
Abstract
In recent years, research using biomaterials in drilling fluid design has thrown light on their biodegradability, availability and low cost. Apart from these, they have in some cases shown properties superior to those of synthetic materials. This research assessed Mucuna solannie as a fluid loss control agent, looking at its fluid loss, filter cake quality, rheology and comparing them with those of Sodium Asphalt Sulfonate, a commonly used drilling mud additive. It assessed the additives at varying concentrations of 2 ppb, 4 ppb, 6 ppb and 8 ppb. The results obtained were filtrate volumes of 5.5 against 4.8 at 2 ppb, 5.0 against 4.5 at 4 ppb, 4.5 against 4.2 at 6 ppb, and 4.1 against 3.8 at 8 ppb, all at 30 min. Field standard value is 5.0 ml fluid loss. Filter cake thickness was1mm for all concentrations of Mucuna solannie. On rheology, plastic viscosity, yield point and yield stress were 27cP against 28cP, 19Ib/100ft2 against 19Ib/100ft2, and 5Ib/100ft2 against 6Ib/100ft2, showing slight difference in their rheological properties.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The world’s energy needs increase each year and so does the search for more oil and gas deposits. This translates to drilling oil and gas wells even in difficult terrains like in ultra-deep offshores, over pressured formations, salt zones, troublesome clay formations, thief zones, etc. Finding oil sometimes requires drilling to great depths, or deviating to avoid obstacles. These bring up challenges that are not even considered in shallow wells in addition to safety and environmental concerns. Because drilling costs are high, mud performance must be optimum (Igwilo et al. 2016).
Mud is as vital as ‘blood’ to the drilling process (Meng et al. 2012). Its functions among other things include, removing cuttings from the well bore, balancing formation pressures, maintaining wellbore stability, transmitting hydraulic horsepower to the bit, cooling and lubricating the bit, protecting the formation with an impermeable filter cake, helping in gathering data through cuttings, cores and logs (Heriot Watt 2005).
During the drilling operation, mud loses some fluid to the formation. This way it can have a residue ‘filter cake’ on the hole wall which helps protect the formation from more filtrate invasion. If this cake is not formed, mud particles can flow into the formation, impairing it (Suter et al. 2011; Allen and Roberts 1982). The filter cake should be impermeable. Its permeability is determined by the shape, size, and arrangement of the mud solids. Hence, particles that are small and irregular are best for good quality cake and they should be well compacted (Igwilo et al. 2017).
Problem statement
Formation damage is the biggest challenge to effective recovery. It could result from loss in formation permeability mostly due to infiltration of drilling and completion fluids into the formation. Hence, it affects the near wellbore region (Azar and Samuel 2007). Since we cannot eliminate the use of drilling and completion fluids, a good filter cake becomes necessary to protect the formation from further infiltration. If the filter cake is too thick, it exposes the well to the possibility of stuck pipes. Fluid loss characteristics of a drilling mud are determined by the materials used in mud preparation. So, for optimal mud performance, the right materials should be used to form a good quality filter cake that can protect the formation as well as avoid hole problems (Oloro 2017). Mucuna solannie is a biomaterial that exhibits good rheological (Uwaezuoke et al. 2017) and fluid loss properties comparable to industry standards. The advantages of green materials over synthetic ones which include, low cost of procurement, availability, environmental friendliness and biodegradability, are the reasons they have featured in many research works (Centore et al. 2014; Ekeinde et al. 2018). The material is locally grown/harvested and sourced from Nigeria, Africa and other Asian countries. It is biodegradable because it is a green material. Biocides can be included to retard bacterial action. The presence of oil would retard bacteria action together with brine. Efforts are ongoing to determine if they are competent and safe to use and hence replace synthetic materials. Most materials that contain carbon exhibit characters valuable for specific applications (Román-Martínez and Salinas-Martínez de Lecea 2013). They include suitable surface chemistry, chemical inertness, mechanical resistance, high surface area, optimum porosity and ultimately thermal stability. Mucuna solannie contains high percentage of carbon as shown by scanning electron microscope image (Igwilo et al. 2020), hence, is expected to exhibit these characteristics. Thermal stability of the material has been highlighted in the same material and other previous works.
Filtration loss theory
The mud base fluid is basically, a carrier for the mud additive which really determines the mud properties. Additives are used in mud formulations to achieve several purposes such as the filtration control, viscosity control, weighting control, rheology control, and emulsification (Amoco 2001). Filtration control is important especially in the payzone as mud fluid and particle infiltration can damage the pay, necessitating expensive stimulation jobs. This is why rate of filtrate loss should be studied as a guide to its overall impact on the formation (Kumar 2010). Three conditions must be met for filtration to occur; (a) a liquid/liquid solid slurry must be present, (b) a permeable medium must be present, (c) the fluid must be at a higher pressure than the permeable medium (Igwilo et al. 2019).
The loss of mud filtrate to the formation occurs if the formation permeability allows fluid to pass through the pore spaces. As fluid flows into the formation, the solid residue settles on the wall gradually restricting flow until it stops. The solid residue deposited on formation wall is called the filter cake. Its characteristics are important as they help to prevent further fluid infiltration. The thicker the filter cakes the more stable at restricting flow. This is true for static filtration when the cake thickens with time. However, it is not ideal for the cake to be thick, as a thick cake reduces hole diameter and hence increases pressure (Chilingarian and Vrabutr 1983). According to (API 1969), static filtration volume varies with the square root of time. In dynamic filtration, cake erosion occurs with circulation, and pipe movement, countering the effect of deposition. So, shear stress exerted by circulation and pipe movement is balanced by the shear strength of the cake (Uwaezuoke et al. 2017).
Chemical analysis of Mucuna solannie
Previous researches have chemically analyzed Mucuna solannie leaves and seeds, and determined its composition in a bid to identify elements, oxides or compounds responsible for its behaviors at certain conditions such as its rheological properties at low shear rates. Presented in Tables 1, 2 and 3 are tables showing Mucuna solannie compositions.
Materials and method
Apparatus and materials
The apparatus, materials and supplies used in this research include, weighing balance, Fann V-G meter, measuring cylinder, Hamilton beach mixer, HPHT filter press, conical flask, beakers, pH meter, jaw crushers, BS sieve, furnace, thermometer, stopwatch, API filter press, oven, spatula, sieving mesh and filter paper. Also shown is the seed of Mucuna (Fig. 1).

Mucuna solannie after harvesting
The Mucuna solannie shell was removed, and the seeds were sliced into pieces, soaked in water for 3 h, then grounded into powder form, dried in an oven for 2 h at 120 °F which is an optimum temperature of retaining the chemical properties, and finally sieved and re-grinded until finer powder were recovered.
Method
This section is divided into four parts, namely: (a) mud formulation and weight measurement (b) filtration test at low pressure- low temperature (c) filtration test at high pressure- high temperature (d) mud rheology testing.
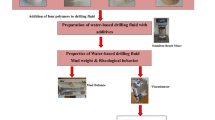
Mud formulation The mud was formulated according to Table 4. It was prepared with varying masses of the additives hence obtaining samples with various concentrations. Samples were prepared with two (2) grams of each additive in 350 ml which is one (1) laboratory barrel. This gives a concentration of 2 ppb. Samples were also prepared with four, six and eight grams of the additives giving concentrations of 4 ppb, 6 ppb, and 8 ppb. In all, eight samples were prepared; four for each additive. The mud density was measured.
Filtration test at low-pressure low-temperature
Static filtration test was carried out on four sets of measurements using 2 ppb, 4 ppb, 6 ppb and 8 ppb of Mucuna solannie in accordance with API Standard. API recommended practice for field testing water-based drilling fluids (API 2010) of Fann LPLT Filter Press was strictly followed during the experiment. The filtration test was conducted for 30 min of filtration. Filtration control characteristics of the mud samples were demonstrated by the filtrate volume and the thickness and consistency of the filter cake (the residue) deposited on the filter paper after 30 min of filtration. The filtrate volume and filter cake characteristics for each of the samples tested were measured and recorded accordingly. The mud filter cake thickness is measured to the nearest millimeter.
HPHT fluid loss experiment
This is the test of the wall building properties in the mud which determines the rate at which fluid is forced through filter paper under specified conditions of time, temperature and pressure. This filter press simulates filtration against permeable formation at high temperatures and pressures. At the desired temperature, the sample is filtered across the filter media while pressure is applied to the top of the cell.
The HPHT filter press consists of a heating jacket with thermostat, primary and Carbon dioxide pressure assembly, back-pressure receiver, sample cell and stem thermometer. A back-pressure receiver is used to collect the filtrate. The test cell is encased in the heating jacket to ensure complete and uniform sample heating, thereby measuring the fluid loss in a sample.
High pressure-high temperature fluid loss test (Fig. 2) was carried out in accordance with (API 2010) standard. HPHT was done using 2 ppb, 4 ppb, 6 ppb and 8 ppb of the mud formulated with Mucuna solannie and Carbogel. The HPHT filter press comprises cylinder cell 3-inches internal diameter and 5-inches high to contain the formulated drilling fluid. The bottom of the cell was fitted with a sheet of hardened low ash grade filter paper, filled with the drilling fluid sample to be measured. After the required connections, a pressure of 600psi from Carbon dioxide cartridge was used as a source of input pressure and the bottom gauge was maintained at 100psi. HPHT filtration test commenced immediately the mud sample was heated up to 120 °F. With a 10 ml graduated cylinder placed beneath the cell, the filtrate through the filter paper was collected over a period of 30 min recorded in milliliters (ml). The recorded filtrate volume was doubled because of inner compartment of the filter area according to API standard, before reporting it as the HPHT fluid loss of the mud samples formulated with Mucuna solannie. The results of the filtrate loss volume obtained for each fluid loss control agent at various concentrations were measured after 30 min. The time was lowered to 5 min, 10 min, 15 min, 20 min and 25 min below the standard time of 30 min (Table 5). After each HPHT fluid loss test, the mud cell was dismantled to obtain the filter paper. The filter paper containing a layer of mud was rinsed with water, measured in inches and later, the residual (cake) thickness of the mud sample on the filter paper was measured using Vernier caliper and recorded in millimeters (mm) as the mud cake thickness of the mud sample as shown in Table 6.

HTHP filter press for oil-based mud
Rheology test
Rheology tests were carried out with the Fann V-G viscometer. The samples were tested at 1200 F, simulating down hole temperature condition. The reading obtained at the speeds of 3, 6, 100, 200, 300, and 600 rpm’s were recorded in Table 7. The tests were carried out according to API standard (API 2010).
Results and discussion
Results
The results of the filtration test with 2 ppb concentration of the additives were plotted and shown in Fig. 3. The 2 ppb and 8 ppb concentrations that were used as lowest and highest for the test were points used to estimate the optimum concentration. There are no maximum and minimum values.

Plot of filtrate volumes per time for 2 ppb concentration of both additives
Discussion of results
Results of filtration test at various time intervals from 5 to 25 min of 2 ppb concentration of Mucuna solannie and Sodium Asphalt Sulfonate plotted in Fig. 3 shows that Mucuna solannie cake is more permeable, hence it allows more filtrate volumes. However, the volume difference between the two additives decreases with time and at 25 min has just a 0.9 ml difference. The trend of filtrate volume decreasing with time also shows that mud prepared with both additives will build a filter cake that will protect the formation from mud filtrate invasion. Figure 4 shows at a glance how both additives fare against industry standard of 5.0 ml fluid loss. Both additives showed excellent fluid loss control at higher concentrations of 4, 6 and 8 ppb. By standard, the fluid loss volume should not exceed say 5 ml. Higher values of filter cake thickness could result in problems such as stuck pipe, excessive drag from tight hole, increased pressure surges due to reduced hole diameter, and too thin high permeability filter cake can result in excessive formation damage and evaluation problems with wireline logs.

Plot of filtrate volume at various concentrations of both additives against field standard
Figure 5 indicates the filter cake thickness with filtrate volumes at the different concentrations. Both additives showed consistency in cake thickness. This shows that they build stable cakes that can withstand drilling activities that would otherwise lead to cake erosion and deterioration. Also, the thin cake thickness means that wells drilled with Mucuna solannie additive will not be exposed to hole problems like pipe sticking that result from poor cake quality.

Plot of filtrate volume and cake thickness against additive concentration
Figure 6 shows that for both additives, the mud’s electrical stability increases with additive concentration, just as filtrate volume decrease with additive concentration (Fig. 4). Hence, muds prepared with Mucuna solannie will exhibit good fluid loss control as well as good hole sweep.

Electrical stability of the Mud at different Additive Concentrations
Figures 7, 8, 9, 10, 11 and 12 show the rheological properties of both additives showing similar trends. They have high viscosity values at all concentrations showing good viscosifying and hole cleaning tendencies. API rheology standards are a yield point/plastic viscosity of not more than three. Both additives fall within this standard according to Tables 7 and 8.

Comparison of Plastic viscosity of Mucuna against Sodium Asphalt at various concentrations

Comparison of Fluid Yield point of Mucuna against Sodium Asphalt at various concentrations

Comparison of Yield stress of Mucuna against Sodium Asphalt at various concentrations

Comparison of Rheological properties of Mucuna against Sodium Asphalt at various concentrations

Shear stress—shear rate plot of Mucuna solannie at various concentrations

Rheograms of Sodium Asphalt Sulfonate at various concentrations
Whereas viscosity is the property of mud in motion, gel strength is exhibited by a mud that is static. During temporary suspension, mud gels and cuttings are suspended. Subsequently, it thins when circulation is restarted and cuttings are transported as a result. The higher the yield point, the better the cutting carrying capacity. The yield points presented are adequate. The yield point of Mucuna solannie was constant with concentration until at 8 ppb. The yield stress however increased with concentration indicating higher cuttings carrying capacity and hence better hole cleaning at higher concentrations. The rheograms (Figs. 11 and 12) clearly show the non-Newtonian nature of mud prepared with these additives.
Conclusion
Mud prepared with Mucuna solannie gave filtrate volumes of 5.0 ml at 4 ppb, 4.5 ml at 6 ppb, and 4.1 ml at 8 ppb, all within acceptable range for good fluid loss control agent when compared against the field standard of 5.0 ml. Also, mud prepared with Mucuna solannie gave filter cake of 1 mm which is thin and of low permeability. This indicates that a well drilled with Mucuna solannie prepared will most likely not be exposed to drilling challenges like pipe sticking. Finally, muds prepared with both Mucuna solannie and Sodium Asphalt Sulfonate had yield stress values increasing with concentration pointing at better hole cleaning potentials of the muds at higher concentrations. This research established Mucuna solannie as a good fluid loss control agent according to API and field standards. It also indicated the adequate dosage of the additive to be used for mud preparation.
When a mud satisfies API specifications for fluid loss tests, potential for differential sticking and formation damage is limited. Similarly, provision of borehole stability, reduction of tendency to have irreversible changes in fluid properties, reduced tendency for poor cementing jobs and tight hole incidents are achieved. The two data points in the API fluid lost test are the fluid loss volume and filter cake thickness. Since API fluid loss test can lead to errors since they are performed at surface conditions, HPHT fluid loss test is used to simulate downhole conditions. For the HPHT fluid loss test, the mud filter cake must be maintained below 2 mm thickness. Rheology helps to determine cutting carrying capacity, suspension capability and circulating pressures. Whereas YP is used as indicator of carrying capacity of the mud, the gel strength determines suspension capabilities and both are related since the same additives are used to control them. PV is an indicator of solids content. A high circulating pressure may be indicative of high solids content, hence, must be minimized by improving on the efficiency of solids control equipment.
References
Allen OT, Roberts PA (1982) Production operations; well completions, workover and stimulation, vol 2, 5th edn. Oil and Gas Consultants International, Inc., Tulsa, Oklahoma
American Petroleum Institute (1969) Principles of drilling fluids control, 12th edn. University of Texas, Continuing Education, Petroleum Extension Services, Austin
American Petroleum Institute (2010). Specifications for drilling fluids-specifications and testing. API Specifications (API RP 13B-1), 18th Edition
Amoco Production Company (2001). Drilling fluids manual
AOAC, the Association of Official Analytical Chemists (2000) Official methods of analysis, 17th edn. AOAC International, Gaithersburg, USA
Azar JJ, Samuel GR (2007) Drilling engineering, vol 2. PennWell Books, Tulsa
Centore M, Hochman G, Zilberman D (2014). Worldwide survey of biodegradable feed stocks, waste to energy technologies and adoption of technologies in modeling, dynamics, optimization and bioeconomics
Chilingarian GV, Vrabutr P (1983) Drilling and drilling fluids. Developments in Petroleum Science, vol 11. Elsevier, New York
Ekeinde EB, Okoro EE, Dosunmu A, Iyuke S (2018) Optimizing aqueous drilling mud system viscosity with green additives. J Pet Explor Prod Technol. https://doi.org/10.1007/s13202-018-0481-0
Igwilo KC, Ohia NP, Onwuegbuchulem CV (2016) Evaluation of the fluid loss properties of Pleurotus and its commercial availability. IJAIEM 5(5):1
Igwilo KC, Anawe PAL, Okolie STA, Ikeagwu U, Onuh C (2017) Evaluation of fluid loss property of Annona Muricata and Carica Papaya. Open J Yangtze Oil Gas 2(3):1. https://doi.org/10.4236/ojogas.2017.23010
Igwilo KC, Okoro EE, Okorie A, Onedibe C, Ibeneme SI, Okoli NO (2019) Experimental analysis of Persea Americana as filtration loss control additive for non-aqueous drilling fluid. Int J Eng Res Afr. https://doi.org/10.4028/www.scientific.net/JERA.44.8
Igwilo KC, Uwaezuoke N, Okoli N, Obasi FT, Okoro EE (2020) Beneficiation of Nigerian bentonite using local materials. J Petrol Explor Prod Technol 1:1. https://doi.org/10.1007/s13202-020-00956-8
Kumar A (2010). Fluid loss as a function of position around the wellbore. Paper AADE-10-DF-HO-18, presented at the 2010 American Association of Drilling Engineers Fluid Conference and Exhibition held at the Hilton Huston North, Texas
Meng X, Zhang Y, Zhou F, Chu PK (2012) Effects of carbon ash on rheological properties of water based drilling fluids. J Petrol Sci Eng. https://doi.org/10.1016/j.petrol.2012.11.011
Oloro J (2017) The effect of temperature on cement slurry using fluid loss additives. Am J Eng Res (AJER) 6(8):1
Pearson D (1976) Chemical analysis of foods, 7th edn. Churchill Livingstone, London, pp 7–11
Román-Martínez MC, Salinas-Martínez de Lecea C (2013) New and future developments in catalysis—hybrid materials, composites, and organocatalysts. Heterogen Homogen Catal Carbon Mater 1:55–78
Suter JL, Coveney PV, Anderson RL, Cliffe S (2011) Rule based design of clay-swelling inhibitors. Energy Environ Sci J 4:1
Trease GE, Evans WC (1989) Trease and Evans pharmacognosy: a physician’s guide to herbal medicine, 13th edn. Bailliere Tindall, London
Uwaezuoke N, Igwilo KC, Onwukwe SI, Obah B (2017) Optimization of Mucuna solannie mud rheological properties. J Pet Eng Technol 7(1):1
Watt Heriot (2005) Drilling Engineering. Heriot Watt University, Institute of Petroleum Engineering
Funding
This research received no grant from any funding agency in the commercial, public, or not-for-profit sectors.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
No conflict of interest has been declared by the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Igwilo, K.C., Uwaezuoke, N., Onyekwere, R.K. et al. Comparative assessment of Mucuna solannie as an alternative fluid loss control material in synthetic drilling fluid design. J Petrol Explor Prod Technol 11, 97–107 (2021). https://doi.org/10.1007/s13202-020-01041-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13202-020-01041-w