
Abstract
This paper addresses the questions: How to calculate the cost of a start/stop cycle? How to calculate the cost of running one hour outside normal operating range, e.g., on part load? The paper presents a model for calculation of start/stop cost for individual hydropower units comprising both direct costs incurring at each start/stop cycle, and indirect cost because of reduced rehabilitation intervals for the main components. The fundamental assumption is that frequent start-ups lead to increased stress, degradation and wear reducing residual service life equivalent to a certain number of normal operating hours, thus accelerating the need for rehabilitation. The proposed model is used for calculation of both average cost and marginal cost for one start/stop cycle. When calculating the marginal cost, the technical condition of the turbine and generator as well as the length of the stand-still period can be considered. Applying a similar approach, the model is extended to calculate the cost of ramping, part load and overload operation, i.e., costs incurring when using the unit outside the normal operating range. This extension for operation related costs is important to include when deciding hydropower scheduling in systems with large shares of variable generation from wind and solar. Such operation related costs are very important to consider when calculating of the optimal operating strategy for the hydropower units in power systems where hydropower delivers flexibility in terms of load following and different types of reserves.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
In this paper rehabilitation is defined as the preventive maintenance, including replacement, that is needed to bring the unit back to an ‘as-good-as-new’ condition.
1 Introduction
In Norway hydropower plants have traditionally been designed for maximum energy production with continuous operation. Since the 1990 s many plants have experienced larger and more frequent load changes and an increasing number of start/stop cycles.
In the last decade, with an increasing share of new renewables like wind and solar power, hydropower units are more commonly used to provide operating reserves, e.g., to balance power consumption and regulate frequency. In addition, significant daily market price fluctuations encourage more intermittent operation by maximizing production during high-price periods and shutting down generation units during low-price periods.
The flexible character of, and the economic opportunities in, the new power markets lead to aggressively and highly fluctuating operation of the equipment by operating above or below the peak efficiency and starting and stopping more frequently. The increase in the number of start/stop cycles induces additional mechanical, electrical and thermal stresses that initiates and accelerates the degradation processes. High wear may over time increase the number of failures and even lead to destruction of key components in the hydropower units.
Hydropower unit start/stop cost and the impact on generation scheduling has been discussed, e.g., in Ref. [1] and later in Ref. [2], but a critical literature review given in Ref. [3] concludes that “Few articles and technical reports can be found in the open literature due to the complexity of the subject and its relative novelty in the context of the hydro power industry”. However, recently a PhD thesis Ref. [4] and a corresponding paper Ref. [5] are published.
The theoretical foundation for calculating start/stop costs is described in Ref. [6], and this paper presents an update and extension of the cost model presented in Refs. [6] and [7].
The fundamental economic model for calculating start/stop cost is described in Sect. 2, while the extension of the model to include the unit’s technical condition and the duration of a standstill is described in Sect. 3. The extension of the model to include ramping is described in Sect. 4, and the extension of the model to include operation outside the normal operating range is described in Sect. 5. A tool and some examples of the calculations are presented in Sects. 6 and 7, and the discussion and conclusion are presented in Sects. 8 and 9.
2 The fundamental economic model
2.1 Alternative methodological approaches
The fundamental assumption behind the proposed model is that different operation patterns can be associated with a measurable loss of service life. Additional start/stops will increase the cycles of heating and cooling of the equipment, and may also lead to more vibrations. Operating at low or high generation levels may lead to vibrations, cavitation and stressing temperature gradients in the equipment. All this leads to increased wear and degradation that impact service life and/or required service intervals, hence it has an associated cost. These costs should be included as part of the production planning where the production planner makes decisions weighting income today against expected future costs.
The total cost for a given operating strategy with n start/stop cycles is in this context the sum of associated rehabilitation costs R, preventive maintenance costs V and failure costs F. The cost of one additional start/stop can then be calculated based on the difference in costs for two operating strategies divided by the difference in the number of start/stop cycles associated with the two strategies:
Estimation of costs related to operating patterns can be carried out based on three fundamentally different approaches:
-
1.
Maintain component service life, resulting in increased maintenance. The additional stresses are compensated with more frequent and/or costly preventive maintenance to maintain the expected service life. The challenge is to give reasonable estimates of the cost \(\Delta V\) for this additional maintenance.
-
2.
Maintain current maintenance practice, resulting in reduced service life. The additional stresses are not compensated by increased preventive maintenance, leading to a reduction in expected service life and a shorter time to reinvestment. All in all, this results in more frequent rehabilitation. The challenge is to give reasonable estimates of the cost \(\Delta R\) of the more frequent rehabilitation.
-
3.
Probabilistic modelling of the service life. Resulting ageing or deterioration of components subject to operation patterns can be found based on historical data and measurements. This approach requires large volumes of measured data for relevant key components in the power unit and access to analysis of faults and fault statistics in the equipment. The first are often considered as sensitive data and the last is extremely rare, and consequently it is very difficult to collect the data needed for a more precise calculation of operation related costs.
The proposed model is based on the second alternative, i.e., the assumption that an operating pattern deviating from the design parameters leads to a reduced service life with \(\Delta R >0\) and \(\Delta V = 0\), i.e., that the maintenance schedule including planned condition monitoring does not change. The increased probability of failure during operation because of an increased number of start/stop cycles is implicitly taken into account in the estimate of reduced service life.
2.2 Cost elements and their value in a start/stop cycle
The total start/stop cost for a hydropower unit includes several cost elements, and the model utilizes a bottom-up approach analysing degradation and start-up related cost for individual hydropower components. When individual costs are known they can be summed to obtain an estimate of the total start/stop cost. The model calculates and sums the following cost elements:
-
1.
Share of maintenance related to start/stop
-
2.
Water loss related to start/stop (the value of the water lost during stop and start)
-
3.
Failure related to start/stop (the cost of additional work to reset and/or restart the unit after a failed start-up procedure, and the value of the unavailability for a default duration, multiplied by the probability of a start-up failure)
-
4.
Preventive maintenance of main valve
-
5.
Service life reduction for main valve
-
6.
Preventive maintenance of turbine
-
7.
Rehabilitation of turbine
-
8.
Service life reduction for turbine runner
-
9.
Preventive maintenance of the generator’s smaller components
-
10.
Overhaul (preventive maintenance) of generator
-
11.
Service life reduction for stator winding
-
12.
Service life reduction for stator core
-
13.
Service life reduction for rotor winding
-
14.
Waterway/tunnel/pressure shaft, breakers, power transformer
-
15.
Other costs related to start/stop
Some cost elements are assumed to be time independent, e.g., the average cost of lost water. The maintenance cost is assumed to be independent of the age of the components or the rehabilitation interval. The model includes rehabilitation cost for all relevant components where each component has different expected service life. However, the model assumes that generator rehabilitation includes all generator components and is thus performed simultaneously. The service life of some components will therefore not necessarily be fully utilised. This makes the model more applicable without compromising relevance. Rehabilitation often includes replacing several components in one operation when the cost of replacement is higher than the value of the residual service life. Components like waterway, tunnel and pressure shaft have long service life and are assumed to have limited effect on the start/stop cost. For components like breakers and power transformer it is also difficult to relate wear and tear to start/stop, ramping, operation on part load, etc. The same conclusion is also reached in Ref. [2]. Hence, there are no estimation of such costs, but still an option to add such cost elements in the methodology if or when information becomes available.
2.3 Equivalent operating time
As a hydropower unit is normally not in continuous operation, it is important to distinguish between operating time and calendar time. Equivalent operating time at calendar time t with constant start/stop intensity is given by:
A main assumption is thus that the stress during a start/stop cycle corresponds to the stress resulting from \(\Delta D\) hours of operation with normal conditions, i.e., a start/stop cycle reduces the remaining available operating time by \(\Delta D\) hours. Equivalent operating time for a given reference operating pattern with a given rehabilitation interval \(T_{\textrm{rehab}}\) is given by
where \(\alpha _\textrm{ref}\) is the reference operating share per year (-) and \(n_\textrm{ref}\) is the reference number of start/stop cycles per year (-).
2.4 Design life (\(T_{\textrm{D}}\))
The unit’s expected total operating time until rehabilitation is assumed to be constant and determined by the unit’s design. Design life (\(T_{\textrm{D}}\)) is the expected lifetime with continuous operation within the normal operating range. It is implied that \(T_{\textrm{D}}\) takes ‘normal wear and tear’ into account.
It is assumed that start/stop, ramping and operation outside the normal operating range leads to extra stress and accelerated degradation which again reduces the effective operating time until rehabilitation, e.g. Refs. [8] and [9]. For a given design with a given \(T_{\textrm{D}}\) and a given operating pattern (with a given operating share and number of start/stop cycles per year), the following relationship is obtained between the rehabilitation interval and \(T_{\textrm{D}}\):
2.5 Equivalent service life reduction
Costs are calculated in calendar time, and the equivalent operating time \(\Delta D\) should therefore be transformed to an equivalent reduced service life \(\Delta L\) in calendar time.
where \(\alpha _0\) is the share of day the unit is in operation (–) and \(n_0\) is the number of start/stop per day (–).
With a high equivalent operating time (\(\Delta D\)), a high operating time (\(\alpha _0\)), or a high number of start/stops (\(n_0\)), this equation may give a reduced service life \(\Delta L\) that is lower than the equivalent operating time \(\Delta D\). In such cases reduced service life should be set equal to equivalent operating time ensuring that \(\Delta L \ge \Delta D\).
2.6 Net present value of an infinite sequence of identical rehabilitation intervals
The starting point for a unit’s expected service life L is the maximum usable operating time given by the design, i.e., the \(T_{\textrm{D}}\). For calculation of the average start/stop cost, it is a prerequisite that the unit’s expected service life takes into account the expected number of start/stop cycles, and that the operating strategy (annual operating pattern) remains unchanged over the unit’s expected service life.
Assuming an infinite planning horizon with an infinite series of future rehabilitations every \(T_{\textrm{rehab}}\) year, the present value of all future rehabilitation costs is the sum of an infinite geometric series, but obviously without a rehabilitation at the time of commissioning (t = 0), hence the ‘- R’ part of the equation.
2.7 Average cost of one additional start/stop cycle
The average cost of one additional start/stop cycle is calculated given that the additional start/stop is a consequence of a permanently changed operating strategy, i.e., repeated in all future rehabilitation intervals. All future rehabilitation intervals are reduced by \(\Delta L\), and the time of rehabilitation is accelerated by \(\Delta L\) for each rehabilitation as illustrated in Fig. 1.

Impact on rehabilitation from one additional start/stop cycle in each rehabilitation interval
Assuming an infinite sequence of identical rehabilitation intervals, the average cost of one additional start/stop cycle is given by the difference between capitalized costs with and without the additional start/stop cycles:
The average cost of start/stop is relevant to use in investment analysis and long-term production planning for reservoirs with storage capability over multiple years.
2.8 Marginal cost of one additional start/stop cycle
The marginal cost of one additional start/stop cycle is calculated given that the additional start/stop cycle is a temporarily changed operating strategy, i.e., affecting only the current rehabilitation interval. All future rehabilitation intervals remain unchanged, and the time of rehabilitation is accelerated by \(\Delta L\) as illustrated in Fig. 2.

Impact on rehabilitation from one single individual start/stop cycle
The marginal cost of one additional start/stop cycle is given by the difference between capitalized costs with and without the additional start/stop cycle:
Note that because this additional start/stop cycle can occur any time during the rehabilitation interval, the marginal cost is slightly dependent on the time to the next rehabilitation because of the discounting factor \(e^{-rT_1}\), increasing as the time to first/next rehabilitation \(T_1\) is decreasing. The marginal cost of start/stop is relevant to use if an extra start/stop is a single independent decision in the daily operation, meaning that it will not be repeated in future rehabilitation intervals. An example is when calculating cost in short-term production planning for markets such as the day-ahead or regulating power market.
3 Adjustment because of technical condition and duration of standstill period
3.1 Adjustment of equivalent operating time according to the component’s technical condition
It can be argued that the extra stress the unit is exposed to during a start/stop cycle has larger consequences the older and more degraded the unit is. It can therefore be argued that the equivalent operating time \(\Delta d\) for a start/stop is dependent on the age or the technical condition of the unit. Hence, the start/stop cost is assumed to increase with the operating time of the unit, or more precise, to increase with the declining technical condition of the unit.
Since the 1990 s Norwegian producers have used handbooks for condition monitoring categorizing component’s technical condition using a discrete scale where 1 is ‘as-good-as-new’ and 4 is close to failure as illustrated in Table 1 and Fig. 3 [10].

Technical condition states as function of time (age), resulting in an estimated life curve
This information can be used to adjust the equivalent operating time and corresponding reduced service life.
where \(f_{\textrm{cond}}\) is a factor modifying equivalent operating time depending on the technical condition of the component (–). Recommended value ranges are \(f_{\mathrm {cond=1}} < 1\), \(f_{\mathrm {cond=2}} = 1\), \(f_{\mathrm {cond=3}} > 1\), and \(f_{\mathrm {cond=4}} \gg 1\).
It is assumed that the unit from commissioning to rehabilitation undergoes the technical conditions 1–3 (in practice, to reduce the probability of failure, rehabilitation is carried out before reaching state 4), and that the equivalent operating time \(\Delta D\) is an average value over the service life. \(f_{\textrm{cond}}\) should therefore be adjusted so that the total equivalent operating time over the unit’s expected service life is the same as if one uses an ‘average value’ regardless of age/condition. This means that the modifying factors should comply with the equation
where \(T_i\) is the duration of the period in which the component is in condition i in calendar time (years) (assumed known).
\(\Delta D\) is an average value and should be used when calculating average costs. This also means that \(\Delta L\) corrected according to equivalent operating time for the registered technical condition should only be used when calculating marginal costs.
3.2 Adjustment of equivalent operating time depending on the duration of the unit’s standstill
For stator windings the stress and expected reduction in service life as result of start/stop is assumed to be primarily related to thermal cycling and delamination of the stator winding insulation. Detailed technical studies are discussed in e.g. Refs. [11] and [12].
In the basic model it is assumed that the duration of each standstill is so long that each start can be considered a ‘cold start’. But during a short standstill, the winding temperature will not decrease so much that it results in thermal cycling, and the stator winding is stressed less than for a longer standstill. The expected reduction in service life, and hence cost, associated with a short-term standstill followed by a ‘warm start’ is therefore lower than with a long-term standstill. How long a standstill must be to be considered a ‘cold start’ will depend on e.g., the generator location and the generator design including the cooling system.
It is not given that degradation because of thermal cycling only depends on the temperature difference, but may also depend on the highest and lowest temperature in each cycle, duration of cycle, etc. Hence, it’s not given that the start/stop cost is directly proportional to the temperature change. The model uses a linear relationship between duration of standstill and equivalent operating time:
It has been assumed that the duration of standstill primarily affects the stator winding, i.e., that all other cost elements are independent of the duration of standstill. However, in Ref. [13] reference is made to a survey that concludes that the stator core and rotor also are affected by increased intermittent operation. It is typically slot wedges and pressure fingers that have shown an increased tendency to loosen because of thermal cycling. The ability to calculate an equivalent operating time that depends on the duration of the stop is therefore also recommended for both the stator core and rotor.
4 Ramping
Ramping is usually defined as a load change of at least 25% of the nominal power of the turbine within one minute, and hence ramping is a specific event. Modelling of costs associated with ramping follows the same principle as for start/stop costs, and the marginal cost of a ramping is given by similar equations as start/stop where \(\Delta L\) is given by the component’s service life reduction as result of ramping.
A ramping event does not include a start/stop. Therefore, specific costs related to start/stop failures should not be included. Because the unit is already running there is no water loss associated with ramping, and hence specific costs related to water loss should not be calculated. Up-regulation involves the turbine, and the main valve is not involved. The same applies to generator, transformer and circuit breakers. Hence, the unit primarily stressed during ramping is the turbine, and more specifically the runner.
There are no empirical data available, but it seems reasonable to assume that a ramping event is less stressful than a complete start/stop cycle. Hence, the equivalent operating time as result of ramping, \(\Delta D_{\textrm{ramping}}\), is assumed to be less than the equivalent operating time of a start/stop of the turbine \(\Delta D_{\textrm{turbine}}\).
5 Operation outside the normal operating range
To handle cost of stress and degradation as a result of unfavourable operation, the model is extended by dividing the share of operation into a share for each relevant operating range. In this model, the three operating ranges normal load, part load and overload are assumed. In addition, factors \(\beta _{i}\) that indicate how much the operating time reduction (‘wear’) is within each operating range. Effective operating time at time t (with constant start/stop intensity) is then given by
where \(\beta _{\textrm{partload}}\) and \(\beta _{\textrm{overload}}\) are factors for equivalent operating time (-) as result of extra wear within part load and overload respectively, and where \(\beta _{\textrm{normalload}} = 1\) and removed from the equation.
For a given design, the total effective operating time is given by \(T_{\textrm{D}}\). This provides the following relationship between a rehabilitation interval adapted to \(T_{\textrm{D}}\) and an operating pattern with a given constant proportion of normal load, part load and overload and a constant number of start/stop cycles per year:
Operating on low part load should normally be avoided but may still be considered, e.g., after activation of bids in the reserve market. After one hour operating on part load, with increased ‘wear’, the rehabilitation time will be reduced to \(T_{\textrm{rehab,partload}}\). However, the designed total operating time is constant, so that
The transition between normal load and part load, and between normal load and overload, does not include a start/stop. Therefore, specific costs related to operation of the main valve, water loss, start/stop failures and circuit breakers should not be included. Generator and transformer are not affected by the transition to the part load or overload range, and because long-term operation with significant overload is not recommended the costs associated with these components should not be calculated. It is therefore primarily the turbine stress that should be considered during operation in the part load and overload range.
Modelling of costs associated with unfavourable loads follows the same principle as for start/stop costs, and the marginal cost of part load / overload is given by similar equations as start/stop where \(\Delta L\) is given by the turbine’s service life reduction because of one hour operating on part load / overload.
6 Tool implementing the model
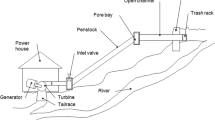
The model was originally developed for ‘a typical Norwegian hydropower unit’ with a reservoir, a main valve and a Pelton or Francis turbine with 50–200 start/stop per year. Hence, the model is not suited for a run-of-river power plant or units with Kaplan or bulb turbines. The model is implemented in an Excel spreadsheet where a hydropower unit with a 150 MW Francis turbine with 150 start/stop per year is defined as a reference unit. The tool contains a number of default values (technical data, rehabilitation costs, maintenance costs, equivalent operating times, etc.) for this reference unit, and as an example the default values for the equivalent operating times per start/stop for the main components are given in Table 2.
To make it applicable for other units the tool requires 12 mandatory input parameters describing the main characteristics of the unit at hand. These parameters are described in Table 3.
To account for the actual rated power and technical solution of the unit at hand the tool contains a large number of equations using the mandatory input parameters given in Table 3 to scale the predefined default values for the 150 MW reference unit. Hence, all cost elements are a function of the unit’s rated power.
Equation (16) shows an example on how the default value for the rehabilitation cost of a valve, \(R_{\textrm{valve,ref}}\), is adapted to the actual unit depending on the actual type of valve (\(f_{\textrm{type}}\)), the valve control system (\(f_{\textrm{control}}\)), the valve diameter (D), and the head (H).
Likewise, the annual cost of preventive maintenance for a Francis turbine, \(c_{\textrm{V,turbine}}\), is calculated as a share of the weight of a new turbine, \(w_{\textrm{Francis}}\), (calculated using an empirical equation) compared to the reference turbine, e.g.
For generators, it might be relevant to decrease or increase the equivalent operating time per start/stop \(\Delta D\) depending on whether the actual technical solution is better or worse than ‘average’. Some factors that are assumed to influence on the equivalent operating time are rated voltage, cooling method, length of the winding bars, the solution to ensure sufficient axial pressure of the stator core, and the connection between stator housing and foundation. Hence, several equations are using ‘adjustment factors’, e.g.,
The k factors are weight numbers defining how much a deviation from the ‘average’ will affect the final equivalent operating time. The calculated adjustment \(\delta\) may be both positive and negative depending on if the unit at hand is better or worse than average, and all such adjustments are added to the default \(\Delta D\) to get the \(\Delta D\) for the unit at hand. Hence, a ‘good’ unit gets a reduced \(\Delta D\) while a ‘bad’ unit gets an increased \(\Delta D\) compared to the average or default value.
To make the tool useful for a user without detailed knowledge of the underlying technical relationships, the tool can estimate the cost of start/stop etc. based on the mandatory input and the given default values. But in addition to the cost estimates, a number of intermediate results for the unit at hand are calculated. All these intermediate results can be inspected and evaluated. It is emphasised that the default values, as well as the intermediate calculations, are suggested values, and not necessarily recommended values. Hence, both the default values for the reference unit and all intermediate results for the unit at hand can be adjusted by the user if knowledge or experience indicate more appropriate values. By doing so, the accuracy of the estimated operational costs for the unit at hand can be improved.
7 Examples and results
7.1 Operation related cost for one specific unit
The following example shows the results for a hydropower unit with the same characteristics as in the previous section. The calculations are based on 2021 as year of analysis, 6% interest rate, energy price of 50 EUR/MWh, labour cost of 100 EUR/hour, cost of unavailability of 3 EUR/hour/MW, and a failure probability at start-up of 0.01. The operation strategy is an annual operation of 5000 h with no part load or overload operation, and 150 start/stop cycles.
Table 4 and Table 5 shows the average and marginal cost of start/stop respectively, both including the costs closely related to each start/stop as given in Table 6.
Figure 4 shows the average and marginal start/stop cost as function of year of analysis. As can be seen in the figure, the average cost (the dark line) is constant during the period of analysis and not dependent on the time of analysis, while the marginal cost increases over the period of analysis because of the effect of discounting to different years. The sudden change in marginal cost in year 20 is a result of generator overhaul every 20 years.

Average and marginal start/stop cost as function of year of analysis
Figure 5 shows the effect of including the actual technical condition in the calculations. The marginal cost is reduced in the early part of the rehabilitation interval, and the increase towards the end of the rehabilitation period is because of the decrease in the technical condition. The sudden changes in cost are a result of the discrete characterisation of the technical condition.

Average and marginal start/stop cost as function of year of analysis including adjustment for technical condition
Figures 4 and 5 show the importance of updating the marginal start/stop cost as the time to the next rehabilitation is getting closer, and as the technical condition is degrading.
The cost of ramping and cost of operation outside the normal operating range for the same hydropower unit have been calculated using the equivalent operating time per ramping \(\Delta D_{\textrm{ramping}} = 2\) hours, the factor for ‘equivalent operating time’ as result of one hour operation in the part load range \(\beta _{\textrm{partload}}\) = 4, and the factor for ‘equivalent operating time’ as result of one hour operation in the overload range \(\beta _{\textrm{overload}}\) = 3. The results are summarised in Table 7.
7.2 Range of start/stop cost for different (turbine) rated powers
Assuming all other parameters unchanged, the range of start/stop cost for hydropower units with Francis turbine can be calculated. The curves in Fig. 6 show that the average start/stop cost is in the range of 600–1100 euros (or 4–13 EUR/MW) and the marginal start/stop cost is in the range of 400–900 euros (or 3–10 EUR/MW). An average value for the technical condition is used for all calculations. It is emphasized that these curves only indicate the values and ranges of start/stop cost.

Start/stop cost as function of rated power (Francis turbine)
7.3 Change in start/stop cost for some selected hydropower units
Statkraft, the largest Norwegian hydropower producer, has used the new tool to calculate marginal start/stop costs for some selected hydropower units, and compared the new values with the values they have been using. The result is shown in Fig. 7, where the axis values are deliberately removed on request from Statkraft. The old costs are marked with a blue dot, while the new ones are marked with an orange dot. The figure shows that the new value is larger than the old one in some cases, while it is smaller in other cases. This is mainly an effect of including the technical condition of the components involved. E.g., the newer units with the best technical condition get a lower cost, while older units with more tear and wear get a higher start/stop cost. In some cases, there are only one orange dot, hiding the blue one underneath, meaning there is no change in the start/stop cost.

Old and new start/stop costs for some selected hydropower units
8 Discussion
Hydropower units are robust with very long service life and the reduction in residual life of the components are not immediately apparent, but usually appear many years later when defects become detectable. Moreover, the impact of increased start/stop and unfavourable operation may be obscured by the fact that the equipment is upgraded for other reasons than end of life.
The model calculates costs for a single unit, i.e., it is assumed that any failure or malfunction during start-up do not significantly affect (the water flow to) any other unit connected to the same penstock. Costs related to environmental constraints are not included since they are not directly connected to the service life of components.
In the current model a constant failure rate is assumed, i.e., an exponential distribution. For the calculation of the marginal cost that depends on the age of the components, the model may be extended to include other failure distributions like the Weibull distribution. However, the contribution to the cost from failures are very small and will not affect the total cost significantly.
Finally, it is emphasized that there are insufficient empirical data to find good estimates for some of the input parameters. Hence, increased measurements in, and digitalisation of, the power plants is important in order to provide more data on how different operational patterns affect wear and failures. In addition, metadata describing operational strategies in general, e.g., number of hours in operation per year, number of start/stop per year, share of hours operating on part load and overload, are crucial, and should be linked to e.g., maintenance records, condition assessments, and failure records. When such data are available it may be possible to calculate failure probability, estimated life distribution and life expectancy related to different operational patterns, and hence improve the accuracy of the cost estimates.
Despite the uncertainty in the parameters included in the presented cost calculations it is important to include the costs in practical hydropower operation where they will stabilise the generation schedules by avoiding larger generation changes that otherwise follows from marginal load and price variations [1, 14].
9 Conclusion
A model for calculation of cost for a start/stop cycle for a hydropower unit has been presented, and the model has been extended with cost associated with ramping and operation outside the normal operating range. This is increasingly important as flexibility in the power system becomes more valuable and hydropower is one of the technologies that can provide such flexibility. To operate optimally it will be important for the hydropower operators to have control on the costs associated with new operating patterns as well as tools for understanding and prolonging the service life of their assets. With focus on O &M cost and energy prices the operation in multiple markets with varying prices must also consider the associated cost of unfavourable operation of the hydropower units.
Moreover, using the proposed model will help ensuring that the calculation of start/stop costs are consistent and comparable across hydropower units within the same company. Although the exact values are exposed to great uncertainties, the estimated relative values are still important when deciding the appropriate sequence of units when calculating a production plan.
Abbreviations
- R :
-
Rehabilitation cost (euro)
- V :
-
Preventive maintenance cost (euro)
- F :
-
Failure cost (euro)
- A :
-
Average cost (euro per start/stop)
- M :
-
Marginal cost (euro per start/stop)
- D :
-
Operating time (not calendar time) (hours) (also used for valve diameter)
- \(\Delta D\) :
-
Equivalent operating time, i.e., loss of service life, per start/stop (on average) (hours)
- L :
-
Service life, time interval between subsequent rehabilitations in calendar time (years)
- \(\Delta L\) :
-
Equivalent service life reduction per start/stop in calendar time (hours)
- c :
-
Cost (euro)
- r :
-
Continuous interest rate (–)
- i :
-
Cost index (–); 1.00 per reference year
- n :
-
Number of start/stop per unit of time, usually per year (–)
- \(\alpha\) :
-
Share of calendar time a unit is in operation (–)
- \(\beta\) :
-
Factor for equivalent operating time (–) as result of extra wear (for part load and overload operation)
- t :
-
Calendar time
- \(t_{\textrm{operation}}\) :
-
Number of operating hours per year (hours)
- \(T_{\textrm{rehab}}\) :
-
Rehabilitation interval in calendar time (years)
- \(T_1\) :
-
Time to first/next rehabilitation in calendar time (years)
- \(T_i\) :
-
Duration of the period in which the component is in condition i in calendar time (years)
- \(T_{\textrm{standstill}}\) :
-
Duration of standstill (hours)
- \(T_{\textrm{limit}}\) :
-
Maximum duration of a ‘short standstill’ (hours)
- \(T_{\textrm{D}}\) :
-
Design life (not calendar time) (hours)
- P :
-
Turbine power (MW)
- H :
-
Head (m)
- w :
-
Weight (of turbine) (tons)
- f :
-
Factor modifying equivalent operating time depending on the technical condition (\(f_{\textrm{cond}}\)) (–) (also used actual for type of valve (\(f_{\textrm{type}}\)) and the valve control system (\(f_{\textrm{control}}\))
- \(\delta\) :
-
Adjustment for a given characteristics (hours)
- U :
-
Generators rated voltage (kV)
- Q :
-
Quality factor for a given characteristics; a number between 1 and 10 where 5 is ‘average’ (–)
- k :
-
Weight number for a given characteristics (-)
References
Nilsson, O., Sjelvgren, D.: Hydro unit start-up costs and their impact on the short term scheduling strategies of Swedish power producers. IEEE Trans. Power Syst. 12(1), 38–44 (1997). https://doi.org/10.1109/59.574921
Bureau of Reclamation, Hydrogenerator Start/Stop Costs, U.S. Department of the Interior, Bureau of Reclamation, Technical Service Center (2014)
Savin, O., Badina, C., Baroth, J., Charbonnier, S., Bérenguer, C.: Start and stop costs for hydro power plants: a critical literature review. In: Proceedings of the 30th European Safety and Reliability Conference and the 15th Probabilistic Safety Assessment and Management Conference (2020)
Savin, O.: Effet des cycles de démarrages et d’arrêts sur les centrales hydrauliques: modélisation de la détérioration des matériels pour l’évaluation des coûts de cyclage, PhD Thesis, Université Grenoble Alpes. https://theses.hal.science/tel-03606368 (2021)
Savin, O., Badina, C., Pollier, R., Drommi, J.-L., Baroth, J., Charbonnier, S., Berenguer, C.: Effect of start and stop cycles on hydropower plants: modelling the deterioration of the equipment to evaluate the cycling cost. IOP Conf. Ser. Earth Environ. Sci. 1136(1), 012057 (2023). https://doi.org/10.1088/1755-1315/1136/1/012057
Bakken, B.H., Bjørkvoll, T.: Hydropower unit start-up costs. In: IEEE Power Engineering Society Summer Meeting, vol. 3, pp. 1522–1527. https://doi.org/10.1109/PESS.2002.1043646 (2002)
Bjørkvoll, T., Bakken, B.H.: Calculating the start-up costs of hydropower generators. In: 14th PSCC, Sevilla, 24-28 June (2002)
Welte, T.M., Wormsen, A., Härkegård, G.: Influence of different operating patterns on the life of Francis Turbine Runners. In: Proceedings of the HydroVision conference, Portland, Oregon, 31 July–4 August (2006)
Savin, O., Baroth, J., Badina, C., Charbonnier, S., Bérenguer, C.: Damage due to start-stop cycles of turbine runners under high-cycle fatigue. Int. J. Fatigue 153, 106458 (2021). https://doi.org/10.1016/j.ijfatigue.2021.106458
Welte, T.M., Eggen, A.O.: Estimation of Sojourn time distribution parameters based on expert opinion and condition monitoring data. In: Proceedings of the 10th International Conference on Probabilistic Methods Applied to Power Systems, pp. 1–8 (2008)
Istad, M., Runde, M., Nysveen, A.: A review of results from thermal cycling tests of hydrogenerator stator windings. IEEE Trans. Energy Convers. 26(3), 890–903 (2011)
Savin, O., Badina, C., Drommi, J.-L., Baroth, J., Charbonnier, S., Berenguer, C.: Influence of Starts and Stops on the Aging of Hydroelectric Generator Stators by Thermal Cycling: Empirical Study and Accelerated Lifetime Model. In: Proc. 31th European Safety and Reliability Conf., Presented at 31th European Safety and Reliability Conf. (ESREL: (Research Publishing) Angers. France, vol. 2021. https://doi.org/10.3850/978-981-18-2016-8-315-cd (2021)
Kämpe, L.-E., Amundsen, J., Müller, B.: Intermittent Operation–Experience with Hydrogenerators, CIGRE WG A1.06 Report, Electra No 248, pp. 20–28 (2010)
Belsnes, M.M., Fosso, O.B., Røynstrand, J., Gjengedal, T., Valhovd, E.: Hydro Power Short-term Scheduling in an Online Environment. MedPower, Athens, Nov. 2002 (2002)
Acknowledgements
The authors thank Statkraft by Fredd Kristiansen for providing data and allowing us to share the information shown in Fig. 7. The information was first presented at a SINTEF User Meeting in Trondheim the 16th of November 2021.
Funding
Open access funding provided by SINTEF. The research leading to these results was carried out as a part of HydroCen, a Centre for Environment-friendly Energy Research (FME), that received funding from The Research Council of Norway under Grant Agreement No. 257588/E20, and from industry partners participating in the centre.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have no relevant financial or non-financial interests to disclose. The authors have no conflicts of interest to declare that are relevant to the content of this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Eggen, A.O., Belsnes, M. Operation related maintenance and reinvestment costs for hydropower scheduling. Energy Syst (2023). https://doi.org/10.1007/s12667-023-00589-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12667-023-00589-w