
Abstract
The oil-based mud is preferred to drill highly technical and challenging formations due to its superior performance. However, the inadequate chemical and thermal stability of conventional additives have greatly influenced the performance of oil-based mud at high-temperature conditions. Therefore, it is critical to design an oil-based mud with additives that withstand and improve its performance at high-temperature conditions. The nanoparticles have emerged as an alternative to the conventional additives that can significantly enhance the rheological and filtration characteristics of oil-based mud at high-temperature conditions. In this research study, a novel formulation of OBM enhanced with GNP is formulated, and its performance at high-temperature conditions is investigated. An extensive experimental study has been performed to study the effect of graphene nanoplatelets on the rheological and filtration properties along with flow behaviour, viscoelastic properties, electrical stability and barite sagging of oil-based mud at high temperatures. The graphene nanoplatelets are characterised to ascertain their purity and morphology. The result shows that the graphene nanoplatelets exhibited efficient performance and improved the rheological and filtration properties of oil-based mud. The plastic viscosity and yield point are improved by 11% and 42%, with a concentration of 0.3 ppb. Similarly, the gel strength and barite sagging tendency are enhanced by 14% and 2%, respectively. The filtration loss is also significantly decreased by up to 62% and 46%, with 0.5 ppb concentration at 100 and 120 °C. The addition of GNP results in the formation of a thin mud cake compared to the base mud sample. The rheological modelling recommends the shear-thinning behaviour of oil-based mud (n < 1), which is correlated with the Herschel–Bulkley model. An Artificial Neural Network model is developed to predict the viscosity of OBM based on the four input parameters (concentration of nanoparticles, temperature, shear rate and shear stress). The results demonstrate that graphene nanoplatelets have a favourable impact on the performance of oil-based mud. The addition of graphene nanoplatelets, even at small concatenation, has significantly improved the properties of oil-based mud at high-temperature.
Graphical abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The continuous decline in shallow fossil fuel resources and growing energy demands thrust the petroleum industry to discover unexplored resources in deep and unconventional regions (Bayat et al. 2021). The drilling fluid plays an essential role in the success of any drilling operation (Hajiabadi et al. 2021). Thus, a high-performance drilling fluid is crucial to drill in these complex and harsh environments (Medhi et al. 2021). The drilling fluid, also termed as drilling mud, is an essential component of the drilling process. The drilling fluid performs several functions (Saleh and Ibrahim 2019; Ibrahim and Saleh 2020a, b, c; Haruna et al. 2021; Ibrahim and Saleh 2021a, b; Saleh 2021a; Saleh et al. 2021a, b, ; Saleh and Ibrahim 2021). The primary function of drilling fluid is to remove the drill cuttings from the wellbore and control the formation pressure to prevent fluid flow into the borehole during the drilling operation (Heshamudin et al. 2019; Majid et al. 2019). The drilling fluid also provides wellbore stability, lubricates the drill string, and cools and cleans the drill bit (Edalatfar et al. 2021). The role of drilling fluid is crucial in the success of any drilling operation. The selection of drilling fluid for optimising the drilling operation is based on the characteristics of the geological formations (Fleming and Fleming 1995; Oyler et al. 2010). Therefore, proper selection for optimal drilling fluid performance is critical to successful drilling and completion operations (Fakoya and Ahmed 2018). An inappropriate drilling fluid selection can lead to several drilling challenges, such as wellbore instability, clay swelling, pipe sticking, shale sloughing, and lost circulation (Ezell and Harrison 2008; Abdo and Haneef 2012; Saleh 2020a, 2020c, 2020b, 2021b). Drilling fluids are often classified into water-based (brines) and oil-based (invert emulsion) drilling fluids (Ali et al. 2021a). Water-based mud (WBM) is the most commonly used drilling fluid in the drilling industry. WBM are economical, eco-friendly and preferred for low pressure and low temperature (LPLT) drilling operations (Agarwal et al. 2013; Cheraghian et al. 2014; Yi et al. 2017; Ali et al. 2021b; Edalatfar et al. 2021). However, to drill highly challenging high-pressure and high-temperature (HPHT) wells, oil-based mud (OBM) is preferred due to its outstanding performance in these conditions. OBM provides high thermal stability, better shale stabile, resistance to contamination, and a faster drilling rate. (Lee et al. 2012; Cheraghian 2017; Wagle et al. 2021). Additionally, the properties of OBM do not change drastically compared to the WBM when it comes to physical contact with formation fluid (Fakoya and Ahmed 2018).
The stable rheological characteristics of OBM under HPHT conditions are highly essential for efficient drilling. However, optimising the required OBM properties with conventional additives in these harsh conditions is highly challenging (Rafati et al. 2018). The rheological properties of OBM can be improved to some extent by adding different additives to a desirable range. However, the excess addition of additives may not enhance the properties of drilling fluid after a certain level and negatively impact drilling fluid performance (Rafati et al. 2018). The reduction in ROP, decrease in productivity index, and rise in formation damage can result from an undesirable amount of solid contents in drilling fluid (Amanullah and Al-Tahini 2009). These conventional micro and macro additives of the drilling fluid have limited thermal stability and are likely to experience thermal degradation at HPHT conditions. It can cause fluid phase separation and emulsion breakdown, leading to serious drilling challenges (Amanullah and Al-Tahini 2009; Katende et al. 2019; Gouda et al. 2021). Another important property that significantly influences the performance of drilling fluid is filtration loss. The filtration properties of the drilling fluid must be adjusted to minimise the filtration invasion into the formation. The filtrate invasion in the permeable formation can result in formation damage at reservoir intervals. During the invasion, the solid particles form a filter cake on the permeable formation and the filtrate invaded in the formation which can cause major complications such as wellbore instability and formation damage (Mikhienkova et al. 2021).
The application of nanotechnology has risen in every aspect of engineering and technology over the last two decades. Nanotechnology has gained attention in the petroleum industry due to its vast applicability. Nanoparticles (NPs) are used extensively for various applications in the petroleum industry. NPs can significantly solve the most complex problems encountered during drilling operations, such as wellbore instability, loss circulation, pipe sticking, torque, and drag (Amanullah and Al-Tahini 2009). The drilling fluid characteristics can be enhanced by the addition of NPs to withstand the drilling challenges (Cheraghian and Afrand 2021). NPs can modify the desired properties of drilling fluid and improve the drilling process's efficiency (Rafati et al. 2018; Katende et al. 2019). The addition of NPs in drilling fluid can enhance the rheological behaviour, reduce the filtrate loss, improve the shale stability, and lower the friction coefficient (Perumalsamy et al. 2021). Thus, NPs can be an excellent choice and an alternate to the micro and macro size additives in the OBM at HPHT conditions. The performance of NPs in the drilling fluid mainly depends on the NPs characteristics, such as shape, size, concentration, and surface charges (Salih and Bilgesu 2017). NPs possess high thermal stability and extreme tolerance to high pressure, which may help the OBM attain desirable rheological properties at HPHT conditions. The performance of NPs is superior compared to the micro and macro size particles due to the large surface area to volume ratio (Amanullah and Al-Tahini 2009; El-Diasty and Ragab 2013; Salih and Bilgesu 2017; Katende et al. 2019). Therefore, a small quantity of NPs can significantly minimise the excess amount of solid content in the drilling fluid. The high amount of solid content in the mud system can increase the viscosity, which decreases the ROP. Therefore, lowering the solid content in the drilling fluid increases the ROP and decreases the sagging of barite and cutting particles and improves the hole cleaning (Irawan and Kinif 2018). However, the excessive concentration of NPs could have a negative impact on the rheological and filtration properties of drilling fluid by causing an aggregation phenomenon (Vryzas et al. 2015; Mahmoud et al. 2018). The drilling fluid with a concentration of NPs higher than 10 wt% is not economically feasible (Moraveji et al. 2020). Thus, the optimum concentration of NPs must be identified for the better performance of drilling fluid.
Numerous researchers investigated the effect of different NPs at various concentrations on the rheological and filtration characteristics of OBM. Agarwal et al. (Agarwal et al. 2011) tested the clay and silica-based NPs in OBM at HPHT conditions. They reported in their findings that the addition of the silica NPs mixed with clay NPs at a concentration of 2 wt% and 1 wt%, respectively, can enhance the rheological properties of OBM at HPHT conditions. In a similar study, the effect of silica NPs were analysed at HPHT conditions by Anoop et al. (Anoop et al. 2014). They found that the addition of 2.0 vol% of silica NPs have provided stable rheological behaviour at HPHT conditions, while at the ambient condition, the plastic viscosity of OBM increased. Madkour et al. (Madkour et al. 2016) examined the impact of multi-walled carbon nanotube (MWCNT) in OBM at a concentration of 0.5 wt% at HPHT conditions. Their results showed that all the rheological characteristics consisting of apparent viscosity, plastic viscosity, yield point, and gel strength have significantly increased compared to the commercially available viscosifier with the addition of MWCNT at HPHT condition. In another study, Nasser et al. (Nasser et al. 2013) reported the effect of graphite NPs at ambient conditions on the rheological behaviour of OBM. They observed that the plastic viscosity increased with 40 nm graphite NPs at LPLT conditions. Allan et al. (Katende et al. 2019) studied the effect of silica NPs on the rheological properties. They found that the addition of 0.5 ppb of silica has significantly enhanced the rheological properties of OBM at HPHT conditions.
Even though NPs have a beneficial influence on the performance of drilling fluids. The majority of the research studies focus on the effect of NPs on the rheological and filtration properties of WBM. There is a dearth of studies on the influence of NPs on the rheological and filtration properties of OBM, and most of these studies are primarily concerned with the influence of NPs on OBM under ambient conditions, which is suitable for shallow drilling operations. However, drilling in deep high-temperature wells can considerably affect the OBM's rheological and filtration characteristics. Additionally, as the prior research has shown, the available experimental data are contradictory. Therefore, a complete and in-depth examination and analysis of the effect of NPs on the rheological and filtration properties of OBM at reservoir temperatures is necessary to cover this gap.
The aim of this research is to design and formulate an oil-based mud with Graphene nanoplatelets (GNP) as a suitable alternative to the conventional additives for drilling unconventional shale formations at high-temperature conditions. A systematic and thorough investigation is performed to quantify the impact of GNP on the performance of OBM both at ambient and reservoir temperature conditions. The rheological and filtration properties of OBM enhanced with GNP are examined and analysed in detail to determine the extent to which GNP improves the rheological and filtration characteristics of OBM. Notably, this formulation of OBM augmented with GNP has not previously been subjected to investigation at high temperatures. This is the first time such thorough research has been conducted at ambient and high-temperature conditions (80–120°C). Additionally, the influence of GNP on flow behaviour, barite sagging, electrical stability, and the viscoelastic characteristics of OBM has been extensively studied. The rheological modelling is performed to identify the rheological model best fitted to the GNP-enhanced OBM and its effect on the flow behaviour at high temperatures for a complete range of shear rates. Finally, an Artificial Neural Network (ANN) model is developed to predict the viscosity of OBM based on the four input parameters (concentration of NPs, temperature, shear rate and shear stress). This formulation may enable developing and exploring a new class of improved OBM for efficient drilling performance at ambient and reservoir temperature.
Materials and methods
Materials
Graphene nanoplatelets (GNP) used in this research study are acquired from Sigma-Aldrich, Malaysia. The average thickness is in the range of 10 nm and the surface area is 750 m2/g. The nanoplatelet's average size is < 2 μm, with a relative gravity of 2–2.25 g/cm3. Organophilic clay and lime are added as viscosifier and pH controllers. The confitrol and barite are used as filtration control agents and weighing material. The emulsifier is added to make a stable emulsion and calcium chloride for clay stabilisation. The additives are brought from Scomi Oiltools and Sigma-Aldrich and used as obtained. The additives used in the formulation of OBM oil are shown in Table 1.
Characterisation of graphene nanoplatelets
The characterisation is performed using a combination of techniques to understand the shape, size, structure and chemical composition of GNP. The X-ray Diffraction (XRD), Electron Microscopy (EM) and Fourier Transform Infrared (FT-IR) Spectroscopy are performed to identify the crystalline structure, morphology and functional group associated with GNP, respectively. The XRD test is executed using Bruker AXS D8 Advance (USA) to obtain the XRD patterns. XRD is an analytical method for identifying the phases present in crystalline materials. Approximately 2 g of the specimen is put in an acrylic sample container with a depth of 3 mm for XRD measurements. The XRD spectrum is measured by employing copper Kα radiation (1.54 Å) at a voltage of 45 kV and a current of 40 mA. The data is recorded with scan slim at a step size of 0.02 in the 2θ scan range of 5–80°. The results are analysed using X'Pert HighScore Plus software to evaluate and characterize the crystal system. The Transmission Electron Microscopy (TEM) and Field Emission Scanning Electron Microscope (FESEM) is performed to study the morphology of GNP. The images are obtained by utilising Zeiss Libra 200FE and Zeiss Supra 55 VP (Germany), respectively. The images were acquired at magnifications of 600 × utilising a secondary mode of electron imaging with an accelerating voltage of 20 kV. The functional groups in GNP are characterised by using FT-IR spectroscopy. The dried specimen is combined with KBr at a certain concentration and passed onto a clear disc. The spectra analysis is performed in the range of 400–4000 cm−1 by utilising PerkinElmer Spectrum One (USA).
Formulation of oil-based mud
The OBM is formulated using Saraline 185 V oil as a base oil with an oil–water ratio (OWR) of 70:30. The mud sample is designed to have a mud weight of 12 ppg (pounds per gallon). The composition of the base mud can be shown in Table 2. The mud sample is formulated according to the laboratory practices in which one laboratory barrel of mud sample is equivalent to 350 cm3. The mud sample is prepared to meet the standard specification by selecting the appropriate quantity of additives according to their physio-chemical properties.
The drilling fluid is prepared using Hamilton Beach Multimixer (USA), following the practices recommended by Ofei, TN (Ofei et al. 2020a). The mixing processes took a total period of 66 min, according to the sequence shown in Table 3. The procedure for the drilling fluid formulation is as follows: first, pour the base oil into the mixer, add 10 ml of emulsifier, and mix for 2 min. Add 5 g of lime into the mixture and mix for 5 min. Afterwards, 4 g of organophilic clay is added to the solution and continued mixing for 5 min. Then, 6 g of confitrol is added into the mud mixer and sired the solution for 5 min. Brine solution containing 25 wt% of calcium chloride is added and stirred for 10 min. Added GNPs (0.1 to 0.5 ppb) into the mud mixer and stirred for at least 15 min. Finally, 252 g of barite is added to the mixture and continue stirring for 25 min.
Dispersion stability of graphene nanoplatelets in oil-based mud
The stabilisation of NPs in the drilling fluid is necessary for the drilling fluid to be effectively functional. The NPs in the drilling fluid experience various types of interaction caused by the attractive and repulsive force between NPs. However, the attractive forces are more dominant due to the large surface area of NPs. The high force of attraction adheres the NPs together, forms a cluster of NPs, and results in the aggregation of NPs (Ilyas et al. 2017). This aggregation results in sedimentation with time and makes the NPs unstable [23]. The instability of NPs can adversely impact drilling fluid properties and cause an undesirable increase in the viscosities and filtration loss [24]. Thus, for optimum performance, the NPs must be dispersed properly in the drilling fluid. The stability of the GNP in OBM can be accomplished by enhancing the repulsion forces between the particles through electrostatic stabilisation. In the electrostatic stabilisation process, the attractive forces are counterbalanced by the repulsive forces by developing a negative charge on the surface of GNP. The GNP is dispersed under high pH OBM as it causes the negatively charged ions to be adsorbed on the surface of the GNP. This negatively charged particle attracts the positive counterions surrounding the particle and forms layers. These layers are known as Double Layer or Electric Double Layer, and they are electrically neutral. The pH of OBM is determined using a pH meter, and the average pH value of the OBM samples is 10.25. The pH value is maintained above 10 to ensure adequate GNP dispersion in the OBM.
Experimental procedure
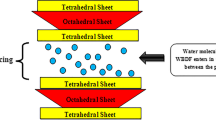
In this research study, an in-depth experimental investigation is performed to examine the effect of GNP on the performance of OBM at ambient and reservoir conditions. The rheology, filtration, electrical stability, barite sagging, and viscoelastic characteristics of OBM are examined. The OBM samples without any GNP are termed as the base sample and used as a reference for comparison with OBM samples with GNP. The OBM with GNP are prepared in Five (05) different concentration (0.1 ppb, 0.2 ppb, 0.3 ppb, 0.4 ppb and 0.5 ppb). The measurements are performed at ambient and high-temperature conditions (25–120°C) with a measurement error of less than 5%. The tests are performed according to API standards, API Recommended Practice 13B-2 (API 2005). flow diagram of the overall experimental workflow is presented in Fig. 1.

Flow diagram of the experimental workflow
Rheological properties
The rheological behaviour of OBM at various concentrations of GNP (0.1–0.5 ppb) and temperature conditions (25–120 °C) is determined. The rheological properties of the OBM are determined using FANN Viscometer (USA) at 600, 300, 100, 6 and 3 rpm dial reading. The rheological properties measured in this research study include plastic viscosity (PV), yield point (YP), 10-s gel strength (GS10sec), and 10-min gel strength (GS10min).
The PV and YP are calculated using Eq. (1–2) (API 2005) from the data of the viscometer dial reading.
The rheological properties for all mud samples are determined before and after thermal aging to analyse the effect of temperature on drilling fluid under dynamic conditions. After determining the rheological properties before hot rolling (BHR) at ambient conditions, the mud sample is poured into an aging cell and placed in the hot roller oven for 16 h. The rheological properties are measured again after hot rolling (AHR). The thermal aging is performed using a FANN Roller Oven (USA) at temperatures ranging from 80 to 120 °C. The recommended rheological properties utilised to analyse the performance of all mud samples can be shown in Table 4.
Filtration properties
The filtration behaviour of mud samples at high temperatures under static conditions is evaluated using a static HPHT filtration test. The test is performed using the OFITE HPHT Filter Press (USA) following the API standards, API Recommended Practice 13B-2 (API 2005). The test is performed at 100 and 120 °C with a differential pressure of 500 psi using standard filter paper. The test is conducted for 30 min, and the filtrate is collected in the measuring cylinder. The required differential pressure is applied using nitrogen gas. A Vernier Calliper measures the thickness of the filter cake.
Electrical stability
The electrical stability (ES) test is performed to analyse the emulsion stability and oil-wetting characteristics of the OBM. FANN Electrical Stability Tester (USA) is used to measure the mud samples' ES. An alternating voltage is generated and increased gradually across a pair of electrodes submerged in the OBM sample to determine its ES. The ES test is repeated, and the average ES readings are computed.
Barite sag
The barite sag tests are performed to determine the suspension characteristics of OBM. The measurement of barite sagging is performed under the static condition after aging the mud samples for 16 h at 120 °C. The sag factor between 0.50 and 0.53 is considered an acceptable suspension characteristic of a mud sample (Maxey 2007). A mud sample with a sag factor greater than 0.53 is considered inadequate suspension properties (Ofei et al. 2019). The known volume of mud sample is taken using a syringe from the cell's top and bottom and determine the density. The measured densities are used to determine the sag factor by using Eq. (3) (Maxey 2007):
Oscillatory amplitude sweep tests
The amplitude sweep test is an oscillatory test performed to determine the linear viscoelasticity (LVE) range and the structural stability of the drilling fluid without breaking its internal structure (Bui et al. 2012; Ofei et al. 2020b). The tests are performed at a constant frequency of 10 rad/s with varying shear strain range from 0.1 to 100%. The Discovery Hybrid (HR-1) Rheometer (USA) is utilised to measure the viscoelastic properties of drilling fluid.
Rheological modelling
The rheological models define the rheological properties of drilling, which helps understand the flow characteristics of drilling fluid (Livescu 2012). The rheological parameters of mud samples are obtained using Discovery Hybrid Rheometer (HR-1) (USA) and then integrated into each rheological model to determine the coefficient of determination (R2) for statistical analysis. The Bingham Plastic, Power Law, and Herschel-Bulkley models are most commonly used in the drilling fluid industry and are employed to predict the rheological behaviour of mud samples. These models can be described mathematically using Eq. (4–6), respectively (Bingham 1922; Herschel and Bulkley 1926; Metzner and Reed 1955).
where \(\tau\) is the shear stress (Pa), \(\tau_{y}\) is the yield stress (Pa), \(\mu_{p}\) is the plastic viscosity (Pa.s), and \(\gamma\) is the shear rate (s−1).
where \(\tau\) is the shear stress (Pa), \(K\) is the consistency index (Pa.s), n is the flow behaviour index (dimensionless), and \(\gamma\) is the shear rate (s−1).
where \(\tau\) is the shear stress (Pa), \(\tau_{y}\) is the yield stress (Pa), \(\mu_{p}\) is the plastic viscosity (Pa.s), \(K\) is the consistency index (Pa.s), n is the flow behaviour index (dimensionless), and \(\gamma\) is the shear rate (s−1).
Prediction using artificial neural network
Artificial Neural Network (ANN) has been widely used in recent years for prediction analysis in several areas of petroleum engineering. The ANN is based on a machine-learning algorithm that uses past and present training data for prediction modelling. ANN is preferred over other models due to its capabilities to solve a wide range of complex engineering problems with high accuracy that are outside the computing competencies of conventional mathematical procedures (Elkatatny et al. 2016; Agwu et al. 2018). Furthermore, the model developed with ANN can be applied anywhere without the necessity of any special software. ANN model is a combination of three layers, input layer, hidden layer, and output layer. These layers are interconnected with each other with the help of weights. The data is processed through the input layers to the hidden layers and then all the way to the output layer. The predicted data is compared with the actual data in the output layer (Gouda et al. 2021). The network's performance is significantly influenced by the weight's adjustment between these layers (Ahmed et al. 2019). The neurons are the fundaments processing unit of the ANN model. Therefore, the selection of optimum members of neurons plays a crucial role in the development of the model. The under-fitting and over-fitting models can be caused by fewer or excessive neurons (Elkatatny et al. 2016).
The ANN modelling technique is employed using the neural network toolbox of MATLAB R2020b software to predict the viscosity of OBM enhanced with GNP. The input parameters for the models are temperature, the concentration of GNP, shear rate, and shear stress, while the output parameter is the viscosity of OBM. The data obtained from the experiments are divided into two sets (input and output) which are used for the training and testing of the model. The input and output data are normalised before training and testing, as data normalisation can enhance the efficiency of the neural network training by making the magnitude of the data similar to each other (da Silva Bispo et al. 2017). The normalised data is uniformly mixed, and bout 70% of the data is used to train the network, while 30% of the data is used for testing purposes. The statistical error matrices are utilised to evaluate the performance and efficiency of the predictive model, such as coefficient of determination (R2), Mean Square Error (MSE), Mean Absolute Error (MAE), Root Mean Square Error (RMSE), and Mean Absolute Percentage Error (MAPE) are given in Eq. (7–11) (Ilyas et al. 2021).
where, \(y_{i}\) is the observed value, \(\hat{y}_{i}\) is the predicted value, n is the number of observations, and \(\overline{y}_{i}\) is the mean of the observed value.
Results and discussion
Characterisation of graphene nanoplatelets
X-ray diffraction analysis
The X-Ray Diffraction (XRD) is performed to verify the purity and crystalline structure of GNP. The XRD spectra of GNP with indexing of diffraction peaks are illustrated in Fig. 2. The XRD pattern of GNP shows the highest peak at 2θ = 26.42° corresponding to Miller indices (002), which relates to an interlayer spacing of 0.337 nm based on Bragg's law, associated with the graphite layer structure. The scan also reveals some other but smaller peaks coming from the characteristic (100), (101) and (004) reflections. Similar patterns have also been observed by other researchers (Guerra et al. 2019; Ilyas et al. 2020).

XRD pattern of GNP
Morphology by electron microscopy
The GNP is characterised using Transmission Electron Microscopy (TEM) and Field Emission Scanning Electron Microscope (FESEM), as shown in Fig. 3 and Fig. 4, to substantiate its morphology (Saleh 2011; A Saleh and K Gupta 2012). The FESEM images exhibit that the GNP has a multi-layer structure with an agglomerated shape. The thin layers of GNP with smooth and sharp edges can be observed in the images. The small overlapping sections confirm the presence of a multi-layer of GNP. The results exhibit the thin layers with some fractured surfaces at the edges while lack of fracture surfaces in the basal plane, corroborating the FTIR investigation. The TEM results also validate the average size and thickness of GNP in the range of 1–2 μm and 10 nm, respectively. Furthermore, the thin layers of GNP are discovered to be transparent, with no other material adhering to the surface.

TEM images of GNP a 50 nm b 20 nm

FESEM images of GNP a 1 μm b 10 μm
Fourier transform infrared (FTIR) spectroscopy
The Fourier Transform Infrared (FTIR) is performed to identify the functional groups of GNP by their different vibrational modes. The infrared (IR) spectra of GNP are illustrated in Fig. 5. The scan of the GNP shows a broad peak at 3434 cm−1, which can be attributed to the stretching vibration of the -OH functional group. The C=C functional group produces a peak observed in the spectrum at 1384 cm−1, indicating the existence of graphite nanomaterial. Few other stretching vibrations are also observed at the 1631 cm−1 and 1082 cm−1, which are attributed to C=O and C–O adsorption groups, respectively. The other researcher has also noticed similar trends in their studies (Saleh 2011, 2018; Kuan et al. 2018; Ilyas et al. 2020).

IR spectroscopy of GNP
Rheological properties
Plastic viscosity
Plastic Viscosity (PV) is the internal resistance of the fluid to flow caused by the mechanical friction of the solid contents present within the drilling fluid (Perween et al. 2018). PV of drilling fluid primarily depends on two factors, the electrochemical attraction between the reactive particles and the friction between the solid's particles in the drilling fluid (Salih and Bilgesu 2017). The effect of GNP on the PV of mud sample at ambient temperature conditions are presented in Fig. 6.

Plastic viscosity of OBM with GNP before thermal aging
The addition of 0.1 and 0.2 ppb GNP in the mud samples results in a small decrease in the PV than the base sample. The initial drop in the PV is relatively small because of the higher mud weight. The muds with heavier densities have more solid contents and a high attraction between the molecules. Therefore, the small addition of NPs is not adequate to make a large number of solid particles deflocculate and reduce the attractive and friction forces. However, the further inclusion of 0.3 ppb GNP results in a substantial 11% reduction in the mud sample's PV. The decrease in the PV of mud samples with the addition of NPs is due to the interaction between clay particles and NPs. The negative charge on the surface of the NPs helps reduce the PV of mud samples. The distribution of NPs around and between the reactive clay particles neutralise the positive charge at the edge of the clay particles and promotes the negative charge on the clay particle's surface. The increases in the negativity of the clay particles' charges produce the repulsion forces between NPs and clay particles. The strong repulsive forces avoid the aggregation and flocculation of clay particles (Barry et al. 2015). Therefore, contact between two negatively charges particles increase the repulsive force and reduce the friction, which ultimately lowers the PV of the drilling fluid (Salih and Bilgesu 2017). However, the further addition of 0.4 ppb GNP did not reduce the PV; instead, it increased the PV and made it identical to the based mud sample. The addition of 0.5 ppb GNP makes the PV even more than the base mud sample. The higher PV of mud samples results from flocculation and aggregation of NPs, which may cause more attraction, poor distribution, and a small distance between the solids. The most considerable reduction in the PV occurs with the addition of 0.3 ppb GNP.
The effect of high temperature on the PV of OBM examined with GNP can be shown in Fig. 7. The PV of mud samples shows a related trend at various GNP concentrations after aging at 80 °C, 100 °C and 120 °C. The results suggest that the PV of mud samples increases after aging at higher temperatures. The increase in the PV is most likely because the solid particles in the mud sample become more kinetically active at high temperatures, which ultimately results in a rise in the PV of mud samples (Sulaimon et al. 2017; Katende et al. 2019; Ofei et al. 2020a). Though the PV of all the mud samples is within the preferable range before and after aging, a mud sample with a lower value of PV is desirable for efficient drilling. The drilling fluid with lower PV improves the drilling performance by increasing the rate of penetration (ROP), minimises the pressure losses, reduces the equivalent circulation densities (ECD), and prevents formation fracture (Salih and Bilgesu 2017; Aramendiz and Imqam 2019). The mud samples with 0.3 ppb GNP show the most significant reduction in the PV before and after aging and make it the most optimal concentration in the mud sample. However, the GNP concentration in mud samples above 0.3 ppb may cause an adverse effect on the PV. Similarly, the mud sample with fewer than 0.3 ppb concentration does not significantly impact the PV of mud samples.

Plastic viscosity of OBM with GNP before and after thermal aging at 80–120 °C
Yield Point
Yield Point (YP) can be defined as the stress required to flow the drilling fluid (Patel et al. 2019). YP is the initial resistance to the drilling fluid to flow caused by the electrochemical attractive forces between the solid particles in the drilling fluid (Amani et al. 2012; Abduo et al. 2016). YP depends on the volume and surface properties of solids in the drilling fluid. The characteristic of YP is to suspend drilling cutting when the drilling fluid is in a static condition (Yeu et al. 2019). Moreover, the YP of drilling fluid helps transport the drill cuttings from the wellbore to the surface during circulation (Werner et al. 2017; Perween et al. 2018). The effect of GNP on the YP of mud samples before aging is exhibited in Fig. 8. The result demonstrates that the addition of 0.1 ppb GNP in the mud sample does not affect the YP. The YP of the mud sample with 0.1 ppb GNP shows an identical value compared to the base mud sample. The drilling fluid with high specific gravity contains a large quantity of solid, which causes a very high force of attraction. The addition of 0.1 ppb GNP is not high enough to reduce the attraction forces generated by the presence of a large number of solid particles. Therefore, more volume of NPs is required to enhance the repulsive forces effectively. The further addition of 0.2 and 0.3 ppb GNP in the mud samples results in YP reduction. This decrease is attributed to the deflocculation of solid particles caused by the GNP in the mud sample. The GNP generates a uniform distribution, fewer attraction and friction forces, and more distance between the solid particles. This reduction in YP indicates that the NPs in drilling fluid minimise the force of attraction and increase the distance between solid particles. The most substantial decrease in the YP arises with the addition of 0.3 ppb GNP. The addition of 0.3 ppb GNP enhanced the YP by 42%. However, the addition of 0.4 and 0.5 ppb GNP once again increases the YP of the mud sample and makes it equal to the base mud sample YP. This may result due to the presence of a large number of NPs which increase the solid content and reduce the interparticle space in the mud sample.

Yield point of OBM with GNP before thermal aging
The YP of the mud sample after aging at 80 °C, 100 °C and 120 °C is shown in Fig. 9. The YP of mud samples rises after aging at high temperatures. It suggests that even at high-temperature conditions, the mud sample retains its excellent cutting carrying capacity. The results show a similar trend after aging at 80 and 100 °C, as the YP is effectively enhanced at 0.3 ppb GNP. As previously mentioned, YP is the flow resistance caused by the electrochemical attractive forces between the solid particles present in the mud samples. The addition of NPs in the drilling fluid reduces the attraction forces by increasing the clay particle's distance. The NPs act as "ball bearing" in the drilling fluid and help reduce the force of attraction between the clay particles (Salih and Bilgesu 2017). After aging at 120 °C, the graph shows similar results compared to the base mud sample before aging. The results show an initial increase in the YP at 0.1 and 0.2 ppb GNP, but a considerable reduction occurs in YP at 0.3 ppb GNP. However, at high concertation, the results show an upsurge in YP value. It may be caused by the aggregation of solid particles in the mud sample, which enhance the force of attraction. The drilling fluid with high YP is desirable for improved cutting transportation and hole cleaning. However, a very high YP may cause a detrimental effect on the cutting carrying capacity of drilling fluids. An escalation in the YP results primarily due to the flocculation in the drilling fluid, increasing the surge and swab pressure, reducing ROP, and excessive pump pressure losses. However, drilling fluid with very low YP can cause sagging of barite and drill cuttings (Salih and Bilgesu 2017). Therefore, it is recommended that the YP of drilling fluid should be in the desirable range for efficient performance. The mud sample with 0.3 GNP shows a significant reduction in YP after aging at 80 °C and 100 °C. This concentration enhances the YP by 19% and 21%. While after aging at 120 °C, the mud sample with 0.3 ppb GNP causes a 5% improvement in YP.

Yield point of OBM with GNP before and after thermal aging at 80– 120 °C
Gel strength at 10-s
Gel Strength (GS) is defined as the drilling fluid's ability to suspend the drill cutting and prevent falling back to the bottom of the wellbore when the drilling fluid is in static condition (Ofei et al. 2017). GS can be described as the measure of shear stress at a low shear rate after the mud has been kept static for a specific time, such as 10-s and 10-min (Amani et al. 2012; Abduo et al. 2016). The GS10sec obtained at varying temperatures is illustrated in Fig. 10. The aging of mud samples at high temperatures overall increases the GS10sec. The addition of GNP before and after aging increases the value of GS compared to the base mud sample. The rise of GS implies that the 0.1 ppb is not enough GNP's concertation to reduce the attraction forces between the solid particles and form a progressive gel structure. However, a significant reduction in the GS value is observed with an addition of 0.2 and 0.3 ppb GNP and formed a fragile gel. This decrease in GS is caused by the proper dispersion of NPs at this concentration, causing the reduction in the attractive force and increase in the repulsive forces between the solid particles, which ends up forming a brittle gel structure. The further increase in the concentration of GNP does not produce a constructive effect on GS. The higher concentration of GNP reduces the interparticle space and elevates the aggregation of GNP. This results in forming a progressive gel structure, which increases the requirement of a high pump rate for re-initiation of mud circulation and may lead to fracture of formation. The GS of drilling fluid depends on the solid particles' electrochemical attractive forces at static conditions. The solid content with a high concentration in the drilling fluid can result in excess gel formation due to flocculation. This excess gel strength can lead to swabbing and surging problems during drilling operations (Abduo et al. 2016). Also, an inadequate GS can result in the low suspension of drill cutting, which leads to sagging of barite and drill cutting when circulations of drilling fluid halt. This can cause pipe sticking, low ROP, and high torque and drag (Ofei et al. 2017; Salih and Bilgesu 2017). The result also suggests that the 0.3 ppb might be the upper limit of GNP, as above this concentration, there is no further reduction in the value of GS10sec before and after thermal aging.

Gel strength at 10-s of OBM with GNP before and after thermal aging at 80–120 °C
Gel strength at 10-min
The effect of GNP on GS10min at varying temperatures can be shown in Fig. 11. The addition of 0.1 ppb GNP increases the GS compared to the base mud. However, further addition of 0.2 and 0.3 ppb GNP reduces the GS10min. The most significant reduction of 11% and 9% is obtained at 0.3 ppb before and after thermal aging, respectively. The result suggests that the 0.3 ppb concentration might be the upper limit of GNP, as the most fragile mud is formed at this concentration. While above this concentration, the value of GS10min rises, and a progressive gel is formed at 0.4 and 0.5 ppb GNP. Overall, the results show a similar trend compared to the GS10sec at high-temperature conditions. Even though the GS10min of all the mud samples is within the recommended range, the GNP concentration that makes the most fragile gel is considered the most optimum formulation of mud samples. The drilling fluid with fragile GS is required, as the gel must be broken easily with the initial rotation of the drill string and slow initiation of drilling fluid circulation. Additionally, a lower GS of drilling fluid usually is optimal for a vertical well, as the solid has required a longer interval to settle.

Gel strength at 10-min of OBM with GNP before and after thermal aging at 80–120 °C
Filtration characteristics
Filtration loss
The filtration performance of OBM with GNP at HPHT conditions is presented in Fig. 12. The HPHT filtration test is conducted at a temperature ranging from 100 to 120 °C with a differential pressure of 500 psi. The filtration characterisation at high temperature is critical as the filtrate loss increase with temperature. The high filtration loss into the water-sensitive formation can result in formation damage and wellbore instability (Ofei et al. 2017; Perween et al. 2018). The GNP's addition in the mud shows a considerable reduction in the filtrate loss compared to the base mud. The result demonstrates that the filtrate volume is reduced by 15% and 30% with an addition of 0.1 ppb and 0.2 ppb GNP. The most significant reduction in filtrate loss of 46% arises with the addition of 0.3 ppb GNP. Additionally, a minimal improvement in the filtration loss occurs at a concentration of 0.4 and 0.5 ppb GNP. It is also observed that the mud filtrate collected after the filtrate test only contains oil. The absence of water in the mud filtrate indicates that the emulsion remains stable at HPHT conditions. It can be concluded from the results that the filtrate loss volume increases with a temperature rise and reduces with an increase in GNP concentration. However, the performance of all the mud samples is within the recommended range of > 10 ml.

HPHT filter loss at 100 °C and 120 °C with 500 psi
Mud cake
The effect of GNP on the mud cake thickness at HPHT conditions is illustrated in Fig. 13. In compliance with the filtration loss results, the addition of GNP significantly reduced the thickness of the mud cake. It is observed from the results that the thickness of the mud cake is directly proportional to the loss of mud filtrate volume. NPs act as a bridging material and plug the pores between the clay particles on the filter cake. This results in forming a thin and impermeable filter cake, which subsequently reduces the filtrate loss (Salih and Bilgesu 2017). A thinner filter cake is desirable for trouble-free drilling operation, as a thicker filter can cause a drill string sticking problem (Alvi et al. 2021). The result demonstrates that the addition of GNP in the mud sample has significantly reduced the mud cake thickness. The GNP concentration of 0.1 ppb to 0.3 ppb reduced the mud cake thickness by 13% to 36% by forming 2 mm and 1.5 mm mud cake. Simultaneously, a 1.4 mm and 1.3 mm mud cake thickness (39% and 43% reduction) is achieved compared to the 2.3 mm thick mud cake of base mud by adding 0.4 ppb and 0.5 ppb GNP.

Mud cake thickness with GNP at 100 °C and 120 °C
Electrical stability
Electrical Stability (ES) can describe the emulsion and wetting quality of the drilling fluid. ES is the ability of the OBM to sustain maximum voltage before passing an electric current through its liquid mixture (Growcock et al. 1994). According to the API standard, the ES value of OBM should be greater than 400 V (API 2005). An OBM with a higher ES value represents a strong and compacted emulsion, whereas a weak and unstable emulsion is defined as a low value. ES is the function of emulsifiers, aqueous fluid, viscosity, concentration, and type of solids (Growcock et al. 1994; Mohamed et al. 2019). The ES of mud samples with GNP before and after aging at varying temperatures can be shown in Fig. 14. The results show that the ES of the mud sample decreases with an increase in GNP concentration. However, all the mud samples possess stable emulsion as the ES value of all mud samples is greater than the minimum required value of 400 V. The value of ES of mud samples is reduced with an increase in the GNP both before and after aging high temperature. After aging the mud sample from 80 to 120 °C, the results show that the mud sample's ES decreases with an increase in temperature. According to the kinetic theory [39], when a mud sample undergoes hot rolling at a high temperature, the solid particles in the mud sample become more kinetically active. It causes a poor formation of an insulating film on the emulsifier and results in a slight decrease in ES (Katende et al. 2019). Though the ES of mud samples reduces with an increase in temperature and GNP concentration, all the mud samples possess an ES value greater than 400 V. This suggests that OBM enhanced with GNP possesses stable emulsion even at high-temperature conditions.

ES of OBM before and after thermal aging at 80–120 °C
Barite sagging
The static barite sag test is performed to determine the effect of GNP on the suspension properties of barite in OBM at 120 °C. The effect of GNP on the Sag factor can be shown in Fig. 15. The result reveals that the sag factor of all mud samples is within the acceptable range of 0.50–0.53. However, the base sample demonstrates a high sag factor with a value greater than 0.5106 compared to the sample having GNP. In comparison, all the mud sample with GNP shows a lesser value of sag factor than the base mud sample. The mud sample with 0.3 ppb GNP shows the lowest sag factor value of 0.5027 compared to the other mud samples. The results imply that the mud sample with 0.3 ppb GNP shows a stable mud having the ability to reduce the barite sagging even at high-temperature conditions. The results justify that the GNP can reduce the barite sagging significantly at high-temperature conditions.

Effect of GNP on sag factor at 120 °C
Viscoelastic characteristics
The oscillatory tests are utilised to examine the viscoelastic behaviour of drilling fluid. Oscillatory tests investigate the structural characteristics of drilling fluid and describe the short and long-term structural behaviour of the drilling fluid (Bui et al. 2012; Alvi et al. 2021). The amplitude sweep is an oscillatory test that uses sinusoidal oscillations that allow the fluid to go under deformation, and the resulting fluid stress response is measured. The deformation energy stored in the mud sample during the shear process is known as the storage modulus (G'). In contrast, the loss modulus (G') is the deformation energy consumed by the mud sample during the shear process (Werner et al. 2017; Mezger 2020b). The storage modulus characterises the mud sample's elastic behaviour, as after removing the load, the energy is available again to the material. The loss modulus represents the viscous behaviour of the mud sample. During the shear process, the energy loss is used in the structural change of the mud sample. At the low shear rate, the comparison of G' and G'' is of great importance because dynamic sag may occur at the low shear rate (Ofei et al. 2020a). The ratio of G'' to G', known as the damping factor (or loss factor) and is a measure of the viscous to the elastic portion of the deformation, as shown in Eq. (12) (Mezger 2020a).
The loss factor (δ) can be used to determine the behaviour of the material. An ideal elastic solid is expressed as δ = 0o, and for ideal viscous liquid δ = 90°. When δ = 0 to 90°, it represents viscoelastic material.
The storage and loss moduli obtained from the amplitude sweep tests for base mud and mud with 0.3 ppb GNP is presented in Fig. 16 and Fig. 17. The results show that the linear viscoelastic (LVE) range of both base mud and mud with 0.3 ppb GNP is less than 1% at 25 °C. The base mud and mud sample with 0.3 ppb pf GNP shows a constant value of G' and start declining before the shear strain of unity are reached. This suggests the stable emulsion and proper dispersion of particles in the mud samples. The mud samples remain undisturbed within the LVE range; however, the G' and G'' can start declining after the LVE range. The continuous decline causes a gradual breakdown of the mud sample structure. The point at where G' = G'', the fluid starts to flow and is termed as flow point. The flow point for base mud occurs at a shear strain and G′ of 1.6% and 36.4 Pa, respectively. However, the flow point for 0.3 ppb GNP mud occurred at a shear strain and G′ of 3.2% and 46.5 Pa, respectively. The results show that the GNP has enhanced the elasticity of the mud structure by increasing the G′ and delaying the flow point compared to the base mud. It signifies that 0.3 ppb GNP mud exhibits an improved gel characteristic. The mud samples show a dominant elastic behaviour as the storage modulus dominates the loss modulus and tanδ < 1. It indicates the presence of microstructure in the fluid.

Storage and loss modulus of base mud at 25 °C

Storage and loss modulus of mud with 0.3 ppb GNP at 25 °C
Flow behaviour
The rheological behaviour of the base mud sample and mud sample with 0.3 ppb GNP at a temperature of 25 to 120 °C is displayed in Fig. 18. The results depict that both the mud samples show shear-thinning behaviour, as the viscosity decrease with increasing shear rate. This can result from the degradation of drilling fluid components at a high shear rate. However, the shear-thinning characteristics of drilling fluid at a high shear rate are necessary for appropriate pumping operation and better hole cleaning (Hajiabadi et al. 2021). The mud sample with 0.3 ppb GNP shows lower shear stress than the base mud sample. This reduction in the shear stress can be caused by an increase in the clay dispersion due to high repulsive forces induced by the GNP. However, at high temperatures, there is a marginal difference between the shear stress of the base mud sample and the mud sample with 0.3 ppb GNP. The results also suggest that all the mud samples showed non-Newtonian behaviour and followed the Herschel-Bulkley trend. The Herschel-Bulkley model integrates yield stress with the Power-Law fluid model [25].

Effect of shear rate (0–1200 s-1) and temperature (25–120 °C) on shear stress a base mud b mud with 0.3 ppb GNP
The effect of temperature on the viscosity of both samples is illustrated in Fig. 19. The results indicate that the viscosity of base mud and mud with 0.3 ppb GNP shows shear thickening behaviour at a low shear rate of 0.1 s−1. The Brownian force may cause this increased viscosity by arranging the water molecules in a particular position depending on the dispersion condition. The Brownian force arranges the water droplets in the emulsion at static conditions to reach a state where the droplets are at the furthest distance from each other. This results in the formation of a crystal-like structure. As long as Brownian motion is dominant, the crystal structure is kept intact, and the viscosity of the mud remains low. However, as the shear rate increase, the Brownian motion loses the ability to keep the water molecule in a crystalline structure. This causes a chaotic motion in which the water droplets redirect and bypass the other droplets by themselves and results in high viscosity even at a very low shear rate. This similar behaviour is observed by Werner (Werner et al. 2017) and Saasen (Saasen 2002) in their studies and noticed a peak in the viscosity at a low shear rate due to the presence of crystalline structure of water droplets. Overall, the results show a similar trend of viscosity reduction with increased shear rate and temperature. However, the viscosity profile of base mud shows a slightly higher viscosity than the mud with 0.3 ppb GNP at high shear rates for all temperature conditions.

Effect of shear rate (0–1200 s-1) and temperature (25–120 °C) on viscosity of OBM a base mud b mud with 0.3 ppb GNP
Rheological modelling
Drilling fluids are mostly non-Newtonian and exhibit thixotropic behaviour. The thixotropic fluid show shear thinning behaviour at a high shear rate. While at a low shear rate or circulation break, the drilling fluid makes a gel structure (Oltedal et al. 2015). The rheological modelling describes the relationship between shear stress and shear rate and is required for the flow behaviour characterisation of drilling fluid in the annulus of the well. Several rheological models are utilised in the petroleum industry; however, the Bingham Plastic, Power Law, and Herschel–Bulkley models are the most commonly used and preferred for their accuracy and simplicity (Herzhaft et al. 2002). The rheometer reading obtained by Hybrid (HR-1) is used to determine the parameter of the different rheological models. Then in each rheological model, these parameters are fitted to determine the coefficient of determination (R2). The constants of the rheological models include yield stress (\(\tau_{y}\)) and plastic viscosity (\(\mu_{p}\)) for the Bingham Plastic model, consistency index (k) and flow behaviour index (n) for the Power Law model and yield stress (\(\tau_{y}\)), consistency index (k) and flow behaviour index (n) for the Herschel–Bulkley model are shown in Table 5 and Table 6.
The rheological behaviour of drilling fluid can be described using the relationship between shear stress and shear rate (Ofei et al. 2017). Figure 20 and Fig. 21 show the fitting of different models based on the relationship between shear stress and shear rate. The best-fitted model that describes the rheological behaviour of mud samples most effectively is the Herschel-Bulkley model, with an R2 value in the range of 0.962–0.991. The Herschel-Bulkley model is followed by the Power Law model with an R2 value in the range of 0.937–0.976 and the Bingham plastic model with an R2 value in the range of 0.947–0.964. The results confirmed that the Herschel-Bulkley model is the most efficient in describing the rheological behaviour, as the Herschel-Bulkley model shows the best projection for both base mud and mud sample with 0.3 ppb GNP. The results also validate the shear-thinning behaviour of mud sample at a high shear rate, as the viscosity decrease with an increase in the shear rate.

Rheological model of base mud showing a relationship between shear stress and shear rate a at high shear rate (1200 s-1) b at low shear rate (300 s-1)

Rheological model of mud with 0.3 ppg of GNP showing a relationship between shear stress and shear rate a at high shear rate (1200 s-1) b at low shear rate (300 s-1)
Effect of temperature on the herschel-bulkley parameters
The effect of temperature on consistency index (k) and flow behaviour index (n) can be shown in Fig. 22 and Fig. 23. The value of k and n are interconnected and any changes in one parameter directly affect the other parameter (Alvi et al. 2021). The results show that the value of k and n decreases and increases, respectively, with an increase in temperature for both base mud and mud with 0.3 ppb GNP. This implies that the tendency of drilling fluid to suspend the solid particles decreases with increased temperature (Ofei et al. 2017). The base mud shows a higher value of k and a lower value of n than the mud with 0.3 ppb GNP at 25 °C. However, at high temperatures, the mud with 0.3 ppb GNP possesses a higher value of k and a lower value of n. An increase in the value of k and a decrease in the value of n represents the improved solid suspension and hole cleaning performance of drilling fluid (Sadeghalvaad and Sabbaghi 2015). This demonstrates that the mud with 0.3 ppb GNP has more tendency to hold and suspend the solid particles compared to the base mud sample at elevated temperatures. Overall, GNP's addition improved the value of k and n at high-temperature conditions.

Consistency index (k) of base mud and mud with 0.3 ppb GNP at a temperature of 25–120 °C

Flow behaviour index (n) of base mud and mud with 0.3 ppb GNP at a temperature of 25–120 °C
Predictive performance of artificial neural networks
The Artificial Neural Network (ANN) is utilised to predict the viscosity of OBM as a function of temperature (25–125 °C), the concentration of GNP (0.1–05 ppb), shear rate (0.01–1200 s−1), and shear stress (0.1–55 Pa). The ANN algorithm combines numerous hyperparameters such as number of hidden layers, number of neurons, transfer function, training function, activation function, learning function, epoch size, and number of iterations. These hyperparameters can substantially influence the performance ANN model. Consequently, ANN algorithms are trained iteratively to select the best possible hyperparameters.
The train and test data demonstrating the predicted and measure viscosity value is presented in Fig. 24. The coefficient of determination (R2) is observed to be 0.993 and MSE of 0.000266, respectively, for training data. While for testing data, the R2 is 0.992, and MSE is 0.000306. The statistical error matrices evaluated from the ANN are summarised in Table 7.

Parity plot for prediction using ANN a Training data and b Testing data
The results recommend that the ANN precisely predict the viscosity of OBM with high accuracy. Further, it can be concluded from the results that ANN can accurately evaluate the viscosity of OBM at the high-temperature condition with multivariable inputs.
Performance analysis and validation
NPs have been explored in relation to OBM performance by several researchers. NPs are preferred due to their high surface-to-volume ratio and strong interparticle reaction, which can modify the desired properties of the drilling fluid and improve the efficiency of the drilling operations. The comparison of recent studies showing the impact of NPs on the rheological properties, filtration characteristics, flow behaviour, friction co-efficient, and colloidal stability are presented in Table 8. According to the results, the addition of NPs in OBM considerably improved the PV, YP, and GS. The API and HPHT filtrate loss is also significantly reduced with NPs. The result also signifies that most of the properties are improved with the addition of a small concentration of NPs, proving the efficacy of NPs. The deep high-temperature wells face the challenges of unstable rheological properties and high filtrate losses. The studies show that the NPs have successfully worked as a rheology modifier and fluid loss control and improved the properties at elevated temperatures compared to the base mud sample. In addition to enhancing the rheological and filtration properties, the NP also helps reduce the coefficient of friction between the drill string and the wellbore and significantly improves the performance of the drilling process. The strong friction forces can cause serious drilling problems and result in drill spring mobility loss and non-productive time (NPT). The validation of the presented research is performed by measuring the rheological properties of OBM enhanced with NPs at ambient and high temperatures, and a comparison of results with the literature is presented in Fig. 25 and Fig. 26. The studies concluded that the application of NPs in OBM would be advantageous as an alternative to the conventional additive and would lessen the reliance on the same purpose.

Comparative analysis of plastic viscosity of experiments and the literature a BHR b AHR at 120 °C

Comparative analysis of yield point of experiments and the literature a BHR b AHR at 120 °C
Conclusion
In this research study, a comprehensive and systematic experimental investigation is performed to study the effect of GNP on the performance of OBM at high-temperature conditions. The impact of GNP on the rheological behaviour, filtration characteristic, electrical stability, barite sagging, viscoelastic properties, and flow behaviour of OBM has been examined. The addition of GNP has significantly improved the rheological and filtration properties both at ambient and high-temperature conditions and are found to be in close agreement with the API recommended practices. The rheological properties of OBM have been significantly enhanced with the addition of GNP, even at a very low concentration. The GNP generates repulsion forces between the NPs and clay in the OBM, reducing the agglomeration of clay platelets and forming a uniform distribution of the solid particles. The PV and YP are remarkably improved by 11% and 42% with the addition of 0.3 ppb NPs, respectively. Similarly, the OBM enhanced GNP forms the most fragile gel structure compared to the base mud sample. The GNP also reduces mud's invasion into the formation by plugging the small pore. Even though the filtrate loss at HPHT condition by the base mud sample is quite low, however, the addition of GNP substantially reduce the filter loss up to 62% with 0.5 ppb GNP. The results also imply that the filtration loss at the HPHT condition is inversely proportional to the concentration of GNP. A positive effect of GNP on the barite sagging tendency of OBM has also been observed, which augments the improved suspension capacity of OBM at HPHT conditions. The viscoelastic properties show that the OBM with GNP exhibits light internal structures and possesses small yield stresses at low shear rates, which are desired for better hole cleaning. The rheological modelling suggests the non-Newtonian shear thinning behaviour of OBM, which is followed by the Herschel–Bulkley model. Finally, an ANN model is developed based on four input parameters and one input parameter to predict the viscosity of OBM. The model shows an excellent prediction of viscosity of GPN-based OBM with R2 equal to 0.992. Finally, it can be concluded from the above study that GNP can be used as an alternative to the conventional OBM. The GNP has significantly enhanced the rheological and filtration properties at ambient and high-temperature conditions, making it ideal for drilling unconventional shale formations.
Abbreviations
- K :
-
Consistency index
- n :
-
Flow behaviour index
- R 2 :
-
Coefficient of determination
- \(\theta_{600}\) :
-
Viscometer dial reading at 600 rpm
- \(\theta_{300}\) :
-
Viscometer dial reading at 300 rpm
- μ p :
-
Plastic viscosity
- τ :
-
Shear stress
- γ :
-
Shear rate
- τ y :
-
Yield stress
- ANN:
-
Artificial neural network
- AP:
-
Apparent viscosity
- API:
-
American petroleum institute
- AHR:
-
After hot rolling
- BHR:
-
Before hot rolling
- ECD:
-
Equivalent circulation densities
- ES:
-
Electrical stability
- FESEM:
-
Field emission scanning electron microscope
- FTIR:
-
Fourier transform infrared spectroscopy
- GNP:
-
Graphene nanoplatelets
- GS:
-
Gel strength
- G′:
-
Storage modulus
- G″:
-
Loss modulus
- HPHT:
-
Hight pressure-high temperature
- IR:
-
Infrared
- LVER:
-
Linear viscoelastic range
- LPLT:
-
Low pressures-low temperature
- MAE:
-
Mean absolute error
- MAPE:
-
Mean absolute percentage error
- MSE:
-
Mean squared error
- NPs:
-
Nanoparticles
- OBM:
-
Oil-based mud
- OWR:
-
Oil–water ratio
- PV:
-
Plastic viscosity
- RMSE:
-
Root mean square error
- TEM:
-
Transmission electron microscopy
- WBM:
-
Water-based mud
- XRD:
-
X-ray diffraction
- YP:
-
Yield point
References
Abdo J, Haneef M (2012) Nano-enhanced drilling fluids: pioneering approach to overcome uncompromising drilling problems. J Energy Res Technol 10(1115/1):4005244
Abduo M, Dahab A, Abuseda H, AbdulAziz AM, Elhossieny M (2016) Comparative study of using water-based mud containing multiwall carbon nanotubes versus oil-based mud in HPHT fields. Egypt J Pet 25(4):459–464
Agarwal S, Phuoc TX, Soong Y, Martello D, Gupta RK (2013) Nanoparticle-stabilised invert emulsion drilling fluids for deep-hole drilling of oil and gas. Can J Chem Eng 91(10):1641–1649
Agarwal S, Tran P, Soong Y, Martello D, Gupta RK (2011) Flow behavior of nanoparticle stabilized drilling fluids and effect of high temperature aging. AADE national technical conference and exhibition
Agwu OE, Akpabio JU, Alabi SB, Dosunmu A (2018) Artificial intelligence techniques and their applications in drilling fluid engineering: a review. J Petrol Sci Eng 167:300–315
Ahmed A, Ali A, Elkatatny S, Abdulraheem A (2019) New artificial neural networks model for predicting rate of penetration in deep shale formation. Sustainability 11(22):6527
Ali I, Ahmad M, Ganat T (2021a) Biopolymeric formulations for filtrate control applications in water-based drilling muds: a review. J Petrol Sci Eng 210:110021
Ali I, Ahmad M, Ganat T (2021b) Development of a new formulation for enhancing the rheological and filtration characteristics of low-solids WBMs. J Petrol Sci Eng 205:108921
Alvi MAA, Belayneh M, Fjelde KK, Saasen A, Bandyopadhyay S (2021) Effect of hydrophobic iron oxide nanoparticles on the properties of oil-based drilling fluid. ASME J Energy Res Technol 143(4):043001. https://doi.org/10.1115/1.4048231
Amani M, Al-Jubouri M, Shadravan A (2012) Comparative study of using oil-based mud versus water-based mud in HPHT fields. Adv Pet Explor Dev 4(2):18–27
Amanullah M, Al-Tahini AM (2009) Nano-technology-its significance in smart fluid development for oil and gas field application. Society of Petroleum Engineers, SPE saudi arabia section technical symposium
Anoop K, Sadr R, Al-Jubouri M, Amani M (2014) Rheology of mineral oil-SiO2 nanofluids at high pressure and high temperatures. Int J Therm Sci 77:108–115
API R, (2005) 13B–2: Recommended practice for field testing oil-based drilling fluids. API, Washington DC
Aramendiz J, Imqam A (2019) Water-based drilling fluid formulation using silica and graphene nanoparticles for unconventional shale applications. J Petrol Sci Eng 179:742–749
Barry MM, Jung Y, Lee J-K, Phuoc TX, Chyu MK (2015) Fluid filtration and rheological properties of nanoparticle additive and intercalated clay hybrid bentonite drilling fluids. J Petrol Sci Eng 127:338–346
Bayat AE, Harati S, Kolivandi H (2021) Evaluation of rheological and filtration properties of a polymeric water-based drilling mud in presence of nano additives at various temperatures. Colloid Surf a: Physicochem Eng Asp 627:127128
Bingham EC (1922) Fluidity and plasticity. McGraw-Hill
Bui B, Saasen A, Maxey J, Ozbayoglu ME, Miska SZ, Yu M, Takach NE (2012) Viscoelastic properties of oil-based drilling fluids. Annu Trans Nordic Rheol Soc 20:33–47
Cheraghian G (2017) Application of nano-particles of clay to improve drilling fluid. Int J Nanosci Nanotechnol 13(2):177–186
Cheraghian GG, Afrand M (2021) Nanotechnology for drilling operations. Elsevier, Emerging nanotechnologies for renewable energy, pp 135–148
Cheraghian G, Hemmati M, Bazgir S (2014) Application of TiO2 and fumed silica nanoparticles and improve the performance of drilling fluids. American Institute of Physics, AIP conference proceedings
da Silva Bispo VD, Scheid CM, Calçada LA, da Cruz Meleiro LA (2017) Development of an ANN-based soft-sensor to estimate the apparent viscosity of water-based drilling fluids. J Petrol Sci Eng 150:69–73
Edalatfar M, Yazdani F, Salehi MB (2021) Synthesis and identification of ZnTiO3 nanoparticles as a rheology modifier additive in water-based drilling mud. J Petrol Sci Eng 201:108415
El-Diasty AI, Ragab AMS (2013) Applications of nanotechnology in the oil & gas industry: latest trends worldwide & future challenges in Egypt. North Africa technical conference and exhibition, society of petroleum engineers
Elkatatny S, Tariq Z, Mahmoud M (2016) Real time prediction of drilling fluid rheological properties using artificial neural networks visible mathematical model (white box). J Petrol Sci Eng 146:1202–1210
Ezell RG, Harrison DJ (2008) Design of improved high-density, thermally stable drill in fluid for HT/HP applications. SPE Annual technical conference and exhibition, Soc Petrol Eng
Fakoya MF, Ahmed RM (2018) A generalized model for apparent viscosity of oil-based muds. J Petrol Sci Eng 165:777–785
Fleming JK, Fleming HC (1995) U.S. Patent No. 5,472,937. U.S. Patent and Trademark Office, Washington, DC
Gouda A, Khaled S, Gomaa S, Attia AM (2021) Prediction of the rheological properties of invert emulsion mud using an artificial neural network. ACS Omega 6(48):32948–32959
Growcock F, Ellis C, Schmidt D, Azar J (1994) Electrical stability, emulsion stability and wettability of invert oil-based muds. SPE Drill Complet 9(01):39–46
Guerra V, Wan C, Degirmenci V, Sloan J, Presvytis D, Watson M, McNally T (2019) Characterisation of graphite nanoplatelets (GNP) prepared at scale by high-pressure homogenisation. J Mater Chem C 7(21):6383–6390
Hajiabadi SH, Aghaei H, Ghabdian M, Kalateh-Aghamohammadi M, Esmaeilnezhad E, Choi HJ (2021) On the attributes of invert-emulsion drilling fluids modified with graphene oxide/inorganic complexes. J Ind Eng Chem 93:290–301
Haruna K, Alhems LM, Saleh TA (2021) Graphene oxide grafted with dopamine as an efficient corrosion inhibitor for oil well acidizing environments. Surf Interface 24:101046
Herschel WH, Bulkley R (1926) Konsistenzmessungen Von Gummi-Benzollösungen. Kolloid-Zeitschrift 39(4):291–300
Herzhaft B, Rousseau L, Neau L, Moan M, Bossard F (2002) Influence of temperature and clays/emulsion microstructure on oil-based mud low shear rate rheology. SPE annual technical conference and exhibition, society of petroleum engineers
Heshamudin NS, Katende A, Rashid HA, Ismail I, Sagala F, Samsuri A (2019) Experimental investigation of the effect of drill pipe rotation on improving hole cleaning using water-based mud enriched with polypropylene beads in vertical and horizontal wellbores. J Petrol Sci Eng 179:1173–1185
Ibrahim MA, Saleh TA (2020) Partially aminated acrylic acid grafted activated carbon as inexpensive shale hydration inhibitor. Carbohydr Res 491:107960
Ibrahim MA, Saleh TA (2021) Synthesis of efficient stable dendrimer-modified carbon for cleaner drilling shale inhibition. J Environ Chem Eng 9(1):104792
Ilyas SU, Pendyala R, Marneni N (2017) Stability of nanofluids engineering applications of nanotechnology: from energy to drug delivery. Springer International Publishing, V S Korada and N Hisham B Hamid. Cham, pp 1–31
Ilyas SU, Ridha S, Kareem FAA (2020) Dispersion stability and surface tension of SDS-Stabilized saline nanofluids with graphene nanoplatelets. Coll Surf a: Physicochem Eng Asp 592:124584
Ilyas SU, Ridha S, Sardar S, Estellé P, Kumar A, Pendyala R (2021) Rheological behavior of stabilized diamond-graphene nanoplatelets hybrid nanosuspensions in mineral oil. J Mol Liq 328:115509
Irawan S, Kinif IB (2018) Solid control system for maximizing drilling. IntechOpen, Drilling
Katende A, Boyou NV, Ismail I, Chung DZ, Sagala F, Hussein N, Ismail MS (2019) Improving the performance of oil based mud and water based mud in a high temperature hole using Nanosilica nanoparticles. Coll Surf, A 577:645–673
Kuan C-F, Chiang C-L, Lin S-H, Huang W-G, Hsieh W-Y, Shen M-Y (2018) Characterization and properties of Graphene nanoplatelets/XnBr nanocomposites. Polym Polym Compos 26(1):59–68
Lee J, Shadravan A, Young S (2012) Rheological properties of invert emulsion drilling fluid under extreme HPHT conditions. IADC/SPE drilling conference and exhibition, Soc Petrol Eng
Livescu S (2012) Mathematical modeling of thixotropic drilling mud and crude oil flow in wells and pipelines—A review. J Petrol Sci Eng 98:174–184
Madkour TM, Fadl S, Dardir M, Mekewi MA (2016) High performance nature of biodegradable polymeric nanocomposites for oil-well drilling fluids. Egypt J Pet 25(2):281–291
Mahmoud O, Nasr-El-Din HA, Vryzas Z, Kelessidis VC (2018) Using ferric oxide and silica nanoparticles to develop modified calcium bentonite drilling fluids. SPE Drill Complet 33(01):12–26
Majid NFF, Katende A, Ismail I, Sagala F, Sharif NM, Yunus MAC (2019) A comprehensive investigation on the performance of durian rind as a lost circulation material in water based drilling mud. Petroleum 5(3):285–294
Maxey J (2007) Rheological analysis of static and dynamic sag in drilling fluids. Annu Trans-Nordic Rheol Soc 15:181
Medhi S, Gupta D, Sangwai JS (2021) Impact of zinc oxide nanoparticles on the rheological and fluid-loss properties, and the hydraulic performance of non-damaging drilling fluid. J Nat Gas Sci Eng 88:103834
Metzner A, Reed J (1955) Flow of non-newtonian fluids—correlation of the laminar, transition, and turbulent-flow regions. AIChE J 1(4):434–440
Mezger T (2020a) The rheology handbook. Vincentz Network, Germany
Mezger T (2020b) The rheology handbook: for users of rotational and oscillatory rheometers. European Coatings, Germany
Mikhienkova E, Lysakov S, Neverov A, Zhigarev V, Minakov A, Rudyak VY (2021) Experimental study on the influence of nanoparticles on oil-based drilling fluid properties. J Petrol Sci Eng 208:109452
Mohamed A, Basfar S, Elkatatny S, Al-Majed A (2019) Prevention of barite sag in oil-based drilling fluids using a mixture of barite and ilmenite as weighting material. Sustainability 11(20):5617
Moraveji MK, Ghaffarkhah A, Agin F, Talebkeikhah M, Jahanshahi A, Kalantar A, Amirhosseini SF, Karimifard M, Mortazavipour SI, Sehat AA (2020) Application of amorphous silica nanoparticles in improving the rheological properties filtration and shale stability of glycol-based drilling fluids. Int Commun Heat Mass Trans 115:104625
Nasser J, Jesil A, Mohiuddin T, Al Ruqeshi M, Devi G, Mohataram S (2013) Experimental investigation of drilling fluid performance as nanoparticles. World J Nano Sci Eng 3(3):57
Ofei TN, Bavoh CB, Rashidi AB (2017) Insight into ionic liquid as potential drilling mud additive for high temperature wells. J Mol Liq 242:931–939
Ofei TN, Lund B, Gyland KR, Saasen A (2020b) Effect of barite on the rheological properties of an oil-based drilling fluid. Ann Trans Nord Rheol Soc 28:81–90
Ofei TN, Lund B, Saasen A, Sangesland S, Gyland KR, Linga H (2019) A new approach to dynamic barite sag analysis on typical field oil-based drilling fluid. Annu Trans Nordic Rheol Soc 27:61–69
Ofei TN, Kalaga DV, Lund B, Saasen A, Linga H, Sangesland S, Gyland KR, Kawaji M (2020a) Laboratory evaluation of static and dynamic sag in oil-based drilling fluids. SPE J 26(3):1091
Oltedal VM, Werner B, Lund B, Saasen A, Ytrehus JD (2015) Rheological properties of oil based drilling fluids and base oils. international conference on offshore mechanics and arctic engineering, American society of mechanical engineers
Oyler KW, Burrows KJ, West GC, Siems D, Kirsner J (2010) U.S. Patent No. 7,696,131. U.S. Patent and Trademark Office, Washington, DC
Patel HA, Santra A, Thaemlitz CJ (2019) Exceptional flat rheology using a synthetic organic-inorganic hybrid in oil-based muds under high pressure and high temperature. SPE/IADC international drilling conference and exhibition, Soc Petrol Eng
Perumalsamy J, Gupta P, Sangwai JS (2021) Performance evaluation of esters and graphene nanoparticles as an additives on the rheological and lubrication properties of water-based drilling mud. J Petrol Sci Eng 204:108680
Perween S, Beg M, Shankar R, Sharma S, Ranjan A (2018) Effect of zinc titanate nanoparticles on rheological and filtration properties of water based drilling fluids. J Petrol Sci Eng 170:844–857
Rafati R, Smith SR, Sharifi Haddad A, Novara R, Hamidi H (2018) Effect of nanoparticles on the modifications of drilling fluids properties: a review of recent advances. J Petrol Sci Eng 161:61–76
Saasen A (2002) Sag of weight materials in oil based drilling fluids. Society of Petroleum Engineers, IADC/SPE Asia Pacific Drilling Technology
Sadeghalvaad M, Sabbaghi S (2015) The effect of the TiO2/polyacrylamide nanocomposite on water-based drilling fluid properties. Powder Technol 272:113–119
Saleh TA (2011) The influence of treatment temperature on the acidity of MWCNT oxidized by HNO3 or a mixture of HNO3/H2SO4. Appl Surf Sci 257(17):7746–7751
Saleh TA (2018) Simultaneous adsorptive desulfurization of diesel fuel over bimetallic nanoparticles loaded on activated carbon. J Clean Prod 172:2123–2132
Saleh TA, Ibrahim MA (2019) Advances in functionalized nanoparticles based drilling inhibitors for oil production. Energy Rep 5:1293–1304
Saleh A, T, K Gupta V, (2012) Characterization of the chemical bonding between Al2O3 and nanotube in MWCNT/Al2O3 nanocomposite. Curr Nanosci 8(5):739–743
Saleh TA, Ibrahim MA (2021) Synthesis of amyl ester grafted on carbon-nanopolymer composite as an inhibitor for cleaner shale drilling. Petroleum. https://doi.org/10.1016/j.petlm.2021.07.002
Saleh TA, Haruna K, Mohammed A-RI (2021) Octanoate grafted graphene oxide as an effective inhibitor against oil well acidizing corrosion. J Mol Liq 325:115060
Saleh TA (2020a) Characterization, determination and elimination technologies for sulfur from petroleum: toward cleaner fuel and a safe environment. Trends Environ Analyt Chem 25:e00080
Saleh TA (2020b) Nanomaterials: classification, properties, and environmental toxicities. Environ Technol Innov 20:101067
Saleh TA (2020c) Trends in the sample preparation and analysis of nanomaterials as environmental contaminants. Trends Environ Analyt Chem 28:e00101
Saleh TA (2021a) Carbon nanotube-incorporated alumina as a support for MoNi catalysts for the efficient hydrodesulfurization of thiophenes. Chem Eng J 404:126987
Saleh TA (2021b) Protocols for synthesis of nanomaterials, polymers, and green materials as adsorbents for water treatment technologies. Environ Technol Innov 24:101821
Salih A, Bilgesu H (2017) Investigation of rheological and filtration properties of water-based drilling fluids using various anionic nanoparticles. Society of Petroleum Engineers, SPE Western regional meeting
Sulaimon AA, Adeyemi BJ, Rahimi M (2017) Performance enhancement of selected vegetable oil as base fluid for drilling HPHT formation. J Petrol Sci Eng 152:49–59
Vryzas Z, Mahmoud O, Nasr-El-Din HA, Kelessidis VC (2015) Development and testing of novel drilling fluids using Fe 2 O 3 and SiO 2 nanoparticles for enhanced drilling operations. International petroleum technology conference, International petroleum technology conference
Wagle V, Yami A, Onoriode M, Butcher J, Gupta N (2021) Low ECD high performance invert emulsion drilling fluids: lab development and field deployment. SPE/IADC middle east drilling technology conference and exhibition, Onepetro
Werner B, Myrseth V, Saasen A (2017) Viscoelastic properties of drilling fluids and their influence on cuttings transport. J Petrol Sci Eng 156:845–851
Yeu WJ, Katende A, Sagala F, Ismail I (2019) Improving hole cleaning using low density polyethylene beads at different mud circulation rates in different hole angles. J Nat Gas Sci Eng 61:333–343
Yi TT, Ismail I, Katende A, Sagala F, Mugisa J (2017) Experimental investigation of cuttings lifting efficiency using low and high density polyethylene beads in different hole angles. J Mater Sci Appl 3(5):71–78
Acknowledgements
This research work is supported by the Petroleum Engineering Department and Institute of hydrocarbon recovery at Universiti Teknologi PETRONAS. The Grant Yayasan Universiti Teknologi Petronas-YUTP015LC0-101 provides financial assistance for this research work.
Funding
The study was funded from the grant Yayasan Universiti Teknologi Petronas-YUTP015LC0-101.
Author information
Authors and Affiliations
Contributions
AHA: Conceptualization, Methodology, Validation, Formal analysis, Investigation, Writing—original draft. S R: Investigation, Resources, Writing—review & editing, Project administration, Funding acquisition. S U I: Investigation, Methodology, Validation, Writing—review & editing. M E M E: Investigation, Methodology, Writing—review & editing. R R S: Investigation, Methodology, Writing—review & editing.
Corresponding author
Ethics declarations
Conflict of interest
The authors report no conflict of interest. The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Arain, A.H., Ridha, S., Ilyas, S.U. et al. Evaluating the influence of graphene nanoplatelets on the performance of invert emulsion drilling fluid in high-temperature wells. J Petrol Explor Prod Technol 12, 2467–2491 (2022). https://doi.org/10.1007/s13202-022-01501-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13202-022-01501-5