
Abstract
The Weiyuan shale gas field faces problems of long drilling cycles and high development costs. Improving the drilling efficiency of polycrystalline diamond compact bits in shale formations will significantly reduce the overall well cost and duration. Previous applications have demonstrated that conventional PDC bits on the market cannot meet the demand for drilling acceleration. In this work, a new three-dimensional concave-shaped PDC cutter was proposed to improve drilling efficiency. The special 3D concave-shaped cutter has two symmetrical curved ridges on the concave surface and a circular plane at the center. The cutting mechanism of the new 3D concave-shaped cutter has been studied by laboratory experiments and numerical simulations. The research data revealed that, compared with a flat cutter, the tangential force of the original 3D concave-shaped cutter was reduced by 1.4%–35.0%, the axial force was reduced by 6.7%–37.6%, and the mechanical specific energy (MSE) was reduced by 1.6%–35.59%. Simulations showed that the shear action of the 3D concave-shaped cutter was divided into two continuous parts, with the sides and the center surface being stressed successively, which is helpful for extending shear cracks, forming trilobal cuttings, and improving cutting efficiency. With the special 3D concave-shaped cutter, an 8½-inch drill bit was designed and manufactured and tested on the Longmaxi shale in the Weiyuan block. Through field tests, we further compared the performance of the 3D concave-shaped cutter PDC bit with that of the flat cutter PDC bit. The 3D concave-shaped PDC bit had a 41.8% better footage and 22.6% better rate of penetration (ROP) in field test.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Shale gas is the most important unconventional natural gas resource after coal-bed methane and tight sand gas. It is an essential complement to conventional oil and gas resources. Shale gas is characterized by its extensive mining life, long production cycle, and large gas-bearing area (Zhang et al. 2021a, b). The Weiyuan shale gas block is one of the most valuable shale gas blocks in China. Similar to the Haynesville shale gas in Texas, the Weiyuan shale gas is buried at a vertical depth of more than 3500 m. As a result of the deep burial, the compressive strength of the rock is definitely enhanced, and the shale changes from brittle to plastic. This makes drilling considerably more difficult than in shallow shale. The Weiyuan shale gas field faces problems of long drilling cycles and high development costs. PDC bits are the most significant rock-breaking tools used in directional well and horizontal well drilling (Amar et al. 2019; Zhu et al. 2022). Improving the drilling efficiency of PDC bits in shale formations will significantly reduce the overall well costs and duration (Bellin et al. 2010). However, the conventional flat or shaped cutter PDC bits on the market have a low degree of matching with the Weiyuan shale. They cannot meet the field requirements because of low cutting efficiency, slow rate of penetration (ROP), short life, etc. (Block et al. 2009).
Cutters are the most critical components of PDC bit, and their performance directly affects the technical and economic indicators of PDC bit (Xi et al. 2022). Personalized shaped PDC cutters are designed for specific drilling conditions, and this has become a widely recognized product development model for PDC drill bits (Huang et al. 2022). In recent years, a series of studies on 3D-shaped cutters have been conducted around the world. A major factor in this paradigm shift has been advances in PDC cutter manufacturing (Wei et al. 2022). The bit designer can use a laser machining process to shape the PDC diamond layer to any shape that is favorable for cutting the rock (Xu et al. 2022). Previous studies have shown that some shaped PDC cutters are effective; for example, axe cutter and cuter shows 1.85 times more wear resistance than that of flat cutter after cutting the same distance on the granite block in the VTL test (Shao et al. 2021). The cutting force of wavy PDC cutter is 6.64% lower than that of flat PDC cutter (Zhang et al. 2021a, b). The cutting force of Stinger PDC cutter is 46.14% lower than that of flat PDC cutter (Xiong et al. 2020). The three-ridged diamond element cutter is easier to penetrate into the formation and more stable with less torque required compared with the flat cutter (Liu et al. 2019). However, these studies still have some limitations. First, in these works, only portions of the rock mechanics, numerical modeling, experimental, and field-testing research were completed. The researchers did not conduct a complete and coherent study. The models or data in the research work lacked an effective correction process. Moreover, there was not enough evidence to support the validity of such research. Second, in the previous research work, the research on drilling cuttings was ignored, and drilling cuttings offer an important reference to the cutting principle of special-shaped cutters. Third, numerous mechanism studies lack field tests or reference bit comparisons in field tests. Consequently, the experimental conclusions are not convincing enough. Finally, various new 3D-shaped PDC cutters and bits exhibit a notable speed-up effect in some hard formations, but the cutters still suffer from the practical problem that the intrusion effect is poor in strong plastic formations and the speed-up effect is not obvious (Rahmani et al. 2021).
In view of the above conditions, we propose a 3D concave-shaped PDC cutter to improve drilling efficiency. The innovative structure design endows the new concave-shaped cutter with multidirectional intrusion capability. The rock-breaking ability of the original 3D concave-shaped cutter is studied through shale mechanics research, numerical simulation, laboratory experiments, and field testing. This research process will provide a reference for personalized 3D-shaped cutter design and development to meet the special formation speed requirements.
Working principle of the 3D concave-shaped cutter
Structural characteristics
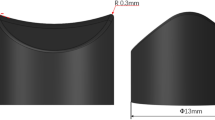
In order to improve the footage and ROP of the PDC bits in the Weiyuan shale formation, a 3D concave-shaped cutter with two symmetric curved ridges on the concave surface and a circular plane at the center is proposed. Its structure is shown in Fig. 1. The concave surface reduces the back angle of the cutter, allowing it to cut into the formation more effectively. Two symmetrical concave ridges divide the cutting surface into three regions. When cutting the rock, the thrust direction of the three faces is different, favoring the tearing of the cuttings and the formation of extended cracks. Finally, it forms trilobal cuttings as shown in Fig. 2. This method of cutting the rock effectively reduces the specific work of rock breaking, facilitates the discharge of cuttings, reduces the friction resistance of the cuttings, and reduces the heat generated by friction. At the same time, the convex ridges improve its impact resistance, and the circular bulge at the center effectively prevents the cuttings from adhering to the cutter surface, which facilitates hydraulic flushing and cooling (Izbinski et al. 2015). The curvature and height of the concave arc surface is controlled by the radius of the concave arc, which is adjusted for different rocks.

3D schematic diagram and structural parameters of the 3D concave-shaped cutter

Cutting shale with a 3D concave-shaped cutter and a flat cutter
To accurately express the structural parameters of the 3D concave-shaped cutter, the 3D concave-shaped cutter depicted in Fig. 1 has two structural features: a concave arc surface and a ridge inclination. In the figure, R is the radius of the concave arc surface (in mm), β is the ridge inclination (the angle between the two convex planes, in degrees), h1 is the height of the cutter (in mm), h2 is the height of the curved ridges’s lowest point (in mm), h3 is the height of the concave surface edge (in mm), D is the diameter of the cutter (in mm), and d is the diameter of the center circle (in mm).
Optimization of structural parameters
Determination of rock mechanical parameters of the Weiyuan shale
In order to study the cutting mechanism of the 3D concave-shaped cutter, it is necessary to measure some rock mechanical parameters of the Longmaxi shale in the Weiyuan block (Ju et al. 2021). First, a core with a diameter of 25 mm and a height of 50 mm was manufactured, as shown in Fig. 3a, for testing on a three-axis experimental machine (Fig. 3c). The rock mechanical parameters of the shale were measured on the upper and lower sides of the rock. During testing, the rock was placed in a sealed heat-shrinkable sleeve to avoid rock collapse and high-pressure oil seeping into the rock. As shown in Fig. 3b, the upper and lower sides of the rock have equal diameters to reduce the effect of uneven radial deformation of the indenter on the rock during the experiment. A speed of 0.1 mm/min was used for loading in this test. The Longmaxi shale exhibits split failure in the uniaxial test, split and shear failure in the 10-MPa confining pressure triaxial test, and shear failure in the 20-MPa confining pressure triaxial test.

Shale core and triaxial test machine: a Core samples; b Core in the heat-shrinkable sleeve; c Three-axis testing machine
After the experimental test was completed, the shale triaxial stress–strain curve (as shown in Fig. 4) and the Moiré circle of shale stress (as shown in Fig. 5) were obtained. The rock mechanical parameters of the Longmaxi shale in the Weiyuan block are listed in Table 1.

Shale triaxial stress–strain curve

Moiré circle of shale stress
Determination of structural parameters
I. Establishment of the rock model of cutter scraping and cutting
The model consists of a cutter and rock samples (Li et al. 2022). The cutter is 15.875 mm in diameter and 13.2 mm in length. The rock model is 150 mm tall, 60 mm wide, and 50 mm high. As shown in Fig. 6, the PDC cutter cuts the rock at a speed of 0.3 m/s. The rock selected is the Longmaxi shale in the Weiyuan block. Its density, compressive strength, Poisson's ratio, internal friction angle, cohesive force, elastic modulus, and dilatation angle were found to be 2.57 g/cm3, 97.548 MPa, 0.143, 41.8°, 18.22 MPa, 31.41 GPa, and 20.3°, respectively.

Model of the cutter scraping shale
In the finite element model, the 3D eight-node reduced-integration element (C3D8R) is used for both the rock and the PDC cutter. At the same time, the mesh of the cut rock is refined, and the surface-to-surface contact properties between the rock and the cutter are used (Chen et al. 2021; Han et al. 2022). There is friction between the cutter surface and the rock cuttings, and between the flanking surface and the cutting surface. The friction coefficient of each contact surface is set, and the Drucker–Prager model is adopted as the rock constitutive model (Huang et al. 2019; Ayop et al. 2019):
-
(1)
The strength and hardness of the cutter is much higher than that of the rock, and the cutter does not wear out during the drilling process (Martinez et al. 2013).
-
(2)
The rock is a continuous, homogeneous, isotropic medium, and, for the moment, the effect of temperature on the rock is not considered.
-
(3)
When the rock fails, it is removed from the rock, and its effect on subsequent drilling after its failure is ignored.
II. Simulation of the cutter breaking rock
The simulation conditions for the 3D concave-shaped cutter scraping and cutting the rock are the radius R of the concave arc surface of the 3D concave-shaped cutter (25, 30, 35, 40, and 45 mm) and the value of the ridge inclination angle β (150°, 155°, 160°, 165°, and 170°). The specific parameters of the simulated rock breaking are listed in Table 2.
III. Verification of the rock-breaking simulation model of the cutter
In order to verify the reliability of the model for cutting and breaking rocks, relevant cutting experiments were performed. The experimental equipment was a planer cutting test machine from the Drill Bit Research Institute at the Southwest Petroleum University. The tangential force obtained from the test was compared, and it was found that the average cutting force calculated by using the simulation was 446 N, whereas the experimental result was 416N (as shown in Fig. 7). Therefore, the error of the simulation results was 6.7%, thus indicating the reliability of the simulation model.

Comparison of experimental and simulated tangential force results
IV. Analysis of the results of a rock-breaking simulation with a cutter
In the research, the tangential and axial forces on a single cutter during the cutting process are calculated and analyzed. As a rule, the lower the tangential force is, the more easily the rock can be broken, and the lower the axial force is, the more easily the rock can be invaded (Shao et al. 2022). In addition, we use mechanical specific energy (MSE) as another important parameter in evaluating drilling efficiency. MSE is the energy required to break a unit volume of a sample rock and is defined as MSE = W/V, where W is the work required to break the rock and V is the volume of the rock (Wei et al. 2016; Zhang et al. 2021a, b; Dai et al. 2022).
Figure 8 shows the tangential force and MSE of the 3D concave-shaped cutter for different ridge inclination angles. The diameter of the cutter was 15.875 mm, the height was 13.2 mm, the radius of the arc surface R was 35 mm, the cutting depth was 2 mm, and the cutting speed was 0.3 m/h. As the ridge Angle increases, the tangential force of the 3D concave-shaped cutter first increased and then, decreased, and the MSE first decreased and then, increased. That is, the cutting efficiency of 3D concave-shaped cutter was the highest when the ridge Angle is 160°.

Tangential force and MSE of cutters with different ridge inclination angles
Figure 9 shows the tangential force and MSE of the 3D concave-shaped cutter for different arc radii. The diameter of the cutter was 15.875 mm, the height was 13.2 mm, the ridge angle was 160°, the cutting depth was 2 mm, and the cutting speed was 0.3 m/h. As the radius R of the concave arc increased, the tangential force of the 3D concave-shaped cutter exhibits a decreasing trend, and the MSE first decreased and then, increased. That is, the cutting efficiency of the 3D concave-shaped cutter was highest when the radius R of the concave arc was 35 mm.

Tangential force and MSE of different concave arc cutters
New 3D concave-shaped cutter scraping and cutting rock experiment
Experimental equipment
The scraping and cutting experimental equipment included a planer testing machine, a three-way force sensor, 1613 PDC cutters (including a PDC cutter fixture), and a data acquisition system. The experimental cutter was fixed to the sensor through the cutter base, and then, the sensor was fixed onto the planer tool holder. The scraping test machine can realize straight scraping, and the signal of the sensor was sent to the computer through the strain gauge for data collection. The cutters in the experiment include a flat cutter and a 3D concave-shaped cutter. The diameter of the cutter was 15.875 mm, and the length was 13.2 mm. The radius R of the concave arc surface of the 3D concave-shaped cutter was 35 mm, and the ridge angle β was 160°. The speed was 0.3 m/h, and the size of the Longmaxi shale sample was 300 mm × 300 mm × 300 mm.
Experimental process
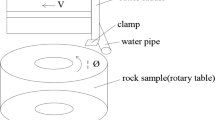
The position of the planer holder was adjusted so that the cutting depth of the cutter was the depth specified in the experiment. Channel of the signal acquisition system is cleared to start sampling, and then, the testing machine was used to scrape the rock sample in a straight line (as shown in Fig. 10). The experiment was completed by crushing the rock samples and recording the experimental data through the data acquisition system. Each group of experiments was repeated at least three times.

Process of scraping and cutting shale using the test machine
Experimental parameters
To study the cutting efficiency of the new type of cutter and its relation to the cutting load, the variable parameters of the cutter included the rake angle, penetration depth, and cutter type. The experimental parameters are listed in Table 3 (Crane et al. 2017; Rani et al 2019).
Analysis of experimental results
In this single-cutter scrape experiment, two kinds of cutters with different rake angles and different penetration depths were applied to the Longmaxi shale. Figure 11 shows a sample of the rock after scraping. When a 3D concave-shaped cutter scrapes and cuts shale, the area of rupture is much larger due to the concave structure of the cutter surface, which is equivalent to a shovel cutting rock like a spade. The two sides of the rock sample are scratched due to two symmetrical curved ridges, and there are numerous brittle collapse marks on the sides. As the flat cutters scrape and cut the shale, they are extruding and cutting the rock. Therefore, it can be concluded that the rock-breaking effect of the 3D concave-shaped cutter is more efficient and reduces the amount of labor during scraping and cutting.

Shale sample after the scraping experiment
Cutting depth
Figures 12 and 13 show the experimental data for the two kinds of cutters scraping shale at different penetration depths, in which the cutters’ rake angle is 15°, and the side turning angle is 0°. As can be seen from Fig. 12, both the axial and tangential forces of the two cutters gradually increase with the depth of the cut. The ability of a single cutter to penetrate into the stratum is determined by the ratio of the axial force to the tangential force. The smaller the ratio, the stronger the ability of a single cutter to penetrate into the formation. With a cutting depth of 2 mm, the flat cutter and the 3D concave-shaped cutter can penetrate into the formation most strongly. Compared to the flat cutter, the tangential force of the 3D concave-shaped cutter is lower by 1.4%–35.0% and the axial force is lower by 9.4%–37.6% at different cutting depths. As is shown in Fig. 13, the MSE of the cutter fluctuates considerably when the cutting depth is changed. As the cutting depth increases, the MSE of both the flat cutter and the 3D concave-shaped cutter first decreases and then, increases. With a cutting depth of 1.5 mm, the cutters have the lowest MSE, only 96 J/mm3 and 72 J/mm3, and the highest cut efficiency. Compared to the flat cutter, the MSE of the 3D concave-shaped cutter is 1.6%–35.59% lower for different cutting depths.

Variation of cutting load with different cutting depths

Variation of MSE at different cutting depths
Cutter’s rake angle
Figures 14 and 15 show the experimental data for the two kinds of cutters scraping shale under different rake angle conditions, in which the cutting depth of the cutter is 1.5 mm and the side turning angle is 0°. With the change of the rake angle of the cutter, both the axial and tangential forces of the cutter fluctuated considerably, indicating that the force condition of the cutter is very sensitive to the rake angle of the cutter (Akbari and Miska 2016). Moreover, as the rake angle of the cutter increases, both the axial force and tangential forces of the two cutters tend to increase gradually. When the rake angle was 10°, the ability of the two cutters to penetrate into the formation is strongest. Compared to the flat cutter, the tangential force of the 3D concave-shaped cutter with different cutting depths is lower by 1.1%–6.9%, and the axial force is lower by 6.7%–16.9%. From Fig. 15, it can be concluded that the MSE of the 3D concave-shaped cutter was lower than the MSE of the flat cutter, and the MSE of the cutter fluctuates more obviously with the change of the cutter’s rake angle. The MSE of the two cutters first increased, then decreased, and then increased again. When the rake angle of the cutter was 15°, the MSE of the flat cutter was the lowest, being only 96 J/mm3. When the inclination angle was 15°, the MSE of the 3D concave-shaped cutter was also the lowest, being only 72 J/mm3. Compared to the flat cutter, the MSE of the 3D concave-shaped cutter at different rake angles was 12.6%–25% lower.

Changes in cutting load with different rake angles

Changes in MSE with different rake angles
Simulation of the new 3D concave-shaped cutter scraping and cutting rock
In order to have a deeper understanding of the different cutting effects and the change of cutting process in the cutting experiment, detailed numerical simulation analysis will be carried out by the above model (Fig. 6). Rock-breaking experiments using flat and 3D concave-shaped cutters with different cutting parameters were conducted, and the cutter load with different cutting parameters and the variation of the MSE were studied. The stress–strain relationship and the variation of the contact stress on the cutter’s surface were investigated. Table 4 lists the simulation parameters used for the cutters to scraping and breaking rock.
Figure 16 shows the topography and stress distributions of the rock section during the process of the flat cutter contacting the rock and breaking a small portion of the rock. As can be seen from Fig. 16a, when the flat cutter interacts with the rock, the edges of the cutter flanks first come into contact with the rock and squeeze it. Thus, the stress peak first appears at the contact point between the rock and the cutting edge, and the stress is mainly concentrated at the contact point between the rock and the cutting edge. The rock near the edge of the cutter is squeezed and deformed and cracks appear. As the cutter continues to move in the cutting direction, the rock near the cutting edge is sheared and damaged. The entire surface of the cutter is then brought into contact with and squeezes the rock. At this time, the stress in the rock section is relatively evenly distributed over the portion of the rock that touches the cutter surface, as shown in Fig. 16a. Under the extrusion action of the cutter’s surface, the pressure on the rock on the front side of the cutter increases, and the stress in the rock changes (from light green in Fig. 16a to green and orange in Fig. 16b). This pressure will push up the surrounding rock. And, as the pressure continues to increase, eventually the surrounding rock units are destroyed and removed from the rock mass. The rock mass is unloaded by removing the damaged unit and the rock section stress is reduced, as shown in Fig. 16c.

Stress distribution in the rock section under the action of the flat cutter
Figure 17 shows the topography and stress distribution of the rock section during the process of the 3D concave-shaped cutter contacting the rock and breaking a small portion of the rock. When the 3D concave-shaped cutter breaks the rock, the ridges first come into contact with the rock, and the sharp cut edges at the ridges are squeezed into the rock with a strong concentrated force. At this point, the rock is crushed and destroyed to form two dense cores. The rock surrounding the dense core is stretched by the tangential force and creates tensile stress, which cracks the rock around the dense core and releases the internal stress of the rock. Thus, the stress in the rock section is highly concentrated at two sides—the part where the rock contacts the cutting edge at the two ridges, as shown in Fig. 17a. As the cutter continues to move in the cutting direction, two ridge surfaces of the 3D concave-shaped cutter break the rock, the overall pressure on the rock on the two sides begin to decrease (from orange in Fig. 17a to green in Fig. 17b) and the overall pressure on the rock at the center increases rapidly (from blue in Fig. 17a to dark green in Fig. 17b). As the pressure of the cutter on the rock increases, the rock at the center is destroyed and one piece of cuttings removed from the rock, and the ridges contact with the rock again as shown in Fig. 17c. In the cutting process, the shear action is divided into two continuous parts, with the sides and the center surface being stressed successively. This method can effectively reduce the maximum force in a single cutting process and improve the cutting efficiency. Compared with the flat cutter, the work of 3D-shaped-concave cutter is smaller in the same volume cutting process. This is consistent with the data conclusion of the previous experiment.

Stress distribution of the rock section at different stages under the action of the 3D concave-shaped cutter
As shown in Fig. 18, the contact stress of the two cutters is generated only in the region where the rocks interact, while the stress values in the other regions are zero, and the stress states at the edge of the cutters exhibit a symmetrical distribution. As the penetration depth increases, the contact area between the cutter and the rock gradually increases, and the cutting cross section increases significantly, resulting in a gradual increase in the contact stress of the cutter.

Contact stress for a flat/3D concave-shaped cutter at different penetration depths
From the equivalent plastic strain of the cutter on the rock, it can be seen that the 3D concave-shaped cutter still uses the ridges to squeeze into the rock through the point load when breaking the rock. At this point, the rock stress is mainly manifested in the contact region with the ridges of the 3D concave-shaped cutter. Because of the concave arc surface of the 3D concave-shaped cutter, the contact area between the ridges and the rock is less than the contact area between the flat cutter and the rock under the same cutting conditions, and the stress at the contact part between the rock and the 3D concave-shaped cutter ridges is greater, so the rock is more likely to be damaged by the 3D concave-shaped cutter and release the internal stress. After the tip of the 3D concave-shaped cutter’s ridges has been driven into the rock, the two faces of the ridges begin to squeeze the rock, and the stress within the rock is visibly diffused backwards, and the rock on either side of the ridge will split under the compressive stress in two different directions. The inner cutting edge of the concave arc surface has its own positive rake angle, which will create an upward force on the rock below the concave arc. The rock on the leading side of the arc surface is broken and detached in a manner similar to that of a shovel. The shoveling of the rock by the inner cutting ridges of the 3D concave-shaped cutter prevents the rock from being further squeezed and causes the rock to be damaged by small plastic strains; thus, the MSE is lower than that of the flat cutter.
Figure 19 shows that as the rake angle increases, the equivalent plastic strain of the rock first decreases, then increases, and then decreases. That is, when the rake angle of the 3D concave-shaped cutter is 15°, the equivalent plastic strain of the rock is the largest, and the 3D concave-shaped cutter has the lowest MSE and maximum drilling efficiency. They are mutually confirmed by laboratory experiments.

Equivalent plastic strain generated by different rake angles of the 3D concave-shaped cutter
Design and field test of the 3D concave-shaped cutter PDC bit
Design
The Weiyuan shale gas field is located in southwestern China, in a horizontal section of the shale Longmaxi Formation, where the lithology is dominated by gray–green shale intercalated with siltstone and gray, dark gray, and gray–black shale with high rock strength. Shale in the horizontal section of the Longmaxi Formation is highly abrasive, with a silicon content of up to 40%–70%, resulting in high wear damage to the PDC bit. The most advanced bit products (e.g., as Smith, Halliburton, and NOV) are widely used in the Weiyuan block, with an average footage of 1226.3 m and an average ROP of 8.51 m/h.
According to laboratory experiments, cutters can best penetrate into the shale when the cutting depth was 2 mm and the rake angle was 10°. In addition, cutters have the lowest MSE when the rake angle was 15°. Therefore, the cutting-edge height of the bit cutter was designed to be > 2 mm, and the rake angle of cutters from the core to the shoulder gradually increased from 10° to 15°, with the rake angle of cutters on the shoulders being 15°. A 3D model of a PDC bit is shown in Fig. 20. Its projected ROP is 15 m/h, which is in line with the target for the Weiyuan shale gas field.

3D model of the drill Bit
Field test
In order to verify the accuracy of the experimental data, the fieldworthiness and durability of the drill with the 3D concave cutters were checked. Figure 21 shows the flat cutter bit after runout from Well Wei204H19-1, with a footage of 1334 m and an average ROP of 8.4 m/h. The cutters on the shoulders had been ruined. We used the same bit design for better contrast, putting the 3D concave-shaped cutters on the shoulders of the bit, as is shown in Fig. 22a.

Flat cutter bit after runout

Flat/3D concave-shaped cutter bit and 3D concave-shaped cutter: a 3D concave-shaped cutter bit; b 3D concave-shaped cutter
The test well was Well Wei204H19-4. The vertical depth of the horizontal section is 3750 m. The test PDC bit was run twice in this well with an ATC rotary guide tool, drilling an entire horizontal section of the well with an average ROP of 10.3 m/h for a total of 1892 m of footage. The following drilling parameters were used: WOB = 120–160 kN, rotation rate = 100 rpm, pump pressure = 31–36 MPa, displacement = 33–36 L/s, and drilling fluid density = 2.11 g/cm3. The reason for the intermediate trip was the loss of signal from the rotating guide instrument. After testing, the bit still exhibits a high degree of freshness, as shown in Fig. 23.

Photographs of the 3D concave-shaped cutter PDC bit after run the well
As shown in Fig. 24, cuttings were sampled from the shale shaker over the entire interval in the Wei204H19 well. The cuttings generated by the 3D concave-shaped cutters are ~ 1.5–2 mm thick, and some of them still have a distinct concave cut texture on the cutting surface. The cuttings generated by the flat cutters are ~ 1–1.5 mm thick and have only a flat cutting surface. Thus, the comparison shows that the cuttings generated with the 3D concave-shaped cutters are larger in size, which indicates that the 3D-shaped cutters exhibit an increase in cutting efficiency compared to the standard PDC cutters. This conclusion is consistent with the previous studies.

Comparison of the cutting size between flat cutter and 3D concave-shaped cutter: a Field cutting size of the flat cutter bit; b Field cutting size of the 3D concave-shaped cutter bit; c Trilobal cutting of the 3D concave-shaped cutter
As shown in Fig. 25, the 3D concave-shaped cutter bit increases the footage by 41.8% and the ROP by 22.6% compared to the flat cutter bit in the same platform well. The footage increases by 54.3%, and the ROP increases by 20.8% compared to the average of the Weiyuan block. These field test results are consistent with numerical simulations and single-cutter cutting experiments.

Comparison between the performance of the PDC bit with a flat cutter and a 3D-shaped cutter
Conclusions
By analyzing the cutting mechanism of the three-dimensional (3D) concave-shaped polycrystalline diamond compact (PDC) cutter through numerical simulation and laboratory experiments, combined with the PDC bits drilling performance in the field test, the following conclusions can be obtained:
-
(1)
A special 3D concave-shaped cutter was proposed to improve the footage and Rate of penetration (ROP) of PDC bits in Weiyuan shale formations. It was revealed that the 3D concave-shaped cutter can effectively reduce the Mechanical Specific Energy (MSE) by extending shear cracks and forming trilobal cuttings. The MSE of the 3D concave-shaped cutter was the highest when the ridge inclination angle was 160° and the concave arc radius R was 35 mm.
-
(2)
In cutting shale experiments, the tangential force of the original concave-shaped cutter was reduced by 1.4%–35.0%, the axial force by 6.7%–37.6%, and the MSE by 1.6%–35.59% for different cutting depths compared to the flat cutter.
-
(3)
Simulations showed that the shear action of the 3D concave-shaped cutter was divided into two continuous parts, with the sides and the center surface being stressed successively. This method could effectively reduce the maximum force in the cutting process and improve the cutting efficiency.
-
(4)
In field tests, the 3D concave-shaped cutter bit increased the footage by 41.8% and the ROP by 22.6% compared to the flat cutter bit in the same platform well. The special 3D concave-shaped cutter performance was more suitable in the Weiyuan shale.
Abbreviations
- PDC:
-
Polycrystalline diamond compact
- 3D:
-
Three dimensional
- ROP:
-
Rate of penetration
- MSE:
-
Mechanical specific energy
- WOB:
-
Weight on bit
References
Akbari B, Miska S (2016) The effects of chamfer and back rake angle on PDC cutters friction. J Pet Sci Eng 35:347–353. https://doi.org/10.1016/j.jngse.2016.08.043
Amar M, Seow BC, Za'ba M et al (2019) Revolutionary PDC cutter design help improve bit performance in malay basin. In: SPE/IATMI Asia Pacific oil & gas conference and exhibition. https://doi.org/10.2118/196465-MS
Ayop AZ, Bahruddin AZ, Mauliand B et al (2019) Numerical modeling on drilling fluid and cutter design effect on drilling bit cutter thermal wear and breakdown. J Pet Expor Prod Technol 10:2190–2558. https://doi.org/10.1007/s13202-019-00790-7
Bellin F, Dourfaye A, King W et al (2010) The current state of PDC bit technology. World Oil 231:41–46
Block G, Jin H (2009) Role of failure mode on rock cutting dynamics. In: SPE annual technical conference and exhibition. https://doi.org/10.2118/124870-MS
Chen P, Miska S, Yu M et al (2021) Modeling of cutting rock: from PDC cutter to PDC bit—modeling of PDC cutter. SPE J 26:3465–3487. https://doi.org/10.2118/205342-PA
Crane D, Zhang Y, Charles D et al (2017) Innovative PDC cutter with elongated ridge combines shear and crush action to improve PDC bit performance. In: SPE middle east oil and gas show and conference 2017.https://doi.org/10.2118/183984-MS
Dai X, Huang Z, Shi H et al (2022) Experimental investigation on the PDC cutter penetration efficiency in high-temperature granite. Geothermics 98:102281. https://doi.org/10.1016/j.geothermics.2021.102281
Han Y, Kuang Y, Yang B et al (2022) Nonlinear dynamic modeling of drillstring-bit-rock coupling system based on bit/rock interaction simulation. SPE J 27:2161–2182. https://doi.org/10.2118/209605-PA
Huang K, Ai Z, Yang Y et al (2019) The improved mechanical specific energy of an annular groove PDC bit. J Pet Sci Eng 172:425–435. https://doi.org/10.1016/j.petrol.2018.09.079
Huang S, Gao Q, Ye X et al (2022) Experimental study on rock-breaking mechanism of micro-coring PDC Bit. J Pet Expor Prod Technol 12:1549–1559. https://doi.org/10.1007/s13202-021-01418-5
Izbinski K, Patel SG, VanDeven A (2015) Innovative dual-chamfer edge technology leads to performance gains in PDC bits. In: SPE/IADC drilling conference and exhibition. https://doi.org/10.2118/173157-MS
Ju P, Wang Z, Zhai Y et al (2021) Numerical simulation study on the optimization design of the crown shape of PDC drill bit. J Pet Expor Prod Technol 4:2190–2558. https://doi.org/10.1007/s13202-013-0091-9
Li C, Ke X, Guo J et al (2022) Numerical simulation and field verification of the cutting efficiency of 3D shaped PDC cutters. In: SPE annual technical conference and exhibition. https://doi.org/10.2118/209978-MS
Liu J, Zheng H, Kuang Y et al (2019) 3D numerical simulation of rock cutting of an innovative non-planar face PDC cutter and experimental verification. Energies 9:4372. https://doi.org/10.3390/app9204372
Martinez IR, Fontoura S, Inoue N et al (2013) Simulation of single cutter experiments in evaporites through finite element method. In: SPE/IADC drilling conference. https://doi.org/10.2118/163504-MS
Rahmani R, Pastusek P, Yun G et al (2021) Investigation of PDC cutter structural integrity in hard rocks. SPE Drill & Compl 36:11–28. https://doi.org/10.2118/199598-PA
Rani A, Ibrahim K, Adzis A et al (2019) Investigation on the effect of changing rotary speed and weight bit on PCD cutter wear. J Pet Expor Prod Technol 10:2190–558. https://doi.org/10.1007/s13202-019-00795-2
Shao F, Liu W, Gao D et al (2021) Study on rock-breaking mechanism of axe-shaped PDC cutter. J Pet Sci Eng 205:180922. https://doi.org/10.1016/j.petrol.2021.108922
Shao F, Liu W, Gao D et al (2022) Development and verification of triple-ridge-shaped cutter for PDC bits. SPE J 27:3849–3863. https://doi.org/10.2118/210580-PA
Wei M, Li G, Shi H et al (2016) Theories and applications of pulsed-jet drilling with mechanical specific energy. SPE J 21:303–310. https://doi.org/10.2118/174550-PA
Wei J, Liu W, Gao D (2022) Effect of cutter shape on the resistance of PDC cutters against tip impacts. SPE J 27:3035–3050. https://doi.org/10.2118/206725-PA
Xi Y, Wang W, Fan L et al (2022) Experimental and numerical investigations on rock-breaking mechanism of rotary percussion drilling with a single PDC cutter. J Pet Sci Eng 208:109227. https://doi.org/10.1016/j.petrol.2021.109227
Xiong C, Huang Z, Yang R et al (2020) Comparative analysis of cutting characteristics of stinger PDC cutter and conventional PDC cutter. J Pet Sci Eng 189:106792. https://doi.org/10.1016/j.petrol.2019.106792
Xu X, Song W, Zhu K et al (2022) PDC bit optimization scheme for tight oil reservoirs in the Jidong Oilfield based on rock anti-drilling characteristics. J Pet Expor Prod Technol 12:2869–2881. https://doi.org/10.1007/s13202-022-01493-2
Zhang S, Wang C, Liu Q et al (2021a) Abrasiveness evaluation of complex strata based on PDC special energy consumption. J Pet Expor Prod Technol 11:2190–558. https://doi.org/10.1007/s13202-020-01063-4
Zhang Z, Zhao D, Zhao Y et al (2021b) 3D numerical simulation study of rock breaking of the wavy PDC cutter and field verification. J Pet Expor Prod Technol 203:108578. https://doi.org/10.1016/j.petrol.2021.108578
Zhu X, Luo Y, Liu W et al (2022) Rock cutting mechanism of special-shaped PDC cutter in heterogeneous granite formation. J Pet Expor Prod TeChnol 210:110020
Acknowledgements
Support: This work was supported by the project of Development of Ultra-hard and Abrasive Resistant Materials and Adaptive Bits (2020B-4016) and the project of Field Test of Speed and Efficiency Improvement Technology such as Long Life Screw + High Efficiency PDC Bits (2020F-47).
Funding
This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
Author information
Authors and Affiliations
Contributions
XK contributed to conceptualization and writing—original draft preparation. JS contributed to methodology. XY contributed to visualization and investigation. JY contributed to writing—reviewing and editing, and funding acquisition. CM contributed to software and data curation. KH contributed to supervision.
Corresponding author
Ethics declarations
Conflict of interest
We declare that we have no financial and personal relationships with other people or organizations that can inappropriately influence our work, and there is no professional or other personal interest of any nature or kind in any product, service and/or company that could be construed as influencing the position presented in, or the review of, the manuscript entitled.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ke, X., Sun, J., Yang, X. et al. Cutting mechanism of a special 3D concave-shaped PDC cutter applicable to the Weiyuan shale. J Petrol Explor Prod Technol 13, 1435–1451 (2023). https://doi.org/10.1007/s13202-023-01621-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13202-023-01621-6