
Abstract
The present paper focuses on developing a novel virtual representation framework for optimizing standalone hazardous waste rotary kiln incineration plants. A digital support tool can be provided to optimize the plant's waste management, operation, and maintenance by combining thermochemical-based simulation models with a fuel classification system. First of all, the virtual representation can be used to determine the waste composition of not entirely analyzed waste streams. Furthermore, the determined waste compositions of historically fed waste streams can be used to enable further advanced applications. The determined waste compositions are linked with the appropriate waste code and supplier, which first enables the monitoring of the delivered waste streams. In the case of recurring fractions, the virtual representation can be used to optimize the barrel sequence to reach homogenous waste inputs. Additionally, the plant operation can be optimized regarding stable operation conditions due to the knowledge about waste compositions of recurring fractions. The parametrization results fit very well with the comparable sensor values. Therefore, the novel virtual representation of the hazardous waste incineration plant could definitely make a reasonable contribution to optimize the efficiency of thermal waste treatment within the hazardous waste sector in Austria and Europe.
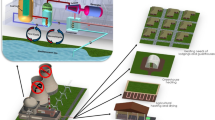
Graphical Abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Statement of Novelty
All digital support tools published in the field of waste incineration plants rely on knowledge about the composition of the introduced waste streams. Therefore, a novel virtual representation framework is presented, enabling the determination of not entirely analyzed solid waste streams. Furthermore, in terms of recurring waste fractions, this knowledge can be used to optimize the operation, waste management, and maintenance of hazardous waste rotary kiln incineration plants. The central part of the virtual representation is the plant model, consisting of a transient rotary kiln model and steady-state models of the post-combustion chamber and waste heat recovery boiler. The plant model validation was achieved due to the integration of test datasets from the hazardous waste incineration plant in Vienna.
Introduction
At least since the Paris climate agreement [1] the energy transition path towards climate neutrality has been accepted worldwide and has to be considered in each sector. Thermal waste treatment deals with well-established technologies for sanitizing waste streams and reducing the final waste load for disposal in landfills [2]. Therefore, thermal waste treatment will be essential in converting non-recyclable waste streams into valuable products in a climate-neutral world. In Austria, the waste sector is responsible for 2.9% of the national greenhouse gas emissions, whereby about half of these emissions are caused by thermal waste treatment plants [3]. The energy transition process shall be reached mainly with high shares of renewable energy carriers and energy efficiency improvements [4]. In terms of energy efficiency, digitization enables significant productivity improvement rates by implementing advanced digital methods [5]. A significant optimization potential regarding efficiency increase and emission reduction arises in the thermal waste treatment sector. Due to inhomogeneous waste streams, the operation of waste incineration plants is challenging. Significantly, batch-wise barrel combustion leads to peak loads in terms of temperature and emissions [6]. Therefore, the operation of waste incineration plants is always a balance between low-emission and efficient operation. Digital modeling tools can help to optimize waste incinerators.
Numerous researchers and international institutions investigate thermal waste incineration plants' different modeling and optimization approaches. Exemplary, Lei et al. developed a web-based digital twin of a thermal power plant to monitor and control the facility [7]. Kabugo et al. [8] proposed a methodology to monitor and predict the heating value and temperature of the flue gas stream of a waste treatment plant. The waste treatment plant in Mannheim was optimized by implementing a combustion performance control through fuzzy logic [9, 10]. Additionally, several technology-related modeling and optimization approaches to this more general thermal waste treatment optimization concepts exist. Several types of incinerators exist for thermal waste treatment, which can be classified by their application fields [11]. Waste incinerators with mechanical grates are mainly used to treat household waste [11]. In terms of household waste incinerators, Zhuang et al. [12] investigated a numerical simulation method of municipal solid waste incinerators to realize a digital twin system. Due to the uniform temperature distribution, fluidized bed incinerators are primarily built to burn sewage sludge and municipal solid waste [11]. Rotary kilns are very flexible in terms of different types of waste streams. Therefore, rotary kilns are widely used for the incineration of hazardous waste [11]. For the optimization of rotary kilns, many models have been developed. Liu and Specht [13] investigated the residence time behavior of hazardous waste fractions in rotary kilns. The heat and mass transfer of rotary kilns were researched, for example, by Chen et al. [14] and Silcox and Perching [15]. Further research work can be classified as thermal conversion investigations in oxygen-rich [16, 17] and oxygen-free [18] atmospheres, as well as other topics [9, 19].
Additionally, hazardous waste incineration plants should be divided into co-incineration plants and standalone incineration plants. Co-incineration plants like rotary kilns within cement plants are characterized by the treatment of mainly well-known waste streams. In contrast, standalone hazardous waste incineration plants face various hazardous input streams [20]. In the research field of co-incineration plants, Yao et al. [21] proposed a concept for modeling the thermal efficiency of a cement clinker calcination system. Furthermore, Zhang et al. [22, 23] investigated a co-incineration system by a numerical simulation to predict mixed waste streams' granular motion and combustion interactions within a rotary kiln. Finally, Xu et al. [24] established a soft sensor that can predict the temperature distribution within the rotary kiln by combining computational fluid dynamics and multilayer perceptrons. Many digital modeling tools exist within the context of standalone hazardous waste incineration plants. Guillin-Estrada et al. [25] published a tool for predicting mechanical failures in predictive maintenance. Pirttiniemi [26] investigated a novel methodology to support the rotary kilns' design process. Furthermore, several thermochemical-based simulation models have been published to optimize the performance of rotary kiln incinerators [27,28,29]. Additionally, Wajda et al. [20] developed a digital tool for creating batch-wise waste mixtures to optimize the operation of rotary kilns. Nolte introduced an intelligent control system for minimizing the CO emission peak loads within hazardous waste incineration plants [6].
To summarize, there are a lot of investigations published in the fields of hazardous waste incineration plants. However, all these optimization approaches rely on knowledge about the composition and properties of the introduced waste streams. Since many hazardous waste fractions cannot be analyzed [27], there is a need for an advanced digital support tool. Therefore, a novel virtual representation of a hazardous waste rotary kiln incineration plant is first introduced in this work. Combining transient and steady-state thermochemical-based simulation models with a machine learning algorithm enables the determination of historical hazardous waste feed streams. The determination of multiple historical hazardous waste feed streams allows the creation of a fuel analysis data base, which is the basis for optimizing the performance of each standalone hazardous waste incineration plant due to using the data base knowledge in terms of recurring fractions. The present paper describes the novel digital support tool, which is based on the virtual representation methodology. Furthermore, the virtual representation will be applied and validated within Vienna's hazardous waste incineration plant at Simmeringer Haide. Thus, the paper discusses the following sections:
-
Definition of virtual representations within the energy sector
-
State of the art of hazardous waste rotary kiln incineration
-
Methodology of the thermochemical-based plant simulation model
-
Methodology of data processing for waste input streams
-
Test series for parametrization and application of the plant simulation model
-
Methodology for the overall virtual representation framework
-
Simulation results for parametrization test series
-
Applications for optimizing the hazardous waste incineration based on the virtual representation
The methodology and simulation results of the novel virtual representation for the hazardous waste incineration plant are based on the funded research project Thermal Twin 4.0 [30]. The holistic virtual representation framework for the determination of waste stream compositions and further applications for the optimization of the hazardous waste incineration plant is reached by interdisciplinary collaboration between experts in the research fields of chemical engineering, energy systems, and thermodynamics as well as informatics.
Concept and Methodology
The overall concept and methodology of the virtual representation framework of the hazardous waste incineration plant are based on the broad definition of virtual representations within the energy sector. Furthermore, the state-of-the-art hazardous waste rotary kiln incinerators, the leveraging thermochemical-based plant simulation model, and the data processing approaches are the building blocks for the overall virtual representation framework. Finally, investigated test series with the hazardous waste incineration plant of Wien Energie in Vienna at Simmeringer Haide are explained to parametrize and validate the plant simulation model.
Definition of Virtual Representations in the Energy Sector
First, to develop a virtual representation framework, it is essential to discuss the definition of virtual representations in the energy sector. The term”virtual representation” can be used as the overall expression of virtual objects mirroring a physical process [31]. In literature, there are several terms like”digital model”,”digital shadow”, digital twin” and”digital predictive twin” used synonymously for virtual representations [31, 32]. Kritzinger et al. [32] and Aheleroff et al. [33] classified these terms according to the data integration level. In Fig. 1, the virtual representation classification levels of data integration are visualized. Therefore, the digital model represents a virtual representation with only manual data communication between physical and virtual components [32]. Digital shadows are based on uni-directional and digital twins on a bi-directional real-time data communication [32]. The highest data integration level can be reached within digital predictive twins, where the virtual models and the data communication can predict future operation conditions [33].

Additionally, to the virtual representation definition concerning the data integration level, Tao et al. [34] published the 5D model, which defines that each digital twin shall be based on five dimensions. Within this work, the 5D model is used for any kind of virtual representation independent on the data integration level. The five dimensions are the physical and virtual component, data management, service, and the connections in-between [31, 34].
Subsequently, the state of the art of hazardous waste rotary kiln incineration plants, the considered waste incineration plant in Vienna at Simmeringer Haide, and the developed thermochemical-based simulation models and data processing steps are discussed. The definition of virtual representations in terms of data integration level and dimensions forms the foundation for the following virtual representation framework in the implementation section.
Hazardous Waste Rotary Kiln Incineration
The thermal treatment of hazardous waste fractions is conducted to eliminate harmful substances and compounds and minimize the amount of deposited waste, which reduces the related greenhouse gas emissions [35]. The thermal conversion of waste streams is based on exothermic oxidation reactions of the waste with atmospheric oxygen [11, 36]. Combustible waste streams consist mainly of carbon, hydrogen, oxygen, sulfur, nitrogen, and chlorine, which are building up together the ultimate analysis. Furthermore, the amount of ash and water is building up together with the fixed carbon and volatile compounds the proximate analysis. The thermal conversion of solid waste streams is initiated through heating. In contrast, the combustion of liquid and gaseous waste streams is started by exceeding the ignition temperature with the presence of a spark. Furthermore, for complete combustion, enough temperature, enough turbulence for a thoroughly mixed fuel with air, as well as sufficient residence time is needed [36]. Therefore, the mix of fuel and air is essential to reach complete combustion. Excess air means a decrease in the combustion temperature, resulting in incomplete oxidation or efficiency decrease. Lack of air also results in incomplete combustion. In addition to the combustion air input, oxygen is provided through the fuel itself, which decreases the required oxygen amount from the combustion air. Further details about combustion and reactor types can be found in [11, 36, 37].
The present work focuses on integrating a virtual representation in the hazardous waste rotary kiln incineration plant from Wien Energie in Vienna at Simmeringer Haide. Therefore, a 3D visualization of the considered plant in Fig. 2 and a basic flow diagram in Fig. 3 are shown. Therein it can be seen that the rotary kiln is the central combustion unit. The waste feeding to the rotary kiln is realized through several input lines in the front wall of the rotary kiln. As shown in Fig. 3, four solid waste streams are fed to the rotary kiln, which are direct and shredded barrels, bunker, and hospital waste. Bunker waste and direct barrels are fed through the same front wall input. The shredded barrels are mixed with parts of the bunker waste, which are mainly screenings from the sewage treatment plant. Additionally, four liquid and pasty input lines are installed. Two lances are feeding mainly masterbatch (MB) fractions, which are solvent mixtures as well as extra light heating oil (HEL), heavy heating oil (HS), and waste oil (WO) during heating-up. The front wall burner mainly processes WO and again HEL for the heat-up procedure. Furthermore, a pasty lance is installed, wherein a mix of pasty waste and waste water is fed. These waste streams are burned with primary air in the rotary kiln and the post-combustion chamber (PCC) at 900–1400 °C [11]. In the PCC, secondary air is introduced to provide oxygen for combustion. Tertiary air and additional waste water are also mainly introduced to control the combustion temperature. Afterwards, the hot flue gas heat is used in the waste heat recovery boiler (WHRB) to produce superheated steam for the steam turbine to produce electricity and district heat. The WHRB consists of two superheaters (SH), two evaporators (EV), one economiser (ECO), the steam drum (SD), and the coated fin wall, which is also part of the evaporator system. Finally, the flue gas is cleaned with an electrostatic precipitator, two scrubber units, and an activated carbon filter. The heat exchanger system (HEX) is installed to use the flue gas heat before the scrubber system to heat-up the flue gas after the scrubber system to reach the required temperature for the following activated carbon bed. After the last coarse cleaning step, the flue gas is introduced to the overall fine gas cleaning steps starting with a selective catalytic reduction unit. The fine gas cleaning units at the Wien Energie site are used to clean all flue gas streams out of different combustion lines.

3D visualization of the hazardous waste rotary kiln incinerator in Vienna at Simmeringer Haide [38]

Basic flow diagram of hazardous waste rotary kiln incinerator in Vienna at Simmeringer Haide
The operation of a hazardous waste rotary kiln incineration plant is very challenging. One of the main challenges arises from batch-wise waste feeding, which results in peak load emissions of mainly carbon monoxide and soot [6]. Besides the batch-wise feeding of barrels and bunker waste, it is also essential to introduce a balanced mix of waste streams in the rotary kiln, which is more or less constant over time regarding the heating value. The solid fractions are not entirely analyzed regarding waste composition and heating value. As a consequence, it is challenging to realize constant operation conditions. Therefore, the rotary kiln's standard operation and the WHRB must be far from the design point. Typically, an average steam production load of around 80% from the design point of the WHRB is pursued to allow reserve capacity to cope with the peak loads due to batch-wise feeding of inhomogeneous waste streams [27].
Concluding, the operation of the hazardous waste incineration plant is more reactive than proactive in tackling the challenging operating conditions due to inhomogeneous waste input and composition. To solve this problem, the virtual representation of the hazardous waste incineration plant is developed to determine the not entirely analyzed waste fractions. Furthermore, the knowledge about the composition and heating value of recurring waste streams is used to optimize the rotary kiln operation. Subsequently, the virtual representation main building blocks with the thermochemical-based modeling approach and the executed data processing steps are explained.
Thermochemical-Based Plant Model of the Hazardous Waste Incineration Plant
A thermochemical-based simulation model was developed to enable the determination of not entirely analyzed waste fractions. The simulation model is written in Python and is built up of transient and steady-state models. As shown in Fig. 3, the whole hazardous waste rotary kiln incineration plant is divided into nine sub-units. The rotary kiln (sub-unit 1) and the PCC (sub-unit 2) form the combustion process. Afterwards, within the WHRB (sub-units 3–5), the flue gas heat produces superheated steam as input for the steam turbine. After steam generation, the flue gas is introduced to the gas cleaning section (sub-units 6–9). The simulation model does not cover the gas cleaning section to optimize the calculation time. The overall simulation model is based on a sequential modeling approach. Subsequently, the thermochemical-based simulation models of the implemented sub-units rotary kiln, PCC, and WHRB are explained.
In Fig. 4, the thermochemical-based modeling approaches of the rotary kiln according to [39] and the model of the PCC are visualized. Therein, it can be seen that the rotary kiln is implemented in the overall plant model as a thermochemical-based transient model. Therefore, the rotary kiln is discretized through a one-dimensional cylindrical grid divided into a predefined number of uniform sections in the axial direction. The rotary kiln is divided into 1 m sections in the axial direction for this approach. The wall of each axial section is further discretized in the radial direction to model the heat losses to the environment. Additionally, the front wall is discretized in the axial direction to implement the front wall cooling. The waste fractions are introduced in the first rotary kiln section (cell 1). The lumpy waste fractions with bunker and shredded waste are treated as solid phases with decreasing bed height along with the rotary kiln, according to [40, 41]. The direct barrels and hospital waste fractions can be treated as discrete barrel elements by considering that the barrels are firstly heated up before the liquid and solid fractions inside are converted to gas species. In the present work, the barrel fractions of direct barrels and hospital waste are treated as solid phases to simplify the model. Additionally, the pasty waste fraction is mixed with waste water and can be fed into the rotary kiln over an additional lance. However, the pasty waste fraction is treated as solid fraction due to the similar physical behavior. Therefore, the bunker waste, shredded waste, direct barrels, hospital waste, and pasty waste fractions are treated as solids and simplified introduced as a solid mixture into the rotary kiln for this approach. The front wall burner converts the liquid oil model, mostly WO, to a gas model within the first cell. Therefore, the flame length is set to 1 m to end within the first section. The MB fractions, fed through two lances together with atomized steam, are treated as liquid phases, which are assumed to fully react over a defined spray length, where the gaseous reaction products are added as sources to the gas phase and the solid products (e.g., ash) to the solid bed phase. Additionally, primary and front wall burner air are added as gas models to deliver the necessary oxygen for the combustion reaction. The ash fraction, which is part of the solid and liquid model, is assumed to be inert and is transported with the solid bed phase to the PCC, where it is entirely removed through the wet deslagger. The ash fraction is modeled as fixed inert composition with SiO2 as main component. Therefore, the influences of heavy metals and salts due to fouling are modeled by fixed values and influences due to emission peaks are neglected. The residence time of the solids within each cell could be implemented through a mean residence time dependent on the geometry, volume flow, and the rotary kiln speed according to [13]. For this approach, the residence time of the solids, which is dependent on the solid phase bed height, is assumed to be constant due to a constant rotary kiln speed. A reference is made to [39] for further information on material transport.

Modeling approaches of the rotary kiln and post-combustion chamber
In addition to the material transport, heat transfer is integrated into the simulation model [42]. In the rotary kiln the following heat transfer mechanisms are considered:
-
heat conduction through the wall depending on the brickwork,
-
thermal convection between gas/solid, gas/wall and wall/solid,
-
and thermal radiation between wall/solid, gas/solid, and gas/wall.
Finally, the mass transfer within the rotary kiln is defined. Therefore, the solid fraction passes through the drying, devolatilization, gasification, and oxidation phase [43]. The liquid fractions are evaporated, and the gas fractions are oxidized according to the available oxygen. Nitrogen is assumed to be inert. Furthermore, global reactions are defined to consider the reaction kinetics. The considered reactions, except the evaporation of water, are summarized in Table 1.
Further details regarding combustion reactions in rotary kilns can be found in [6, 36, 39]. Ash melting phases are not considered within the transient model of the rotary kiln. Concluding, the transient gas and solid mass and species, as well as the coupled energy balance of gas, solid, and the inner wall cell balances, are solved iteratively for the whole kiln. After each iteration, the radial energy balance of the outer kiln mantle wall cells and the axial energy balance of the outer front wall cells are solved. The boundary conditions are updated for each time step. Hence, transient changes in fuel feed are included. The boundary conditions within each cell enable the transient approach, which hands over the energy state to the following cell. This approach ensures the transient behavior because the rotary kiln model is aware of the mass and energy balances of the previous periods. Therefore, a continuous fuel feed can be balanced. After the time step calculation of the kiln, the gas and solid results at the kiln outlet boundary are handed over to the steady-state model of the PCC, where the gas is further oxidized by the secondary and tertiary air inlet stream. The secondary air is increased by a fixed cooling air, discovered by an extensive false air measurement campaign [38]. In the PCC also, waste water is introduced, which is evaporated immediately. In addition to the gas model, also the ash is handed over from the rotary kiln to the PCC, which is entirely removed from the system by the wet deslagger in the form of slag and scrap. Therefore, the PCC model simplifies that no ash is transported with the gas phase to the WHRB. Furthermore, water from the wet deslagger is evaporated in the PCC and transferred to the gas model in the form of vapour. To determine the evaporated water from the wet deslagger, a fixed ratio dependent on the solid input stream is introduced. To summarize, the PCC consists of gas–gas reactions and water evaporation from the waste water lance and the wet deslagger.
After the PCC, the resulting flue gas is introduced in the steady-state model of the WHRB. The steady-state model approach for the PCC and WHRB is chosen to decrease the calculation time of the simulation model. Compared to the rotary kiln combustion processes, the reaction time of the gas–gas reactions in the PCC and the heat exchange in the WHRB are much faster. Therefore, the steady-state approach also delivers reasonable solutions. The WHRB, visualized in Fig. 5, consists of two tube bundle evaporators, two superheaters, the injection cooler, the economiser, and the steam drum. Additionally, the WHRB is coated with a fin wall, which is not visualized in Fig. 5. In the fin wall, water evaporation occurs in the same way as within both evaporators. Firstly, the hot flue gas is introduced to the first natural circulation evaporator for steam generation. Afterwards, the flue gas is used for steam superheating in a two-step process. The remaining flue gas heat is used for steam generation within a second natural circulation evaporator and in the economiser to preheat the feed water. The preheated feed water is fed to the steam drum, which is connected with the two natural circulation tube bundle evaporators and the fin wall. The evaporator units return a water-steam mixture to the steam drum, where the mixture is separated. Saturated steam is fed to the pre-superheater, wherein it gets overheated in the first step. Finally, the superheated steam is cooled down via injection cooler before introducing it into the final superheating step. The overheated steam is converted within a steam turbine to electricity and heat. In the steady-state model of the WHRB, the following heat transfer processes are considered according to [42]:
-
heat conduction through the tube bundles and the fin wall,
-
thermal forced convection between gas/fin wall, gas/tube bundles, steam/tube bundles, and water/tube bundles,
-
thermal free convection between water-steam mixture/fin wall and water-steam mixture/tube bundles,
-
and thermal radiation between gas/fin wall and gas/tube bundles.

Modeling approach of waste heat recovery boiler
The heat loss from the steam drum and fin wall to the environment is neglected in the WHRB model. The fin wall is divided into five sections related to the number of sub-units in the WHRB (see Fig. 5). Therefore, the evaporation and heat transfer from the fin wall is partly considered in each unit. For solving the steady-state model of the WHRB, the mass- and energy balances are solved through a sequential approach. Firstly, the mass- and energy balances of the evaporator 1 are solved. Afterwards, the following cells final superheater, pre-superheater, evaporator 2, and economiser are solved. This results in an iterative approach to implement the characteristics of natural circulation. For this reason, the produced amount and steam temperature in the superheaters influence the flue gas temperature and vice-versa.
Finally, the transient rotary kiln model and the steady-state model of the PCC and WHRB have to be connected. Therefore, the plant model, shown in Fig. 6, delivers the sequential approach for solving the thermochemical-based hazardous waste incineration model. The plant model is fed with input data for a given time interval. For this approach, a minute timestep is chosen. First, the solver must be initialized, wherein materials, reactions, and other properties like spray and flame length are defined. Furthermore, the sub-units have to be created to form the plant model. Subsequently, the plant model starts after initializing the transient rotary kiln solver, which is solved for every timestep. Afterwards, the rotary kiln solver results are handed over to the PCC solver, where the mass- and energy balances are solved with new input values for the PCC. Finally, the results of the PCC, together with new inputs, are fed to the WHRB to solve the final mass- and energy balance for steam production. Each mass- and energy balance delivers itself a unique solution. Due to the linkage of a vast number of mass- and energy balances, an iterative solution must be applied. Therefore, the mathematical solution of the plant model's mass- and energy balances is found by applying the linear algebra function of the NumPy library [45,46,47] based on Python. Each solver runs as long the stop criterion is not reached. Therefore, a predefined number of iteration steps are executed, or the iteration changes are less than a predefined value.

Sequential thermochemical-based plant model
The described thermochemical-based plant model enables the calculation and validation of operation conditions. Before running the plant model, several data processing steps must be executed to feed the solver with appropriate values.
Data Processing Approaches of the Hazardous Waste Incineration Plant
In the previous chapter, the thermochemical-based plant model is described. In addition to the thermochemical-based model assumptions, the data sources and the related data processing have to be discussed. Several data bases need to provide appropriate data sets to enable a smooth operation of the plant model. Data inputs of online measured sensor values from the control system data base provide information about flow rates, temperature and pressure profiles, gas analytics, and much more. Offline measured laboratory analysis values from the laboratory data base provide information about fuel, ash, and slag compositions. Additionally, delivery data from the delivery data base provide information about the delivered waste stream, which consists of the supplier information, waste code, quantity, and storage location. All mentioned data inputs must be preprocessed and further processed to convert them to appropriate data sets for the plant model. Furthermore, a fuel classification model is introduced to connect waste codes according to [48] with a novel waste code classification.
All data processing steps are based on Python. The pandas [49] and NumPy [46] libraries are used for data preprocessing and processing all input values for the solver. The raw data sets are based mainly on sensor data, which detects only changes in sensor values. Therefore, the data sets must be preprocessed to deliver uniform periodic datasets. Due to the slow reaction behavior of the plant, minutely time steps are chosen. Data gaps are closed through a forward filling process. The preprocessed datasets are the basis for the following data processing steps:
-
1.
selection of a time period,
-
2.
generation of material inputs for all waste streams,
-
a.
determination of a waste composition mixture for all solid fractions,
-
b.
determination of a waste composition for each liquid and pasty fraction,
-
a.
-
3.
generation of material inputs for air streams,
-
4.
generation of data for other individual sensors,
-
5.
generation of JSON solver input files based on all generated data.
In Fig. 7, the waste stream input determination methodology is visualized. Therein, it can be seen that the delivered liquid and pasty waste streams are mainly mixed to reach homogenous fuel compositions. HEL and HS are only used within the burner and lances for heat-up and holding modes. The mass and volume flow of the liquid and pasty waste streams are determined via processed sensor values from the control system data base. The waste compositions of the pasty and liquid waste streams are mostly set values. In Table 2, the assumed values for ultimate and proximate analyses are listed. The ultimate analysis values and the water content are based on laboratory values [27] and standard values [36]. Except for the water content, the proximate analysis values are based on own assumptions, which refer to approximate values from other liquid fuel compositions [50, 51]. The waste water fraction is approximated with pure water. The masterbatch waste composition is mainly based on daily laboratory analysis values. Not entirely analyzed ultimate analysis values from MB are based on a determination via the offline analyzed higher heating value (HHV) and the formula of Boie [36]. Finally, the liquid waste inputs via burner and lances and the pasty waste and waste water mix via the pasty lance are handed over to the rotary kiln solver. The waste water lance input in the PCC is also provided as a liquid fuel to the PCC solver.

Data processing steps within the hazardous waste incineration plant
The solid waste stream inputs are mostly not entirely analyzed. The developed virtual representation shall be able to close this gap. The applied methodology for handling solid waste inputs can be seen in Fig. 7. Therefore, the bunker waste deliveries are directly fed to the bunker after passing the truck scale and are assumed as a homogenous daily mix. The mass flow of the bunker waste is determined via the weight from the crane scale over a specific period. Direct barrels are converted via the barrel chute in the rotary kiln as a whole. The daily order of direct barrels is determined, which are fed via a conveyor belt. The mass flow for the direct barrel input is determined via barrel counter over period and barrel weight. The shredded waste is introduced over a separate input line in the rotary kiln. Harmless barrels are shredded and mixed with bunker waste and small amounts of liquid fuels. The liquid fuels are neglected because of the low quantities. The added bunker waste is mostly screenings. For this reason, the added bunker waste is assumed as screenings with a share of 12.5 m.%. The assumed ultimate and proximate analyses for the screenings are listed in Table 2. For determining the hospital waste input, the deliveries entry information and the pusher sensor data for counting the barrels are used. Finally, the solid fuel input in the rotary kiln solver is determined by mixing the four solid input lines. The compositions of the solid input lines bunker waste, direct barrels, shredded waste, and hospital waste are mostly non-analyzed. Therefore, a novel fuel classification model has been developed.
The fuel classification model is based on a vast fuel data base. More than 200 samples of proximate and ultimate analysis are listed for regularly used acids, caustics, oils, biogenic and fossil residues, chemicals, solvents, and plastics. The development of the fuel data base is based on the chemical compositions of two available fuel data bases [50, 51], and internal laboratory data from Wien Energie. Subsequently, the sample data base builds up proximate and ultimate analysis value ranges based on 3–5 characteristic sample points. According to [48], the fuel classification model comprises the most frequently used waste codes within the input lines: bunker waste, direct barrels, shredded and hospital waste. The classification model consists of 29 bunker, 25 direct barrel, 14 shredded, and 6 hospital waste codes. The fuel classification is visualized in ternary plots (see Fig. 8), which represent a combination of ultimate and proximate analysis ranges for each waste code in each solid waste input line. The general methodology of the ternary plots highlights high calorific waste streams in the left and low calorific waste streams in the right bottom corner.

Fuel classification visualization from the general methodology (top), bunker waste (a), direct barrels (b), shredded waste (c) and hospital waste (d)
The fuel classification model data base builds the foundation for approximating compositions for the introduced solid waste streams. Within the data processing approach, ultimate and proximate analysis values for each solid waste stream are chosen, built up by a combination of the underlying sub-classes for each waste code. The determined compositions for the solid waste input streams complete the required data inputs for the plant model.
To summarize, the plant model in Fig. 7 is fed with processed volume and mass flows from sensor values based on the control system data base. Furthermore, daily analyzed laboratory data for masterbatch and predefined compositions for the other liquid and pasty waste streams are introduced to the plant model. Moreover, the determined fuel compositions of the solid waste streams out of the fuel classification model, together with the waste code and supplier information out of the delivery data base enable the solid waste characterization for the following plant model. The plant model is fed with several liquid streams and the solid fuel mixture, determined through the individual waste streams. Additionally, ash and slag analysis from the laboratory data base and further sensor values from the control system data base complete the input values for the plant model. Finally, the plant model delivers minutely time-dependent results for temperature and pressure profiles, flow rates as well as major and minor flue gas components. The periodic results are compared with sensor values from the control system data base. For this reason, the mean absolute percentage error (MAPE) as metrics is calculated. If the metrics surpass a certain predefined tolerance, the fuel composition values of the solid waste streams based on the fuel classification model are modified and again fed to the plant model until the results of the plant model fit well with the sensor values.
Test Series of the Hazardous Waste Incineration Plant
The virtual representation has to be parametrized before it can be used to determine not entirely analyzed waste fractions, as mentioned within the first implementation step. Therefore, a series of test runs were executed in April, October, and November 2021. The simulation order for parametrization of the plant model and the following determination of not entirely analyzed waste fractions is visualized in Table 3. Therein, it can be seen that the plant model is parametrized with data points where only one solid waste input stream was fed. Within the parametrization step, all the set values in the plant model are adjusted until the results are consistent with the sensor values from the control system data base. Afterwards, the virtual representation is used to determine not entirely analyzed solid waste fractions. First of all, test run periods with only bunker and hospital waste are introduced. Subsequently, data points with bunker waste and direct barrels and further data points with more and more waste input streams are considered. Liquid and pasty waste streams, except HEL for heat-up and holding mode operation, are not listed in Table 3 for simplification. The pasty input line is usually in operation as long as there is pasty waste in the storage. The waste water input line in the PCC is always in operation and helps with temperature regulation. Furthermore, the burner and one of both lances are also always in operation. To summarize, the test series from 2021 is the basis for the parametrization described in the following chapter. Determining not entirely analyzed waste streams will be the next step after the parametrization and is not executed within this work.
Implementation of the Virtual Representation in the Hazardous Waste Incineration Plant
Finally, the implementation of the virtual representation is based on the described concepts and methods from the previous chapters. Therefore, the raised definition of virtual representations provides the requirements for the developed framework. Therein, the described thermochemical-based plant model and the data processing steps are the main building blocks within the overall virtual representation framework, which is subsequently presented. Afterwards, the simulation results for the parametrization test series are explained. The parametrized plant model enables the determination of not entirely analyzed waste streams to create a fuel analysis data base. In the end, possible future applications of the virtual representation, which are based on the fuel analysis data base are discussed.
Overall Virtual Representation Framework for the digitization of the Hazardous Waste Incineration
The overall virtual representation framework is dependent on the foreseen application. Therefore, an implementation concept is introduced, which can be seen as a four-stage process according to the data integration level of Kritzinger et al. [32] and Aheleroff et al. [33]:
-
1.
Digital Model: Determination of not entirely analyzed historically fed waste streams to create a fuel analysis data base
-
2.
Digital Shadow: Implementation and use of fuel analysis data base for the optimization of the plant performance
-
3.
Digital Twin: Automation or semi-automation of hazardous waste rotary kiln incineration plant operation
-
4.
Digital Predictive Twin: Forward planning of hazardous waste rotary kiln incineration plant operation
To enable the determination of not entirely analyzed waste fractions, the parametrization of the plant model, which is explained in the following chapter needs to be fulfilled. Only the parametrization of the plant model, which is the basis for all the following implementation levels, is realized in this work. In the first implementation level (digital model), all the data communication is done manually to create a fuel analysis data base based on the results of the virtual representation simulation approach. Nevertheless, the following overall virtual representation framework includes implementation steps two and three, which are the digital shadow and the digital twin. The digital shadow can use the knowledge about recurring fractions from the fuel analysis data base out of the first implementation step to improve the plant performance due to optimizing, for example the order of waste inputs or the air inlet. The digital twin is based on bi-directional data communication, enabling the automation or semi-automation of the plant operation or waste management. Finally, the digital predictive twin enables the forward planning of the plant operation or waste management.
An overall virtual representation framework has to be established to enable the application of the virtual representation within all the mentioned data integration levels from the implementation concept. Furthermore, the framework follows the methodology for developing virtual representations within the process development framework of energy plants, presented by Hammerschmid et al. [31]. The overall methodology combines the aforementioned thermochemical-based plant model and data processing approaches to form a novel virtual representation framework for the digitization of the hazardous waste rotary kiln incineration, shown in Fig. 9. Therein, the hazardous waste rotary kiln incinerator at the Wien Energie site in Vienna at Simmeringer Haide builds up the physical component. The control system data base represents the interface to the data management. Therefore, all the online measured sensor values are handed over to the data management. The data management, which is the middleware, is located on a local edge device and based on Python´s Pandas library [49]. Within a two-step process, the sensor values and values from other data bases are processed to prepare appropriate datasets for the thermochemical-based plant model. The sensor values are always recorded if there is any change. Therefore, the sensor values must be filtered and forward filled in the data preprocessing step to create appropriate datasets for the raw data storage. The delivery data base, which includes the waste codes, suppliers, and the delivery quantity, introduces this information to the raw data storage via the fuel classification data base. All the waste code proximate and ultimate analysis sub classes are stored therein. Thus, the waste information from the delivery data base allows the selection of an appropriate ultimate and proximate analysis from the fuel classification data base, which is determined over a random combination of predefined subclasses within any waste code. The fuel analysis determination process can be supervised manually. Subsequently, the determined fuel compositions are introduced together with the offline analysis data from the masterbatch out of the laboratory data base to the raw storage data. Afterward, the collected data sets are further processed to mix fuels and create appropriate data inputs for the simulation model. The processed datasets are stored in a further data storage to enable a data buffer before introducing the data sets in the thermochemical-based plant simulation model. Furthermore, the aforementioned implementation stages have to be considered. The first implementation stage (digital model) is determining the ultimate and proximate analysis of historically fed waste streams. The following stages use this knowledge within a fuel analysis data base to enable further applications like the optimization of the plant performance. Within the digital model approach, the virtual component includes the thermochemical-based plant model and the process validation step. In the following implementation steps, the virtual component will be extended by a machine learning (ML) algorithm. These models are operated on the same local edge device as the data management approaches. The plant model is fed with the data sets from the data management, and the results are validated with several sensor values. If the comparison values are close enough to the results from the plant model, the validated data set is fed to the service dimension's fuel analysis data base. Suppose the comparison values do not pass the validation step, the fuel classification data base chooses another combination of subclasses for the fuel analysis, and the plant model is fed with new data sets. If enough waste streams are determined and stored in the fuel analysis data base, these data sets can be used to train the ML algorithm for advanced implementation stages. The trained ML algorithm can be used to replace the random selection of an ultimate and proximate analysis within the fuel classification data base to simplify the data management.

Overall virtual representation framework for the digitization of the hazardous waste rotary kiln incinerator
The service dimension also depends strongly on the foreseen implementation stage. The determination of not entirely analyzed waste inputs within the digital model stage is based on a local edge device with a fuel analysis data base, wherein the valid data sets are stored. Suppose the fuel analysis data base should be further used to optimize the process performance of the hazardous waste rotary kiln incineration plant, the service dimension has to be expanded by at least two further layers. Within the often used three-tier architecture [52], the data access layer, which is the fuel analysis data base is expanded by the service application, which represents the logic layer, and the data visualization, which can be seen as the presentation layer [52]. The service application can be local or web-based. To support the plant operation and waste management, web-based applications could be favorable to create a platform-independent solution. In the service application layer, the knowledge about recurring waste fractions from the fuel analysis data base can be used to optimize waste management or plant operating procedures. Therefore, exemplary knowledge about liquid waste fractions enables the determination of target values for the solid waste mix in terms of mass flow and fuel analysis, which are also fed to the service application layer. The data visualization layer presents the proposed actions for optimizing the plant performance or the order of waste inputs within the waste management. The data visualization layer is the web-based frontend where the stakeholders can interact with the application. The connection dimension is responsible for data communication. Within the digital model implementation stage, only manual communication workflows are realized to determine the not entirely analyzed solid waste streams, which results in a fuel analysis data base. In Fig. 9, all the manual data communication from the physical component to the fuel analysis data base in the service dimension are illustrated by dashed lines. For further advanced applications in the digital shadow and digital twin implementation stage, the data communication will be realized with PROFIBUS, a field bus communication standard [53]. In the following digital shadow implementation stage, characterized by a uni-directional data communication, all the manual data flows are replaced by PROFIBUS. Furthermore, the data communication will be extended by a data transfer from the ML algorithm to the fuel classification data base and the data transfer within the service dimension from the fuel analysis data base to the data visualization. In the digital twin implementation stage, the results of the plant model are fed to the service dimension. In the service application layer, which represents the logic, control commands will be sent automatically to the control system data base to optimize the plant performance. Further control commands can be sent to the delivery data base to optimize waste management. Further information regarding data communication can be found in [54].
Based on this overall virtual representation framework, first test series were executed to parametrize and validate the plant model. Finally, future applications of the virtual representation framework are discussed.
Parametrization of Plant Model
Before the virtual representation can be used to determine not entirely analyzed waste streams, the plant model's parametrization must be executed. Based on the test series in Table 3, three datasets with HEL as fuel input were chosen to parametrize the plant model. Due to the well-known HEL input during heat-up and holding modes, these test runs are suitable for the parametrization process. The overall virtual representation framework from Fig. 9 was applied for the parametrization. Therefore, the sensor values from the control system data base within the test run periods from Table 3, together with the well-known HEL composition from the fuel classification data base are processed within the data management and further introduced to the plant model. The plant model results are checked within the process validation stage. If the sensor values from the flow rates, pressure, and temperature profiles from the flue gas and overheated steam, as well as the flue gas major components, deviate too much from the plant model results, the set values within the plant model were adjusted. The following set values within the plant model were adjusted:
-
fixed air inputs in the rotary kiln and the PCC, which were detected during a wrong air measurement campaign [38],
-
fixed amount of water which will be evaporated in the wet deslagger,
-
decrease of the heat transfer within the WHRB due to fouling,
-
fixed amount of heat loss in the post combustion chamber.
The MAPE has been chosen as a metric to quantify the deviation between sensor values and plant model results. Furthermore, it has to be noted that the calculation of the overall MAPE is based on a weighting of the sensor values. For example, the major gas components are weighted with the highest and the flue gas temperatures within the WHRB with the lowest factor. The deviation between the minor gas component results with the sensor values are neglected within the parametrization step. The reason is the assumption of complete combustion in the plant model, which leads to zero CO emissions. The HCl content is neglected in the parametrization step due to the assumption of chlorine-free HEL, which also leads to zero HCl emissions. The parametrization of the plant model and the relating adjustments of the aforementioned set values were executed as long the MAPE was for all three chosen test runs (see Table 3) smaller than 12%. In Fig. 10, the simulation and validation results of the test run from Nov 2nd are exemplarily visualized to show the excellent correlation within the parametrization. The visualized test run period is based on a holding mode with HEL as fuel input. In the beginning of the chosen test run period, a deviation between sensor and solver results especially for the temperature values can be seen. The consistent decrease of the temperature sensor values in the beginning can be explained by a transient response from full-load operation to holding mode with HEL. The assumed ultimate and proximate analysis values for HEL can be found in Table 2. The fluctuations of the volume flow sensor value of the flue gas can be explained by disturbances of the measuring orifice.

Simulation and validation results from the test run of Nov. 2nd with HEL input
Afterwards, the plant model can be seen as parametrized and is ready to determine not entirely analyzed waste inputs. Subsequently, the test series from Table 3 will be processed to investigate the first test runs with only one not entirely analyzed waste input stream. Then, the test runs with various not entirely analyzed waste inputs can be conducted. Finally, the future applications of the virtual representation are discussed, which are enabled due to the parametrization of the plant model.
Future Applications of the Virtual Representation
The parametrization of the plant model enables the broad use of the virtual representation to optimize the waste management, operation, and maintenance of the hazardous waste rotary kiln incineration plant. In Table 4, the possible future service applications of the virtual representation are listed. Therein, it can be seen that the possible service applications are ordered according to the data integration level. Suppose the virtual representation is used as a digital model, meaning only manual data communication between the virtual and physical dimensions takes place. In that case, the creation of the fuel analysis data base can be realized, which is the basis for all the following services. The digital shadow is characterized as one-directional data communication and can be used to optimize the waste input order and plan the waste delivery. Furthermore, the kiln operation can be monitored and optimized regarding stable operation conditions. In terms of maintenance, the digital shadow can monitor the plant components and plan downtimes. The digital twin enables bi-directional data communication. Therefore, the automated optimization of the waste management or plant operation is possible due to automated feedback from the virtual to the physical plant. The final data integration level of the digital predictive twin helps to provide a support tool for the waste management, plant operator, or maintenance staff to predict future stocks, operation conditions, or downtimes. Finally, the digital predictive twin can be used to train plant operators. However, the list of service applications is not exhaustive, and other service applications can also be investigated.
Conclusion and Outlook
The scope of this publication was the investigation of a framework to realize a virtual representation for the digitization of a hazardous waste incineration plant. Based on the state-of-the-art 5D model and data integration level, a novel virtual representation framework for the use within a standalone hazardous waste rotary kiln incineration plant was investigated. The virtual representation framework consists of the physical plant, which communicates with the data management via the control system data base. The sensor values out of the control system data base together with further values from other data bases will be processed to create appropriate datasets for the following plant model. The determination of the waste composition of the solid waste streams is supported by the novel fuel classification data base, which returns proximate and ultimate analysis value ranges based on the delivered waste code. The data inputs are fed with minutely-based datasets to the thermochemical-based plant model to calculate the flow rates, temperature, and pressure profiles of the flue gas and overheated steam. Furthermore, the major and minor flue gas components can be determined. The plant model results are compared with the accompanying sensor values within a validation step. This virtual representation framework enables the determination of not entirely analyzed waste input streams to monitor waste deliveries. Furthermore, this information can be used in terms of recurring fractions to optimize waste management and plant operation due to the better knowledge of waste inputs.
The thermochemical-based plant model was validated with test runs based on well-known waste inputs. Therefore, three test runs from November 2021 within the hazardous waste rotary kiln incineration plant at Simmeringer Haide in Vienna with HEL input were used to parametrize and validate the plant model. Within these test runs, the waste input is well-defined, and thus the set parameters within the plant model could be adjusted to reach a good approximation to the sensor values. The parametrization of the plant model and the relating adjustments of the aforementioned set values were executed as long the MAPE was for all three chosen test runs smaller than 12%. The parametrized plant model enables the application of the virtual representation for the determination of not entirely analyzed solid waste streams. Thereby, the solid waste compositions are adjusted according to the ultimate and proximate analysis value ranges out of the fuel classification data base as long as the plant model results are near to the sensor values. Various determined solid waste streams are building up the fuel analysis data base, which is the basis for further virtual representation applications. If the determined solid waste streams recur, the knowledge can be used to optimize the waste management, operation, and maintenance of the hazardous waste rotary kiln incineration plant. The possible applications range from digital model services with offline data communication to digital predictive twin services with automatic data communication coupled with predictive simulation models. First of all, the creation of a fuel analysis data base by the determination of not entirely analyzed waste streams is crucial to enable further advanced applications. To obtain trustworthy results, a long-term test run is important to validate the determined waste stream compositions with offline laboratory analysis. In this way, the assumptions regarding bunker, shredder and barrel storage can be approved. The storage management together with set values regarding the wrong air amounts, fouling and heat losses are the key influencing factors in the virtual representation. For achieving digital control, it is essential to ensure reliable measurements. For this reason, periodic control measurement campaigns with accompanying calibration are very important.
Summing up, the presented parametrized virtual representation framework is the basis for the determination of not entirely analyzed solid waste streams and further applications to optimize the performance of the waste management, operation, and maintenance within a fully digitized hazardous waste rotary kiln incineration plant. To validate the whole virtual representation framework, the determination of not entirely analyzed waste input streams should be accompanied by a comprehensive fuel analysis test series to enable a proof of concept. The thermochemical-based plant model can be enlarged by more detailed reaction mechanisms or fluid dynamic modeling approaches. Further improvements to the plant model can be realized by implementing a mechanism to integrate the aging of brickworks within the rotary kiln. The comprehensive implementation of heat losses to the environment within all the sub-units can also be marked as a possible optimization step. Implementing the flue gas cleaning units and combining the thermochemical-based plant model with 3D models could enable further service applications, especially in the maintenance sector. However, the presented virtual representation framework for a fully digitized hazardous waste incineration plant could help contribute to a high-efficiency thermal conversion of hazardous waste. First investigations showed that through the implementation of the novel framework within the hazardous waste incineration plant in Vienna at Simmeringer Haide, an overall efficiency increase of more than 5% can be reached. After a long-term test run of the virtual representation in the foreseen hazardous waste incineration plant, the tool can be transferred to other identical hazardous waste rotary kiln incinerators. Furthermore, the virtual representation can be parametrized to other rotary kiln incineration plants for example within the cement and paper industry. Through the modular structure of the virtual representation, the tool can be also used for other types of incinerators after adapting the simulation and data acquisition models.
Data Availability
The data that support the findings of this study are available from the corresponding author, M. Hammerschmid, upon reasonable request.
Abbreviations
- 3D:
-
Three-dimensional
- 5D:
-
Five dimensions
- C:
-
Carbon
- CxHyOz :
-
Volatiles
- CH4 :
-
Methane
- Cl:
-
Chlorine
- CO:
-
Carbon monoxide
- CO2 :
-
Carbon dioxide
- ECO:
-
Economiser
- EV:
-
Evaporator
- H2 :
-
Hydrogen
- H2O:
-
Water/steam
- HCl:
-
Hydrogen chloride
- HEL:
-
Heating oil extra light
- HEX:
-
Heat exchanger system
- HHV:
-
Higher heating value
- HS:
-
Heavy heating oil
- JSON:
-
Data exchange format
- m.-%:
-
Mass percent wet
- m.-%daf :
-
Mass percent dry and ash free
- MAPE:
-
Mean absolute percentage error
- MB:
-
Masterbatch (solvent mixture)
- N:
-
Nitrogen
- NumPy:
-
Python library
- O2 :
-
Oxygen
- Pandas:
-
Python library
- PCC:
-
Post combustion chamber
- PROFIBUS:
-
Field bus communication standard
- PW:
-
Pasty waste
- Python:
-
Programming language
- RK:
-
Rotary kiln
- S:
-
Sulfur
- SO2 :
-
Sulfur dioxide
- SD:
-
Steam drum
- SH:
-
Superheater
- vol.-%:
-
Volume percent wet
- vol.-%dry :
-
Volume percent dry
- WHRB:
-
Waste heat recovery boiler
- WO:
-
Waste oil
- WW:
-
Waste water
- ∆RH0 :
-
Enthalpy of reaction at standard conditions
References
United Nations: Paris agreement 2015. https://unfccc.int/process-and-meetings/the-paris-agreement/the-paris-agreement. Accessed 12 Apr 2022
Österreichischer Wasser- und Abfallwirtschaftsverband (ÖWAV): ÖWAV-ExpertInnenpapier - Der Stellenwert der thermischen Abfallverwertung in der Kreislaufwirtschaft am Beispiel Österreich. ÖWAV-Arbeitsausschuss, Thermische Behandlung“ Wien (2020)
Zechmeister, A., Anderl, M., Bartel, A., Geiger, K., Gugele, B., Gössl, M., Haider, S., Heinfellner, H., Heller, C., Köther, T., Krutzler, T., Kuschel, V., Lampert, C., Neier, H., Pazdernik, K., Perl, D., Poupa, S., Prutsch, A., Purzner, M., Rigler, E., Schieder, W., Schmid, C., Schmidt, G., Schodl, B., Storch, A., Stranner, G., Schwarzl, B., Schwaiger, E., Vogel, J., Weiss, P., Wiesenberger, H., Wieser, M.: Klimaschutzbericht 2021. Umweltbundesamt Österreich, Wien (2021)
European Union: Renewable Energy Directive (RED II) - Directive (EU) 2018/2001 of the European Parliament and of the Council. Official Journal of the European Union of 11 December 2018 on the promotion of the use of energy from renewable sources. https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=uriserv:OJ.L_.2018.328.01.0082.01.ENG&toc=OJ:L:2018:328:TOC. Accessed 22 June 2022
Borowski, P.F.: Digitization, digital twins, blockchain, and industry 4.0 as elements of management process in enterprises in the energy sector. Energies 14, 1885 (2021). https://doi.org/10.3390/en14071885
Nolte, M.: Betriebs- und modelltechnische Untersuchungen zur Verbesserung des Gasphasenausbrandes bei der instationären Gebindeverbrennung in einer Rückstandsverbrennungsanlage. Dissertation. Institut für Technische Chemie (ITC), Karlsruher Institut für Technologie (KIT), Karlsruhe (2015)
Lei, Z., Zhou, H., Hu, W., Liu, G.-P., Guan, S., Feng, X.: Toward a web-based digital twin thermal power plant. IEEE Trans. Ind. Inf. 18, 1716–1725 (2022). https://doi.org/10.1109/TII.2021.3086149
Kabugo, J.C., Jämsä-Jounela, S.-L., Schiemann, R., Binder, C.: Industry 4.0 based process data analytics platform: a waste-to-energy plant case study. Int. J. Electr. PowerEnergy Syst. 115, 105508 (2020). https://doi.org/10.1016/j.ijepes.2019.105508
Richers, U.: Beitrag der Abfallverbrennung zur Energieversorgung in Deutschland. KIT Scientific reports 7746. Institut für Technologiefolgenabschätzung und Systemanalyse (ITAS), Karlsruher Institut für Technologie (KIT), Karlsruhe (2018)
Albert, F.W.: Fuzzy logic and its application in waste-to-energy-plants - Success with a control system based on "fuzzy control". VGB Kraftwerkstechnik (1998)
Richers, U.: Thermische Behandlung von Abfällen in Drehrohröfen - Eine Darstellung anhand der Literatur. KIT Scientific reports 5548. Institut für Technische Chemie (ITC), Karlsruher Institut für Technologie (KIT), Karlsruhe (1995)
Zhuang, J., Tang, J., Aljerf, L.: Comprehensive review on mechanism analysis and numerical simulation of municipal solid waste incineration process based on mechanical grate. Fuel 320, 123826 (2022). https://doi.org/10.1016/j.fuel.2022.123826
Liu, X.Y., Specht, E.: Mean residence time and hold-up of solids in rotary kilns. Chem. Eng. Sci. 61, 5176–5181 (2006). https://doi.org/10.1016/j.ces.2006.03.054
Chen, K.S., Tu, J.T., Chang, Y.R.: Simulation of steady-state heat and mass transfer in a rotary kiln incinerator. Hazard. Waste Hazard. Mater. 10, 397–411 (1993). https://doi.org/10.1089/hwm.1993.10.397
Silcox, G.D., Perching, D.W.: The effects of rotary kiln operating conditions and design on burden heating rates as determined by a mathematical model of rotary kiln heat transfer. J. Air Waste Manag. Assoc. 40, 337–344 (1990). https://doi.org/10.1080/10473289.1990.10466691
Bürkle, S.: Reaktionskinetische Charakterisierung abfalltypischer Stoffe und deren Verbrennung in einem Drehrohrofen unter Sauerstoffanreicherung. Dissertation. Institut für Katalyseforschung und -technik (IKFT). Karlsruher Institut für Technologie (KIT), Karlsruhe (1998)
Müller-Roosen, M.: Untersuchungen zur Hochtemperaturabfallverbrennung mit Sauerstoffanreicherung. Dissertation. RWTH Aachen University, Aachen (1997)
Gehrmann, H.-J.: Mathematische Modellierung und experimentelle Untersuchungen zur Pyrolyse von Abfällen in Drehrohrsystemen. Dissertation. Bauhaus-Universität Weimar, Weimar (2006)
Wendt, J.O.L., Linak, W.P., Lemieux, P.M.: Prediction of transient behavior during batch incineration of liquid wastes in rotary kilns. Hazard. Waste Hazard. Mater. 7, 41–54 (1990). https://doi.org/10.1089/hwm.1990.7.41
Wajda, A., Brociek, R., Pleszczyński, M.: Optimization of energy recovery from hazardous waste in a waste incineration plant with the use of an application. Processes 10, 462 (2022). https://doi.org/10.3390/pr10030462
Yao, Y., Ding, S., Chen, Y.: Modeling of the thermal efficiency of a whole cement clinker calcination system and its application on a 5000 MT/D production line. Energies 13, 5257 (2020). https://doi.org/10.3390/en13205257
Zhang, B., He, J., Hu, C., Chen, W.: Experimental and numerical simulation study on co-incineration of solid and liquid wastes for green production of pesticides. Processes 7, 649 (2019). https://doi.org/10.3390/pr7100649
Zhang, S., Wang, F.: Effect of interactions during co-combustion of organic hazardous wastes on thermal characteristics, kinetics, and pollutant emissions. J. Hazard. Mater. 423, 127209 (2022). https://doi.org/10.1016/j.jhazmat.2021.127209
Xu, J., Fu, D., Shao, L., Zhang, X., Liu, G.: A soft sensor modeling of cement rotary kiln temperature field based on model-driven and data-driven methods. IEEE Sens. J. 21, 27632–27639 (2021). https://doi.org/10.1109/JSEN.2021.3116937
Guillin-Estrada, W.D., Albuja, R., Davila, I.B., Rueda, B.S., Corredor, L., Gonzalez-Quiroga, A., Maury, H.: Transient operation effects on the thermal and mechanical response of a large-scale rotary kiln. Results Eng. 14, 100396 (2022). https://doi.org/10.1016/j.rineng.2022.100396
Pirttiniemi, J.: Development of design process of rotary kiln. Diploma thesis. LUT University, Lappeenranta (2021)
Jagersberger, L.: Analyse und Modellierung eines Drehrohrofen-Prozesses zur Verbrennung von Sonderabfällen. Master thesis. Montanuniversität Leoben, Leoben (2019)
Bujak, J.: Determination of the optimal area of waste incineration in a rotary kiln using a simulation model. Waste Manag. 42, 148–158 (2015). https://doi.org/10.1016/j.wasman.2015.04.034
Behmanesh, N., Manousiouthakis, V.I., Allen, D.T.: Optimizing the throughput of hazardous waste incinerators. AIChE J. 36, 1707–1714 (1990). https://doi.org/10.1002/aic.690361111
TU Wien: Thermal Twin 4.0. https://www.vt.tuwien.ac.at/brennstoff_und_energiesystemtechnik/industrieanlagendesign_und_anwendung_digitaler_methoden/projekte/thermal_twin_40/?L=504. Accessed 16 Apr 2022
Hammerschmid, M., Rosenfeld, D.C., Bartik, A., Benedikt, F., Müller, S.: From digital model to digital predictive twin - methodology for the development of virtual representations within the process development framework of energy plants. TU Wien, Vienna (2022)
Kritzinger, W., Karner, M., Traar, G., Henjes, J., Sihn, W.: Digital Twin in manufacturing: a categorical literature review and classification. IFAC-PapersOnLine 51, 1016–1022 (2018). https://doi.org/10.1016/j.ifacol.2018.08.474
Aheleroff, S., Xu, X., Zhong, R.Y., Lu, Y.: Digital twin as a service (DTaaS) in industry 4.0: an architecture reference model. Adv. Eng. Inform. 47, 101225 (2021). https://doi.org/10.1016/j.aei.2020.101225
Tao, F., Zhang, H., Liu, A., Nee, A.Y.C.: Digital twin in industry: state-of-the-art. IEEE Trans. Ind. Inf. 15, 2405–2415 (2019). https://doi.org/10.1109/TII.2018.2873186
Schwarzböck, T., Rechberger, H., Cencic, O., Fellner, J.: Anteil erneuerbarer Energien und klimarelevante CO2-Emissionen aus der thermischen Verwertung von Abfällen in Österreich. Österr Wasser- und Abfallw 68, 415–427 (2016). https://doi.org/10.1007/s00506-016-0332-5
Hofbauer, H.: Auslegung von Verbrennungsanlagen: Teil B - Verbrennungsrechnung und Auslegung von Brennräumen. Lecture notes, Vienna (2020)
Netz, H.: Handbuch Wärme: Erläuterungen, Beschreibungen, Definitionen, Richtlinien, Formeln, Tabellen, Diagramme und Abbildungen für alle Bereiche der Wärmetechnik, 3rd edn. Resch Verlag, Gräfelfing/München (1991)
Aguiari, C.J.: “Bericht Lufteintrag DRO: Sondermüllverbrennungsanlage - Simmeringer Haide. internal report. Wien Energie, Vienna (2022)
Ginsberg, T.: Dynamische Modellierung von Drehrohröfen. Dissertation. RWTH Aachen University, Aachen (2011)
Grote, K.-H., Feldhusen, G.: Dubbel: Taschenbuch für den Maschinenbau, 24th edn. Springer Vieweg, Berlin-Heidelberg (2014)
Liu, X.Y., Zhang, J., Specht, E., Shi, Y.C., Herz, F.: Analytical solution for the axial solid transport in rotary kilns. Chem. Eng. Sci. 64, 428–431 (2009). https://doi.org/10.1016/j.ces.2008.10.024
Stephan, P., Kabelac, S., Kind, M., Mewes, D., Schaber, K., Wetzel, T.: VDI-Wärmeatlas: Fachlicher Träger VDI-Gesellschaft Verfahrenstechnik und Chemieingenieurwesen, 12th edn. Springer Vieweg, Berlin (2019)
Kaltschmitt, M., Hartmann, H., Hofbauer, H.: Energie aus Biomasse: Grundlagen, Techniken und Verfahren, 3rd edn. Springer Vieweg, Berlin-Heidelberg (2016)
Hammerschmid, M., Müller, S., Fuchs, J., Hofbauer, H.: Evaluation of biomass-based production of below zero emission reducing gas for the iron and steel industry. Biomass Convers. Bioref. 11, 169–187 (2021). https://doi.org/10.1007/s13399-020-00939-z
NumPy Developers: Linear algebra (numpy.linalg) - NumPy v1.22 Manual. https://numpy.org/doc/stable/reference/routines.linalg.html#module-numpy.linalg. Accessed 3 May 2022
Oliphant, T.E.: Guide to NumPy. https://ecs.wgtn.ac.nz/foswiki/pub/Support/ManualPagesAndDocumentation/numpybook.pdf. Accessed 23 June 2022
Strang, G.: Linear Algebra and Its Applications, 2nd edn. Academic Press, Orlando (1980)
Bundesministerium für Klimaschutz, Umwelt, Energie, Mobilität, Innovation und Technologie: Abfallverzeichnisverordnung 2020. https://www.ris.bka.gv.at/GeltendeFassung.wxe?Abfrage=Bundesnormen&Gesetzesnummer=20011285&FassungVom=2022-05-05. Accessed 23 June 2022
Betancourt, R., Chen, S.: Python for SAS Users: A SAS-Oriented Introduction to Python. Apress, New York (2019)
Grzymek, A.: Research information system for a smart lab use case scaling up of bio-fuel plant models: fuel analysis database - test laboratory for combustion systems TU Wien. Master thesis, Institute for Chemical, Environmental and Bioscience Engineering, TU Wien, Vienna (2022)
TNO Biobased and Circular Technologies: Phyllis 2 - Database for (treated) biomass, algae, feedstocks for biogas production and biochar. https://phyllis.nl/. Accessed 23 June 2022
Helal, S., Hammer, J., Zhang, J., Khushraj, A.: A three-tier architecture for ubiquitous data access. In: Proceedings ACS/IEEE International Conference on Computer Systems and Applications, pp. 177–180. Beirut (2001)
CENELEC: Industrielle Kommunikationsnetze - Feldbusse: Teil 1: Überblick und Leitfaden zu den Normen der Reihen IEC 61158 und IEC 61784, IEC 61158-1:2019. DKE, VDE Verlag, Web https://www.dke.de/de/normen-standards/dokument?id=7138085&type=dke%7Cdokument. Accessed 23 June 2022
Joshi, R., Didier, P., Jimenez, J., Carey, T.: The Industrial Internet of Things Volume G5: Connectivity Framework. Boston (2017)
Acknowledgements
The present work contains results of the project Thermal Twin 4.0, which is being conducted within the “Produktion in der Stadt 2019” research program funded by the Vienna Business Agency. The authors acknowledge TU Wien Bibliothek for financial support through its Open Access Funding Programme.
Funding
Open access funding provided by TU Wien (TUW). The present work contains results of the project Thermal Twin 4.0 which is being conducted within the “Produktion in der Stadt 2019” research program funded by the Vienna Business Agency.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. The fuel classification model was provided by MH, SM and HH (TU Wien). The thermochemical-based simulation model was developed by DB, JN and RE (Enrag GmbH). The data processing was developed by AG, RB, KK, RK and GO (Cloudflight Austria GmbH). Material preparation and data collection of test series as well as preparation of design data for the hazardous waste incineration plant were performed by CA, FK, EZ and MB (Wien Energie GmbH). The first draft of the manuscript was written by MH (TU Wien) and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Hammerschmid, M., Aguiari, C., Kirnbauer, F. et al. Thermal Twin 4.0: Digital Support Tool for Optimizing Hazardous Waste Rotary Kiln Incineration Plants. Waste Biomass Valor 14, 2745–2766 (2023). https://doi.org/10.1007/s12649-022-02028-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-022-02028-w