
Abstract
Three-layered composite materials consisting in wood-chips bonded by a resin (particleboard) were successfully produced from two by-products: plum and apple tree branches, waste biomass produced after orchard pruning; a third particleboard was made from an industrial softwood blend as a reference. After collecting the branches, the raw materials were characterized in matters of density, bark content and bulk density of particles. Various physical and mechanical properties were assessed in accordance with European Standards for wood-based panels, namely thickness swelling, water absorption, modulus of rupture, modulus of elasticity, internal bonding strength, screw withdrawal resistance, as well as density profile and machining properties during milling and drilling. Modulus of rupture was 14.4 ± 1.2 N mm−2 for plum-based panels and 12.8 ± 2.3 N mm−2 for apple-based panels, while modulus of elasticity was 2576 ± 140 N mm−2 for plum-based panels and 2432 ± 345 N mm−2, which fulfills the mechanical requirements for panels of furniture production and interior equipment purposes which of this kind of materials is modulus of rupture of 11 N mm−2 and modulus of elasticity of 1600 N mm−2. The results showed in general, a good performance of the composite materials elaborated from waste biomass, thus offering a potential revalorization of a rather undervalued by-product.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Statement of Novelty
The present work intends to prove the potential elaboration of particleboards as a high value-added alternative to the current management of pruning from apple and plum orchards in Poland; this represents a cascading of this biomass product as it generates a new product between pruning and the final energetic revalorization. The results have shown the competitiveness of these materials for production of particleboards.
Introduction
Wood is the primary raw material of many production fields. One of them is the production of wood-based composites, an industrial field that recently has gained an increased popularity in structural applications as well as in furniture production. According to statistical reports from the Food and Agriculture Organization (FAOSTAT) [1], the production of particleboards and oriented strand board (OSB) in Poland has been the same between 2010 and 2016, amounting a total of ~ 4.9 million m3, but with an increase of OSB share. In 2015 Poland imported over 1.500 million m3 of the aforementioned panels, and exported only 637 thousand m3, a situation closely related to the dynamical growth of Polish furniture production.
So far the main sources of wood raw materials have been forest stands; however, alternative reservoirs are now under study. In the light of increasing the diversity of raw materials for the production of lignocellulosic panels, fast growing osier stems (Salix viminalis L.), black locust offshoots (Robinia pseudoacacia L.) or even Miscanthus stalks (Miscanthus giganteus) were used to produce particleboard panels as a value added application alternative to their traditional usage [2, 3]. Moreover, the potential of waste biomass such as vine (Vitis vinifera L.) pruning [4], corn cobs (Zea mays) [5], sugarcane bagasse (Saccharum officinarum) [6] sunflower (Helianthus annus L.) stalks [7] or even food waste [8] to produce particleboards has also been studied. These works have provided alternative applications for otherwise undervalued products, which currently are mostly used for energetic valorization [9, 10], as due to the specificity of its formation, wood belongs to the group of natural and renewable energy sources [11]. Other potential sources of lignocellulosic raw materials are undoubtedly orchards and nurseries of fruit trees. The area of orchard crops in Poland is 3499 km2, of which more than 71% are apple trees [12]. Most of the wooden biomass of these orchards is burnt.
The amount of biomass obtained from fruit orchards depends on the age of the trees and rootstock and ranges from 2.0 to 6.8 tons ha−1 [13, 14]. It has been estimated that the wood waste generated in orchards after trimming is an average of 0.35 m3 ha−1 [15]. Branches after annual pruning in orchards are considered a waste in the production process and they are burned on prisms, representing a low-value revenue for the orchard owners [16, 17] and a less efficient management of the orchard fields. The pruning treatment is beneficial from the point of view of non-chemical fighting with bark and wood diseases [18], however, the productivity of orchards in terms of usefulness for the wood industry requires estimating and specifying new directions for the management of the generated wood material. In this sense, one of the main options for value added applications for trimmed branches is the production of composite materials, among which we can situate particleboards [19].
Current literature concerning the utilization of orchard pruning in wood-based composites production is very limited. Therefore, the aim of this work was to estimate the potential application of apple and plum tree pruning to produce three-layer particleboards as a way to substitute or reduce the use of currently used forests, as well as giving a value-added application to a rather undervalued waste biomass. Prior to production of panels, the initial characterization of raw materials was completed. The panels, produced at laboratory scale, were tested under selected standards, which are used in wood-based panels industry. The obtained results were compared to standard requirements applied to wood-based panels and to a reference panel produced from a softwood blend that is in current use at industrial level.
Materials and Methods
Three-layer panels were produced under laboratory conditions from particles of three wood species:
-
Industrial softwood blend (mostly Pinus sylvestris L.), as the “reference”,
-
Plum pruning (Prunus domestica L.), hereinafter referred as “plum”
-
Apple pruning (Malus domestica Borkh.), hereinafter referred as “apple”.
Apple and plum branches were obtained from 2 to 3 years old pruning from an orchard located in the central Mazovia Province (Poland). The densities and the bark content of the raw materials were measured, visual aspect of the branches as well as their radial section are visible in Fig. 1. The wood particles were produced by cutting the sections which were taken from entire branches and had a length of ~ 50 mm (with bark), branches were then milled in a laboratory knife mill, while the softwood particles were made under industrial conditions from softwood chips. The particles were then dried to a moisture content of ~ 3% inside a laboratory dryer, and sorted to face and core layer fractions according to the size of the mesh used. The particles used for core layer were selected from those passing the 8 mm mesh and retained by the 2 mm mesh. The particles used for face layer where those that passed the 1 mm mesh and were retained by the 0.25 mm mesh. The bulk densities of the particles were calculated according to standard methods [20]. Bulk density was 197/164 kg m−3 for reference, 157/214 kg m−3 for plum, and 277/245 kg m−3 for apple, values correspond to face/core layer respectively.

Orchards and pruning branches from apple and plum
Particleboard Manufacturing
Composite panels were manufactured with an aimed density of 700 kg m−3. Panels were 320 mm × 320 mm with an average thickness of 16 mm of which face layers composed 32%. Resination of panels was done based on the common practice of particleboard plants based in Poland and consisted in 10% for the core layer and 12% for the face layers; resination was done with a urea–formaldehyde resin (Silekol S-123, pressing time coefficient of 15 s mm−1) and no further hydrophobic agents have been added. Curing was done during 85 s at 100 °C. Composites were pressed under 2.5 MPa with temperature of 200 °C measured at the surface of the pressing plates. After production, panels were conditioned at 20 °C with a 65% relative moisture content to constant weight [21].
Materials Characterization
Raw materials were characterized as obtained on the field. To calculate the density of the branches, they were cut into 50 mm sections, and the diameter of each section was measured in the middle of length along two perpendicular axes; the mean value of each section diameter was calculated and the length and weight of each section was measured. Around 3 kg of every raw material was measured. The bark content, calculated as the bark weight to total raw material weight ratio was measured as well; after which bark was manually separated from the branches. The data of typical density and bark content for Pinus sylvestris L. was taken from Krzysik [22]. The bulk density of the particles was calculated as the weight of the particles of the selected fraction, divided by 5 l, which was the capacity of the measuring cylinder. The measurement was repeated five times for every fraction.
Physical and Mechanical Properties
Physical and mechanical properties were determined in accordance with European Standards: density [21], modulus of rupture (MOR) and modulus of elasticity (MOE) [23], internal bonding (IB) [24], screw withdrawal resistance (SWR) [25], water absorption (WA) and thickness swelling (TS) after 2 h and 24 h of immersion [26]. For MOR and MOE measurements, the span between the supports during bending tests was 280 mm, and the length of the specimens was 330 mm and not 370 mm, as it should be done according to mentioned [23] standard. This change was caused by the produced raw panels dimensions limitation. The tests for the mechanical properties were conducted in a INSTRON 3369 universal testing machine (Nortwood, USA). When testing MOR, MOE and IB, the constant load speed was tuned to reach the specimen break after 60 ± 30 s from the load starts. The constant load speed 10 mm min−1 was applied when testing SWR. To every mechanical and physical parameter testing, as many as 12 samples of each panel type has been used. To determine the density profile (DP), all samples were cut into 50 mm × 50 mm test specimens and were analyzed in a Grecon DA-X measuring instrument (Alfeld, Germany) with direct scanning X-ray densitometry across the panel thickness with an incremental step of 0.02 mm. As many as three samples of every panel type have been used to test the DP.
Mechanical Processing Tests
Processing parameters were collected with an industrial milling center Busselato Jet 130 (Thiene, Italy 2004). The selected working tool was a milling head (FABA, Poland) with a diameter of 40 mm with a replaceable one carbide (KCR08—submicron tungsten carbide) blade. The milling parameters were chosen according to the recommendations made by the manufacturer of the milling head (FABA, Poland) and set to 18.000 rpm and a feed of 0.2 mm per revolution. In the samples, the grooves were milled with a depth of 6 mm.
To determine the forces generated during the milling, samples of material with dimensions of 100 × 150 mm were installed on the measurement platform equipped with a piezoelectric sensor. Above mentioned device registers forces in two axis, namely X, Y. Resultant forces were calculated. The sensor signal was directed to a signal amplifier (Kistler 5036) and then to a data acquisition card (National Instruments PCI-6111) controlled by PC. The analysis of the signals was carried out with the aid of LabView environment (Austin, USA). Each measurement was replicated at least five times.
Drilling was carried out using a standard CNC machine Busellato Jet 130 (Thiene, Italy 2004). Leitz single blade with PCD (polycrystalline diamond) drill (ID No: 091193) was used. Spindle speed was set to 6000 rpm and feeding rate was 0.2 mm per revolution. Each panel type was tested at least in ten replicates. During drilling, the axial force and torque were measured and recorded. For this purpose a special platform with a piezoelectric sensor (Kistler 9345) was used. The analysis of the signals was carried out with the aid of LabView environment (Austin, USA).
Statistical Analysis
Analysis of variance (ANOVA) and t-tests calculations were used to test (α = 0.05) for significant differences between factors and levels using IBM SPSS statistic base (IBM, SPSS 20, Armonk, NY, USA). A comparison of the means was performed when the ANOVA indicated a significant difference by employing Duncan test.
Results and Discussion
The densities of the different raw materials (as 50 mm cylindrical sections) are presented on Fig. 2. The obtained results are divided into 3 groups: density with bark, density without bark and density of bark. The density of materials with bark is the highest for apple branches (741 kg m−3) and the lowest for reference (485 kg m−3). This means that the apple density is about 53% higher compared with the softwood blend. The density of plum is higher compared with the reference for about 33%. When analyzing the density of bark, it should be marked, that in case of reference and apple, the density of bark is lower than the density of wood with bark. This is strongly connected to the density of wood without bark, where in case of plum the density of wood without bark is smaller than with bark (626 instead of 646 kg m−3). This remark can have the influence on the parameters of the produced panels, since the density is one of the most important factors, for example, when the particle mat is densified during hot pressing. Statistically, there is no significant difference between the densities of plum and apple bark. The remaining plum and apple densities are statistically different.

Densities of investigated raw materials and bulk densities of particles produced from investigated raw materials
Bark content of plum and apple wood branches as well as the reference wood blend were measured, showing that the lowest content of the bark is for reference wood (7.4 wt%), whereas the bark content for plum is 17.79 ± 4.28 wt% and for apple 11.51 ± 6.77 wt%. Concerning the large values of standard deviations, it should be pointed that statistically there is no significant difference of the bark content between plum and apple. However, it should be taken into account the case of plum, where both the bark content, and the density of the plum bark are the highest (748 kg m−3), this factor could influence the properties of the panels. The density of plum wood, without bark is 626 kg m−3 and, as long as the plum branches were milled with bark, the fact of higher density of bark is increasing the average density of the particles.
The bulk density results of the particles produced from tested raw materials, are presented on Fig. 2 (right) with differentiated values for face and core layer particles, which corresponds with the configuration of industrial processing methods for panels production, which provides particleboards with better properties than homogenous monolayer particleboards [6]. As it is shown, the lowest bulk density for face layer particles was found for plum (157 kg m−3) whereas the highest was for apple (277 kg m−3) which was 76% higher, reference had a face layer density of 197 kg m−3 which is 25% higher than for plum. It is worth to highlight that in case of plum particles from the face layer, the raw material density was significantly higher than the density of reference wood (646 kg m−3 compared to 485 kg m−3). The reason of this can be the shape of the plum particles, which are stiffer and outspreaded in space. This causes the phenomenon, that the particles of lower amount (by weight) can fulfill the entire volume of the measurement cylinder used when establishing the bulk density. The bulk density has an important influence on the densification process of the particle mat during hot pressing, and this can be appreciated on the density profiles of the produced panels (Fig. 3). Statistically, the achieved average results of the face layer particles bulk densities are significantly different.

Density profiles of produced particleboards and visual aspect of cross-section
When analyzing the bulk densities of core layer particles, it should be pointed that the lowest bulk density is for reference (164 kg m−3), while the highest corresponds to apple (245 kg m−3) being over 49% higher, the density of core layer particles from plum was 214 kg m−3, which is 30% higher compared to reference particles. All the mentioned average bulk densities are statistically significantly different.
Figure 3 shows vertical density profiles of the composite panels, average densities of all samples are ~ 700 kg m−3 with significant differences between surface and core layers as results common in these kind of wood-based products [27]. The highest density of the face layer, which was 972 kg m−3, is that of plum panels; while the lowest face layer density (918 kg m−3) is that of apple panels. The distribution of the densities is strongly connected to the bulk density of the particles (Fig. 2). The particles, which have the lowest bulk density, can be pressed and densified to higher density than particles of higher bulk density. Additionally, the face layer particles of plum, which had the lowest bulk density, were supported by core layer particles which were of a bulk density close to the highest density presented in this research. This means that the high density of core layer can strongly support the face layer particles having low bulk density, thus giving the opportunity to have a better densification of the face layers. Thus, it can be stated that the density of the face layers of the three layer particleboards depends on the bulk density of the particles used for the production of panels. There is not any dependence of the density in the core layer and the bulk density of the particles.
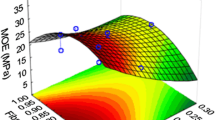
The modulus of rupture (MOR) and modulus of elasticity (MOE) under three point bending stress of the investigated panels are presented in Fig. 4. As it can be seen, the highest value of MOR (16.79 N mm−2) was that of reference panels, while the lowest (12.84 N mm−2) was for apple panels; plum panels showed a MOR of 14.38 N mm−2. All the MOR values, according to EN 312 requirements, are above the minimal acceptable for P2 type 16 mm thick panels, applied for interior equipment and furniture production used in dry conditions, which is 11 N mm−2 [28]. In case of modulus of elasticity (MOE), the highest and the lowest values were achieved in the similar order as it was mentioned above. The highest MOE was found for reference panels, and it was 3.179 kN mm−2, this was followed by the MOE of plum panels which was 2.576 kN mm−2, while the lowest MOE value, was for apple panels (2.432 kN mm−2). According to EN 312 standard requirements, the minimal MOE value is 1.6 kN mm−2, which was clearly surpassed by all the elaborated composite panels. Comparing the achieved results of bending tests to the EN 312 standard requirements it should be mentioned, that the MOR and MOE values of all the tested panels significantly exceed the minimal requirements. It is especially clearly displayed in case of MOE, where even the lowest value, 2.432 kN mm−2 for apple panels exceed the minimal requirements by over 52%, while the achieved value for plum panels is 61% higher than minimal required value. Statistically, the average values of MOR are significantly different only when comparing reference and apple panels, whereas in case of MOE, the reference panels are different compared to plum and apple panels. These results are in similar range than those of composites made with pruning branches from other orchards as reported by Lykidis and collaborators, who made panels from pear, apple, cherry, apricot and peach branches having MOR of 11.96–13.37 N mm−2 and MOE of 18.62–2139 kN mm−2 and also compelling with P2 type panels [29]. In the same study, there was no significant difference between particleboards elaborated with orchard prunings and those made of branch wood from olive trees (Phyllyrea latifolia), kermes oak (Quercus coccifera), tree heath (Erica arborea), strawberry tree (Arbustus unedo) and evergreen oak (Quercus ilex), which MOR ranged between 11.88 and 13.37 N mm−2 and MOE between 1822 and 2150 kN mm−2.

Modulus of rupture (MOR), modulus of elasticity (MOE), Internal bond (IB) and screw withdrawal resistance (SWR) of tested particleboards
The reason for different MOR and MOE values of tested panels can be related to differences in bulk densities of the particles used for panels production. Concerning the weighted average bulk densities, based on weight fraction share (32/68% mass, face/core respectively), the bulk fraction particles share of reference panels was lowest: 175 kg m−3. Under the same conditions, the weighted bulk particles density for plum panels was 195 kg m−3; while for apple panels, the bulk density was 255 kg m−3. This means that the weighted average bulk-density ratios of particles were 1:1.12:1.46 reference, plum and apple, respectively. In case of wood-based materials, which are produced by densifying (pressing) the previously shredded raw material, it has been found that the bending properties are strongly correlated to the bulk density of raw material as well as to the final densification of the panels as shown by Barboutis and Philippou [30]. Since the assumed targeted density of the produced panels was the same for all panels, the densification of the particles of reference panels, where the bulk density was the lowest, was finally the highest. This is the reason of better cross bonding of the particles by higher bonding surface. When the bulk density of the particles increases, the particles are less densified during pressing and the fixing area gets smaller. While decreasing the densification, the bending properties of the produced panels are reduced. Another reason of lower MOR and MOE of the panels made of pruning was proposed by Sahin and Arslan, to be related with the fiber morphology, as softwoods have longer and thinner fibers form compared with hardwoods [31]. Thus, longer fibers usually affect positively on the strength properties of boards. A similar trend occurred in the present study.
The results of internal bonding (IB) tests are presented on Fig. 4. The results show that the lowest average value of IB was that of reference panels (0.66 N mm−2) and the highest value for apple wood panels (0.81 N mm−2), which was almost 23% higher; whereas IB for plum wood panels was 0.77 N mm−2, almost 17% higher compared with reference. The distribution of the results is comparable to the bulk density of the particles used for production of core layers of the panels (see Fig. 2). This remark shows that the internal bond of the three-layer panels increases as the core-layer particle bulk-density increases. When analyzing the achieved results of IB in the light of standard requirements, it should be stated that all the tested panels meet the requirements of the EN standard for P2 type 16 mm thick panels, applied for interior equipment and furniture production used in dry conditions, where the minimum acceptable value of IB is 0.35 N mm−2 [28]. The significance of the proper IB has been described, showing that delaminating of the panels with low internal bonding was noted during the corner wall connection tests [2]. The average value of the IB of apple composite panels is statistically different compared with reference panels only.
Figure 4 also presents the results of the screw withdrawal resistance (SWR) when testing the particleboards. As it can be seen, the lowest value of SWR was that of plum composite panels (100.41 ± 8.11 N mm−1), with reference panels having a similar SWR (102.08 ± 7.55 N mm−1). On the other hand, the highest value of SWR (123.22 ± 9.93 N mm−1) was found for apple wood panels, which is almost 21% higher than the reference value. Moreover, the SWR of apple is statistically significantly different compared to the rest of the results.
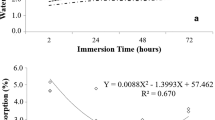
The results of the thickness swelling are presented in Fig. 5. The average thickness swelling of the specimens after 2 h of immersion ranged from 15.1% for apple panels to 18.2% for reference panels. After 24 h of immersion, the results were between 19.6% and 22.3%, in the same order as mentioned above. As there is no maximum TS requirement for P2 type panels, according to EN 312 standard, the achieved results can be referred to requirements for EN 312 P3 type panels, non-load bearing boards for use in humid conditions. For the mentioned panels, the maximum TS after 24 h of immersion in water was 14%. It means that none of the tested panels fulfils these requirements of the standard. It should be pointed out here, that none of the tested panels was produced with use of hydrofobizing agents. The addition of paraffin emulsion (or other waxes) to particles during panel production, which is a typical practice in industrial scale, could improve the panels resistance to thickness swelling. This remark is consistent with previous works [32]. In addition, the kind of resin, which was used in this research, is applied for dry conditions. This fact can also have an influence on the TS of the panels. The only statistically significant differences of average values of TS are between apple panels compared to plum or reference after 2 h of soaking. The highest values of the thickness swelling, which were found for reference panels, can be explained by the lowest density of the raw material (wood) used for panel production. The panels, which were made of particles with low density, could be more densified compared to the particles with higher density. Thus, the particles that were more densified can react with water and try to back to previous density. This phenomenon results in higher swelling in thickness. The results of water absorption (WA) of the tested panels after 2 and 24 h of immersion in water (Fig. 5) show a trend consistent with the results of thickness swelling. The highest value of WA either after 2 or 24 h was noted for reference panels, while for plum was slightly lesser, being the lowest WA that of apple wood panels. The statistically significantly different results of average WA was found to be that of apple wood panels when compared to the remaining results.

Thickness swelling and water absorption of tested particleboards
Results obtained for milling tests (Fig. 6) are in general in coincidence with statements in literature concerning material density [33]. According to literature, there is an almost linear relation between power and the tool wear and the density of the fiberboard, moreover, it has also been reported the potential influence of density on the main cutting force [34].

Cutting force during milling as well as axial force and torque during drilling
Despite the fact that sometimes when machining two species with different densities they can present similar cutting resistance [35], it is likely assumed as the most common opinion that the properties of the raw material are transmitted to their derived products [36, 37]. Therefore, it can be said that cutting forces are clearly correlated with the density of the species, even if it is not the only significant factor. This has been further sustained by another study in which it was confirmed this phenomenon for some tropical wood species [38].
It can be appreciated in Fig. 6 that during drilling of earlier described panels, the highest value of axial force was obtained in case of samples made of apple, 157.7 N, whereas the lowest value was observed for samples consisted of plum (88.9 N). This fact can be explained according to some principles referred to drilling process. The influence of material density on axial force unlikely to torque is much more significant, previous studies have observed an increase of proper cutting work based on hole depth at constant weight during drilling for variety of materials such as MDF board, particleboard and chosen sorts of timber (pine, poplar, birch, beach, oak) [39]. There are also similar remarks regarding the influence of density on the forces during drilling [40]. In this sense, the relationship between force and density, which is 175 kg m−3 for reference wood, 195 kg m−3 for plum wood and 255 kg m−3 for apple wood; showed values that can be a consequence of differences in the degree of particle deformation it came up creation of more homogeneous material what gave similar effect on drilling process as density increase.
In case of torque values, the measured torque for apple was 0.507 N m, for plum 0.441 N m, and for reference 0.425 N m. In this case, the comparable level of torque is a typical phenomenon regarding the sensitivity of this machinability indicator in the light of processed material density. Therefore, the changes in material homogeneity are not as clearly observed as in case of axial force.
Conclusions
The bulk density of the apple wood particles was higher compared to reference particles for over 40% for face layer particles and 49% for core layer particles. However, the higher bulk density of particles provides with lower mechanical parameters to the produced panels. There is a significant influence of the bulk density of the raw materials on the mechanical properties and the machinability of the panels. The axial cutting force during drilling the panels made of apple wood is remarkably higher than for both plum and reference woods. The density of the face layers of the particleboards increases when the bulk density of the particles used to produce these layers decreases; moreover, the MOR and MOE of the particleboards decreases when the bulk density increase. There was also proved an inversely proportional relation between IB and the bulk density of the particles. In general, the properties of the particleboards elaborated from waste biomass from orchard pruning were similar to those of similar studies dealing with different hardwoods, and are overall above the minimum requirements by European standards.
References
Food and Agriculture Organization: FAOSTAT, http://www.fao.org/faostat/en/#data/FO
Kowaluk, G., Fuczek, D., Beer, P., Grzeskiewicz, M.: Influence of the raw materials and production parameters on chosen standard properties for furniture panels of biocomposites from fibrous chips. BioResources. 6, 3004–3018 (2011). https://doi.org/10.15376/biores.6.3.3004-3018
Klímek, P., Wimmer, R., Meinlschmidt, P., Kúdela, J.: Utilizing Miscanthus stalks as raw material for particleboards. Ind. Crops Prod. 111, 270–276 (2018). https://doi.org/10.1016/J.INDCROP.2017.10.032
Yeniocak, M., Goktas, O., Ozen, E., Gecgel, A., Yapi, O., Aydin, T.A.Ş.: Improving mechanical and physical properties of particleboard made from vine (Vitis vinifera L.) prunings by addition reinforcement materials. Wood Res. 61, 265–274 (2016)
Sekaluvu, L., Tumutegyereize, P., Kiggundu, N.: Investigation of factors affecting the production and properties of maize cob-particleboards. Waste Biomass Valor. 5, 27–32 (2014). https://doi.org/10.1007/s12649-013-9228-9
Fiorelli, J., Galo, R.G., Castro Junior, S.L., Belini, U.L., Lasso, P.R.O., Savastano, H.: Multilayer particleboard produced with agroindustrial waste and Amazonia vegetable fibres. Waste Biomass Valor. (2018). https://doi.org/10.1007/s12649-017-9889-x
Klímek, P., Meinlschmidt, P., Wimmer, R., Plinke, B., Schirp, A.: Using sunflower (Helianthus annuus L.), topinambour (Helianthus tuberosus L.) and cup-plant (Silphium perfoliatum L.) stalks as alternative raw materials for particleboards. Ind. Crops Prod. 92, 157–164 (2016). https://doi.org/10.1016/J.INDCROP.2016.08.004
Vakalis, S., Moustakas, K., Semitekolos, D., Novakovic, J., Malamis, D., Zoumpoulakis, L., Loizidou, M.: Introduction to the concept of particleboard production from mixtures of sawdust and dried food waste. Waste Biomass Valor. (2018). https://doi.org/10.1007/s12649-018-0214-0
Winzer, F., Kraska, T., Elsenberger, C., Kötter, T., Pude, R.: Biomass from fruit trees for combined energy and food production. Biomass Bioenergy 107, 279–286 (2017). https://doi.org/10.1016/J.BIOMBIOE.2017.10.027
Nakhaei, M., Pedersen, M.N., Wu, H., Skaarup Jensen, L., Glarborg, P., Jensen, P.A., Grévain, D., Dam-Johansen, K.: Aerodynamic and physical characterization of refuse derived fuel. Energy Fuels 32, 7685–7700 (2018). https://doi.org/10.1021/acs.energyfuels.8b01359
Ciechanowicz, W.: Bioenergia a energia jądrowa. [Wyższa Szkoła Informatyki Stosowanej i Zarządzania]: (2001)
Łączyński, A., Lewandowska, M., Pawelec-Potapska, M., Wasilewska, K., Wróblewska, A., Ziółkowska, E.: Production and Foreign Trade of Agricultural Products 2016. Warsaw (2017)
Gorzelany, J., Matłok, N.: Analiza Energetyczna Biomasy Odpadowej Z Produkcji Drzewek Owocowych Na Terenie Województwa Podkarpackiego. Inz. Rol. 3, 77–83 (2013)
Rabcewicz, J., Wawrzyń, P., Konopacki, P.: Określenie ilości drewna pozyskiwanego z cięcia drzew i krzewów owocowych do wykorzystania w celach energetycznych. (2007)
Klugmann-Radziemska, E.: Odnawialne źródła energii. Przykłady obliczeniowe. Wydawnictwo Seidel-Przywecki, Gdansk (2015)
Dyjakon, A., Boer, J., den Bukowski, P., Adamczyk, F., Frąckowiak, P.: Wooden biomass potential from apple orchards in Poland. Drewno 59, 73–86 (2016). https://doi.org/10.12841/wood.1644-3985.162.09
Cichy, W., Witczak, M., Walkowiak, M.: Fuel properties of woody biomass from pruning operations in fruit orchards. BioResources 12, 6458–6470 (2017). https://doi.org/10.15376/biores.12.3.6458-6470
Bryk, H., Głos, H., Łabanowska, B., Masny, S., Meszka, B., Płuciennik, Z., Sekrecka, M., Sobiczewski, P., Warabieda, W.: Poradnik Sygnalizatora Ochrony Jabłoni. (2015)
Silva, D.W., Scatolino, M.V., do Prado, N.R.T., Mendes, R.F., Mendes, L.M.: Addition of different proportions of castor husk and pine wood in particleboards. Waste Biomass Valor. 9, 139–145 (2018). https://doi.org/10.1007/s12649-016-9742-7
TAPPI um-23: Bulk density of wood chips, Useful Method, Atlanta, GA: (2015)
European Committee for Standardization: EN 323: Wood-Based Panels—Determination of Density, Brussels (1993)
Krzysik, F.: Nauka o drewnie. Państwowe Wydawnictwo Naukowe, Warsaw (1975)
European Committee for Standardization: EN 310: Wood-Based Panels—Determination of Modulus of Elasticity in Bending and of Bending Strength, Brussels (1993)
European Committee for Standardization: EN 319: Particleboards and Fibreboards—Determination of Tensile Strength Perpendicular to the Plane of the Board, Brussels (1993)
European Committee for Standardization: EN 320: Particleboards and Fibreboards—Determination of Resistance to Axial Withdrawal of Screws, Brussels (2011)
European Committee for Standardization: EN 317: Particleboards and Fibreboards—Determination of Swelling in Thickness After Immersion in water, Brussels (1993)
Ayrilmis, N.: Effect of panel density on dimensional stability of medium and high density fiberboards. J. Mater. Sci. 42, 8551–8557 (2007). https://doi.org/10.1007/s10853-007-1782-8
European Committee for Standardization: EN 312: Particleboards—Specifications, Brussels: (2010)
Lykidis, C., Grigoriou, A., Barboutis, I.: Utilisation of wood biomass residues from fruit tree branches, evergreen hardwood shrubs and Greek fir wood as raw materials for particleboard production. Part A. Mechanical properties. Wood Mater. Sci. Eng. 9, 202–208 (2014). https://doi.org/10.1080/17480272.2013.875589
Barboutis, J.A., Philippou, J.L.: Evergreen mediterranean hardwoods as particleboard raw material. Build. Environ. 42, 1183–1187 (2007). https://doi.org/10.1016/J.BUILDENV.2005.07.053
Sahin, H.T., Arslan, M.B.: Properties of orchard pruning and suitability for composite production. Sci. Eng. Compos. Mater. 20, 337–342 (2013). https://doi.org/10.1515/secm-2012-0033
Bektas, I., Guler, C., Kalaycioğlu, H., Mengeloglu, F., Nacar, M.: The manufacture of particleboards using Sunflower Stalks (Helianthus annuus L.) and Poplar Wood (Populus alba L.). J. Compos. Mater. 39, 467–473 (2005). https://doi.org/10.1177/0021998305047098
Boucher, J., Méausoone, P.-J., Martin, P., Auchet, S., Perrin, L.: Influence of helix angle and density variation on the cutting force in wood-based products machining. J. Mater. Process. Technol. 189, 211–218 (2007). https://doi.org/10.1016/J.JMATPROTEC.2007.01.024
Cristóvão, L., Broman, O., Grönlund, A., Ekevad, M., Sitoe, R.: Wood material science & engineering main cutting force models for two species of tropical wood. Wood Mater. Sci. Eng. 7, 37–41 (2012)
Eyma, F., Méausoone, P.-J., Martin, P.: Study of the properties of thirteen tropical wood species to improve the prediction of cutting forces in mode B. Ann. For. Sci. 61, 55–64 (2004). https://doi.org/10.1051/forest:2003084
Chuchała, D., Orłowski, K., Pauliny, D., Sandak, J., Sandak, A.: Is it right to predict cutting forces on the basis of wood density? In: 11st International Wood Machining Seminar Proceedings. pp. 37–45. The Japan Wood research Society, Tsukuba (2013)
Chuchała, D., Orlowski, K.A., Sandak, A., Sandak, J., Pauliny, D., Barański, J.: The Effect of wood provenance and density on cutting forces while sawing scots pine (Pinus sylvestris L.). BioResources 9, 5349–5361 (2014)
Lhate, I., Cristóvão, L., Ekevad, M.: Machining properties of lesser used wood species from mozambique. Wood Res. 62, 635–644 (2017)
Porankiewicz, B., Wieloch, G.: Drill wear during the boring of particle board: a multi-factor analysis including effects of mineral contaminants. BioResources 3, 425–436 (2008). https://doi.org/10.15376/biores.3.2.425-436
Kowaluk, G., Palubicki, B., Pohl, P.: Investigation on drilling of the particleboards produced from fibrous chips. In: Proceedings of Conf. Chip and Chipless Woodworking Processes. pp. 111–116, Terchova (2010)
Acknowledgements
Some of the presented research aspects have been discussed on 3rd International Conference on Wood Composites Modification and Machining, September 6–8, 2017, Zakopane—Kiry, Poland, and published in Annals of Warsaw University of Life Sciences—SGGW in Forestry and Wood Technology series.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Kowaluk, G., Szymanowski, K., Kozlowski, P. et al. Functional Assessment of Particleboards Made of Apple and Plum Orchard Pruning. Waste Biomass Valor 11, 2877–2886 (2020). https://doi.org/10.1007/s12649-018-00568-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-018-00568-8