
Abstract
The electronics burnout in subsea engineering equipment caused by the excessive heating of electronics due to improper cooling mechanism is an area of major concern in subsea oil and gas fields. Very often the electronic canisters are encapsulated by insulation to prevent hydrate formation in the subsea completion equipment. The electronic equipment with a set of sensors is usually deployed subsea for live monitoring of data and to regulate the functioning of the equipment. This study presents a numerical methodology to predict and prevent electronics burnout in a pressure/temperature transmitter (PT/TT) that is truly representative of a wide class of PT/TT deployed subsea. An optimization study of the insulation system around the PT/TT sensors that encompasses the various contradicting constraints that are routinely encountered in subsea engineering has been presented for the benefit of the readers. In the present study, the optimal design of the insulation system around the electronics equipment is generated using a combination of thermal finite element analysis and evolutionary optimization algorithms. The results obtained show that the proposed methodology can yield results which could be a tremendous improvement in the traditional means of designing the insulation systems for such electronics equipment. It is also shown that locating the electronic housing far from the production fluid in the PT/TT sensors can lead to proper cooling and thereby avoid the burnout to a significant extent.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Subsea engineering is a complex mix of various branches of engineering ranging from mechanical to electronics. The concepts of structural design from mechanical and civil engineering are used to design the humongous metal structures weighing several tons. The subsea equipment is generally a combination of pipelines, metal blocks and gate valves. The oil and gas lying trapped in the crevices far below the subsea level is extracted using a combination of pipelines, valves, electronics to control the valves and finally software to control the electronics. The equipment used for subsea engineering can be broadly divided into subsea and topside. The subsea equipment is more prone to failure, as the human intervention in the form of maintenance is quite limited. The monitoring of equipment subsea is performed using a set of sensors and the electronics associated with it. There are several electronic modules located subsea in various equipment, based on the application/functionality these modules are called as Work-Over Control Modules (WOCM), Portable Subsea Electronic Modules (PSEMS), Subsea Control Module (SCM), Intelligent Well Control Module (IWCM), etc. The electronic modules that are mounted on the Christmas trees (XT) to control the valves located on the tree are usually called as Subsea Control Modules (SCMs). There are modules that are mounted on the Emergency Disconnect Package (EDP) or the Lower Riser Package (LRP)/Well Connect Package (WCP), and at times on both the EDP and the LRP are named as Workover Control Modules (WOCMs). Based on the location the names might change, but the functionality remains the same, i.e., to control the valves mounted on these devices. The electronics are located within canisters that are filled with silicon oil. The dielectric fluid filled canisters are totally sealed and are fully watertight to prevent the impregnation of water. There are also electronics located within the sensors that are used for monitoring the pressure, temperature, vibration, erosion, sand, etc. There are several sensors that are used in subsea equipment for monitoring variables such as temperature, pressure, vibration, inclination and erosion. The sensors are usually called as pressure/temperature transmitters (PT/TT), inclinometers, acoustic sand vibration detectors (ASVD), Acoustic Sand Detector (ASD) and so on. There are also electronics used in the flowmeters for the measurement of oil and gas produced from the reservoir.
The monitoring of pressure and temperature in subsea Christmas trees (XTs) and manifolds is performed using pressure/temperature transmitters mounted on various locations on the tree and the manifold flow path. There exist at least three to six sensors to monitor the pressure and temperature on the tree, and there can be several sensors on the manifolds based on the customers requirement. These PT/TT sensors are prone to failure, as they are in continuous operation under a highly corrosive environment at high pressures and temperatures. The sensors have three important parts, the measuring tip/sensor probe that is in direct contact with the production fluid, the electronics/electronic housing located away from the sensor and the electrical harness between the housing and the sensor. These are all sealed inside a robust metal structure that must withstand the high pressure (hydrostatic head) from both outside and inside. Based on the depth of installation, the pressure outside can vary and the structure holding the sensor must be strong enough to withstand the hydrostatic pressure. The sensors are usually designed for high temperature and hence can last longer, but the electronics cannot withstand such high temperatures and can burnout at values exceeding the design temperature. The region between the sensor and the electronic housing that hosts the electrical harness is often referred to as the nose and this region is filled with nitrogen. There are also other smaller components located inside the sensor body, these are usually proprietary/confidential information that varies from supplier to supplier.
In the present study, the prime focus is on the pressure/temperature transmitters used in subsea manifolds to monitor the pressure and temperature. Numerical investigations have been performed on a PT/TT that is truly representative of a wide class of electronic equipment used subsea. The PT/TT can be long or short nosed and the electronics housing can be located either close or far from the sensor probe based on the supplier. A thermal performance of an insulated PT/TT has been presented and logical conclusions are derived based on the obtained results. Based on the previous studies, the optimization of insulation considering the burnout of electronics in subsea applications has not been investigated by other researchers and hence could be a valuable addition to the existing literature. The present study attempts to bridge the gap between electronics burnout and the thickness/dimension of insulation. The design has upper and lower limits, and the temperature must be below the electronic burnout temperature, yet above the hydrate formation temperature. The optimal design must be within these bounds. Constraints of hydrate formation temperature and electronics cooling are quite new and can be extended to various electronic components deployed subsea where electronics burnout is a critical issue.
There are several cases of electronics burnout reported from field for equipment that are subjected to high pressure high temperature (HPHT) environment. If a sensor fails in a critical location, the unavailability of continuous data could force workover operations that are quite expensive and time consuming. The electronic failures that are witnessed in the fields are mainly due design issues or improper maintenance. The improper maintenance could be due to accessibility issues to run routine maintenance. The insulation on this sensors/electronic equipment could also prevent proper heat dissipation and could lead to overheating of the electronics. The overheating of electronics could eventually lead to electronics failure or burnout which are both undesirable and must be prevented to the maximum possible extent. Figure 1 shows the burnout of the electronics and the cracking of insulation surrounding the electronic sensor (PT/TT).

Electronics burnout and the cracking of insulation
The insulation around the sensor body must be removed for the proper cooling of electronics. The seawater acts as a heat sink for the volumetric heat generated in the electronic housing. A side of the insulation along with the sensor protruding from it is presented in Fig. 2. In brief, over insulating the sensors may help with the prevention of hydrate formation during cooldown but may lead to the burnout of electronics.

Side view of the PT/TT sensor
Literature survey
The installation and operation of electrical distribution systems for subsea oil and gas fields has been in practice for the last couple of decades. The installation of electrical systems subsea drastically reduces the costs associated with the project. Hazel et al (2013) provided a comprehensive review of the design, manufacture, and assembly of a subsea electrical distribution system subsea. Rajashekara et al. (2017) discussed the challenges of using electrical components and power electronics systems in subsea environments. They emphasized the use of power electronics for efficient transmission of electrical power from the offshore platform or shore to subsea. The opportunities for development of electrical systems for subsea power industry also has been discussed in detail. Wani et al (2018) proposed a simplified approach to simulate the thermal behavior of the insulated bipolar transistors in a subsea power electronic converter. The heat transfer on the outer surface of the transistor was assumed to be due to natural convection. Wani et al. provided experimental results to validate their proposed model. Qian et al (2018) reviewed cooling solutions for bipolar transistors and the performance of the various thermal solutions were studied and compared. Gutierrez-Alcaraz et al. (2010) proposed a seawater based cold plate for electronics cooling in ships. They suggested the use of pre-filtered water to cooldown power electronics module to prevent biological-fouling, corrosion and condensation. Even though there exist papers on electrical/electronic systems deployed subsea, the studies on electronics cooling subsea is quite limited.
Optimization of thermal design for electronics cooling has remained as an area of immense interest for mechanical and electrical/electronic engineers in the past few decades. Several researchers have used optimization techniques to optimize the thermal performance of electronics/electrical components in various applications. Knight et al (1991 & 1992) discussed an optimization scheme for the thermal design of forced convection heat sinks. Ryu et al (2003) performed a three-dimensional numerical optimization of a manifold microchannel heat sink using steepest descent technique. They solved the elliptic equations that govern the flow and thermal fields using a finite volume method using SIMPLE algorithm for pressure velocity coupling and they used steepest descent for optimizing the geometry. Kim et al. (2007) proposed closed-form correlations for thermal optimization of microchannels. Husain and Kim (2008) performed a multi-objective optimization of microchannel heat sink using surrogate analysis and evolutionary algorithm. They performed a response surface-based optimization using evolutionary algorithms. Ndao et al (2009) proposed a multi-objective thermal design optimization and comparative analysis of electronics cooling technologies. Ndao et al. used multi-objective genetic algorithm in MATLAB for their optimization exercise. Zhang et al (2019) used a Monte-Carlo simulation-based NSGA-II algorithm for optimizing the integrated energy systems for subsea oil extraction and processing platforms.
Although there exist several papers on optimization of electronic components, the problem of electronics burnout in subsea applications is an untouched area of research. The present study focuses primarily on the optimization of insulation around PT/TT in subsea oil and gas equipment. The prime focus is on satisfying contradicting constraints (hydrate formation temperature for the production fluid and the maximum allowable temperature for the electronics housing) with the prime objective of minimizing the insulation volume, and subsequently preventing electronics burnout.
Objective of the present study
The overheating of electronics and subsequent burnout has remained as an area of major concern to the subsea industry for the past several decades. The present study attempts to address the issue of electronics heating due to improper/over insulation. The objectives of the present study are as follows:
-
1.
The prime objective is to determine the insulation thickness/volume around PT/TT sensors
-
2.
Simulations presented in the present work are restricted to two main subsea equipment namely the Christmas tree and Manifold. Only selected areas of interest are numerically analyzed as the major attention is bestowed on the PT/TT sensor and not on the equipment that hosts the sensor. The optimization exercise is more restricted to areas closer to the PT/TT sensor as this is the main area of concern.
Two operating cases and the corresponding optimization results have been presented for the sensor. The two cases investigated in this paper are as given below:
Case 1: Production fluid temperature 200 ºF (93.3 ºC); Hydrate Formation Temperature (HFT) 68 ºF (20 ºC).
Case 2: Production fluid temperature 350 ºF (176.7 ºC); Hydrate Formation Temperature (HFT) 68 ºF (20 ºC).
Optimization study–workflow
The optimization study on the PT/TT sensors can be carried out using the results obtained from computational fluid dynamics (CFD) analysis or from thermal finite element analysis (FEA). The major difference between the CFD and thermal FEA analysis is the heat transfer coefficient on the outer surface of the bodies evolves as a part of the solution in CFD analysis, whereas it must be imposed as a boundary condition in FEA. CFD solves a complete set of equation for continuity, momentum and energy, whereas thermal FEA solves just the energy equation with the appropriate boundary conditions. A CFD would require the outer seawater to be modeled, and hence requires more mesh than thermal FEA, which makes it computationally more expensive than a thermal FEA. The accuracy of the thermal FEA results depends on the surface heat transfer coefficients imposed on the outer surface of the bodies. The heat transfer coefficients are computed using standard empirical correlations from the literature (Incropera et al (2006) and Cengel and Ghajar (2010)). The equations are valid for primitive geometries and their validity also depends on the Reynolds number, Prandtl number, Rayleigh number and Grashoff number. The user must ensure that the equations chosen for the analysis are valid in the regime of operation based on the various non-dimensional numbers such as Reynolds number, Prandtl number, Grashoff and Rayleigh numbers.
A CAD model for each of the PT/TT sensor along with the cut section of the manifold/Christmas tree is used for the analysis. The CAD model can be created using CAD tools such as Unigraphics, Autodesk Inventor, AutoCAD, Pro-E, Catia and so on. The model can also be created from scratch using ANSYS Spaceclaim or Design Modeler. The production ready geometry also referred to as the manufacturing drawings are quite complex and have all the intricate features modeled, such a geometry would prove to be computationally more expensive, as the number of elements required to model such geometry would be enormous. The intricate features such as fillets, chamfers, threads, slots and interference between bodies can be safely removed without compromising on the quality of the thermal FEA results. These small intricate features would lead to an enormous increase in the mesh count, as the tool tries to resolve these features to the best possible extent. As a first step, the analyst must clean the geometry and remove all the unwanted features. A very good example would be the head of the hexagonal bolt or a nut, this could be modeled as a cylinder without compromising on the quality of the results. The bodies that are usually modeled may have several nuts and bolts, ranging from a few tens to several thousands.
The simplified geometry is then meshed using the commercial software ANSYS meshing. The mesh is highly critical for a proper analysis and hence must be paid adequate attention before proceeding to the analysis phase. The mesh is often time consuming, as it must be selectively resolved to capture the temperature gradients in the areas of interest. In a CFD study, the analyst must ensure that the boundary layers are properly captured, and the turbulence is properly modeled with due emphasis on the wall function adapted. A mesh sensitivity study must be performed for every analysis to ensure that the solution is truly grid independent. The analyst must try to generate structured hexahedral mesh to the maximum possible extent and wherever it is not possible to generate a hexahedral mesh a tetrahedral mesh can be used. The tetrahedral mesh can lead to orthogonality issues and hence must be avoided to obtain proper convergence. In the present study a combination of tetrahedrons and hexahedrons are used as the geometry is quite complex. In the present study, a mesh sensitivity/grid independence study has been performed for each case to ensure that the solution obtained is grid independent. The results of the grid independence study have not been presented for the sake of brevity.
The mesh geometry is supplied with the initial and boundary conditions and the case is solved using thermal FEA. In thermal FEA, the energy equation is the only equation solved and hence it is faster and suitable for industrial problems with short lead times. Based on the thermal boundary conditions imposed the general energy equation is simplified and a solution is sought. The material properties must be set correctly to get proper results. In the present study the most important materials are the ones used for the electronics, metal structures, insulation and the production fluid. The properties of the materials considered for the present analysis are listed in Table 1.
The properties of the production fluid and seawater considered for the present analysis are presented in Table 2.
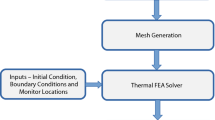
The cases are run using ANSYS Steady State Thermal and Transient Thermal solvers and the results obtained are checked to ensure that the solutions are range bound and the results make absolute sense. The parameterized model is then set with the constraints on the temperature at the electronics housing and the production fluid. These are totally contracting constraints as the temperature of the production fluid should be kept above the hydrate formation temperature during cooldown and the temperature of the electronics housing must be kept below the maximum allowed temperature during steady or continuous operation. An optimization study requires several runs, as a response surface must be created using the runs before moving forward with the optimization. A rule of thumb would be to have at least ten runs for each parameter. The workflow of the thermal FEA along with the optimization study is presented in Fig. 3.

Thermal FEA Workflow
In the present study, the optimization is performed using Non-Dominated Sorting Genetic Algorithm, a brief overview of genetic algorithm is given in the following subsection.
An overview of genetic algorithm
Genetic algorithm (GA) is a search algorithm based on the mechanics of natural selection and natural genetics. It is an evolutionary algorithm based on the "survival of the fittest" concept. It simulates the process of evolution. Each iteration in the algorithm is like a generation and it is like a hill climbing technique. GA can be used for solving a wide class of problems where there are several local optima. GA is known for its robustness as it strikes a balance between efficiency and efficacy. A combination of GA and gradient-based method (broadly referred to as hybrid optimization) can be used for achieving robustness and accuracy. When robustness is desired, natural design will win easily. According to Goldberg (1989), the calculus-oriented view of optimization is not a natural emphasis, and it is a myopic view of optimization. In brief, "Don't try to get one optimal solution". The most important goal of optimization is improvement. Attainment of calculus-based optimum is less important for complex systems. GAs use the objective function information and not the derivative or the second derivative. GAs use stochastic transition rules and not deterministic rules. The most popular and the traditional form of GA is the one with binary representation. This has been used for the present study. GA searches for a population of points. A population of 2n to 4n trial solutions is used (n = no of variables). A string of binary variables usually represents each solution, corresponding to the chromosomes in genetics. The string length can be made large enough to achieve any desired fitness of approximation and thus any desired accuracy can be achieved. The numerical value of the objective function corresponds to the concept of fitness in genetics. Some of the interesting topics within GA are the crossover and mutation and the elitist strategy. Several variants of GA have been used in recent years. The most popular of this being the Non-Dominated Sorting Genetic Algorithm (NSGA-II–Deb et al. 2002).
Crossover and Mutation: For each child/offspring crossover or exchange of portions of strings of each of the two parents, new solutions are generated. Some random alteration of binary digits in a string reproduces the effects (advantage/disadvantages) of mutations.
Elitist Strategy (Deb et al. 2002): Best solution is left untouched, i.e., the king in a generation remains untouched.
Numerical investigation—results and discussion
The geometry considered for the present investigation is shown in Fig. 4. The section of the manifold considered along with the PT/TT is presented in Fig. 4. The flange of the PT/TT sensor along with a part of the sensor body projecting above the production tube is left uninsulated as shown in Fig. 4. The sectional view of the PT/TT sensor is shown in the bottom right corner of the Fig. 4.

Geometry of the short nosed PT/TT
The geometry of the insulation is parameterized as shown in Fig. 5. The insulation is cut off around the PT/TT flange to augment the heat dissipation from the electronic housing. The thickness of the insulation around the production tubing varies from 2 to 3″. In some locations closer to the valves the insulation thickness can be up to 6″. The mold used for pouring the melted insulation around components determines the thickness of the insulation. The mold is usually kept regular in shape with primitive geometries such as rectangular and cylindrical blocks. The inclusion of tiny complex features would lead to an expensive mold that would surpass the cost benefits achieved through the minimization of insulation volume.

Parameters considered for the optimization of insulation
The mesh generated for the geometry is shown in Fig. 6. The mesh is selectively refined in the sensor volume to ensure proper resolution of the temperature gradient. The mesh on the PT/TT sensor is presented in Fig. 7.

Mesh generated for the cut section of the manifold along with the PT/TT sensor (approx. 2 million elements)

Mesh generated for the PT/TT sensor with a combination of hexahedral and tetrahedral elements
The mesh generated for the PT/TT sensor is a combination of both hexahedral and tetrahedral elements. The number of elements considered for the analysis is approximately 3 million. A mesh sensitivity study has been performed using three different mesh densities and it was noticed that a coarser mesh itself would yield results closer to the fine mesh used for the present investigation. As the cases were run in a cluster the number of mesh used for the present study is relatively fine.
The boundary conditions used for the present analysis is shown in Figs. 8, 9, 10. The production fluid is at a constant temperature as shown in Fig. 8. The heat transfer coefficient is applied on the outer surface of the bodies and the seawater temperature is set as 40 ºF. The volumetric heat generation is set as uniform in the electronics housing based on the supplier data. The intricate details on the electronics inside the electronics housing are not known as these are OEM specific data and maintained as confidential by the suppliers. In the present study, the entire electronics housing is considered as a volumetric heat generation source to obtain conservative results.

Production fluid at a constant temperature 200/350 ºF (93.3/176.7 ºC)

Convective heat transfer coefficient on the outer surface of the bodies

Volumetric heat generation
Case 1 – PT/TT sensor: production fluid temperature: 200 ºF (93.3 ºF); hydrate formation temperature (HFT): 68 ºF (20 ºC).
The sensor must meet two contradicting requirements, the temperature of the electronics housing must be well below the allowable maximum temperature for the electronic components of 113 ºF (45 ºC), and at the same time must meet the hydrate formation temperature of 68 ºF (20 ºC) on the production fluid. The temperature at the inner wall of the production tubing establishing contact with the production fluid must be greater than the HFT of 68 ºF (20 ºC) after a cooldown time of 8 h (28,800 s). The duration of cooldown varies with projects, and it is usually an input provided by the operators. The cooldown time can range between 8 and 10 h based on customers requirement.
The parameterized insulation (shown in Fig. 5) is subjected to a steady-state thermal analysis using ANSYS Steady State Thermal and the results obtained are imposed as initial conditions to the ANSYS Transient Thermal analysis. The results are obtained from the steady-state thermal and transient thermal, and the constraints are set based on the outputs.
The input parameters are the parameter 1 and parameter 2 as shown in Fig. 5. These are diameter of the insulation around the insulation tubing and diameter of the cut section of the insulation around the PT/TT sensors. The maximum temperature of the electronics housing from the steady-state analysis is set as a constraint, i.e., the maximum temperature of the electronics should not exceed a value of 113 ºF (45 ºC).
Constraint 1: Maximum temperature of the electronics housing < 113 ºF (45 ºC).
The temperature of the production fluid from the transient analysis after a duration of 8 h (28,800 s) must not be less than the HFT of 68 ºF (20 ºC), this is set as constraint 2.
Constraint 2: Production fluid temperature after a duration of 8 h (28,800 s) > 68 ºF (20 ºC).
The objective function for the optimization study happens to be the insulation volume and hence can be stated as:
Objective function: minimization of insulation volume
As it can be seen from Fig. 11, the temperature on the outer surface/wall of the insulation is at seawater temperature and the temperature is retained at the core of the production fluid and it gradually diffuses into the insulation. The thermal diffusivity of the insulation is quite low and hence the heat dissipation is not as rapid as in a metal layer. The temperature on the outer surface/wall of the sensor is relatively higher as metals have a higher thermal diffusivity than insulation.

Steady-state temperature contours for a production fluid of 200 ºF (93.3 ºC)
Figure 12 presents the temperature distribution on the electronics housing of the sensor. The temperature of the electronics housing closer to the production fluid is at a higher temperature when compared to the temperature of the housing closer to the seawater. These protruding sensors act like fins dissipating heat rapidly to the surrounding seawater. When there is a steady flow of production fluid, i.e., when the well is in continuous operation/production, the temperature of the production fluid will keep the temperature of the electronic housing closer to it at a higher temperature as shown in Fig. 12 (96.2 ºF). The temperature of the electronics housing closer to the seawater is at a temperature of 82.6 ºF. The electronics housing/components can withstand a maximum temperature of 113 ºF (45 ºC) and hence the design is safe.

Steady-state temperature contours on the electronics housing—production fluid at 200 ºF (93.3 ºC)
The temperature distribution obtained from the steady-state analysis is used as the initial conditions for the transient analysis. The transient analysis is run for a duration of 28,800 h and the temperature of the production fluid is monitored at regular time intervals. The temperature of the production fluid after a duration of 8 h (28,800 s) is presented in Fig. 13. The temperature of the production fluid is well above the HFT of 68 ºF, as it can be seen from the lower band of the legend in Fig. 13. The minimum temperature for the optimized design is 74.7 ºF (< 68 ºF).

Temperature of the production fluid after a duration of 8 h (28,800 s)—production fluid at 200 ºF (93.3 ºC)
The trade-off chart obtained from the optimization analysis performed on the insulation system to satisfy the design requirements is presented in Fig. 14. The optimized design is not restricted to just one design, as this is an optimization analysis based on evolutionary algorithm. Three of the best solutions/candidate points that are obtained from the present optimization study are presented in Table.3

Trade-off chart from the optimization study—production fluid at 200 ºF (93.3 ºC)
Case 2—PT/TT sensor: production fluid temperature 350 ºF (176.7 ºC); hydrate formation temperature (HFT) 68 ºF (20 ºC).
The operating pressure and temperature vary with the field and the present days subsea fields are located at deep waters and are known for operating at high pressure and high temperature conditions. In order to account for the higher temperatures, the case study proposed in the previous section is extended to a temperature of 350 ºf and the results are presented in the following figures. Figure 15 presents the steady-state temperature contours for a production fluid temperature of 350 ºF.

Steady-state temperature contours for a production fluid of 350 ºF (176.7 ºC)
As it can be seen form Fig. 16, the maximum temperature of the electronics housing reaches a value of 110 ºF which is greater than the maximum allowable or design temperature. This warrants an optimization study to obtain the right temperatures in the areas of interest. The temperature of the electronics housing on top (closer to the seawater) is 92.2 ºF and is lower than the allowable of 113 ºF. In can be clearly seen that the maximum temperature is quite localized, and the average temperature of electronics housing is far below the allowable temperature (Fig. 17).

Steady-state temperature contours on the electronics housing—production fluid at 350 ºF (176.7 ºC)

Temperature of the production fluid after a duration of 8 h (28,800 s)—production fluid at 350 ºF (176.7 ºC)
The steady-state results are provided as initial conditions to the transient analysis to determine the production fluid temperature after a cooldown time of 8 h (28,800 s). The production fluid temperature after 8 h is presented in Fig. 18. The minimum temperature occurs on the outer surface of the production fluid volume on the top/sensor side, as the heat dissipation is higher on the metal bodies of the sensor, i.e., the sensor acts a fin dissipating heat rapidly to the surrounding seawater.

Trade-off chart from the optimization study—production fluid at 350 ºF (176.7 ºC)
The trade-off chart obtained from the optimization analysis performed on the insulation system to satisfy the design requirements is presented in Fig. 18. The gray points on the trade-off chart are infeasible results and the blue ones are more desired. The results are color coded and the colors blue and green denotes the most favorable candidates from the optimization study. Three of the best solutions/candidate points that are obtained from the present optimization study are presented in Table 4.
Conclusions
In the present study, the insulation system around a PT/TT sensor has been optimized considering the heat generated in the electronics housing. The optimized design can maintain the production fluid temperature above the hydrate formation temperature and simultaneously satisfying the allowed maximum temperature at the electronics housing. The inability of the sensors to satisfy these contradicting constraints are usually the reason behind the electronics failure or burnout. It is clear from the present study, that the over insulation of electronic components is not always preferable and can lead to damage. It has been shown that the PT/TT sensor can meet the constraints with ease when the electronics are located far from the production fluid (source of heat) and can be the most preferred one in High Pressure High Temperature applications. The optimization study provides several candidate points that could meet the design constraints. The evolutionary optimization techniques can provide several candidate points as compared to gradient based or calculus-based approaches. The proposed methodology must be validated with available field data. This can be extended to subsea control modules (SCMs) are other electronic devices located in the subsea Christmas trees (XTs) and manifolds.
References
Cengel YA, Ghajar AJ (2010) Heat and mass transfer, 4th edn. McGraw Hill
Deb K, Pratab A, Agarwal S, Meyarivan T (2002) A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Trans Evol Comput 6(2):182–197. https://doi.org/10.1109/4235.996017
Goldberg DE (1989) Genetic algorithms in search, optimization and machine learning. Addison-Wesley Publishing Company, United states
Gutierrex-Alcaraz, M., De Haan, S.W.H., and Ferreira, J.A. 2010. Seawater based cold plate for power electronics. Journal of Electronics Packaging. Proc. IEEE Energy Convers. Congr. Expo. (ECCE). 2985–2992
Hazel T, Baerd H, Legeay J, Bremnes J (2013) Taking power distribution under the sea: design, manufacture, and assembly of a subsea electrical distribution system. IEEE Ind Appl Mag 19(5):58–67. https://doi.org/10.1109/MIAS.2012.2215648
Husain A, Kim K (2008) Multiobjective optimization of a microchannel heat sink using evolutionary algorithm. J Heat Transfer 130(11):114505. https://doi.org/10.1115/1.2969261
Incropera FP, Dewitt DP, Bergman TL, Lavine AS (2006) Fundamentals of heat and mass transfer, 6th edn. Wiley
Kim DK, Kim SJ (2007) Closed-form correlations for thermal optimization of microchannels. Int J Heat Mass Transf 50(25–26):5318–5322. https://doi.org/10.1016/j.ijheatmasstransfer.2007.07.034
Knight RW, Goodling JS, Hall DJ (1991) Optimal thermal design of forced convection heat sinks-analytical. J Electron Packag Trans ASME 113(3):313–321. https://doi.org/10.1115/1.2905412
Knight RW, Goodling JS, Hall DJ, Jaeger RC (1992) Heat sink optimization with application to microchannels. IEEE Trans Component Hybrids Manuf Technol 15(5):832–842. https://doi.org/10.1109/33.180049
Ndao S, Peles Y, Jensen MK (2009) Multi-objective thermal design optimization and comparative analysis of electronics cooling technologies. Int J Heat Mass Transf 52(19–20):4317–4326. https://doi.org/10.1016/j.ijheatmasstransfer.2009.03.069
Qian C, Gheitaghy AM, Fan J, Tang H, Sun B, Ye H, Zhang G (2018) Thermal management on IGBT electronic devices and modules. IEEE Access 6:12868–12884. https://doi.org/10.1109/ACCESS.2018.2793300
Rajashekara K, Krishnamoorthy SH, Naik BS (2017) Electrification of subsea systems: requirements and challenges in power distribution and conversion. CPSS Trans Power Electron Appl 2(4):259–266
Ryu JH, Choi DH, Kim SJ (2003) Three-dimensional numerical optimization of a manifold microchannel heat sink. Int J Heat Mass Transf 46(9):1553–1563. https://doi.org/10.1016/S0017-9310(02)00443-X
Wani F, Shipurkar U, Polinder H (2018) A study on passive cooling in subsea power electronics. Mater Sci IEEE Access. https://doi.org/10.1109/ACCESS.2018.2879273
Zhang A, Zhang H, Qadrdan M, Yang W, Jin X, Wu J (2019) Optimal planning of integrated energy systems for offshore oil extraction and processing platforms. Energies 12(756):1–28. https://doi.org/10.3390/en12040756
Funding
The authors received no specific funding for this work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Somassoundirame, R., Nithiyananthan, E. An evolutionary optimization approach to prevent electronics burnout in subsea oil and gas equipment. J Petrol Explor Prod Technol 12, 1609–1623 (2022). https://doi.org/10.1007/s13202-021-01421-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13202-021-01421-w