
Abstract
In this work, the prospects of fabrication of heating elements from heat-treated (sintered) mixtures of waste-activated sludge (WAS) and Fe2O3 under oxygen deficiency conditions are considered. During heat treatment of mixtures in the 800–900 °C temperature interval, Fe2O3 reduces to Fe3O4, Fe0.94O, and Fe. A heat treatment at 1000 °C leads mainly to the formation of amorphous iron doped with carbon, silicon, and aluminum. Based on these compacted mixtures, having different electrical resistivity (from ~ 10–4 up to 10–1 Ω·m), it is possible to fabricate heating elements, whose working temperature ranges from ~ 100 °C up to 600 °C.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Statement of Novelty
Activated sludge is widely used to treat industrial and municipal wastewater, which works as an adsorbent only up to a certain stage of saturation, and then turns into waste (WAS). This article presents a fundamentally new approach to WAS utilization and obtaining 3D samples. It consists of combining two processes: (1) transformation of WAS into a carbon component and (2) carbothermal reduction of Fe2O3 according to the scheme: WAS → C + Fe2O3 → C + Fe + inorganic substances (clay and sand present in WAS). The presence of inorganic substances gives resistive properties to the composite and creates heating elements of various denominations when the current was passed through the samples.
Introduction
At present, because of the catastrophic pollution of the surrounding environment by municipal and industrial wastes, researchers face the problem of developing technologies to introduce a certain type of waste in any traditional technological process, e.g., into a manufacturing process of building materials as described in [1], or processing of wastes into a new source of energy. In the latter, burning waste is the simplest method as was shown in [2]. As a rule, such an approach is carried out not only in the recuperation of solid wastes but also in the neutralization of biowastes. The most promising technology for neutralization of waste activated sludge, accumulated at municipal sewage water treatment plants, is the pyrolysis process as demonstrated in [3, 4], which is not only a source to obtain heat, but also a source of formation of char having several unique properties demonstrated in [5, 6, 7, 8, 9].
Data of investigations performed by different methods show that carbonization products of organic materials are carbonaceous materials consisting of condensed polycyclic aromatic rings ordered in a two-dimensional plane and bound into a 3D polymer by side hydrocarbon chains (unordered part) as was shown in [3, 4, 5, 6, 7, 8, 9, 10, 11]. Two-dimensional planes laid in packages of parallel layers, form macro particles (crystallites) of a specific structure, which are commonly called graphite-like layers. Thermodestructed products (cokes) differ from one another in the ratio of the ordered kernel part of carbon to the unordered (peripheral) part and in the strength of bonds in the side chains, which eventually determines their chemical activity, electro-physical properties, and other properties.
In WAS it is present 80.20 wt% of the organic component, and 19.80 wt% of clay + sand. The presence of small amounts of sand and clay in WAS is caused by the penetration of these minerals together with sewage flows into refining tanks. During the heat treatment of such material in a vacuum or an inert medium, WAS transforms into a carbonaceous material, and, depending on the treatment temperature and time different forms of carbon form as established in [11, 12, 13, 14, 15, 16], namely, from slightly ordered (amorphous) carbon to the initial stages of graphitization at high temperatures. Different forms of carbon possess different electrical conductivity as demonstrated [12, 13, 17, 18]. It is known that coal does not conduct electricity, graphite is an expensive and inert material, whereas the densified layer consisting of parts of carbonized coal subjected to compaction pressure (about 8 MPa) can be a good electro conductor as determined in [18] because carbonized coal can be represented as a macromolecular cross-linked three-dimensional aromatic structure rich in conjugations and π-bonds, which facilitate the movement of electrons. Since in carbonization products of WAS, along with carbon, SiO2 (quartz and cristobalite) and aluminosilicates (decomposition products of the clay material) are present, the electrical conductivity of carbonized WAS can be substantially lower than that for a “pure” (impurity-free) carbon material. Therefore, to increase the electrical conductivity, particles of an electrically conductive material, e.g., Fe, Cu, Al, are introduced into carbonized WAS.
To carry out an easy-to-implement power-saving technology of obtaining a conductive C–Me composite, where Me is Fe, Cu, and Al, it is necessary to use reactions of carbothermal reduction of oxides as studied in [19], which, at a certain ratio of the components leads to the reduction of metal oxide to metal:
However, in this case, it is admissible to perform weight selection of components such that, along with the metal, carbon is present:
The present work aimed to investigate the process of reduction of iron oxide (α-Fe2O3) by products of WAS carbonization and estimate the electro-physical properties of compacted specimens as electro heating elements. Note that the developed technology must be easy-to-implement and provide the recuperation of a large volume of WAS. It is assumed that the heating elements must be of a closed type, that is, have an insulating casing, and work in various household appliances (electric ovens, washing machines, dishwashers, boilers of various types and capacities) and industrial ovens with average heating (less than 1000 °C).
Materials and Methods
In the present work, the samples were prepared from a homogeneous mixture of Fe2O3 powder (99.99% purity) and waste-activated sludge (WAS). WAS was received from Jiutepec Water Treatment Plant (ECCACIV S.A de C.V), Morelos State, Mexico. The composition of WAS is shown in Tables 1 and 2. The primary moisture content of the transported WAS was 80%.
We varied the Fe2O3 content in the range of 40–60% and the WAS content in the range of 60–40%. The mixtures were dried at room temperature for several days up to 5- 6% of moisture. Then mixtures were milled in a Retsch Planetary Ball Mill PM 400/2 (Germany) at v = 250–360 rpm during t = 3–10 min. In the next stage, powder mixtures were compacted in a press by a force of 4 t. The obtained specimens with sizes 50 × 6 × 5 mm were placed into a vacuum chamber. In the chamber, a pressure of 13.3 Pa steel sleeves, and then the sleeves were relocated into a muffle furnace. The temperatures treatment of specimens was 800, 900, and 1000 °C for 1, 3, and 5 h.
The obtained specimens were investigated by the X-ray diffraction (XRD) method in Cu Kα radiation (Siemens D-500 diffractometer). An electron microscopy study and an electron-probe microanalysis were performed with a Hitachi SU5000 Schottky field-emission scanning electron microscope and an LEO 1450 VP scanning electron microscope.
Electrical resistance was measured by the two-point method using a digital multimeter with a capacity of 200 MΩ. The electrical resistivity (ρ) of specimens was calculated by the following formula: ρ (Ω‧m) = R‧S/L, where R (Ω) is the linear electrical resistance, S (m2) is the cross-sectional area of specimens, and L (m) is the length of specimens.
To heat specimens, a digital power source (Precision model BK 1745A), providing 5 and 10 A, was used. The heating temperature was determined with a thermocouple, which was placed at the center of a specimen.
Results and Discussion
Investigation of Products of Carbothermal Synthesis of the WAS–Fe 2 O 3 Mixture
X-Ray Data
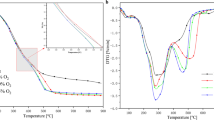
The temperature treatment of mixtures at 800 °C is accompanied by the formation of crystalline phases such as Fe3O4 (JCPDS 19-0629) and Fe0.94O (JCPDS 01-1223) (see Fig. 1a and a'). Because of 900 °C-treatment, the main crystalline phase turns out to be Fe0.94O and Fe appears (see Fig. 1b, and b'). Treatment of mixtures at 1000 °C leads to significant changes in the shape of diffraction patterns: an intense halo appears, against which weak peaks of Fe0.94O and Fe are recorded (see Fig. 1c and c'). By increasing the exposure time to 1000 °C, the amorphous phase is predominant (see Fig. 2). The reason for the formation of amorphous material was clay and sand impurities present in the WAS. During heat treatment, some of these oxides undergo reduction down to the elements and form coating alloys on the surface of Fe particles (see Fig. 3a, place 1). The remaining oxides form amorphous inclusions between the Fe particles (see Fig. 3a, place 2). It is these two types of inclusions that prevent the amorphous Fe particles from combining and their transition to the crystalline state. Simulation of the total halo, consisting of a set of amorphous states of Fe, SiO2, Al2O3, C, and alloys Fe-Si-Al-C (see Fig. 3b) showed that a wide halo is formed. The shape of the halo and the position of the maximum on the 2θ/o scale depend on the content of these components (see Fig. 4).

X-ray diffraction patterns of WAS–Fe2O3 mixtures treated at different temperatures (a, b), and intensities of different FexOy phases (a’–c’). (filled triangle) Fe3O4, (open circle) Fe0.94O, (filled circle) Fe

X-ray diffraction patterns of WAS–Fe2O3 mixtures treated at 1000 ºC (a, b), and intensities of different FexOy phases (a’–c’). (open circle) Fe0.94O, (filled circle) Fe, (filled star) halo

SEM image of the fracture surface of sample 50 wt% Fe2O3-50 wt% WAS after Ttr = 1000 °C, ttr = 1 h (a), and X-ray diffraction convolution of the different amorphous components in samples (b)

Simulation of superposition halos consisted from binary and ternary amorphous compounds
The performed investigations showed that for each specific temperature, the products of the reduction process are as follows:
\({\text{Amorphous}}\,{\text{phase}}\,{ + }\,{\text{Fe}}_{0.94} {\text{O}}\, + \,{\text{Fe}}\,{\text{(crystalline}}\,{\text{phases)}},\,{\text{at}}\,{\text{heating}}\,24\, \to 1000\,^\circ {\text{C}}\).
Since the primary mixture is Fe2O3 + WAS, it can be concluded that a standard reduction process occurs during thermal treatment: Fe2O3 + C/CO → Fe3O4 → FeO → Fe. Thus, it can be argued that carbon and carbon monoxide formed during the WAS pyrolysis are effective reducing agents for α-Fe2O3.
SEM/EDS Data
Electron microscopy results show that the products of temperature treatment of the WAS–Fe2O3 mixtures at Ttr ~ 800 ºC are powders (Fig. 5) consisting of microparticles of different sizes With the increase in Ttr, the coarsening of particles and aggregates occurs because of their sintering and after Ttr ~ 1000 °C forms a porous material (Fig. 6), in which signs of melting of the main material and brittle fracture is observed (see Fig. 3, 1000 °C). According to the XRD data (see Fig. 1c and c’, and Fig. 2), the main material is an amorphous phase. In samples obtained from mixtures of 50 wt% WAS-50 wt% Fe2O3 at T = 1000 °C for 1 h between large layered iron formations, one can notice the presence of small single crystals of magnetite (Fe3O4) (see Fig. 7). Their formation/"preservation" is associated with a deficiency of carbon or CO in the local (interpore) space.

Micrographs of powders obtained from different WAS–Fe2O3 mixtures after different temperature treatments. ttr = 1 h. The view of destroyed samples

The view of sintered samples (upper part of the figure) and their cross-section

Distribution of elements in specimens in the map mode
The EDS analysis in the map mode showed (Table 3, Fig. 7) the presence of Fe, C, O, Al, and Si in all specimens. Since the initial WAS contains clay and sand, the contents of Al, Si, and O also rise with the increase in the fraction of the WAS in the mixtures. At Ttr = 800 °C, with the decrease in the Fe2O3 content in the initial mixtures, in the carbonized product, the Fe content decreases, while the content of C increases relative to the mixture with 40 wt.% carbon. At Ttr ˃ 800 °C, the opposite tendency is noted, namely, the carbon content decreases, whereas the iron content increases. This is explained by the features of developing a process of carbothermal reduction of Fe2O3 to Fe, for which necessary conditions such as a certain Fe2O3:C ratio and temperature–time regime of treatment must be satisfied as determined in [19, 20, 21, 22].
In this investigation, at Ttr = 1000 °C, with an increase in the treatment time, for the 60 wt% WAS–40 wt% Fe2O3 mixture, the reduction process is close to completion (see Table 3): the iron content increases, whereas the carbon content decreases. In Fig. 8 a uniform distribution of iron and carbon in specimens is seen. Note that specimens containing ~ (2.63–3.08) wt% carbon as cast irons can be classified as determined in [23, 24]. After the temperature treatment process is completed, these mixtures take the shape of sintered specimens (see Fig. 6) that are probably of high strength (although not measured).

Distribution of Fe and C in specimens in the map mode
So, taking into account the EDS data, it can be concluded that the amorphous phase is amorphous iron containing carbon (see Figs. 1, 2, 5–7, Table 3). However, for iron, Tmelt = 1539 ºC, the decrease in the melting point of iron can be caused by two factors: (1) the carbothermal reduction of Fe2O3 particles in the medium of reactive carbon as determined in [19, 20, 21, 22] and carbon oxides and the formation of carburized iron, for which Tmelt ~ 1150 °C as indicated in [25]; (2) the decrease in the melting point of the metal due to the participation of iron nanoparticles in the process as established in [26, 27, 28, 29]. The presence of impurities in the samples (see Table 3) and the type of their fracture (see Fig. 5) confirm this assumption.
Electro-Physical Properties of Compacted Mixtures
The presence of electrically conductive phases (Fe3O4, Fe, C,) indicates that, depending on their content, the electrical resistivity of samples should change. From Table 4 we can see that with the increase in both treatment temperature and time of the mixtures, in all compacted specimens, the electrical resistivity decreases, i.e., the electrical conductivity increases. The same tendency is noted with increases in the iron oxide content in the initial WAS–Fe2O3 mixtures. Taking into account the XRD (Figs. 1 and 2) and EDS (Table 3, and Figs. 7, 8) data, we can conclude that such a character of change of ρ is caused by the change in the carbon content in the electrically conducting iron oxides and iron in compacted specimens. If in compacts, electrically conducting FexOy and Fe dominate, then, the properties of specimens become closer to those of conductors. In presence of a substantial amount of slightly ordered carbon in compacts, the ρ of specimens increases and they acquire properties of heating elements. To check this conclusion, an assessment of the heating temperature of compacts was carried out.
Heating Properties of Specimens
The investigation of the heating temperature of compacts in passing an electrical current of 5 A through them, showed different degrees of their heating. As seen in Fig. 9a–c, depending on the treatment temperature and time of the x wt% WAS–y wt% Fe2O3 mixtures, and content of Fe2O3 it is possible to obtain heating elements of different ratings from ~ 70 °C up to 600 °C. The degree of heating of compacts can be controlled by changing the value of the current flow through the specimen (Fig. 9d). It should be noted that when a current is passed through compacts sintered at 800 °C for 1 h, they are destroyed as a result of the excess content of free carbon in the samples (see Table 3) and the subsequent development of such processes as carbothermal reduction of iron oxides and carbon burnout, accompanied by emission of CO/CO2. The destruction of the samples occurs when the heating element is operated directly in the air. However, the use of an insulating coating allows you to extend the life of the elements for a long period.

Change in the heating temperature of compacts depending on: a the temperature treatment of WAS–Fe2O3 mixtures, ttr = 1 h; b the Fe2O3 content in mixtures at different temperature treatment, ttr = 1 h; c the Fe2O3 content in mixtures at different time of treatment, Ttr = 1000°C; d the time of temperature treatment of the 60 wt% WAS–40 wt% Fe2O3 mixture treated at Ttr = 1000 °C, (1) for electroheating from a power source of 5 A; (2) 10 A; e their electrical resistivity
From an analysis of the heating temperature and electrical resistivity of compacts (Fig. 9e, Table 4) it follows that the greater the electrical resistivity of compacts, the higher the heating temperature. Taking into account the change in the phase composition of the specimens, it can be concluded that, in specimens with ρ ~ 10–4 Ω·m, the electronic conduction type begins to influence.
It was noted that, during the process of specimens heating in air, the surface layer was developed, which has the form of a dense brown low-porosity coating with a thickness of ~ 0.2 (see Fig. 10a). According to the EDS data, in this layer, increased oxygen content and decreased iron content are recorded. It can be concluded that, in heating, a hematite layer forms on the surface of the specimen. However, in the volume of the specimen, the black color is preserved. Moreover, according to the EDS data, iron rather than oxygen dominates in it (see Fig. 10b), although, in the volume of the specimen pores are present. We can conclude that during the electro heating of specimens, a dense surface layer forms which prevents the penetration of oxygen into the volume of the specimen. The formation of a protective layer is caused by the presence of aluminum and silicon oxides in the WAS. The formation of a protective layer is caused by the presence of aluminum and silicon oxides in the WAS [30]. Thus, the synthesized material can be attributed to the class of electric heating elements widely used not only for heating the environment but also in the operation of equipment for processing various materials that require thermal exposure. As a rule, conductive elements are placed in a housing made of a wide variety of heat-resistant alloys. However, in our case, the requirements for the case material are simplified due to the formation of a protective layer on the element itself. This significantly expands the range and type of insulating coatings.

The appearance of a specimen in different stages of preparation, heating, and cooling: a and b distribution of O and Fe from the surface to the center of specimens according to EDS data. The time of electro-heating in the air is 800 s
Taking into account that the electrical resistivity and heating temperature of compacts depend on the content of electrically conducting iron oxides, metallic iron, carbon, and the presence of impurities, it can be argued that by changing such technological parameters as the WAS:Fe2O3 ratio, the content of impurities (such as silica, aluminosilicates, etc.), treatment temperature and time, compaction pressure, it is possible to extend ranges of variation of ρ, and, correspondingly, the range of heating temperature of specimens. Thus, it is possible to substantially extend the range of application of the investigated materials as heating and electrically conducting materials.
Conclusions
The performed investigations have shown that during pyrolysis of the WAS, reactive carbon, which can be used as a reducer of oxides, forms. The temperature treatment of the WAS–Fe2O3 mixtures at 800 °C is accompanied by the formation of Fe3O4 and Fe0.94O, and at 900 °C is accompanied by Fe0.94O and Fe. Processing at 1000 °C leads to the formation of amorphous Fe with a minor content of Fe0.94O and Fe. The degree of reduction of Fe2O3 depends upon the WAS: Fe2O3 weight ratio, time of mixtures homogenization, and their treatment temperature. The content of carbon in samples depends on the composition of initial mixtures and conditions of temperature treatment and can be present as inclusions of low ordered carbon and/or as a dopant in iron. Electrical conductivity/resistivity of specimens depends on the composition of mixtures and the synthesis conditions and changes from ~ 10–4 up to 10–1. Compacts have properties of heating elements, and, depending on the value of the resistivity, the heating temperature can be changed from ~ 100 °C up to ~ 600 °C. In the process of electron heating, on the surface of the heating element, a dense protective film containing iron, aluminum, and silicon oxides forms.
The obtained results showed that WAS is a valuable raw material for obtaining iron oxide reduction products. Depending on the ratio of Fe2O3:WAS, the content of clay and sand in WAS, and the compaction of the workpieces, a wide range of materials of various electrical conductivity can be obtained within a simple technology, namely, the carbothermal reduction of Fe2O3 at a relatively low forevacuum in the initial period of the furnace operation (~ 13 Pa or 10–2 mm Hg) and automatic saturation of the furnace space with CO2/CO gases due to the decomposition-reduction of mixture components. The advantage of this technology is that it makes it possible to exclude the use of scarce metals not only in the working body itself but also in protective casings for closed-type heaters.
Data Availability
Enquiries about data availability should be directed to the authors.
References
Vrancken, K.C., Laethem, B.: Recycling options for gypsum from construction and demolition waste. Waste Manage. (2000). https://doi.org/10.1016/S0713-2743(00)80045-8
Malinauskaite, J., Jouhara, H., Czajczynska, D., Stanchev, P., Katsou, E., Rotkowski, P., Thorne, R.J., Colón, J., Ponsá, S., Al-Mansour, F., Anguilano, L., Krzyzynska, R., Lopez, I.C., Vlasopoulos, A., Specer, N.: Municipal solid waste management and waste-to-energy in the context of a circular economy and energy recycling in Europe. Energy (2017). https://doi.org/10.1016/j.energy.2017.11.128
Ma, W., Du, G., Li, J., Fang, Y., Hou, L., Chen, G., Ma, D.: Supercritical water pyrolysis of sewage sludge. Waste Manage. (2017). https://doi.org/10.1016/j.wasman.2016.10.053
Ruiz-Gómez, N., Quispe, V., Ábrego, J., Atienza-Martínez, M., Benita Murillo, M., Gea, G.: Co-pyrolysis of sewage sludge and manure. Waste Manage. (2017). https://doi.org/10.1016/j.wasman.2016.11.013
Fasoli, U., Genon, G.: Activated carbon by pyrolysis of organic sludges. Water Res. (1976). https://doi.org/10.1016/0043-1354(76)90192-5
Ahmedna, M., Marshall, W.E., Rao, R.M.: Production of granular activated carbons from select agricultural by-products and evaluation of their physical, chemical, and adsorption properties. Bioresour. Technol. (2000). https://doi.org/10.1016/S0960-8524(99)00070-X
Al-Qodah, Z., Shawabkah, V.: Production and characterization of granular activated carbon from activated sludge. Braz. J. Chem. Eng. (2009). https://doi.org/10.1590/S0104-66322009000100012
Williams, P.T.: Pyrolysis of waste tires: a review. Waste Manage. (2013). https://doi.org/10.1016/j.wasman.2013.05.003
Gumus, R.H., Okpeku, I.: Production of activated carbon and characterization from snail shell waste (Helix pomatia). Adv. Chem. Eng. Sci. (ACES) (2015). https://doi.org/10.4236/aces.2015.51006
Rozada, R., Otero, M., Moran, A., Garcia, A.L.: Activated carbon from sewage sludge and discarded tires: production and optimization. J. Hazard. Mater. (2005). https://doi.org/10.1016/j.jhazmat.2005.05.002
Vlasova, M., Parra Parra, A., Márquez Aguilar, P.A., Trujillo Estrada, A., González Molina, V., Kakazey, M., Tomila, T., Gómez-Vidales, V.: Closed cycle of recycling of waste activated sludge. Waste Manage. (2018). https://doi.org/10.1016/j.wasman.2017.10.051
Mochidzuki, K., Soutric, F., Tadokoro, K., Antal, M.J., Tóth, M., Zelei, B., Varhegy, G.: Electrical and physical properties of carbonized charcoals. Ind. Eng. Chem. Res. (2003). https://doi.org/10.1021/ie030358e
Kwon, J.H., Park, S.B., Ayrilmis, N., Won, Oh., S., Kim, N. H.: Effect of carbonization temperature on electrical resistivity and physical properties of wood and wood-based composites. Compos. B. Eng. (2013). https://doi.org/10.1016/j.compositesb.2012.10.012
Bustos Rivera Bahena, C., Vlasova, M., Kakazey, M., Dominguez-Patiño, G., Flores, R.: Carbonized tezontle and its adsorptive properties. Int. J. Res. Stud. Sci. Eng. Technol. (IJRSET) 2(5), 1–10 (2015)
Parra Parra, A., Vlasova, M., Márquez Aguilar, P.A., Tomila, T.: Peculiarities of a glass-sludge mixture subjected to low-temperature treatment. Sci. Sinter. (2017). https://doi.org/10.2298/SOS1703207P
González Molina, V., Parra Parra, A., Vlasova, M., Trujillo Estrada, A., Márquez Aguilar, P.A., Kakazey, M., Campos Álvarez, J.: Synthesis and properties of carbonized silicate ceramics. J. Progress. Res. Chem. (JPRC) 6(1), 255–265 (2017)
Celzard, A., Marêché, J.F., Payot, F., Furdin, G.: Electrical conductivity of carbonaceous powders. Carbon (2002). https://doi.org/10.1016/S0008-6223(02)00196-3
Zhou, Z., Wang, X., Faraji, S., Bradford, P.D., Li, Q., Zhu, Y.: Mechanical and electrical properties of aligned carbon nanotube/carbon matrix composites. Carbon (2014). https://doi.org/10.1016/j.carbon.2014.04.008
Kosolapova, T., Andreeva, T., Bartnitskaya, T.: Nonmetallic refractory compounds. Metallurgia, Moscow (1985)
Wang, H., Hu, P., Pan, D., Tian, J., Zhang, S., Volinsky, A.A.: Carbothermal reduction method for Fe3O4 powder synthesis. J. Alloys Compd. (2010). https://doi.org/10.1016/j.jallcom.2010.03.001
Mondal, K., Lorethova, H., Hippo, E., Wiltowski, T., Lalvani, S.: Reduction of iron oxide in carbon monoxide atmosphere—reaction controlled kinetics. Fuel Process. Technol. (2004). https://doi.org/10.1016/j.fuproc.2003.12.009
Mishra, S.: Review on reduction kinetics of iron ore-coal composite pellet in alternative and sustainable ironmaking. J. Sustain. Metall. (2020). https://doi.org/10.1007/s40831-020-00299-y
Mathieson, J. G., Rogers, H., Somerville, M. A., Jahanshahi, S., Ridgeway, P.: Potential for the use of biomass in the iron and Steel industrie. In: Chemeca 2011, pp. 18–21. Sydney, Australia (2011)
Fick, G., Mirgaux, O., Neau, P., Pattisson, F.: Using biomass for pig iron production: a technical, environmental and economical assessment. Waste Biomass Valori. (2014). https://doi.org/10.1007/s12649-013-9223-1
Takashi, A., Kiyoshi, F., Hidekazu, F.: Development of carbon iron composite process. JFE Technical Report 13, 1–6 (2009)
Shi, F.G.: Size dependent thermal vibrations and melting in nanocrystals. J. Mater. Res. (1994). https://doi.org/10.1557/JMR.1994.1307
Liang, L.H., Li, J.C., Jiang, Q.: Size-dependent melting depression and lattice contraction of Bi nanocrystals. Phys. B (2003). https://doi.org/10.1016/S0921-4526(03)00015-2
Zahra, N., Panjepour, M., Ahmadian, M.: Study of the effect of grain size on melting temperature of Al nanocrystals by molecular dynamics simulation. J. Mater. Res. (2015). https://doi.org/10.1557/jmr.2015.109
Zhang, X., Li, W., Wu, D., Deng, Y., Shao, J., Chen, L., Fang, D.: Size and shape dependent melting temperature of metallic nanomaterials. J. Phys. Condens. Matter. (2019). https://doi.org/10.1088/1361-648X/aaf54b
Novák, P., Kateřina, N.K.: Oxidation behavior of Fe–Al, Fe–Si and Fe–Al–Si intermetallics. Mater. (2019). https://doi.org/10.3390/ma12111748
Funding
The authors declare that no funds, grants, or other support received during the preparation of this manuscript.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study’s conception and design. MV: performed problem statement, analysis of experimental data; analysis of experimental data performed by PAMA; preparation and sintering of specimens made by APP; XRD and SEM studies performed by RGT; SEM/EDS study performed by MCRG; performance of electroheating investigations done by JLHM.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Vlasova, M., Márquez Aguilar, P.A., Hernández Morelos, J.L. et al. Obtaining Electroheating Elements Based on Products of Carbothermal Reduction of Fe2O3 by Waste Activated Sludge (WAS). Waste Biomass Valor 14, 1319–1332 (2023). https://doi.org/10.1007/s12649-022-01905-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-022-01905-8