
Abstract
The restorative cleaning of natural stones has a special significance for the preservation of important cultural assets or the slowing of their deterioration. Organisms such as fungi, lichens or mosses, but also emission dirt such as soot soften and otherwise damage both the surface and the internal structure of the building stone. In order to quantify the effects and in particular the abrasiveness of selected cleaning methods, cleaning experiments were carried out on six different naturally and artificially weathered rocks using cold water under high pressure, hot water under high pressure as well as hot-water steam. The types of rocks studied include marble, limestone, granite, sandstone and tuff. Surface changes in roughness and topography were quantified using two surface-sensitive methods: confocal microscopy as well as 3D shadow triangulation. The two high-pressure cleaning methods were found to have a significantly stronger abrasive effect than steam cleaning when the distances were too small. The cleaning performance, which was compared using biologically weathered samples, was lowest for steam cleaning. However, the high temperatures of the steam also permanently eliminate much of the biological matter on and under the surface, as observed in the field test. The results presented should make it possible for the conservator to assess, which cleaning procedures to use for the different rock varieties depending on the degree of weathering.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Many historically valuable buildings and cultural monuments made of natural stone are severely threatened in their existence. Ornaments and sculptural decoration, which very often consist of natural stone and are particularly affected by weathering damage, have a very special artistic expressiveness.
Although natural stone is a symbol of durability and permanence, this material is also transient (Siegesmund and Snethlage 2014) regarding the effects of weathering and its dynamics in a rapidly and significantly changing environment. Environmental influences such as the effects of increasing air pollution, extreme weather events, changing humidity levels and temperature increase, but also incompatibilities with modern building materials and protective substances have drawn attention to the rapidly increasing loss of valuable cultural monuments not only since the 1970s.
The Venice Charter has long been a guiding principle in the preparation and implementation of heritage conservation measures. The sustainable protection of cultural assets is of considerable economic and ecological relevance in addition to their cultural and idealistic significance. In Germany alone, considering subsidies, depreciation allowances and the economic multiplier, the amount of money generated by conservation measures is on the order of 100 billion euros per year, almost all of which benefits craftsmen and small- and medium-sized enterprises. The loss of non-material values due to irreversible weathering damage cannot be quantified.
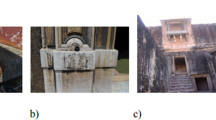
The cleaning of natural stone surfaces can be a simple protective approach. The overriding principle here is caution and care, because on the one hand the unique cultural heritage of the past should not suffer irreparable damage (Fig. 1b and c) or even be destroyed by improper cleaning applications. The variety of different natural stones, their varying alteration conditions, their different structures and shapes and the numerous types of decay features always require a solution that is adapted to the conditions on-site. In the past, a variety of processes have been developed for cleaning natural stone surfaces. These include cold-water high-pressure cleaning, hot-water high-pressure cleaning (Fig. 1a and d), particle blasting and dry ice blasting (Rombock 1995; Brandenburger and Biesemann 2015). All these methods have advantages and disadvantages and have to be checked for the specific object. High-pressure cleaning in cold-water mode is very suitable for cleaning facades and objects and for preparing restoration interventions. Dry ice blasting works by means of a compressed air jet to which CO2 granulate is added and the dry ice pellets are applied at high speed to the object to be cleaned. The hot-water high-pressure cleaner allows the regulation of the temperature, the working pressure and the amount of water and is suitable, among other things, for the removal of biological growths, oil, soot and grease contamination. In low-pressure particle blasting with the gentle blasting gun, an abrasive is added to the air stream. Depending on the application, it must be checked that the abrasiveness is largely avoided by the blasting medium.

a Cleaning of the Bismarck Monument in Hamburg, b cleaning by sandblasting of a tomb monument removed the protective shell clearly visible in the region of the heads and hands from a tomb monument made of Carrara marble, c careful preservation and cleaning stopped the complete decay of the tomb monument of Zanetti (Munich, Germany) and d cleaning of the Mount Rushmore National Memorial (South Dakota, USA)
In this study, cold- and hot-water high-pressure cleaning and steam cleaning were investigated for their abrasiveness, since these methods are of great importance in restorative cleaning and have so far, only been insufficiently scientifically investigated. For this purpose, tests were carried out on six different natural and artificially weathered natural stone varieties using the above-mentioned cleaning methods. The Flossenbürg granite, the Savonnières limestone, the Schleerieth sandstone, the Ettringen tuff, the Rochlitz porphyry tuff and a Carrara marble were included in the examination sample series. These rocks represent a very broad spectrum with regard to mineralogical composition, rock structure, weathering sensitivity and also with regard to technical rock properties such as water absorption capacity or strength parameters. Since the cleaning tests were to be carried out as realistically as possible on damaged natural stones, the freshly broken test specimens were artificially weathered using various methods. Thermal impacts and salt loads were used for the weathering simulations. The surface alteration due to the artificial weathering and the different cleaning approaches was quantified and compared by means of roughness measurements using the simple abrasive paper test, the confocal microscopy and the 3D shadow triangulation with TRACEiT®.
As a basis for this study, the work of Fischer and Gaupp (2005) is used, according to which an analysis of the surface roughness of rocks enables a systematic and quantitative comparison of surface changes. The comparison of roughness ratios due to alteration of the original topography can be used to evaluate the sensitivity of different rock types and their alteration state. Mass loss versus roughness development, i.e. the degree of change in surface structure as a function of material removal, should help to evaluate the cleaning process. A quantitative comparison of the cleaning approaches using different methods to restrict the roughness parameters should additionally also enable recommendations for practical restoration.
Important works also dealing with the effects of different cleaning methods in this regard are Vazquez-Calvo et al. (2012) for particle blasting of dolomitic limestones, Weinhold and Schary (2018) for chemical–mechanical cleaning of marble surfaces and López et al. (2010) for laser cleaning of granites. Grissom et al. (2000) also compare different methods for measuring the surface roughness of cleaned and uncleaned natural stone. However, studies dealing with the abrasiveness of high-pressure and steam cleaning methods in a conservation context have not yet been carried out.
Rock material
The petrophysical properties of the eight different samples (five lithotypes) examined differ significantly from each other (see Table 1). In particular, the effective porosity and the ratio of micro- and capillary pores are important parameters. The thin sections were also used to estimate the mineral content.
Flossenbürg granite (FG)
The Flossenbürg granite (Siegesmund et al. 2018) is a grey, partly also rusty yellow–grey, medium-grained granite (Fig. 2a). Mineral constituents consist of blue–grey quartz (ca. 37.5%), white alkali feldspar (26.9%) and plagioclase (20.6%), muscovite (4.5%) and biotite (2.1%) (Fig. 2b), as well as accessory opaque minerals (< 5%). In thin section, quartz shows undulose extinction (Fig. 2c), while potassium feldspar has a microcline lattice, and plagioclase shows polysynthetic twinning. Biotite has itself become stained as well as the adjacent minerals by alteration. The texture of the granite shows no preferred orientation. The grain sizes average about 2 mm.

Flossenbürg granite. a Macroscopic appearance, b microscopic overview (thin section), c polarised thin section with 5x magnification: biotite (brown), muscovite (purple) and quartz (grey)
Savonnières limestone (SK)
The Savonnières limestone is characterised by its light yellow, beige colour, as well as an open-pored texture. Fine-grained areas are typical, which are almost completely composed of cemented ooids (Fig. 3ba and c). Much coarser-grained layers partly occur, which mainly consist of shell fragments (Fig. 3b). When striking or working the rock, a strong bituminous odour can be detected, which indicates the presence of kerogens (Lebedev et al. 2014). The average size of the round to elliptical ooids is about 1.5 mm, but they can also reach a size of up to 6 mm. The oolite gets its open-pored texture from both secondary dissolution of the ooids and incomplete cementation of the pore space (Fig. 3b and c). Because of this texture, the Savonnières limestone is also called foamed limestone (Lehrberger and Plehwe-Leisen 2015).

Savonnieres limestone. a Macroscopic appearance of the finegrained variety, b macroscopic appearance of the coarse-grained variety, c microscopic overview (thin section), d polarised thin section with 5x magnification, showing ooids (round) and calcitic cement in the interstices (white)
Schleerieth sandstone (SS)
The Schleerieth sandstone is a fine-grained, poorly laminated, olive-green sandstone (Fig. 4a). It consists of about 80% components, 10% matrix and 10% pore space (Fig. 4b). According to the classification of McBride (1963), it is a litharenite (Ruedrich et al. 2011). The components are mostly (approx. 70%) quartz. The rest consists of rock fragments, mica or feldspars. The rock fragments mainly consist of clay minerals and most likely contains chlorite, as suggested by the interference colour in thin section (Fig. 4c). The grain size ranges from 0.1 to 0.5 mm with moderate sorting. The median grain size is 0.094 mm (Ruedrich et al. 2011).

Schleerieth sandstone. a Macroscopic appearance, b microscopic overview (thin section), c polarised thin section with 5 x magnification, components of quartz and clay in the intergranular groundmass
Ettringen tuff (ET)
The beige Ettringen tuff has a light brownish matrix containing numerous, evenly distributed, coloured clasts (Fig. 5a). Most of them are rock fragments less than 5 mm in size; however, some reach a size of up to 5 cm. The matrix of the tuff shows no preferred orientation, but the arrangement of elongated clasts suggests a flow structure (Fig. 5b and c). The matrix is micro-crystalline to glassy (Fig. 5c) and accounts for about half of the solid components. The other half consists of rock fragments and mineral phases such as biotite, pyroxenes and opaque components. The matrix is also significantly harder than the beige areas, which are altered pumice clasts (van Hees et al. 2003).

Ettringen tuff. a Macroscopic appearance, b microscopic overview image (thin section), c polarised thin section image with 5x magnification, glassy, isotropic matrix with rock fragments and inclusions
Rochlitz porphyry tuff (RT)
The Rochlitz porphyry tuff is classified as a rhyolite tuff, has a light red, rhyolitic groundmass consisting of quartz, feldspars, biotite and glass (Siedel et al. 2019). Occasionally, the tuff is interspersed with bright, dense veins. Clearly visible are the numerous large pores of the tuff, which gives the rock a vesicular texture (Fig. 6a). About 75% of the groundmass is cryptocrystalline, whose reddish colouring is most likely due to hematite (Fig. 6c) (Siedel et al. 2019). The rest of the components are composed of inclusions such as quartz and feldspars as well as rock fragments. The mostly uniform orientation of the elongated inclusions represents a flow structure. The size of the inclusions ranges between 1 and 10 mm (Fig. 6b).

Rochlitz tuff. a Macroscopic appearance, b microscopic overview (thin section), c polarised thin section with 5x magnification, reddish matrix and inclusions of quartz
Carrara marble unaltered (CM)
The trade name “Carrara” contains a multitude of varieties for this white building stone. The studied variety shows greyish streaks (Fig. 7a and b). It is a fine-grained equigranular marble with only a slight interlocking grain boundary geometry (Fig. 7c). The grain size ranges from 0.1 to 0.5 mm. The main constituent is calcite.

Carrara marble. a Macroscopic appearance, b microscopic overview (thin section), c polarised thin section with 5x magnification
Carrara marble naturally altered (MB)
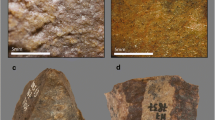
The altered stone is an almost pure white variety of Carrara marble (Fig. 8a). This medium-grained marble (Fig. 8b) has straight to irregular grain boundaries. The polygonal grains have a size of 0.5 to 3 mm and show clear twin lamellae (Fig. 8c).

Removal stone (Carrara marble) from the Jewish cemetery Hamburg-Altona. a Macroscopic appearance, b microscopic overview image (thin section), c polarised thin section image with 5 x magnification
Experimental
Petrophysical properties
To characterise the petrophysical properties of the samples, density and porosity, pore radius distribution, capillary water absorption and ultrasonic velocity were determined at the Geoscience Centre of the Georg-August-University in Göttingen. The effective porosity and density were determined using buoyancy weighing in accordance with DIN EN 772-4 (1998), while the pore radius distribution was determined in accordance with DIN 66133 (1993) using a mercury porosimeter from Thermo Fisher Scientific. The capillary water absorption was determined in accordance with DIN ISO 15148 (2018) using an underfloor balance. A cube-shaped sample is attached to the scale, the underside of which is in contact with demineralised water. The ultrasonic velocity was measured with the help of a transmitter and a receiver. The transmitter is an oscillating ultrasound generator. The transit time of the sound waves is registered by the receiver and converted into ultrasonic velocities with the help of the LIGHTHOUSE software. In addition, thin sections were analysed using polarisation microscopy.
Rock alteration experiments
Since the cleaning tests were to be carried out as realistically as possible on damaged natural stones, the freshly broken samples were artificially weathered using various methods. An overview of the methods with which the samples were treated is given in Table 2. During these tests, the condition of the samples was documented both via their change in weight and with the help of the change in ultrasound speed.
The fracture-fresh samples of Carrara marble as well as Savonnières limestone were damaged with the help of cyclical temperature loads. The limestone slabs were heated to 175 °C for 10 cycles and then quenched in ice water. The marbles were damaged by three different intensities. The lightly damaged samples were quenched in ice water ten times after heating to 175 °C. The medium–heavily weathered samples were in the oven ten times at 250 °C and then also quenched in ice water. The heavily weathered samples also went through ten cycles but were heated to 280 °C and additionally cooled to − 25 °C in the freezer after quenching in ice water.
The samples of the Flossenbürg granite, the Schleerieth sandstone, the Ettringen tuff and the Rochlitz porphyry tuff were damaged using the salt bursting test. In this test, following DIN EN 12370 (2020), the samples were saturated in a sodium sulphate solution (10%) for 12 h and then dried in an oven at 60 °C for 36 h. This process was repeated until clear damage to the samples was evident. The samples of the Flossenbürg granite underwent 10 and 20 cycles, those of the Schleerieth sandstone two and four cycles and those of the Ettringen tuff and the Rochlitz porphyry tuff two cycles each. The samples were not washed out or desalinated for the further tests in order to prevent additional damage.
Cleaning experiments
For the cleaning tests under laboratory conditions, specially built test rigs from the Kärcher Company at its headquarters in Winnenden were used. The samples were cleaned using cold-water high-pressure cleaning (KW-HPC), hot-water high-pressure cleaning (HW-HPC) and steam cleaning processes (SC). Cold-water high-pressure cleaning took place in a stationary test rig in the Kärcher Research and Development department (Fig. 9a and b), while a mobile test rig (Fig. 9c and d) was used outside for hot-water high-pressure and steam cleaning.

Test rigs from the Kärcher Company a and b stationary test rig for cold-water high-pressure cleaning c and d mobile test rig for hot-water high-pressure cleaning and steam cleaning
The test set-ups ensured that all specimens were cleaned with a constant spacing as well as a traversing speed of 1200 mm/min. The distances at which the specimens were cleaned were 10, 15 and 25 cm for cold-water and hot-water high-pressure cleaning, and 5 and 10 cm for steam cleaning. The resulting water pressure on the surface is significantly influenced by the cleaning distance, but also by the equipment used and the respective flow rate, which is also dependent on the cleaning process.
For the KW-HPC, the HD cleaner "HD 10/25 S" with a flow rate of just under 1000 l/h was used, while for the HW-HPC the unit designated "HDS 13/20-4S" (Fig. 2c) was used. This unit also has the so-called steam stage (SC for steam cleaning). Since this device function halves the flow rate of the water from the original 1300 l/h, the result is a reduced flow rate of only 650 l/h. In addition, a flat jet nozzle at an angle of 25° was used for the two high-pressure cleaning processes, while a steam nozzle at an angle of 50° was used for the steam cleaning. At 50°, this fans out the jet even more than the flat jet nozzle with an angle of only 25°.
The samples were clamped in the respective test stand for cleaning. In addition, a strip of 3 cm width was covered with the help of a flat steel to keep an uncleaned reference surface (Fig. 9b). Each sample was then run over once longitudinally with the respective cleaning method, starting at the reference surface (Fig. 9d).
Imaging confocal microscopy (ICM)
Surface topography analysis using ICM, specifically scanning micro-display confocal microscopy were carried out at the Helmholtz-Zentrum Dresden-Rossendorf, Reactive Transport Department (Leipzig). A SensofarS neox plus microscope in confocal measurement mode was used. Collimated light is reflected from a micro-display. Similar to confocal laser scanning microscopy, a single point of the surface is illuminated at a time. Using the micro-display technique, individual pixels of the micro-display and the corresponding image on the sample surface is captured by a camera (Matilla et al. 2016).
A 10⨯ objective (Nikon) was used for the measurements in this study. The resulting measured area is 1.75 × 1.32 mm2. In order to measure the topography of significantly larger areas, the so-called stitching process was also used. In this process, several areas measured next to each other are combined to form a significantly larger measurement area. In this set-up, the native vertical (z) resolution of this measurement method is one micrometre, the horizontal (x,y) resolution (virtual pixel size) is 1.29 µm. Since the measurement of large areas with a rough surface at this high resolution is associated with very long measurement times, the vertical resolution was reduced in some cases to 10 µm and horizontally to 5 µm. For details on quantitative surface microscopic analysis of changing rock surfaces, the reader is referred to Fischer and Lüttge (2007). Here, the authors also demonstrate the use of the required representative elemental surface size and its selective modification to achieve quantitatively comparable surface data. Further statistical use of surface data leads to quantitative analysis of heterogeneous volume loss of surface sections (Fischer et al. (2012).
3D-shadow triangulation
The second surface measuring system is the patented optical surface measuring system TRACEiT® from INNOWEP GmbH in Würzburg. The measurements were carried out at the Institute for Surface and Product Analysis (ISPA), a joint foundation of the SKZ Kunststoff-Zentrum and INNOWEP GmbH, in Würzburg.
The TRACEiT® measuring device is based on the “micro-shape-from-shading” or shadow triangulation method. In this process, the surface is illuminated from different directions and photographed (Fig. 10b). Using special algorithms, the topography of the surface can be calculated from these images (Weinhold and Schary 2018). The resolution of the optical 3D profilometer is limited by the surface sensor and is a maximum of 3 µm. To reduce the measurement time, the resolution was reduced to 10 µm. The measured area is always 5 × 5 mm. Unlike confocal microscopy, the system reaches its limits due to the depth of focus on very uneven surfaces. Furthermore, very deep valleys or high elevations are outside the depth-of-field range, the less accurate the measurement becomes. The maximum vertical measuring range is therefore limited to about 750 µm. Since TRACEiT® has no limitations regarding the size and weight of the samples, the surfaces of the cleaned rock plates could be measured without any further preparation.

a Measuring set-up consisting of TRACEiT and mobile computer. b Functional diagram of the TRACEiT, three collimators (1) successively illuminate the surface, each of which is recorded by an optical surface sensor (2), modified according to Weinhold and Schary (2018)
Statistical analysis of surface topography data
The evaluation of the collected data was carried out with the software MountainsMap® Premium in version 9.0 (Digital Surf). This software is applied specifically for the visualisation and analysis of profilometer data and was used for the evaluation of all surface data in this study. Since the TRACEiT® data are individual measurements of a cleaned or uncleaned area, only the Sq values and the volume parameters were calculated, and exemplary 3D representations were created. For the confocal measurements, sample surfaces containing the cleaned and uncleaned surface portions were analysed. For further evaluation, the transition area between the two surface sections was identified by height profiles. Then, the roughness parameters of the two different surface sections (cleaned, uncleaned) were calculated separately. The volume parameters refer to the distribution of heights, which is shown as a cumulative curve. This curve is also called the Abbott–Firestone curve or Abbott curve.
Results
Macroscopically, the samples of the Flossenbürg granite, Savonnières limestone, Schleerieth sandstone as well as the Ettringen tuff show clear surface damage due to cleaning at low cleaning intervals (Fig. 11). It is clearly visible that respective components such as individual mineral phases, clasts, sand grains, ooids or mussel shells were removed by the cleaning process. This effect is particularly pronounced in the Ettringen tuff, where certain clasts were preferentially dissolved out.

Comparison between an exemplary cleaning and the original surface, left half each cleaned with HW-HPC and 15 cm distance, right half equals the pristine surface a Flossenbürg granite, b Ettringen tuff, c Schleerieth sandstone, d Savonnières limestone
The Carrara marbles, on the other hand, show no macroscopically visible changes. With the help of the scanning electron microscope, however, differences and effects of the individual cleaning processes become visible. In the case of the two high-pressure cleaning processes, the exposed, smooth crystal surfaces and sharp grain boundaries clearly show that individual crystals have been removed (Fig. 12b and c). This effect does not occur in the sample cleaned with steam. Only a few biological impurities are still visible in this sample (Fig. 12d).

SEM images (secondary electrons) of the naturally weathered marble samples. a uncleaned sample, b sample surface cleaned with KW-HPC (10 cm), c sample surface cleaned with HW-HPC (10 cm), d sample surface cleaned with steam (5 cm), residues of biological impurities in red
Confocal microscopy measurements
The results of the confocal measurements are shown in the following figures as 3D surface models, each with an exemplary profile. The zero value of the profiles refers to the average height of the respective profile.
The samples that were cleaned with hot high-pressure water at a distance of 10 cm (Fig. 13, left side) all show a considerable loss of material as a result of the cleaning. This is particularly evident in the Savonnières limestone, where almost no surface portions have the original height. The samples of the Flossenbürg granite and the Ettringen tuff also show obvious fracturing of surface sections. Nevertheless, some surface portions still show their original height. The samples cleaned with steam (10 cm distance) (Fig. 13, right side) show almost no modification of the surface. Neither in the profile nor in the 3D model are there any differences in the surface quality of the cleaned areas compared to the reference surfaces.

Visualised confocal measurements of the cleaned surfaces as well as the uncleaned reference surfaces of the Flossenbürg granite, Savonnières limestone and the Ettringen tuff, hot-water high-pressure cleaning (HW-HPC) and steam cleaning (SC) with 10 cm distance
3D-shadow triangulation
The following illustrations (Fig. 14) show exemplary 3D models of the TRACEiT® measurements carried out on the uncleaned reference surfaces and the cleaned test surfaces. The measured area is always 5 × 5 mm2. The samples that were cleaned with hot water at high pressure clearly show a changed topography compared to the reference surfaces. For all three rocks shown, the measurements show a clear increase in the irregularities. The samples that were cleaned with steam, on the other hand, show almost no change in their surface structure compared to the reference surfaces.

Visualised TRACEiT measurements of the cleaned and uncleaned surfaces of the Flossenbürg granite, Savonnières limestone and the Ettringen tuff, hot-water high-pressure cleaning (HW-HPC) and steam cleaning (SC) with 10 cm distance
Statistical evaluation
The material or volume erosion, which was determined for each sample based on the Abbott–Firestone curves of the confocal measurements, is shown in Table 3. The values, also shown in Fig. 15, indicate the material loss of the cleaned surfaces compared to the uncleaned reference surfaces. Since the values for the Carrara marble are significantly smaller at < 2.0 cm3/m2, these are shown separately in Fig. 16.

Volume erosion (cm3/m2) as well as the estimated statistical errors of the cleaned samples compared to the respective reference surface, based on the confocal measurements (Table 3)

Volume erosion (cm3/m2) as well as the estimated statistical errors of the cleaned marble samples compared to the respective reference surface, based on the confocal measurements (Table 3)
The samples that were subjected to cold- or hot-water high-pressure cleaning show the highest material removal. The peak value is shown by the Savonnières limestone, which was cleaned at 10 cm and hot-water high pressure. The volume removal determined for this sample is 148 cm3/m2. In comparison, for the same rock, the material removal during steam cleaning with the same spacing of 10 cm is only 7 cm3/m2. In general, the material loss rate for steam cleaning is significantly lower than for the other two cleaning methods for almost all samples.
The volume removal calculated for all samples based on the TRACEiT® measurements is shown in Table 4 and Fig. 17. The Savonnières limestone and the Ettringen tuff, which were cleaned with KW-HPC or HW-HPC, have the highest material removal with partly more than 50 cm3/m2. When cleaning with steam, the values for the same samples are less than 10 cm3/m2.

Volume erosion (cm3/m2) as well as the estimated statistical errors of the cleaned samples compared to the respective reference surface, based on the TRACEiT measurements
Figure 18 shows the averaged values for the different cleaning methods and distances determined using confocal microscopy and 3D shadow triangulation. While the pattern of values is similar, the values obtained using shadow triangulation are significantly lower, reaching only 31% of the value obtained using confocal microscopy for hot-water high-pressure cleaning, for example.

Average volume erosion of all samples after cleaning applications, confocal microscopy data and TRACEiT
Discussion
For a comparison of the different cleaning methods concerning their abrasiveness, average values for the change in volume removal were taken from all the samples examined (Fig. 18). The greater these values, the more severely the surfaces were damaged because of the respective cleaning. However, since every rock is a heterogeneous material and the measured areas cannot always reflect this heterogeneity, some measured values of less weathered samples show greater abrasiveness than more weathered samples with the same cleaning method.
Each cleaning process investigated results in a measurable alteration of the surface, with major changes indicating significant damage. Hot-water high-pressure cleaning shows the strongest abrasiveness overall, followed by cold-water high-pressure cleaning. In comparison, steam cleaning causes very little change in surface structure, making it by far the least abrasive cleaning method. A general conclusion is that the shorter the distance from the nozzle to the surface, the greater is the damage to the surface.
Hot-water high-pressure cleaning with a spacing of 10 cm represents the most abrasive of all the configurations studied, while steam cleaning with a spacing of 10 cm is the gentlest. The difference between hot-water and cold-water high-pressure cleaning is due to two factors: Two different devices with different flow rates were used for the two cleaning methods (Fig. 19). In addition to the higher flow rate, the higher temperature of approximately 65 °C could also contribute to the higher abrasiveness of hot-water high-pressure cleaning.

Distances and respective flow rates of the test series carried out, hot-water high-pressure cleaning in red, cold-water high-pressure cleaning in blue, steam cleaning in yellow; circles mark cleaning distances, in addition: stars mark the material removal; modified after Schad (2020)
This also corresponds to the theory of Sinner's circle (Schad 2020) and explains the significantly reduced abrasiveness of steam cleaning. This relies almost entirely on the temperature component, while the mechanical cleaning effect hardly plays any role. As shown in Fig. 19, halving the flow rate leads to a significant reduction in the pressure on the surface. The values of 0.8 and 2 bar for the cleaning distances are in reality (for the tests) lower because a different cleaning nozzle was used. The graphs shown in Fig. 19 refer to high-pressure cleaning, which was carried out in each case with a 25° flat spray nozzle. However, for the steam cleaning tests, a 50° steam nozzle was used. Also shown in Fig. 19 is the material removal for the individual cleaning tests. The pattern that emerges has similarities with the graphs showing pressure as a function of cleaning distance. Only the differences between the high-pressure cleaning methods and steam cleaning are significantly greater.
The lower abrasiveness of steam cleaning, however, is also associated with a lower cleaning performance compared with the two high-pressure cleaning processes. This is illustrated by the cleaning tests on the marble samples covered with black crusts. Figure 20 clearly shows the difference between the cleaning methods. In the case of steam cleaning, smaller distances were also selected due to the wider fanning out by the steam nozzle and the reduced water quantity. The significantly wider fanning out of the steam jet compared to the jet of the HPC can be clearly seen. The very small distances of 5 and 8 cm led in some cases to considerable damage to the surface in both high-pressure cleanings. Figure 21 also shows how the high temperature of the water vapour of over 100 °C ensures that micro-organisms are reliably eliminate. In some cases, however, green pigments may remain under the surface, but these fade after a few hours, as was shown in the cleaning tests.

Cleaned samples of the marble excavation stone (MB) contaminated with for example dead remains of lichens, fungi, etc. or black crusts

a Half-cleaned north side of the sculpture "Man and Science" in Göttingen during cleaning, b close-up of the transition from cleaned to uncleaned surface, c microscopic image of a cleaned, slightly greenish area immediately after cleaning
Figure 22 shows the material loss (surface-normalised volume) as a function of the after/before surface roughness ratio. This ratio, shown on the x-axis, quantifies the relative surface change. The roughness parameter ratio was used to level the initial differences due to grain size distribution (Fischer et al. 2008). Here, for example, it can be seen whether an originally rough surface is smoothed during cleaning or whether an originally smooth surface is noticeably roughened. As expected, the material loss correlates in a large number of cases with the increase in this roughness ratio. This is shown in Fig. 22 by the increase in the envelope of the points of roughness quotient = 1–7. Accordingly, the material shows roughening during cleaning. This is predominantly true for the Ettringen tuff and the Flossenbürg granite for selected cleaning types. In contrast, there are other types (i.e. a combination of rock material and cleaning procedure) for which the relative roughness remains approximately constant (roughness quotient = 1), namely the Schleerieth sandstone and the Rochlitz porphyry tuff. For the latter, the apparently and initially rough material types, the original surface is preserved during cleaning, even with high removal rates. This different behaviour in terms of surface development, which was shown qualitatively and quantitatively in this study, can therefore serve as a guideline for the user in restoration and cleaning work.

Volume loss due to specific cleaning procedures as a function of the root mean square (RMS) height ratio. Note the two specific endmembers of surface evolution, (i) the volume loss independent of surface roughness (RMS ratio ~ 1): Schleerieth sandstones, Savonnières limestones, Rochlitz porphyry and (ii) the RMS-dependent volume loss of the Flossenbürg granites and Ettringen tuff. This behaviour reflects the rather smooth and complete retreat of fine-grained material (i) in contrast to the localised and grain-specific surface retreat of coarse-grained rock surfaces (ii)
Summary and conclusions
Science has a difficult time on the construction site. This is especially true when it comes to cleaning challenges on buildings and monuments that have to be solved in a restorative sense. Experts like architects, art historians and restorers often lack science-based knowledge when making decisions in this context. The consequences are irretrievable losses of original substance and massive interventions in the original historical building fabric, which endangers the existence of artistically designed surfaces and components, such as ornaments, sculptures and inscriptions, i.e. the historical sources that are of inestimable value. The reasons for this are manifold: economic pressure, unsubstantiated traditions, regional and national preferences. The financial constraints are the most obvious. Anyone who has developed an eye for this, such as a very experienced and well-trained conservator, can recognise on a cleaned facade; even years later, the point in time when the craftsman carrying out the work has noticed that his effort is threatening to become greater than his return, and that he must increase his work rate at the expense of quality.
The question of tradition is more difficult and complex. Certainly, tradition and cross-generational experience, for example in the stonemason profession, not only guarantees a high quality of workmanship at the construction site, but they themselves are part of a comprehensive history of building and preservation, which also includes the construction worker and his tools. Thus, it is not without reason that the UNESCO has placed European building huts (Bauhütten) on its list as an intangible world cultural heritage. However, this does not justify applying double standards, such as, on the one hand, the approval of using a high-pressure cleaner only after extensive tests on-site and detailed measurements in the laboratory, but on the other hand, the start of stonemasonry reworking of a natural stone facade without prior investigation. It is obvious that the mechanical stress on a stone fabric caused by punctual blows with a metal tool is not harmless, simply because such methods have been used for hundreds of years.
The technical preferences that individual authorities, but also representatives of the private sector, have developed are also always striking. They are sometimes tantamount to dogmas. For example, processes that experts in one country declare taboo may be the prescribed standard in a neighbouring country. At least one of the competing views lacks a sufficiently scientific basis. The subjective perception of the people involved in a restoration is rarely discussed. It affects academics and unskilled construction workers alike. An example to illustrate size is rarely associated with cautiousness. What is huge is rough. When a hot-water high-pressure cleaner with its massive cleaning aggregate is driven to the front of a delicate sandstone facade, even civil engineers feel extremely uneasy.
In fact, the steam generated by this unit has a smaller mechanical effect on the surface than a toothbrush, and the "particle size" of this cleaning medium is infinitely smaller than that of the finest abrasive used by a micro-jet system. Such misconceptions can only be countered with a thorough scientific understanding of the work. However, since the factors influencing a successful restoration cleansing are so numerous—starting with the type of soiled surface, the condition and weathering state of the facade material, and the use of many different cleaning methods with their many parameters—a number of years of research work will certainly be a necessity, before these questions can be considered to have been comprehensively, and finally, scientifically clarified.
The quantitative comparison of different cleaning methods for different types of building stone is a complex matter. Strongly differing mechanical behaviour is defined by the typical material properties. While no damage was visible in the case of Carrara marble, even during high-pressure cleaning at a short distance, all other stones reacted, in some cases with significant material loss. In addition to the grain size and the mineralogical composition, the porosity and the pore radius distribution are also decisive. Thus, the changes occurring in the Rochlitz tuff are very difficult to detect macroscopically due to its very porous micro-structure. In the case of Savonnières limestone, it should be comparable if the original surface is not polished and flat. In the case of granite, there is a preferential separation of individual components. For the Ettringen tuff it can be observed how individual, particularly sensitive components are separated out, while in the Schleerieth sandstone, grains are removed evenly over the entire surface. Nevertheless, there is a desire among conservators to compare the effects of different cleaning procedures on different types of stone.
Two surface-sensitive methods were applied to investigate the process-related surface and volume change systematically and quantitatively during rock cleaning. Confocal microscopy and 3D shadow triangulation were used as complementary methods and tested for practical use on selected rock types with representative properties differing in surface topography, grain size, grain size distribution, mineralogical composition and mechanical properties. In detail, we conclude:
-
1.
The shadow triangulation technique is very easy to use outside the laboratory and gives a first impression about the topography change in processes such as rock cleaning. A large field of view of 5 mm × 5 mm is quickly captured. Surface changes larger than about 1–10 µm in lateral and vertical extent are quantitatively detectable with great confidence. Confocal microscopy analyses can additionally be used to make much more accurate laboratory measurements. Individual measurements by field-of-view sizes ranging from approximately 100 µm × 100 µm to the millimetre range can be stitched together to form larger fields of view. Confocal microscopy data are very useful for the conservator, e.g. for predicting volume loss and topography changes. Particularly in the case of small grain sizes, low vertical surface change during cleaning, as well as site-specific and grain-related surface abrasion, confocal microscopy techniques can provide reliable quantitative information. The confocal microscopy technique has a high sensitivity in the submicroscopic range of less than 1 mm. The difference in spatial resolution of the methods results in quantitative data such as volume removal being systematically underestimated by shadow triangulation. Nevertheless, a first trend in field work with the method is achievable. The combination of the two surface-sensitive methods therefore enables strong quantitative comparability of surface changes in practical applications.
-
2.
Quantitative comparison of topography changes of complex materials requires well-defined boundary conditions. Material differences such as grain size distribution and mineralogical composition determine the roughness of a surface and its changes under mechanical stress very explicitly. On the other hand, the comparative analysis of different rock types should also provide a quantitative benchmark for applications. We therefore propose the comparison of roughness quotients (before/after cleaning) to evaluate the influence of the different cleaning processes on the surface development. Our quantitative comparison normalises the amount of surface change with respect to the initial topography.
-
3.
The comparison of the changes due to cleaning processes reveals two basic property alterations. These are the topography modifications and the material loss (volume loss). The cleaning of the rock surface can roughen the surface structure, i.e. the roughness quotient is significantly increased by the cleaning procedure. As expected, this is preferentially caused by harsh cleaning processes. In addition, there are rock types that are particularly susceptible to this, such as tuff and granite. The loss of individual grains during cleaning leads to a change in the surface appearance of these building stones. The second path of surface development during rock cleaning can also involve considerable material losses in some cases. However, the reaction of the material to the mechanical stress during cleaning does not change the surface structure. This different behaviour is of application-specific importance depending on the intended use of the material and the preferred cleaning method.
References
Blateyron F (2013) The Areal Field Parameters. In: Leach R (ed) Characterisation of areal surface texture. Springer, Berlin, pp 15–43
Brandenburger F, Biesemann N (2015) Kriterien für die Auswahl von Reinigungsverfahren. Journal für Oberflächentechnik 55(3):56–58
Brimblecombe P, Grossi C (2010) Deposition, transformation, and remobilization of soot and diesel particulates on building surfaces. In: Davidson M, Marco V (eds) Air pollution and turbulence. CRC Press/Taylor and Francis, Boca Raton, Modeling and applications, pp 1–11
Colombo C, Daffara C, Fontana R, Gambino M, Mastroianni M, Pampaloni E et al. (2007) Lasers in the conservation of artworks. LACONA VI proceedings, Vienna, Austria, Sept. 21–25, 2005. Springer, Berlin
Dorusch Y (2021) Einfluss von Reinigungsmaßnahmen auf mikrobielle Biofilme einer Marmorskulptur in Göttingen. Georg-August-Universität Göttingen, Göttingen. Institut für Mikrobiologie und Genetik, Bachelorthesis
Fischer C, Gaupp R (2005) Change of black shale organic material surface area during oxidative weathering: Implications for rock-water surface evolution. Geochim Cosmochim Acta 69(5):1213–1224
Fischer C, Luttge A (2007) Converged surface roughness parameters—a new tool to quantify rock surface morphology and reactivity alteration. Am J Sci 307(7):955–973
Fischer C et al (2008) Relationship between micrometer to submicrometer surface roughness and topography variations of natural iron oxides and trace element concentrations. Langmuir 24(7):3250–3266
Fischer C et al (2012) How predictable are dissolution rates of crystalline material? Geochim Cosmochim Acta 98:177–185
Grimm W (2018) Bildband. Bildtafeln und Erläuterungen sowie petrophysikalische Daten zu 250 Naturwerksteinen der Bundesrepublik Deutschland sowie ergänzende petrophysikalische Daten aus ausgewählten Steinbrüchen oder Steinbrucharealen. 2nd extended edition. Ebner Verlag, Ulm
Grissom C, Charola A, Wachowiak M (2000) Measuring surface roughness on stone: back to basics. Stud Conserv 45(2):73
Guidobaldi F, Mecchi A (1993) Corrosion of ancient marble monuments by rain: evaluation of pre-industrial recession rates by laboratory simulations. In: Atmospheric Environment. Part B. Urban Atmos 27(3):339–351
Hagdorn H (2015) Die Sandsteine des Lettenkeupers. Bausteine für Kirchen, Klöster, Residenzen. In: Staatliches Museum für Naturkunde Stuttgart (ed.) Palaeodiversity (Sonderband), pp 427–436
Köhler W (2018) 3D-Rauheitsmessungen für das Monitoring von Natursteinoberflächen. In: Rolf S, Carolin P, Wolfram K (eds) Risikoziffer—Umweltschäden an Marmor und Sandsteinskulpturen erfassen und objektiv bewerten. University of Bamberg Press, pp 79–88
Lebedev M, Wilson M, Mikhaltsevitch V (2014) An experimental study of solid matrix weakening in water-saturated Savonnières limestone. Geophys Prosp 62(6):1253–1265
Lehrberger G, Plehwe-Leisen E (eds) (2015) Barrois-Oolithe. Vorkommen, Verwendung, Verwitterung und Erhaltung von Kalksteinen aus der Umgebung von Savonnières-en-Perthois und Morley im Departement Meuse in Frankreich; Bericht über Ergebnisse des Projektes "Beispielhafte Erhaltung von umweltgeschädigten Kulturgütern aus Oolithkalkstein des Savonnières-Typs (DBU Az 28433–45). Munich: Pfeil (Münchner Geowissenschaftliche Abhandlungen. Reihe B, 22)
López AJ, Rivas T, Lamas J, Ramil A, Yáñez A (2010) Optimisation of laser removal of biological crusts in granites. Appl Phys A 100(3):733–739
López-Arce P, Varas-Muriel MJ, Fernández-Revuelta B, Álvarez de Buergo M, Fort R, Pérez-Soba C (2010) Artificial weathering of Spanish granites subjected to salt crystallization tests: surface roughness quantification. CATENA 83(2–3):170–185
Matilla A, Mariné J, Pérez J, Cadevall C, Artigas R (2016) Three-dimensional measurements with a novel technique combination of confocal and focus variation with a simultaneous scan. In: Christophe G, Anand KA, Wolfgang O (eds) Optical micro- and nanometrology VI. SPIE Photonics Europe. Brussels, Belgium, Sunday 3 April 2016: SPIE (SPIE Proceedings), 98900B
Menningen J, Siegesmund S, Krompholz R, Rieffel Y (2020) The marble sculptures of General Bülow and Scharnhorst in Berlin: comparative, non-destructive analysis of the weathering state after 12 years of exposure. Environ Earth Sci 79(11):249
Petersen K, Gehrmann-Janssen C, Fritz MU (2018) Möglichkeiten des zerstörungsfreien Monitorings der mikrobiellen Besiedelung von Marmor mittels TRACEiT-Messkopf. In: FIDA EV (eds) Nachweismöglichkeiten von mikrobiologischen Besiedlungen auf Marmoroberflächen. FIDA-Arbeitsheft 2018 (1): dilling-printmedien, pp 11–22
Price CA, Amoroso GG, Fassina V (1984) Stone decay and conservation: atmospheric pollution, cleaning, consolidation and protection. Stud Conserv 29(3):158
Rombock U (1995) Moderne Verfahren zur Reinigung von Natursteinfassaden. 2nd extended edition. expert-Verlag, Renningen-Malmsheim
Ruedrich J, Siegesmund S (2007) Salt and ice crystallisation in porous sandstones. Environ Geol 52(2):225–249
Ruedrich J, Bartelsen T, Dohrmann R, Siegesmund S (2011) Moisture expansion as a deterioration factor for sandstone used in buildings. Environ Earth Sci 63(7–8):1545–1564
Ruedrich J (2003) Gefügekontrollierte Verwitterung natürlicher und konservierter Marmore. Dissertation. Georg-August-Universität Göttingen, Göttingen. Institiut für Geowissenschaften und Geographie
Schad F (2020) Cleaning Monuments: From Brooms to numerical Simulation. In: Siegfried S, Bernhard M (eds) Monument future: decay and conservation of stone. Proceedings of the 14th International Congress on the Deterioration and Conservation of Stone, University of Göttingen und University of Kassel. Mitteldeutscher Verlag, Halle (Saale), pp 1107–1112
Siedel H, Rust M, Goth K, Krüger A, Heidenfelder W (2019) Rochlitz porphyry tuff (“Rochlitzer Porphyrtuff”): A candidate for “Global Heritage Stone Resource” designation from Germany. Episodes 42(2):81–91
Siegesmund S, Kracke T, Ruedrich J, Schwarzburg R (2010) Jewish cemetery in Hamburg Altona (Germany): State of marble deterioration and provenance. Eng Geol 115(3–4):200–208
Siegesmund S, Snethlage R (Eds) (2014) Stone in architecture: properties, durability. Springer Science & Business Media
Siegesmund S, Sousa L, Knell C (2018) Thermal expansion of granitoids. Environ Earth Sci 77(2):1–29
Siegesmund S, Snethlage R (2011) Stone in architecture. Properties, Durability. Springer, Berlin
Siegesmund S, Menningen J, Shushakova V (2021) Marble decay: towards a measure of marble degradation based on ultrasonic wave velocities and thermal expansion data. Environ Earth Sci 80(11):395
Snethlage R (2018) Risikoziffer V: Erläuterungen zu den Datenblättern
Van Hees RPJ, Brendle S, Nijland TG, De Haas GJLM, Tolboom HJ (2003) Decay of rhenish tuffs in Dutch monuments. Part 2: laboratory experiments as a basis for the choice of restoration stone. Heron 48(3):167–177
Vazquez-Calvo C, Alvarez de Buergo M, Fort R, Varas-Muriel MJ (2012) The measurement of surface roughness to determine the suitability of different methods for stone cleaning. J Geophys Eng 9(4):108–117
Weinhold W, Schary J (2018) Messung der Topographie, Rauheit und visuellem Eindruck von Gesteinsoberflächen historischer Statuen und Skulpturen mit dem TraceIt® Dokumentations- und Messgerät. In: FIDA EV (eds) Nachweismöglichkeiten von mikrobiologischen Besiedlungen auf Marmoroberflächen. FIDA-Arbeitsheft 2018 (1): dilling-printmedien, pp 5–10
DIN 772–4 (1998) Prüfverfahren für Mauersteine - Teil 4: Bestimmung der Dichte und der Rohdichte sowie der Gesamtporosit.t und der offenen Porosit.t von Mauersteinen aus Naturstein. Beuth, Berlin
DIN 66133 (1993) Bestimmung der Porenvolumenverteilung und der spezifischen Oberfl.che von Feststoffen durch Quecksilberintrusion. Beuth, Berlin
DIN EN ISO 15148 (2018) W.rme- und feuchtetechnisches Verhalten von Baustoffen - Bestimmung des Wasseraufnahmekoeffizienten bei teilweisem Eintauchen. Beuth, Berlin
DIN EN 12370 (2020) Prüfverfahren für Naturstein - Bestimmung des Widerstandes gegen Kristallisation von Salzen. Beuth, Berlin
Acknowledgements
We are grateful to J. Grassmann, T. Möves, Prof. W. Weinhold, B. Göbel, A. Heyn, H. Lippold, Dr. J. Menningen, Dr. Chr. Pötzl, St. Rucker and A. Broge for all their help in the laboratory and their support during the measurements.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing Interests
The authors declare that there are no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article is part of a Topical Collection in Environmental Earth Sciences on “Building Stones and Geomaterials through History and Environments – from Quarry to Heritage. Insights of the Conditioning Factors”, guest edited by Siegfried Siegesmund, Luís Manuel Oliveira Sousa, and Rubén Alfonso López-Doncel.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit -http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Koch, T., Fischer, C., Schad, F. et al. Quantification of surface changes and volume losses of selected rock types due to different cleaning processes. Environ Earth Sci 82, 132 (2023). https://doi.org/10.1007/s12665-023-10776-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12665-023-10776-8