. https://doi.org/10.1016/j.oceaneng.2022.111450.
Liu L, Yang S, Wang L, Xu D, Zhao L, Cui Y (2014) Analysis of the force acting on the sucker rod by polymer solution. Open J Fluid Dyn 4(02):115. https://doi.org/10.4236/ojfd.2014.42009
Liu C, Chen C, Zhang J (2019) Boundary lubrication behavior and mechanism analysis of oil water emulsion. Chin J Mech Eng 55(9):48–54. https://doi.org/10.3901/JME.2019.09.048
Noda NA, Sera M, Takase Y (1995) Stress concentration factors for round and flat test specimens with notches. Int J Fatigue 17(3):163–178. https://doi.org/10.1016/0142-1123(95)98937-X
Qiu Y, Zhan D, Yan L (2016) Finite element analysis of failure criterion of eccentric wear tubing. Oil Field Mach 45(04):24–27. https://doi.org/10.3969/j.iss1001-3482.2016.04.007
Shaohu L, Feng G, Xianjin W, Hui X, Zhen W, Ting Y (2019) Theoretical and experimental research of bearing capacity and fatigue life for coiled tubing under internal pressure. Eng Fail Anal 104:1133–1142. https://doi.org/10.1016/j.engfailanal.2019.06.062
Shaohu L, Hao Z, Hong Z, Yang L, Zhen W (2021) Experimental and numerical simulation study on fatigue life of coiled tubing with typical defects. J Petrol Sci Eng. 198:108212. https://doi.org/10.1016/j.petrol.2020.108212.
Shi-min D (2003) Mechanical analysis on causes of worn rod string and tubing of rod pumping wells in the water-flooding oilfield. Acta Pet Sin 24(4):108. https://doi.org/10.7623/syxb200304025
Steve WJ (1981) Casing wear: the effect of contact pressure. J Petrol Technol 33(12):2382–2388. https://doi.org/10.2118/10236-PA
Sun C, Guo H, Li Y, Jiang G, Ma R (2020a) Alkali effect on alkali-surfactant-polymer (ASP) flooding enhanced oil recovery performance: two large-scale field tests’ evidence. J Chem 2020:1–22. https://doi.org/10.1155/2020/2829565
Sun C, Guo H, Li Y, Song K (2020b) Recent advances of surfactant-polymer (SP) flooding enhanced oil recovery field tests in China. Geofluids 2020:1–16. https://doi.org/10.1155/2020/8286706
Sun X, Dong S, Li W, Zhang W (2019) The numerical simulation of entire sucker rod string buckling with couplings in vertical wells. Cluster Comput 22(5):12283–12295. https://doi.org/10.1007/s10586-017-1611-z.
Wang HX, Hou NH, Liu YX (2011) Friction and wear behavior of sucker rod and tubing string in the presence of oil field wastewater as the lubricating medium. Adv Mater Res 156:1343–1346. https://doi.org/10.4028/www.scientific.net/AMR.156-157.1343
Wang H, Yan L, Gao D (2014) Tribological properties of superamphiphobic PPS/PTFE composite coating in the oilfield produced water. Wear. https://doi.org/10.1016/j.jallcom.2017.05.333.319(1-2):62-68
Wang Y, Wang D, Sun Z, Han H, Gong M, Wang G (2004) Technology for controlling eccentric wear of sucker rods and tubing in pumping wells lifting fluids containing polymer. In: SPE Annual Technical Conference and Exhibition. https://doi.org/10.2118/89927-MS.
White JP, Dawson R (1987) Casing wear: laboratory measurements and field predictions. SPE Drill Eng 2(01):56–62. https://doi.org/10.2118/14325-PA
Xu LY, Cheng YF (2013) Development of a finite element model for simulation and prediction of mechanoelectrochemical effect of pipeline corrosion. Corrps Sci 73:150–160. https://doi.org/10.1016/j.corsci.2013.04.004
Xu L, Cheng YF (2017) A finite element based model for prediction of corrosion defect growth on pipelines. Int J Pres Ves Pip. https://doi.org/10.1016/j.ijpvp.2017.05.002,153:70-79
Yang Z, Sun R, Liu (2023) Casing tensile stress distribution in the bending section of a well during hydraulic fracturing. J Pet Explor Prod 01613(5):1361–1378. https://doi.org/10.1016/j.petrol.2018.05
Zeng D, Yu Z, Dong B (2020) Investigation of service life and corrosion mechanism of tubing in production well on polymer flooding. Corros Eng Sci Tech 55(8):634–644. https://doi.org/10.1080/1478422X.2020.1770414
Zhang X, Wei D, Li C, Wei L, Zhao M (2021) Effectiveness of sodium sulfite as an electron acceptor for bioenhancerd treatment of salt-containing water produced from ASP flooding. Chemosphere 282:131002. https://doi.org/10.1016/j.chemosphere.2021.131002.
Zhou R, Gu X, Bi S (2022) Finite element analysis of the failure of high-strength steel pipelines containing group corrosion defects. Eng Fail Anal 136:106203. https://doi.org/10.1016/j.engfailanal.2022.106203
Funding
This work is financially supported by PetroChina Innovation Foundation 2019D-5007-0205.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
Authors state that there is no conflict of interest in the publication of this work.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Liu, C., Hu, C., Chen, T. et al. Wear analysis and life prediction of sucker rod and tubing under ternary emulsion lubrication in Daqing oilfield: a case study in block H. J Petrol Explor Prod Technol 14, 271–287 (2024). https://doi.org/10.1007/s13202-023-01701-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13202-023-01701-7