
Abstract
A space-qualified pulsed UV laser has been developed as an irradiation source for the Mars Organic Molecule Analyser (MOMA) instrument aboard the “Rosalind Franklin” rover of the ExoMars mission (ESA/Roscosmos). MOMA will search for signatures of extinct and/or extant life on Mars. Its advanced analytical capabilities arise from the combination of a pyrolysis gas chromatograph and an ion trap-based mass spectrometer. With the addition of a compact UV laser system enabling laser desorption/ionization mass spectrometry, MOMA can detect a wide variety of both volatile and non-volatile, organic and inorganic molecules within Martian soil samples of interest. The design of the MOMA Laser Head is based on a longitudinally diode-pumped, passively Q-switched Nd:Cr:YAG oscillator generating millijoule pulses with nanosecond pulse durations at a wavelength of 1064 nm. A subsequent two-stage frequency quadrupling converts the fundamental infrared emission of the oscillator into the deep UV at 266 nm. The Laser Head emits UV pulses with a duration of about 1.5 ns and an energy tunable between 12.5 and 125 µJ for optimum adaptation to varying ionization thresholds of different molecular species. The complex but highly compact opto-mechanical design, enclosed in a hermetically sealed housing, is realized within an envelope of 200 × 56 × 45 mm3 with a total mass of less than 220 g. In this paper, we present a comprehensive summary of our development efforts towards the delivery of the LH Flight Model, which has been integrated to the MOMA instrument and finally incorporated into the ExoMars rover.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
1.1 The ExoMars program
The ExoMars program [1, 2] is a joint endeavor of the European Space Agency (ESA) and the Russian State Space Corporation (Roscosmos). With contributions from various ESA member states as well as cooperating states, more than 20 in total, ExoMars can be considered a highly international effort. The industrial team is led by the prime contractor Thales Alenia Space Italia (TAS-I, Turin, Italy). The program consists of two separate missions. ExoMars 2016 comprised the successful deployment of the Trace Gas Orbiter (TGO) plus an Entry, descent and landing Demonstrator Module (EDM, named Schiaparelli). After reaching its final orbit about 400 km above the surface of Mars, TGO began science operations in April 2018 and since then is using its various scientific instruments to detect and study trace gases in the Martian atmosphere as potential signatures of active biological or geological processes. First important results included the surprising absence of Methane [3] and valuable measurements on the vertical distribution of dust and water vapor in the Martian atmosphere during the 2018 dust storm [4,5,6]. TGO also serves as a relay station for data communications with present and future rovers or other scientific devices sent to the Martian surface—currently for NASA’s Mars rovers Curiosity and Perseverance and the InSight lander.
Consequently, the upcoming second part of the ExoMars mission includes a European rover, named after the pioneering scientist Rosalind Franklin, and a Russian landing and surface platform, named Kazachok. Both are equipped with several scientific instruments addressing the main subject of the surface mission: the search for biosignatures to answer questions related to the potential origin, evolution and distribution of extinct and/or extant life on Mars [7]. In this context, the rover will investigate the geochemical environment as a function of depth in the shallow subsurface and characterize the surface environment near its landing site. Despite being scheduled to launch in July 2020 on a Proton-M rocket from Baikonur Cosmodrome, Kazakhstan, the ExoMars surface mission had to be postponed to the next favorable launch window in September 2022 due to several challenges during the final preparations for launch [8]. However, in early 2022, political developments unfortunately led ESA to the decision to suspend the cooperation with Roscosmos. At the time of the submission of this revised paper, the corresponding authorities are evaluating several options for the continuation of the ExoMars mission.
To maximize the chances of successful exobiology and geochemistry research on Mars, it is crucial to choose a landing site which is not only safe for entry, descent and landing as well as traversing the terrain with the rover. At the same time, it should offer geological and topographic features of special scientific interest. It is expected that evidence of molecular evolution could be well preserved in ancient sediments, with their upper layers providing a certain amount of shielding against the harsh Martian environment [9]. Consequently, a wide plain called Oxia Planum, located approx. 3000 m below Martian mean and in close proximity to remnants of a fan or a delta, has been selected as the targeted landing site for ExoMars. It contains one of the largest exposures of clay-bearing rocks on Mars with an estimated age of almost 4 billion years. Sediments of hydrated minerals such as iron- and magnesium-rich phyllosilicates indicate that water once played a role in the formation of these structures [10,11,12].
To optimally exploit those potential “biological vaults”, the ExoMars rover is equipped with a drill unit enabling it to extract soil samples from the Martian subsurface up to 2 m depth. Several vertical surveys will be conducted in which samples are collected from various depths at one location [13]. The rover’s Sample Processing and Distribution System (SPDS) collects those sample cores from the drill and sends them to a crushing station to produce a powder with the desired particle size distribution. This powder is then passed to the sample compartment of the rover, the so-called Ultra Clean Zone (UCZ), for a detailed analysis of its composition via three scientific instruments. MicrOmega [14], a visible plus infrared imaging spectrometer, as well as RLS [15], a Raman laser spectrometer, are dedicated to mineralogy studies and the identification of potential organic pigments in the samples. Finally, MOMA is responsible for the molecular analysis of those parts of the samples that are deemed to be of special interest based on the investigation by the other two instruments. Consequently, this approach enables the potential to cross-correlate various methods of characterization of a certain sample.
1.2 The Mars Organic Molecule Analyser (MOMA)
The core astrobiology investigations during the ExoMars surface mission will be performed by the Mars Organic Molecule Analyser (MOMA [13]), a dual-source, ion trap-based instrument capable of performing both pyrolysis gas chromatography mass spectrometry (pyr/GCMS or short GCMS) and laser desorption/ionization mass spectrometry (LDMS). The mass spectrometer (MS) part of the instrument including its driving electronics, as well as the main electronics of MOMA, are provided by NASA’s Goddard Space Flight Center (GSFC, Greenbelt, MD, USA), while the gas chromatograph (GC) is built in Paris (France) at Laboratoire Interuniversitaire des Systèmes Atmosphériques (LISA) and Laboratoire Atmosphères, Milieux, Observations Spatiales (LATMOS). The pyrolysis ovens as well as the tapping station, which seals the ovens during GC operation, are provided by the Max Planck Institute for Solar System Research (MPS, Göttingen, Germany).
Through its unique combination of analytical modes of operation, MOMA is able to detect a wide variety of volatile molecules with a mass range of 50–500 Da in GCMS-mode and non-volatile species with masses between 100 and 1000 Da in LDMS-mode. The GCMS analysis is targeting on thermally desorbed volatile species generated from the Martian samples via pyrolysis at temperatures of up to 850 °C (or up to 600 °C for derivatization) in small ovens filled with the crushed powder provided by the SPDS (approx. 100–200 mm3 sample volume). Non-volatile constituents are accessed via UV laser desorption/ionization mass spectrometry on samples presented to the instrument on a special refillable container (approx. 600 mm3 sample volume). In this second mode of operation, the MOMA instrument offers advanced analytical capabilities through specific ion isolation and enrichment with subsequent structural analysis of complex molecules. This is achieved via the implementation of multi-frequency waveform techniques such as in the Stored Waveform Inverse Fourier Transform (SWIFT) method and tandem mass spectrometry (MS/MS), respectively [13, 16,17,18].
In this context, the compact diode-pumped solid-state (DPSS) laser system described in this paper, offering nanosecond pulses at 266 nm wavelength, is applied for an efficient soft ionization of samples by means of high energy photons (4.7 eV). Compared to other ionization methods, this process offers the advantage of less excessive molecular fragmentation and, therefore, a better preservation of organic precursor ions [17]. Besides employing the first pulsed 266 nm diode-pumped solid-state laser ever sent to space, MOMA will be the first laser-enabled mass spectrometer to be operated on another planet.
In the following sections, we will give a comprehensive overview of the design process, the realization as well as the extensive qualification testing of the Flight Model (FM) of this UV laser system for MOMA. Furthermore, the paper includes a performance comparison with the second model of this kind, the Flight Spare (FS) laser, which has been delivered to GSFC for future MOMA testbed operations. The corresponding FS laser thermal vacuum test campaign underlined the space compatibility and ruggedness of the realized compact and lightweight laser concept.
1.3 Compact UV laser source for MOMA
The laser system for MOMA comprises two main components: the miniaturized UV Laser Head (LH) that has been developed, assembled and tested by Laser Zentrum Hannover e.V. (LZH), and a separate Laser Pump Unit (LPU) electronics box provided by MPS. The modular concept with an external pump source allowed for a more compact size of the LH itself, and therefore, an accommodation on the side wall of the likewise compact MS housing. Consequently, the LPU was chosen to be integrated together with the rest of the MOMA electronics on a separate deck of the so-called Analytical Lab Drawer (ALD) of the ExoMars rover—a compartment that holds three of nine scientific instruments onboard the rover [7]. The LPU contains a fiber-coupled Pump Diode Module (PDM), all electronics required for operating the LH, as well as the communication interface for interaction with the Main Electronic Box (MEB) of the MOMA instrument. The LH itself comprises various optical sub-assemblies in a compact, lightweight, robust and radiation-hard design with a total mass of less than 220 g. While the design mainly relies on mature laser-optical technology, a large part of the efforts had to focus on miniaturization, robustness as well as space compatibility of the system. Thus, a variety of component manufacturing and assembly processes had to be developed, in-house as well as in cooperation with external partners, to fulfill all given requirements. A picture of a structural demonstrator model of the compact FM LH design is shown in Fig. 1.

Picture of structural demonstrator model of FM LH design including dimensions (without any accessories, i.e., pump fiber, fiber protection tube clamp, electrical harness)
Powered by the fiber-coupled pump light from the LPU, the LH generates the required UV output radiation, and an integrated deflection prism precisely steers the output beam towards the MOMA-LDMS sample location inside the ExoMars rover. Details about the optical and mechanical design of the LH are presented in chapter 2. A summary of important requirements and properties of the MOMA FM laser system is listed in Table 1.
1.4 Model philosophy and history
The development of the MOMA LH towards the delivery of the Flight Model as well as the Flight Spare has been an extensive effort over a total timeframe of 14 years. During this period, various prototype models, technology demonstrators and test setups have been developed. Furthermore, the design had to be adapted to changing performance requirements a number of times. A coarse overview of the project timeline can be found in Fig. 2 [19].

Model history of the MOMA laser. Updated from [19]
As an outcome of early theoretical studies and the development of a basic concept in 2006, first laboratory test models had proven the potential of the design to comply with the initial optical performance specifications. A Breadboard Model was developed and delivered in 2008, which served as a technology demonstrator for first tests in combination with early mass spectrometer (MS) prototypes. While fulfilling all optical specifications at that time, this model still lacked the degree of miniaturization and robustness required for the flight model design of the MOMA instrument.
Consequently, a Prototype Model (PM) was developed that incorporated the initial optical design into a first compact mechanical setup satisfying the strict specifications regarding mass and volume given by MOMA. Three functional lasers of this type have been assembled and one of them environmentally tested regarding the durability of the design against vibrational and thermal loads. While this model featured a basic leak-tightness of its outer hull, thus keeping the enclosed optical setup at atmospheric pressure, it did not have a completely welded and, therefore, hermetically sealed housing. In addition to the three functional PM lasers a dummy setup with reduced complexity of its interior was realized. It served for thermal vacuum testing with an emphasis on the thermal management of the design (heaters, power consumption, etc.).
Beginning in 2009, a variety of detailed experiments with the aim to investigate and optimize the laser performance were conducted on so-called Miniaturized Lab Models (MLM) of the MOMA laser. Those were representative in terms of all performance-relevant mechanical and optical parameters just as they were already envisaged for the later realization of the Flight Model. In addition, their mechanical setup allowed an alteration of many variables (e.g., distances between optical components, mirror and crystal tilt) as well as an easy exchange of components, which was not the case for the highly integrated PM. Research on tolerances with respect to mechanical and optical variances helped to improve and finalize the optical design of the laser [20, 21].
In 2011, the Improved Prototype Model (IPM) was realized as an intermediate design to test modified as well as newly developed optics mounting techniques. In 2014, the first functional system with a flight-like configuration, named Advanced Prototype Model (APM), has been delivered to our project partner GSFC for LDMS interface and performance tests. The APM featured several performance-relevant modifications, such as the energy tuning capability as well as the thermal stabilization of its IR-oscillator sub-assembly (see Sect. 2). Additional models that were based on the APM design included the Structural Test Model (STM) and the Thermal and Structural Qualification Simulator Model (QSM), both being assembled at a strongly reduced level of complexity for different purposes. The STM was lacking all optical and electrical components and did only represent the flight-like design in terms of mass and mass distribution inside the LH. Consequently, it was used as a laser mockup for vibrational and shock testing on MOMA instrument level. The QSM, however, contained all pump optics and some laser internal optics, temperature sensors, heaters as well as a photodiode. That way, it could be utilized in combination with the QSM of the LPU for thermal performance testing as well as for fit checks and electrical interface tests on QSM instrument level.
In 2015, the APM was upgraded to the Engineering Test Unit (ETU) via the addition of the internal photodiodes for pulse energy monitoring and subsequently integrated to the corresponding ETU MS. Since then, it is used for extensive (and to date ongoing) LDMS test campaigns, e.g., to generate valuable reference data on various Mars-analog samples and specific molecules of interest. The combination of ETU MS and APM/ETU LH successfully demonstrated the prospective MOMA flight instrument capabilities and enabled the development and optimization of control scripts related to its operation via the rover’s software interface [18]. The ETU LH is representative for the FM design regarding its complex assembly procedures, electrical and mechanical interfaces, energy tuning feature, energy monitoring via two integrated photodiodes as well as its operation and commanding via the LPU. Furthermore, the ETU is the first model with a completely laser-welded and, therefore, hermetically sealed housing, enclosing 1 bar of dry synthetic air to prevent condensation as well as laser-induced contamination (LIC) on the optics of the LH (see also Sect. 2.5). The main difference is that the ETU model still offered twice the laser output pulse energy (≈ 25–250 µJ) as compared to the later FM and FS models. Based on representative LDMS tests with the combination of ETU MS and LH, performed by our project partner GSFC, the energy specification for the flight model design has been reduced to also achieve lower minimum peak irradiances at the sample. This led to the final performance requirements as given in Table 1.
All data and experience gained from previous LH models led to the final FM design [22, 23]. The FM was realized, extensively characterized, qualified according to a protoflight approach (with respect to environmental test loads) and finally delivered to GSFC in mid-2017. In parallel to various FM integration and test activities in the United States, the assembly of the FS, the second LH based on the flight design, commenced in the beginning of 2018. At the time when the FS assembly was completed and its corresponding environmental test campaign was being planned, the flight model activities had already progressed towards the integration of the ALD into the ExoMars rover, i.e., far beyond the last opportunity to access the laser mounting position. Therefore, an integration of the FS laser into the flight hardware did not align with the overall mission schedule any more. Instead, the FS laser will be employed in a flight-like MOMA testbed system at GSFC. This instrument will eventually be installed into a thermal vacuum chamber and then serve as a ground-based test and reference setup for possible trouble-shooting, script development, software debugging and further testing under representative environmental conditions (Mars-analog atmosphere and temperatures). As such, the MOMA testbed instrument is considered a valuable tool to support science operations during the mission. Consequently, the FS laser was subjected to a thermal vacuum test campaign equivalent to the previous FM qualification process and then delivered to GSFC end of 2019 for testbed integration.
2 Laser design and opto-mechanical realization
As previously mentioned, the MOMA laser system consists of two separate parts: the LPU and the LH. Both are connected by an optical fiber for the delivery of the pump radiation towards the LH, as well as by an electrical harness. While the LPU contains the pump source and the corresponding electronics to operate the laser, the LH comprises several optical sub-assemblies packaged into a lightweight titanium housing. Those sub-assemblies are namely the fiber receptacle and pump optics, the passively Q-switched IR-oscillator, the frequency conversion stage (FCS), a complex monitoring stage for pulse energy measurement, a beam shaping telescope (integrated into the monitoring stage sub-assembly) as well as a beam deflection and alignment unit. The overall design approach based on the longitudinal pumping scheme in combination with passive Q-switching enables a good beam quality as well as nanosecond pulse durations from a compact and highly reliable setup. A schematic of the optical concept of the MOMA LH including a breakdown into its sub-assemblies and all optical components is shown in Fig. 3.

Optical concept of the MOMA LH consisting of five main sub-assemblies: fiber receptacle and pump optics, oscillator, frequency conversion stage (including wavelength filter between the nonlinear crystals), monitoring stage (including beam shaping telescope) and beam deflection unit
Despite the rather complex optical design of the LH, comprising 26 optical plus 9 electrical elements in total, the mechanical realization had to be rather compact due to strict mass and volume restrictions derived for MOMA in the context of the ExoMars mission. For purposes of miniaturization, the final mechanical design of the LH does not rely on any kind of conventional breadboard or baseplate structure as used in most commercial as well as spaceborne laser systems. Such an approach would have resulted in a too bulky package. Instead, the laser housing is realized as a kind of sectioned tube with varying diameter, with the main part of the optical setup (oscillator, FCS and monitoring stage) being mounted to a rigid ring-shaped base structure (“housing base”) approximately in the center of the laser housing. A sectional view of the corresponding CAD model is shown in Fig. 4.

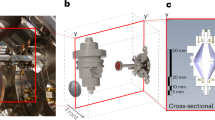
Cross-sectional view of the LH opto-mechanical design highlighting its five main sub-assemblies (white text). Dark red: thermal hardware on oscillator and FCS (sensors + heaters). UCZ window: LH-external optical interface to UCZ/mass spectrometer
As a consequence of this design approach, most components, both optical and mechanical, had to be procured as custom-made or modified parts, i.e., with non-standard dimensions and specifications. The majority of the mechanical parts is made of lightweight titanium grade 23 (Ti-6Al-4V ELI). This alloy is similar to the widely used grade 5 but offers lower oxygen, nitrogen and iron content. Especially the reduced oxygen content improves its suitability for laser welding processes that are applied to join several LH housing parts. Another important aspect for the choice of titanium as the primary material for the mechanical parts of the LH is related to its thermal properties. The coefficient of thermal expansion (CTE) of titanium matches the CTE of several optics, such as YAG crystals and sapphire, quite well. Therefore, it is suited for mounting of these optics with minimized stress across the range of environmental temperatures the instrument is subjected to.
Most optics, i.e., crystals, mirrors, absorbers and lenses, are 4 mm in diameter as a compromise between the resulting dimensions of the setup on the one hand, as well as handling and mechanical mounting properties on the other hand. Exceptions include the pump lenses, the pump and exit windows as well as the deflection prism, which are ranging between 6 and 10 mm in diameter. For reduced complexity on the one hand and improved stability on the other hand, the capabilities to align optical components have been limited to a reasonable amount. Therefore, only a few mechanical mounts can be adjusted (followed by mechanical locking) to allow for an optical alignment of the laser setup itself (output coupler, nonlinear crystals) or the steering of the beam towards the instrument’s sample location (dichroic mirrors, focusing lens, deflection prism). The alignment of all other optical components simply relies on clamping between precisely manufactured parts. Therefore, typical tolerances in the context of mounting of optics are chosen comparable to IT6/IT7 values as given in DIN ISO 286-2.
In general, most optical elements of the LH are mounted via a clamping approach (“fixated by tension”) to minimize the amount of organic components inside the LH. A minor amount of adhesive is only applied for screw securing and for the fixation of the temperature sensors. The only optics not being clamped are the two sapphire windows as parts of the housing structure. These windows are brazed to their corresponding structural parts to achieve a hermetical sealing of the LH (see also Sect. 2.5). All opto-mechanical mounts of the LH are “form-fitted” to the corresponding optical components without any thermal interface material between the optic and the mount. Wherever possible, clamping is realized via spring-loaded mechanisms to prevent stress-induced effects on the involved optics. This applies for the pump lenses, the oscillator sub-assembly (excluding the output coupler) as well as the optics and photodiodes inside the monitoring stage sub-assembly. The mounts of the output coupler as well as the nonlinear crystals had to be realized compact and adjustable at the same time. Due to the space restrictions, a spring-loaded clamping approach was not feasible. Here, a homogeneous clamping via the barrel surface was realized, with the required clamping forces being verified experimentally (see also Sect. 2.2).
Particularly delicate components in the optical setup of the LH are the various small mirrors for wavelength filtering and 90° beam deflection between the frequency conversion crystals and inside the monitoring stage sub-assembly. Those 1 mm thick substrates are cut at an angle of 45° out of 4 mm diameter rods made of fused silica. The integration of such custom-made optics requires to develop, test and verify a variety of processes for handling, inspection and cleaning.
As a result of these extensive miniaturization efforts the total mass of the FM LH is only 217 g, with compact dimensions of approx. 200 × 56 × 45 mm3 (excluding LPU, pump fiber, fiber protection tube clamp and electrical harness), see Fig. 1. A comprehensive description of various aspects of the laser design is given in the following sections of chapter 2.
2.1 Pump concept: LPU and pump optics
To achieve a compact footprint of the actual LH, a modular concept with a separate, fiber-coupled pump source was chosen. A space-qualified pump diode module (PDM; MOMA-specific design by Jenoptik AG) inside the LPU, temperature-stabilized to +31 °C, generates the 806 nm radiation required to pump the oscillator inside the LH.
Besides this essential pump source, the LPU features four control circuits for temperature stabilization—one for the PDM as well as three for the LH. A heat-only approach for both LPU and LH (see also Sect. 2.2) enabled the use of polyimide (“Kapton”) thermofoil™ heaters (Minco Inc., custom-made) in conjunction with radiation hardened temperature transducers (ISL71590SEHVF, Intersil/Renesas), i.e., a space-grade version of the well-established AD590 sensor.
Furthermore, the LPU offers two photodiode signal detection circuits that are used for monitoring the optical performance of the laser, as well as a communication interface for interaction with the MEB of the MOMA instrument. A picture of the FM LPU provided by MPS is shown in Fig. 5.

FM LPU provided by MPS. PDM marked in the bottom right corner. Red dashed line indicates elliptical fiber coiling which is for the most part hidden beneath the electronics boards in this picture
The pump pulses are delivered from the PDM to the LH via a fused silica multimode step-index fiber with 600 µm core and 660 µm cladding diameter and a numerical aperture of 0.22. The fiber is coated with a layer of aluminum for additional mechanical protection. Most of the 4 m long optical fiber is elliptically coiled inside the LPU (see illustration in Fig. 5, ca. 14.5 cm × 12 cm coiling ellipse) for an optimum homogenization of the pump beam profile with respect to spatial intensity and a mixing of the polarization at the output of the fiber (see also Sect. 3.1). Therefore, the design is mostly insensitive to external effects on the fiber resulting from varying environmental conditions, e.g., overall temperature changes or temperature-dependent stress birefringence induced at its mechanical fixation points. Around 40 cm of fiber are exposed between the separate mounting positions of LPU and LH in the MOMA instrument. For mechanical protection during integration processes and to simplify its final mechanical support at dedicated structures inside the ALD of the rover, the fiber is covered by a surrounding protection tube made of PBT (polybutylene terephthalate, Miniflex tube, PPC/Belden Inc.).
Both fiber ends are equipped with space-qualified Mini-AVIM fiber connectors (Diamond GmbH) that offer the required reliability, stability as well as low mechanical tolerances. As an example, the total diameter tolerance, and therefore, the lateral repositioning accuracy between the fiber optical connector and its receptacle at the LH is specified to as low as 2–4 µm. The homogenized fiber output is delivered towards the laser active medium of the oscillator via two radiation-hard pump lenses (aspheres made of LaK9G15 glass, Asphericon GmbH) that are anti-reflective (AR) coated for the pump wavelength. Both lenses are mounted by means of a spring-loaded clamping mechanism. The longitudinal pumping scheme offers the advantage of an optimized overlap of the pumped volume inside the laser crystal and the fundamental transverse mode of the resonator. In combination with passive Q-switching, which further enhances transverse mode selection, this approach results in a good spatial beam quality.
Powered and commanded by the instrument’s MEB, the corresponding driving electronics inside the LPU enable the PDM to deliver pump pulses at 806 nm with a peak power of up to 160 W and a quasi-rectangular temporal shape. The LPU can be operated in quasi-continuous-wave mode (QCW) with pulse durations of up to 300 µs at repetition rates of up to 100 Hz (≤ 3% duty cycle). Due to thermal restrictions of both LH and PDM, bursts with a maximum number of 50 pulses at 100 Hz intra-burst repetition rate can be commanded, while the inter-burst pause is adapted to maintain a maximum average pulse repetition rate of 2 Hz.
Over the course of the project, a few laser performance requirements had been altered based on the progress of representative LDMS studies. As the most significant adaptation, a reduction of the desired maximum UV output energy of the LH led to modifications of the initial oscillator design. As a consequence, the final FM design now typically requires a peak pump power of less than 70 W with pump pulse energies around 11.5 mJ.
Special to the MOMA PDM is its redundant design: two separate diode stacks have been incorporated into a single fiber-coupled module. For nominal operation of the LH both stacks are powered in parallel at a relatively low current in favor of an extended lifetime (> 40% derating with respect to nominal diode current). In case one diode stack fails during the course of the mission, the second stack can be operated at increased current to fully compensate the loss of the first stack (contingency mode). Considering the generous margin on the PDM design, even in single-stack operation the required current is well below its specified upper limit (> 35% derating).
2.2 IR laser oscillator
The design of the MOMA LH is based on an infrared (IR) oscillator generating pulses with durations below two nanoseconds at the primary wavelength of 1064 nm. The plane-parallel resonator is equipped with a < 111 > -cut Nd:Cr:YAG crystal (Scientific Materials/FLIR) as the active medium. While the doping concentration of Nd3+ ions is on the order of 1.0 at.%, a 0.5 at.% Cr3+ co-doping was chosen for radiation hardness [24]. A dichroic coating on the front side of the laser crystal replaces a separate resonator mirror: it offers high transmission (HT) at the pump wavelength and is highly reflective (HR) for the laser wavelength. The other end face of the laser crystal is AR-coated for 1064 nm. All coatings on optics incorporated into the LH are manufactured by means of an ESA-qualified magnetron-sputtering process (Laseroptik GmbH).
A Cr:YAG saturable absorber crystal (Cr4+ doping; Scientific Materials/FLIR) with an initial transmission of T0 = 20% and AR coatings for 1064 nm is employed for passive Q-switching, thus enabling pulse durations in the low nanosecond range at minimum complexity of the setup. Compared to active Q-switching schemes, this approach is simple and highly reliable, requires low mass and especially no additional high voltage electronics. However, in passively Q-switched oscillators the output energy is more or less fixed. It is defined by the physical characteristics of the pump configuration and the oscillator, i.e., the focal lengths and distances within the pump setup, the length and doping concentration of the active medium, the initial transmission of the saturable absorber, the oscillator length, as well as the geometry and reflectivity of the output coupling mirror. As a consequence, significant scaling of the output energy cannot be achieved by a variation of the pump power. Therefore, the oscillator has to provide a sufficiently high output energy including some margin per design. A final adaption to the required UV energy levels needs to be realized in the following frequency conversion processes.
Apart from pulse generation via Q-switching of the oscillator, the saturable absorber crystal also provides basic polarization stabilization which is essential for subsequent resonator-external frequency conversion. This effect relies on the anisotropic saturated transmission properties of the special < 110 > cut of the absorber crystal [25]. Early lab setups of the MOMA laser concept revealed that the overall polarization stability would still be limited in case the saturable absorber crystal was used as the only polarization-defining element inside the oscillator. This could mainly be attributed to stress birefringence based depolarization effects due to mechanical clamping of both laser crystal and saturable absorber. To overcome this limitation, an additional fused silica Brewster window (BW) is utilized to provide further loss at the orthogonal (i.e., undesired) polarization axis. The end of the resonator is formed by a partially reflective output coupling mirror made of fused silica (R = 30% at 1064 nm; back side AR-coated). The total optical length of the oscillator is approximately 72 mm (physical length: 47 mm).
Special to both APM/ETU as well as the final FM design of the oscillator is the use of wedged components, namely laser crystal and output coupler, to improve its pulse energy stability compared to previous generations of the LH. Taking into account the different refractive indices of both optical elements and the beam offset introduced by the Brewster window, the wedge angles of laser crystal and output coupler were chosen in such a way that both total angular deflection as well as lateral offset of the beam from the central optical axis of the oscillator are close to zero. With this optimization effort, sub-resonator effects from multiple plane-parallel surfaces inside the oscillator and their corresponding longitudinal mode fluctuations have been significantly reduced [20, 21].
In this configuration, the oscillator is typically pumped at a peak power of 67 W at 806 nm to generate 1.1 mJ IR pulses after a pulse release time (PRT) of approx. 170 µs. The PRT is measured from the beginning of a pump pulse to the emission of a laser pulse from oscillator (see also Fig. 16). The IR output pulse duration is typically 1.6 ns.
With respect to assembly procedures, the special mechanical realization of the LH required the design of various custom-made auxiliary support structures and tools for assembly and opto-mechanical adjustment. An example from an early stage of the assembly process of the oscillator is shown in the left picture of Fig. 6. The crystals and their corresponding structural parts are placed and partially clamped on a temporary support structure. An initial pre-alignment is performed by the aid of two pilot lasers. Several auxiliary components (LPU, pump optics, output coupler) are then employed for the active alignment of the saturable absorber crystal with respect to the laser crystal and the Brewster window under laser operation, as well as for frequent verification of the performance later during the process. Some further assembly steps with additional tools are required to reach the intermediate stage shown in the right of Fig. 6, which represents the core part of the oscillator sub-assembly.

Oscillator assembly. (Left) Early stage of assembly process on a temporary support structure with auxiliary pump optics and output coupler. (Right) Intermediate stage of assembly process (laser resonator including Nd:Cr:YAG as the laser-active medium, Cr:YAG Q-switch and Brewster window, but without output coupler)
The fixation of both laser crystal and saturable absorber is achieved by means of two slitted (and therefore partially flexible) halves of a tube-like structure. A spring-loaded mechanism provides clamping via eight segments of the mechanics adapting to the barrel surface of the optics. Therefore, stress-induced effects on the crystals are minimized. The required spring forces have been calculated based on the maximum vibrational and shock loads defined for MOMA and the transfer functions to the mounting positions of the corresponding optics. These calculations have then been verified experimentally via a corresponding test setup measuring the forces required to push the optics out of their clamped position. For these tests, the actual mechanical parts of FM and FS have been used together with test crystals with diameters representative for their FM and FS counterparts. This approach ensured a rugged mounting while a detailed characterization of the assembled oscillator proved that stress-induced effects have been kept low enough (quality of beam profile, loss at Brewster window, pulse energy, PRT).
An example for a slightly different mounting approach can be found in the mechanics of the output coupler as well as the nonlinear crystals. These mounts had to be realized compact as well as highly adjustable (pitch, yaw and roll) at the same time. Clamping via the barrel surface of the optics is realized by means of a controlled compression of a slitted and thus partially flexible structure (center part in the left picture of Fig. 7). The design provides a homogeneous distribution of forces, and therefore, a minimization of stresses if mounted correctly. The spherical outer shape of the mount allows for the required adjustability prior to its final locking via another clamping mechanism (not shown in Fig. 7). Same as for the resonator crystals, the required clamping force for the optic has been verified experimentally via appropriate pre-tests with the FM/FS mechanics and representative test substrates. In case of the fused silica output coupler, stress birefringence induced via the clamping has been evaluated both qualitatively with crossed polarizers during the assembly process, as well as with a polarimeter setup as a final means of verification. That way, an optimum clamping could be assured, i.e., with well-distributed contact points of the mechanics around the circumference of the optic and a minimum influence of depolarization at the center of the output coupler (see Fig. 7, center and right). In addition, the resulting optical performance of the oscillator has been verified directly after its assembly as well as after thermal cycling.

(Left) Output coupler clamped in its mount. A spherical outer shape of the structure allows for an adjustment of pitch, yaw and roll. (Center) Polarimeter image of non-optimum clamping with two main points of force application. (Right) Optimized clamping with several points of force application and minimized stress-induced depolarization at the center of the optic
As the maximum environmental/interfacial temperature inside the ALD and on the MS interface is specified as +25 °C for the MOMA LH (operational hot case), a heat-only approach has been chosen. Therefore, all temperature-sensitive parts of the laser system (PDM, oscillator, FCS) are stabilized to temperatures well above this limit. For LH operation at the maximum output energy, the oscillator sub-assembly is heated to about +30 °C, while the FCS is set to +35 °C. In case of operation at elevated temperatures of the FCS for energy tuning, the oscillator temperature set points are adapted in pre-defined steps to achieve a reproducible temperature stabilization without any drifts (see also Sects. 2.3 and 3).
Simulations based on the thermal design of the rover have shown that temperatures of up to +25 °C are unlikely to be seen by the instrument during operations on Mars. However, in case of higher temperatures than expected, a realistic contingency measure can be the adjustment of both timing and sequence of the measurements in such a way that the temperatures of the instrument are kept within an acceptable range, i.e., starting MOMA operations earlier after the Martian night.
Two polyimide (“Kapton”) thermofoil™ heaters (Minco Inc., custom-made), each placed on one end of the sub-assembly, guarantee for a minimum temperature gradient over the length of the oscillator. Thus, reproducible output parameters are achieved even under strongly varying environmental temperatures between −45 and +25 °C (see also Sect. 4). The thermal hardware of the oscillator is completed by two radiation hardened temperature transducers (ISL71590SEHVF, Intersil/Renesas; same as for the PDM inside the LPU), each of them placed in close proximity to their corresponding heater. The layout allows for an independent and crosstalk-free control of both heater circuits via the LPU.
The temperature sensors and heaters are mounted to the oscillator’s main structural part prior to the integration of any optical components. The setup that is employed for the positioning and glueing of the temperature sensors with a precise glue layer thickness is shown in the left picture of Fig. 8. To reduce any outgassing constituents and adsorbed molecular contamination as much as possible, all mechanical parts including cables, heaters and temperature sensors are baked out in a vacuum oven prior to their integration (e.g., all titanium parts at 150 °C). The same process is applied after each glueing step (temperature sensors and screw securing). For sub-assemblies including optics and/or adhesives, the bake-out temperature is limited to +70 °C, which is still significantly above the maximum expected values during the mission (+50 °C environment, +60 °C locally within the FCS during maximum heating).

(Left) Glueing of temperature sensors to main structural part of oscillator sub-assembly (prior integration of optical interior); external setup to assure precise alignment and defined glue layer thickness. (Right) Completed oscillator sub-assembly including laser resonator and pump focus lens as well as temperature sensors and heaters mounted to the outside of its main structural part
The foil heaters are mounted onto the outside of the oscillator’s main structural part by means of two partially flexible clamps and four elastic retainer rings per heater, together providing the compression force required for secure clamping and good thermal contact under all mechanical load cases. Following the integration of the pump focus lens as well as the core part of the oscillator (see Fig. 6, right picture) to the inside of the main structural part, the oscillator sub-assembly is completed with the integration, alignment and locking of the output coupler. The result of this process is shown in the right picture of Fig. 8.
2.3 Frequency conversion stage with integrated beam cleaner
The IR pulses from the oscillator are subsequently frequency quadrupled via two resonator-external nonlinear crystals. The so-called frequency conversion stage (FCS) sub-assembly comprises a 3 mm long KTP crystal (potassium titanyl phosphate, KTiOPO4, Castech Inc.), a 2 mm long BBO crystal (beta-barium borate, β-BaB2O4, Castech Inc.) and a wavelength filter stage in between them. Both KTP and BBO offer high effective nonlinear coefficients as compared to other available alternatives, allowing for short crystal lengths, and therefore, a compact overall setup. Moreover, KTP was favored over LBO (lithium triborate, LiB3O5) for its significantly larger temperature acceptance range (factor of 4) and smaller walk-off angle. The final choice of crystal lengths resulted from a trade-off study, aiming for a good conversion efficiency on the one hand and a sufficient beam quality on the other hand. Especially in case of the BBO, significantly longer crystal lengths result in a more pronounced beam distortion due to its intrinsic spatial walk-off properties.
Both nonlinear crystals are double-AR coated for the corresponding input and output wavelengths. As the first conversion step, the KTP provides second harmonic generation of the 1064 nm radiation (type II phase-matching, eoe-process), yielding well above 0.5 mJ at 532 nm. The output from the KTP is then frequency doubled again inside the BBO crystal (type I phase-matching, ooe-process). With a total conversion efficiency of around 15%, this specific FCS configuration is capable of providing pulse energies of more than 160 µJ at 266 nm in case of an optimum crystal alignment (for details see 3.2). In comparison, a similar laser configuration like in early generations of the MOMA LH (Cr:YAG with T0 = 5%, 5 mm long KTP, 3 mm long BBO) can yield more than 400 µJ at 266 nm with an overall conversion efficiency from the IR to the UV of well above 20% [26]. However, this configuration also requires an up to 70% higher pump energy as well as a pump power in the range of 100–120 W for the generation of laser pulses at approx. the same PRT.
The mounting of both KTP and BBO is realized in the same way as for the output coupler, thus allowing for the required adjustability regarding their pitch, yaw and roll. The latter is required because no waveplates are employed within the FCS sub-assembly. Consequently, the axis of linear polarization is changed by 45° in the KTP and by another 90° in the BBO. At optimum rotational alignment of all components, the resulting UV output beam is then p-polarized with respect to the Brewster-cut surfaces of both deflection prism and UCZ window to yield minimum losses (see also Sect. 2.5). Clamping of the crystals is realized with the same procedure as in case of the OC (see Sect. 2.2) including a verification of the applied clamping forces with a dedicated setup. Furthermore, the performance of the mounted crystals has been investigated experimentally, also under varying FCS temperatures and after thermal cycling at an intermediate stage of the LH assembly process (resulting SHG and FHG output, beam profiles).
In between the two frequency conversion crystals a dichroic mirror—referred to as beam cleaner—is used as a wavelength filter. Its front side is HR-coated for 1064 nm and HT for 532 nm to filter out the residual 1064 nm radiation behind the KTP and, therefore, reduce the total fluence on the following optics. Although the BBO is AR-coated, the performance of its coating is technically limited to a reflectivity in the range of 0.1–0.2%, causing a small fraction of the generated 266 nm pulses to be reflected back. However, as the KTP is highly absorbing at 266 nm, it would be damaged on long term with no protective measure in place. Therefore, the back side of the beam cleaner is not only AR-coated for 532 nm but HR for 266 nm as well. This prevents any (small) reflection from the output side of the BBO to reach the KTP on its way back. On both sides of the beam cleaner mirror, orthogonal to the primary laser axis, appropriate Brewster-cut absorber optics are placed. Any unconverted radiation at 1064 nm is dumped into an NG9 volume absorber while the aforementioned back-reflection at 266 nm is absorbed inside a small Nd:Ce:YAG crystal.
The FCS is equipped with a temperature transducer and a foil heater of the same kind as used within the oscillator sub-assembly. It is mechanically connected with the oscillator section via a thin-walled titanium structure with low thermal conductivity. This enables an independent temperature stabilization of oscillator and FCS for temperature differences in the range of 10–15 °C. For elevated FCS temperatures, a step-wise adjustment of the oscillator temperature set points has been introduced based on measurements during thermal vacuum testing. This ensures proper thermal stabilization and, therefore, a repeatable performance across the entire tuning range.
Temperature stabilization of the FCS is not only crucial to achieve reproducible UV output energies of the LH over a wide range of environmental conditions, i.e., varying interface and surrounding temperatures and temperature gradients. While initial specifications on the MOMA LH had foreseen a fixed output energy, later developments on the MS subsystem raised the request for an energy tunability. This enables an optimum adaptation to varying ionization thresholds of different molecular species within the Martian soil samples under investigation. The required tunability is achieved through temperature changes of the FCS, i.e., reducing the output of the LH via detuning of the conversion crystals away from their near-optimum phase-matching condition at the nominal operating temperature. With this approach, the output energy can be reduced to less than 10% of its maximum value. Compared to other methods of resonator-external energy tuning, e.g., via introducing a loss at a polarizer when rotating the polarization by means of a Pockels cell, or via an absorption-based mechanism, temperature (de-)tuning of the FCS is considered to be the most simple and mass-saving implementation to fulfill the new requirement on tunability. As the thermal concept of the LH is based on a heat-only approach, with the nominal operating temperature of the IR oscillator being set about 5 °C above the highest expected environmental/interfacial temperature, tuning of the UV output energy implies increasing the temperature of the nonlinear crystals from +35 °C up to about +60 °C at maximum.
2.4 Wavelength filtering, beam shaping and monitoring stage
Following the conversion from the IR towards the UV, the laser beam is wavelength-filtered and adapted in diameter before passing it to the exit window of the LH. Furthermore, small fractions of the beams at both 266 nm and 532 nm are used to continuously monitor the performance of the LH by means of two integrated photodiodes (modified UVG12, Opto Diode/ITW; sealed with window caps from Sinclair Manufacturing/Hermetic Solutions). Both photodiodes are operated in photoconductive mode with a reverse bias voltage of +6.8 V, allowing for a good sensitivity combined with a wide range of linear response with respect to the optical input signals. A schematic of the optical concept of this complex monitoring stage sub-assembly, comprising 14 elements in total, is shown in Fig. 9 together with a picture of its main structural part containing eight optical elements (marked red in the schematic).

(Left) Optical concept of monitoring stage including initial wavelength filtering and beam shaping of UV output. Input from FCS on the left, output towards deflection unit on the right. Optics and photodiodes organized in four individual channels. (Right) Photo of main structural part of monitoring stage containing 8 integrated optical elements (marked red on the left), prior to photodiode integration
The optics and photodiodes are organized in four individual channels: one for the UV output including the beam shaping telescope, one for each photodiode and one for dumping the excess energy at 532 nm. At the input of this sub-assembly, the dual-wavelength output from the BBO is filtered via two dichroic mirrors that are HR-coated for 266 nm and HT at 532 nm. Therefore, virtually any residual 532 nm radiation, which is undesired for the LDMS investigations with MOMA, is removed from the output beam. An NG9 optic behind the first dichroic mirror serves as a beam dump (volume absorber) for the main portion of the unconverted green signal. Basic alignment of the beam position with respect to the following two-lens telescope is achieved via lateral displacement as well as rotation of the corresponding miniaturized mirror mounts. Their final position is locked prior to further integration steps.
The aforementioned telescope consists of a bi-concave expansion lens (f1 = −20 mm) and a bi-convex focusing lens (f2 = +37 mm) and provides beam shaping to the desired spot size of about 400 µm at the sample location (1/e2 beam diameter, measured under 0° AOI). The beam is at first enlarged by a factor of roughly two in diameter, hence reducing the fluence on all following optics within the beam path, and then refocused to achieve a slightly converging diameter towards the sample. As a result of the compact telescope design and corresponding tolerance considerations, the beam focus is not at the sample plane, but virtually behind it.
The primary photodiode of the monitoring stage is calibrated against an external energy sensor and, therefore, enables a shot-to-shot measurement of the UV output energy (see Sect. 3.4). Furthermore, it is employed for detection of pulse emission—and in consequence triggering the termination of the pump pulse from the PDM—and for measuring the PRT at the same time. The latter is a characteristic indicator of the oscillator's health status and performance. A backup photodiode monitors the residual 532 nm radiation for extended diagnostic purposes and can also serve for pulse detection and PRT measurement in case of any issues with the UV diode.
Both of the beams are guided towards the photodiodes via various 45° tilted mirrors and attenuators with tailored dielectric coatings. Compared to the design of previous prototype models, this improved setup effectively minimizes interferences between reflections from multiple plane-parallel surfaces (etalon effects) for optimum measurement accuracy. A small fraction of the UV output beam is picked up from the main beam path behind the expansion lens by means of an AR-coated substrate. Three more optics with specially designed coatings provide further attenuation to achieve pulse energies of a few tens of nJ impinging the UV photodiode at the maximum output energy setting of the LH. At the same time, the corresponding coating designs ensure an optimum suppression of residual signals from other wavelengths present inside the LH, which would otherwise decrease the pulse energy measurement accuracy (residual pump light at 806 nm as well as fractions at 532 nm). For the backup diode, a small fraction of the unconverted 532 nm beam is picked up between the first dichroic mirror (HR266/HT532, see above) and the following NG9 beam dump in transmission direction. Two further coated attenuator plates provide an appropriate reduction in intensity towards the second photodiode, similar to the UV detection path.
Most of the optics within the monitoring stage sub-assembly including the two photodiodes are stacked with spacers in between them and held in place by means of a spring-loaded mechanism. The only exceptions are the two dichroic mirrors for the wavelength filtering within the main beam path as well as the two beam shaping lenses. These had to be clamped via their front and back surfaces to enable the realization of corresponding mounts that are both compact and adjustable.
Especially in case of complex assemblies like the monitoring stage, a detailed verification of a successful completion of the mounting process was necessary. One major acceptance test, which is also used for quality assurance with regards to the welding and brazing processes of the LH housing (see Sect. 2.5), is a detailed in-house inspection with a high-resolution 3D X-ray computed tomography system (Phoenix Nanotom M, General Electric). By means of this particularly useful tool, the correct alignment of components relative to each other and the compliance with the specified mechanical tolerances could be proven. This is especially helpful for small or complex parts and assemblies that cannot be easily checked via other nondestructive methods. An example of such an X-ray survey is the reconstructed image of the stacked optical, electrical, and mechanical elements in the diagnostic beam paths of the monitoring stage shown in Fig. 10.

(Left) Sectional plane of the monitoring stage CAD model. (Right) Corresponding image reconstructed from a 3D X-ray scan of a monitoring stage test assembly. The horizontal stripes appearing darker or brighter than the surrounding areas are scan artifacts from various mechanical features of the assembly
2.5 Beam deflection, laser housing and interface optics
The UV output beam exits the monitoring stage through the aforementioned focusing lens of the telescope. A lateral adjustment of the lens enables a coarse alignment of the beam direction which is performed prior final assembly and closure of the LH housing, i.e., before the final welding process. An uncoated Brewster-cut fused silica prism (see Figs. 3 and 4, right of exit window) serves to deflect the output beam towards the sample location within the UCZ. It provides a 44° deflection while ensuring minimum losses for the p-polarized UV light emitted from the LH. A fine adjustment of the axial position and the tilt of the prism allows for a precise alignment of the laser beam with respect to both the sample surface and the ion inlet of the MS. The beam is aligned as one of the last integration steps, once the LH has been mounted to the side wall of the MS housing.
The housing structure is designed to be rigid but lightweight at the same time. It is mounted onto the MS via two titanium flexures located approx. at its center and the beam deflection structure surrounding the UCZ window (see Figs. 4 and 11). Thermal decoupling from the MS housing is achieved via Tecasint insulators between flexures and laser housing (see also brown parts in Fig. 1) as well as long heat path through the thin-walled housing structure towards the thermally controlled LH interior.

Cross-sectional view of MOMA LH housing, highlighting the enclosed gas volumes and the optical interfaces in between them (orange). Green: pump optics volume between fiber and pump window. Magenta: main LH volume between pump window and exit window. Turquoise: beam deflection unit volume between exit window and UCZ window
The finally integrated LH setup encloses three separate gas volumes as depicted in Fig. 11. Most of the optical setup is enclosed in a hermetically sealed housing consisting of several structural parts joined via laser-welding. This main part of the LH (volume 1 in Fig. 11) features AR-coated sapphire windows as interface optics for the pump radiation input from the fiber (pump window) and the UV beam at the output (exit window) towards the beam deflection prism.
To avoid condensation inside the LH at low environmental temperatures, the main part of the laser housing (volume 1) is filled with 1 bar of dry synthetic air (1% He, 20% O2, remainder Nitrogen) with minimized hydrocarbon content and a dew point below −65 °C. That way, the interior of the LH is operated under a constant atmosphere and also protected against contamination. The significant oxygen content has been chosen based on the findings in the context of the ALADIN laser development for the ADM-Aeolus satellite. Here, it was shown that the presence of oxygen allows for an efficient suppression of LIC effects on the coatings of high-energy UV laser systems [27,28,29]. Furthermore, investigations on the effect of LIC in combination with 266 nm radiation have also been performed in-house [30]. Several critical components of the MOMA LH have been tested regarding their potential for the growth of contamination, namely the electrical cables, the electrical connector, samples of heat shrink tube, the foil heaters as well as the adhesive used for screw securing. All tested components and materials have been prepared and baked out in the same way as for the assembly of the LH.
The hermetical sealing of the LH housing mainly relies on brazing and welding techniques. The aforementioned AR-coated sapphire windows, which serve as optical input and output interfaces, are brazed into titanium frames. A 21-pin Micro-D connector with titanium housing and ceramic-sealed contacts (SRI Hermetics/Winchester Interconnect) is used as the electrical interface between the LPU and the LH-internal temperature sensors, heaters and photodiodes. An in-house developed laser welding process is applied to join several structural titanium parts and, therefore, compose the two main parts of the LH housing. The same welding process is used to integrate the brazed sapphire windows (optical surfaces protected with temporary, removable coatings and custom-made caps) as well as the electrical connector into those housing parts. The quality of all welding joints is verified via leak testing and a detailed inspection with the 3D X-ray computed tomography system, to check for undesired pores or other irregularities in the seams. Various cleaning processes are applied to remove contamination resulting from the welding process prior to further integration.
Figure 12 shows a detail view of the brazed and welded pump window together with different views reconstructed from a 3D X-ray scan taken after the corresponding welding process for purposes of quality assurance.

(Left) Photo of AR-coated pump window, brazed into titanium frame and welded into LH housing. Welded electrical connector on the right side in the back. (Right) a Overview of 3D X-ray scan of brazed and welded pump window. b Example of detailed post-weld inspection: cross section as indicated by blue area in a and blue line in c through pump window. c Cross section as indicated by red area in a and red line in b showing both brazing joint and welding joint
Final sealing of the LH is achieved through another laser-welding step for joining both main housing parts. The gas fill is realized via purging of the LH interior and the final merging of both LH housing parts in a glove box. First, the hardware is evacuated and purged multiple times and then subjected to several days of continuous purging with dry synthetic air. During this process, the LH-internal heaters are constantly operated to facilitate the removal of adsorbed water. Once the desired dew point is reached, the LH housing is closed inside the well-controlled environment of the glove box. The long purging process is necessary to guarantee a sufficient air exchange as well as water desorption from surfaces and non-metallic bulk material prior to final sealing of the housing. A gold-coated C-ring serves as a temporary seal as well as a contamination barrier towards the LH interior for the following welding step. The latter concludes the assembly process of the LH and hermetically seals the housing. An overview of all welding joints as well as a detail view of the final welding seam is shown in Fig. 13 on the example of the FS LH.

(Left) Completely assembled FS LH (without mounting feet at housing base). Overview of all laser-welded joints of the housing structure. (Right) Close-up view of final housing welding seam (housing part 2 to the left, base to the right)
On the input side of the LH, the fiber connector provides a dust tight but not leak tight seal towards the volume enclosed by the fiber receptacle and the pump window (depicted as volume 2 in Fig. 11). In contrast, the beam deflection unit is also realized as a pressurized system (volume 3), with the sapphire exit window as an interface on the LH side and the Brewster-angled fused silica UCZ window as the optical interface to the adjacent sample zone below the instrument. Gold-plated C-rings are employed for sealing of both UCZ window as well as LH housing towards the corresponding UCZ/MS mounting interface. The volume enclosed by the beam deflection unit is purged (1 bar of dry synthetic air; same as for the main volume of the LH) and hermetically closed with replaceable gold-foil seals after the final alignment of the beam orientation during the integration to the MS.
A design with both deflection prism and UCZ window being uncoated and utilized at Brewster’s angle ensures minimum losses while strongly reducing the risk of laser-induced damage by means of avoiding four additional AR coatings in an area of increased laser fluence (beam converging towards the sample).
3 General laser performance
All general laser performance data presented in this chapter refer to measurements at standard cleanroom conditions. Further test data regarding the LH performance under varying environmental temperatures and Mars-like atmosphere/vacuum are given in chapter 4.
3.1 Pump light characteristics
As outlined in Sect. 2.1, an elliptically coiled 4 m long pump fiber is employed to provide an optimum homogenization of the pump beam profile with respect to spatial intensity and a mixing of the polarization. Figure 14 represents data from measurements performed with one of the MLM setups of the MOMA laser. The degree of polarization at the output of the fiber is shown for a short and straight fiber (length = 40 cm; highly polarized output) in comparison to a few selected fiber coiling configurations (4 m fiber length; mainly unpolarized output).

Measurements of pump light polarization for different fiber coiling configurations vs. a straight fiber. Data acquired via rotation of a polarizing beam splitter (PBS) in front of the collimated output from the pump fiber while measuring the transmitted pulse energy. Inset: spatial intensity profile at the fiber output in case of the 14 cm × 11.5 cm elliptical coiling (fiber tip imaged 1:1 to CCD-camera)
It was found that coiling diameters ≤ 15 cm as well as a slightly elliptical shape of the coiling would provide sufficiently unpolarized light, with a polarization extinction ratio of less than 0.09 dB for the example of the 14 cm × 11.5 cm configuration. The use of unpolarized pump light avoids pulse energy and polarization instabilities that could otherwise be observed in passively Q-switched lasers when the pump polarization changes [31,32,33]. The inset in Fig. 14 shows the spatial intensity profile at the output of the fiber for such an elliptical configuration, proving a near flat-top intensity distribution with less than 10% variation within the main central part of the pump beam. These pump light characteristics ensure stable pumping of the LH, even at strongly varying environmental influences on the pump fiber.
3.2 Oscillator and frequency conversion
While the initial MOMA PM oscillator design [21, 26] was capable of delivering IR pulses with an energy of more than 2 mJ (100–120 W peak pump power for a PRT of typically 150–200 µs), the design was modified during the course of the project after the UV energy requirement for LDMS had been reduced. An implementation of a saturable absorber with a higher initial transmission (T0 = 20% instead of T0 = 5%) resulted in a reduction of the IR output energy to 1.1 mJ. When applying 67 W of peak pump power, an oscillator pulse is typically released approx. 170 µs after the beginning of the quasi-rectangular-shaped pump pulse, i.e., well within the fluorescence lifetime of the laser-active medium (≈ 230 µs for 1.0 at.% doped Nd:YAG, [34]). The beam profile from the FM oscillator is slightly elliptical with a roundness factor of 0.95, see Fig. 15a. The ellipticity can be attributed to slight changes in alignment during final locking of the output coupler mount as well as minor (forced) settling effects during intermediate stand-alone thermal vacuum testing of the oscillator sub-assembly. The duration of the IR pulses is around 1.6 ns.

Spatial beam profiles at the three laser wavelengths (measured at different positions; arbitrary scaling of size and intensity—just used for qualitative evaluation of beam shape). a At 1064 nm and 1.1 mJ pulse energy from IR oscillator, b at 532 nm and 0.5 mJ pulse energy behind KTP and beam cleaner (residual IR filtered out) and c at 266 nm and 132 µJ pulse energy behind BBO and dichroic mirrors (“clean” UV output)
The IR pulses from the oscillator are subsequently frequency converted in the KTP crystal. At optimum alignment, a pulse energy of 0.6 mJ at 532 nm is achieved with the FM, corresponding to a conversion efficiency of ≈ 55% (at 1 Hz operation during assembly and testing). As this is more energy than required to generate the desired amount of UV output, the KTP was slightly detuned to generate about 0.5 mJ at 532 nm. The detuning was realized by a corresponding tilt of the KTP in such a way that a temperature increase resulted in a further energy reduction, i.e., without compromising the tuning behavior of the laser. The rotation of the KTP remained unchanged for an optimum orientation of the resulting output polarization. The corresponding beam profile behind the KTP and the beam cleaner (residual IR filtered out) shows a minor ellipticity with a roundness factor of 0.93, similar to the IR-output from the oscillator, see Fig. 15b.
The second frequency doubling in the BBO crystal yields a pulse energy of 160–170 µJ at 266 nm in case of an optimum alignment. This corresponds to a conversion efficiency from 532 to 266 nm of ≈ 33%. Analogously to the final alignment of the KTP crystal, a slight detuning was applied to achieve the desired maximum output energy of 130–140 µJ at the nominal FCS temperature of 35 °C. A representative UV beam profile is shown in Fig. 15c. The beam is more elliptical (roundness factor 0.76) than the 532 nm input to the BBO, which can be attributed to the spatial walk-off inside the nonlinear crystal. While all beam profiles at 1064 nm and 532 nm have been measured via direct illumination of a CCD camera, technical limitations for beam attenuation at UV wavelengths and the high risk of CCD damage made an indirect measurement necessary. Therefore, a UV-converter device with a calibrated magnification factor was used in combination with a CCD camera. The linearity of the integrated fluorescence plate was verified over a wide range of intensities.
3.3 Standard mode of operation and energy tuning capabilities
While operation at 1 Hz pulse repetition rate is the preferred mode during assembly and general testing, the LH is operated in burst mode during final characterization measurements, qualification tests and its actual application for LDMS with MOMA. Pulse packets with a maximum of 50 pulses at an intra-burst repetition rate of 100 Hz can be commanded. However, bursts consisting of significantly fewer laser pulses (1–20) are typically required to achieve the desired ion count from the MS—varying from sample to sample. Due to thermal restrictions of both LH and PDM, the MOMA flight software automatically adapts the inter-burst pause to maintain a maximum average pulse repetition rate of 2 Hz.
Compared to continuous pulsing at 1 Hz repetition rate, burst mode operation is connected with slightly differing output energies as well as a characteristic intra-burst (10 ms pulse spacing) energy evolution. Each pulse packet shows a certain energy gradient which can be explained by the onset of thermal dynamics after the resumption of laser operation following an inter-burst pause. The latter is typically on the order of a few seconds as a consequence of the 2 Hz limitation and the desired number of pulses per burst.
As a variation of the output energy during LDMS operations can be critical especially for sensitive samples, i.e., such molecules with a low energetic difference between their ionization and optical breakdown thresholds, a pre-pumping scheme has been developed to minimize the intra-burst energy gradient. Based on the evaluation of various tests, a pre-defined number of additional pump pulses is fired at the beginning of each burst. These so-called pre-pulses (PP) are slightly shorter than the oscillator’s pulse release time (PRT). Therefore, pre-heating of the laser crystal via pump light absorption is achieved, while UV pulse emission from the LH is prevented during pre-pumping. For the main pulses (MP), a pump duration slightly longer than the PRT is chosen to generate the desired output from the LH. As a consequence of this approach, the highest energy deviations at the beginning of each burst are no longer present and the overall energy gradient is reduced [21]. A schematic of burst mode operation is shown in Fig. 16 for a burst with 3 PP and 5 MP, commanded at the nominal 100 Hz intra-burst repetition rate.

Burst mode operation. Black curves represent pump pulses, blue lines indicate laser pulse emission with nanosecond pulse duration. The example shows a burst with three pre-pulses (PP) and five main pulses (MP) at 100 Hz intra-burst repetition rate (schematic; not to scale). In case of several bursts commanded, the bursts would be separated by approx. 4 s resulting in a 2 Hz average repetition rate (including pre-pulses)
Studies with the ETU model of the LH have led to the choice of 3 PP for nominal LDMS operations. This setting reduces energy drifts at the beginning of each burst while keeping the number of total pump pulses low. As the pre-pulses are taken into account for the 2 Hz average repetition rate limit of the laser, their number directly influences the required inter-burst pause and, therefore, also the pause between consecutive LDMS measurements. However, during the process of the laser characterization, other sets of parameters have also been employed, e.g., 10 PP/10 MP. In the left graph of Fig. 17, five typical energy tuning curves of the LH for burst operation at a fixed number of 3 PP and varying number of 1 to 20 MP per burst are shown. These data illustrate the wide range of energy tuning offered by the LH when varying the FCS temperature from 35 up to 59 °C. While an energy of more than 130 µJ (averaged value) is emitted at the lowest temperature, a reduction to about 4 µJ is achieved at 59 °C. The right graph of Fig. 17 illustrates the long-term stability of the UV output energy at three different FCS temperatures corresponding to 100%, 50% and 8% of the maximum output energy (10 PP/10 MP burst operation, 100 Hz intra-burst, 1 Hz average repetition rate). The presented data have been acquired after the initial stand-alone environmental test campaign of the LH and after delivery to GSFC, see also Sect. 4.1. Despite the measures that have been taken for output energy stabilization (precise LH-internal temperature control, wedged components inside oscillator, pre-pumping), sporadic fluctuations could not be fully prohibited. These can most likely be attributed to longitudinal mode transitions as observed during previous investigations in the context of the APM development phase [20]. However, at the maximum energy setting (FCS temperature = 35 °C) only 2% of the data points deviate more than ± 4% from the average output energy of 139 µJ, while a few single pulses deviate up to +16%, which is deemed acceptable for LDMS.

(Left) Energy tuning curves: average UV output energy as a function of the FCS temperature (TFCS) in burst mode for a varying number of main pulses (MP) per burst at a constant number of three pre-pulses (PP). (Right) Long-term stability of the UV output energy at three different FCS temperatures (1 h of continuous 100 Hz burst operation at 10 PP/10 MP, 1 Hz average repetition rate)
It is worth to mention that passively Q-switched lasers typically exhibit larger timing jitters as compared to their actively Q-switched counterparts, i.e., a variation of the PRT. The jitter of the output pulses emitted by the MOMA LH is in the range of less than a microsecond for continuous operation at 1 Hz repetition rate. In burst mode, an additional thermal drift occurs which leads to intra-burst jitters in the range of a few microseconds (< 2 µs for operation with 10 PP/10 MP per burst). For the timing of the MS, a pulse jitter on this timescale is not of relevance. An LDMS experiment is set up in such a way that the aperture valve of the MS opens well before the first pulse of a burst is fired and then closes after all of the laser pulses of the corresponding burst are complete. The commands for the valve and the laser are temporally synchronized so that there are approx. 5–10 ms of buffer after the opening as well as before the closing of the aperture valve. The MS detects the sum of all ions generated during one burst, i.e., by several single laser pulses fired while the aperture valve is being kept open.
3.4 Internal pulse energy measurement
An important feature of the LH is the built-in diagnostics via the monitoring stage. It provides basic information about pulse emission and its timing, which is valuable for assessing the health of the laser system at any time during operations. Furthermore, the capability of a shot-to-shot measurement of the UV output energy is crucial to interpret data from MOMA LDMS measurements correctly. The knowledge about the actual pulse energies during a measurement helps the MOMA science team to compare different datasets and to understand possible signal variances that may result from a variety of sources (sample composition and properties, laser pulse energy or numerous further MS-related instrument parameters).
Before delivery of the LH, i.e., after its stand-alone environmental test campaign, the internal UV photodiode was calibrated against an external energy sensor. The photodiode measurement circuitry of the LPU offers the capability to select from a set of sampling capacitors and gain values to tune the output voltage generated from the photodiode and, therefore, optimize the resulting signal-to-noise ratio. Considering the wide energy tuning range of the LH, three optimized parameter sets have been defined. This ensures that at each output energy the photodiode signal does not exceed the sampling range of the detection circuit on the one hand (< 4095 mV) and low signal levels with poor signal-to-noise ratio are avoided on the other hand. Therefore, the photodiode settings are chosen in such a way that the minimum photodiode voltage stays well above 1000 mV across the entire specified energy tuning range. The signal only drops below 1000 mV for pulse energies of about 7.5 µJ and less, i.e., well below the minimum energy specification of the LH.
The left graph of Fig. 18 shows an example dataset for the photodiode calibration at the middle range of output energies between approx. 25 µJ and 70 µJ. The dataset includes measurements taken at four different FCS set temperatures, each of them comprising 50 bursts of 10 UV pulses (2000 data points in total). The linear fit to the dataset yields the calibration formula for calculating the corresponding output energy from the UV photodiode voltage measured by the LPU. The right graph of Fig. 18 gives an overview of the calibration curves of all three calibrated photodiode parameters sets (sampling capacitors and gain values) spanning the entire energy tuning range. The typical working range for each setting is marked red, while the dotted lines indicate the switching points between the settings.

(Left) Photodiode calibration curve for the mid-range parameter set. Black dots: measured values extracted from the external energy sensor and the LPU log files (photodiode voltage). Red continuous line: linear fit to the dataset. Dashed/dotted red lines: maximum relative calibration uncertainty of ± 2% estimated from the data distribution. (Right) Overview of calibration curves for all three chosen sets of photodiode (PD) parameters. Red marked sections on curves: typical working ranges. Dotted horizontal lines: defined switching points between settings
As the result of an optimized optical layout of the monitoring stage, in combination with high-resolution sampling inside the LPU, an overall high accuracy of the photodiode measurement has been achieved. The LPU offers a detection up to a maximum photodiode output voltage of 4095 mV with 1 mV resolution, which translates to an energy measurement resolution between 0.05 µJ (upper energy range) and < 0.01 µJ (lowest energy range). The measured calibration curve in the left graph of Fig. 18 shows only minor deviations of the data from its linear fit. This proves the successful reduction of etalon effects inside the monitoring stage, which has been achieved by a careful design of all relevant dielectric coatings. The dashed and dotted lines added to the dataset indicate the maximum relative calibration uncertainty of ± 2% as estimated from the underlying data distribution.
The same high accuracy is achieved for energies in the upper range of the output energies (≈ 55 µJ and above). For the lowest output energies between 5 and 20 µJ the relative uncertainty is slightly higher with up to ± 5%. This is due to fairly low signal levels requiring high gain settings on the one hand and the higher relative influence of data quantization from the external energy sensor on the other hand.
During operations of the MOMA instrument, the rover’s control software automatically selects the appropriate photodiode setting based on the set temperature of the FCS, i.e., the expected output energy. With the corresponding calibration formula, the UV output energy is calculated from the measured photodiode voltage accordingly.
3.5 Beam profile at sample location
A detailed measurement of the beam profile across the full energy tuning range was performed at a distance behind the LH representing the MOMA LDMS sample location inside the UCZ. Due to the close proximity between this sample location and the LH, this measurement had to be performed prior final assembly of the LH into its sealed housing, i.e., with the fully integrated LH including monitoring stage and beam shaping lenses but excluding the main part of its housing (beam output side) and the beam deflection unit sub-assembly. The presence of those parts would otherwise not have provided sufficient clearance for the required beam profile measurement setup. All measurements have been acquired at an angle of incidence of 0° towards the UV-converter of the CCD camera. However, the inclined incidence onto the sample results in an increased effective beam diameter along the Y-axis (camera coordinates) by a factor of 1.39.
In Fig. 19, the images (a–f) show the evolution of the spatial beam profile during energy tuning via a variation of the FCS temperature. The corresponding pulse energy values can be found in Fig. 17.

Spatial UV beam profiles across full energy tuning range, i.e., as a function of frequency conversion stage temperature (TFCS). a corresponds to the maximum output energy of > 130 µJ, while f is showing the beam profile at E < 13 µJ (1 Hz operation). Arbitrary intensity scale, i.e., not related to actual output energy in favor of signal optimization on camera. Errors are given as the 3σ-values of the underlying dataset of 60 measurements per setting
Especially at the low FCS temperatures, i.e., high UV output energies, the slightly elliptical laser spot has a nearly Gaussian shape. The deviation from this Gaussian profile increases for the lower output energies since a side lobe along the major beam axis occurs, resulting from the induced phase mismatch especially in case of the more temperature-sensitive BBO crystal. However, most of the energy is still concentrated in the main spot, which can be well approximated by a Gaussian fit curve. Thus, all values stated for the beam size in Figs. 19 and 20 are given as the 1/e2-diameters of the Gaussian fits applied to the measured beam profiles.

Beam diameters at the sample location across the FCS temperature range. Calculated via Gaussian fits applied to the measured spatial UV beam profiles (1/e2 values)
In Fig. 20, the evolution of the measured beam diameters at the sample location across the FCS temperature range is shown. In addition, the effective beam diameter is included in the graph, which is calculated as the square root of the product of X and Y diameters. With the exception of the last data point (TFCS = 55 °C), the effective beam diameter stays within 10% deviation from its targeted specification across the entire tuning range.
3.6 Temporal pulse profile and pulse duration
The temporal pulse profile has been characterized over a wide temperature tuning range of the FCS as well. The pulse duration is defined as the full width at half maximum (FWHM) value of the temporal pulse profile, which typically has a nearly Gaussian shape with a slight wing on its falling edge (see left graph in Fig. 21). To achieve reproducible measurements, two diffusors in front of an external ultrafast photodetector (Alphalas UPD-50-UP, < 40 ps rise time) ensure that the measured pulse duration is an average value for the whole spatial beam profile. In accordance with ISO 5 cleanliness requirements, an oscilloscope card (ZTEC/Teradyne ZT4611, 1 GHz bandwidth, 4 GS/s) was used that was incorporated into a cleanroom-compatible computer system. The setup enables to resolve a 1 ns pulse with less than 0.1 ns deviation of the measured FWHM with respect to the actual temporal pulse shape, which has also been verified experimentally. Due to the limited bandwidth, significantly shorter phenomena, such as mode beating, could not be resolved with this measurement setup.

(Left) Typical temporal pulse profile at 266 nm wavelength and 132 µJ pulse energy. Interpolated photodiode trace. (Right) Measured average pulse durations (FWHM) as a function of the FCS temperature. The error bars represent the standard deviation (1σ) of the underlying dataset of approx. 10 measurements per setting
In the right graph of Fig. 21, the average pulse durations for five different FCS temperature settings are shown. Typical FWHM pulse durations are in the range of approx. 1.4–1.6 ns, with the shorter durations at the maximum output energies and a tendency towards 15% higher values in case of the minimum specified output energy of the LH. Knowledge about the variation of the pulse duration across the tuning range is important to calculate the actual peak irradiance on the sample for different output energies of the LH and, therefore, properly assess data acquired during LDMS measurements.
4 Qualification, integration and testing
To prove compliance with the demanding environmental conditions during a mission to Mars, an extensive qualification and test program, configured as a protoflight approach, was developed for the MOMA laser system. Therefore, the major tests such as thermal vacuum cycling, vibration as well as shock testing have been performed with the actual FM laser according to the requirements and test loads as given in Table 1.
The space compatibility of many of the optical, electronic and mechanical components utilized within the LH has been confirmed via literature data or space heritage. Examples in this category are Nd:Cr:YAG, Nd:Ce:YAG, Cr:YAG, fused silica and the ISL71590SEHVF temperature transducer. Wherever the corresponding data were not available or were considered to be insufficient, the conformance with the radiation requirements defined for MOMA (see Table 1) has been proven via proton and/or gamma irradiation tests. This applies to several components of the LH, namely KTP, BBO, LaK9G15 glass, NG9, Sapphire, the modified UVG12 photodiodes (sealed with window caps) as well as several magnetron-sputtered optical coatings. All tested components were found to be uncritical with respect to the radiation levels defined for the MOMA instrument.
While high-energy UV laser systems in general are demanding with respect to cleanliness during assembly and testing, this is especially true in view of the exceptional reliability requirements connected with an application in space (2 million shots in case of the MOMA laser). Therefore, all final cleaning and inspection processes as well as the FM and FS assembly have taken place in a well-controlled ISO 5 cleanroom environment. In addition to fulfilling strict requirements with respect to the maximum number of particles per unit volume, the cleanroom is also equipped with filters for airborne molecular contamination (AMC filters ICF-BCD and ICF-ACD, M + W Products). During the entire assembly phase of the FM and FS lasers the cleanliness in the corresponding work area was monitored by means of witness plates dedicated to the detection of particulate and molecular contamination.
As part of the qualification program, extensive lifetime tests on component level have been conducted in a representative lab setup with both APM and FM optics. Examples are the operation of the entire oscillator sub-assembly for more than 65 million shots and a KTP subjected to > 22 million shots. These tests have been performed at 2–3 times the energies present in the FM/FS, i.e., with a setup optimized for an initially higher output energy specification. Furthermore, both KTP and BBO crystals from the FM lots have been subjected to > 1.5 million shots in a laser configuration with 190 µJ of UV output energy, i.e., approx. 50% above the energy levels of the FM and FS lasers. Extended tests have also been performed with the fully assembled and hermetically sealed FM laser without any sign of degradation (within the scope of the laser characterization and qualification campaign according to chapters 3 and 4).
All critical optical components, i.e., those exposed to high optical fluences, have undergone extensive stand-alone qualification tests as well. LIDT tests (S-on-1 or R-on-1 according to ISO 21254-2) have been performed to prove the general suitability of optics, coatings and their corresponding manufacturing lots for this special application. Representative witness samples have been used for this purpose where appropriate. Subsequent to an initial cleaning procedure, flight optic candidates have been selected by means of thorough visual inspection for contamination, defects and imperfections at high magnifications of typically ≥ 100×. Where necessary, further precision cleaning steps followed by repeated inspections have been performed. In addition, each critical flight optic has undergone a non-destructive raster scan test at an elevated fluence, similar to the approach already used for the ALADIN laser on the ADM-Aeolus satellite operating at 355 nm wavelength [35]. Here, the optic was irradiated with a test laser while scanning the beam across the relevant area with typically 90% overlap of the irradiation sites. This specific qualification test ensures that no microscopic defects or damage precursors would lead to laser-induced damages, e.g., due to absorption of high intensity UV laser radiation. Only such optics have been used for FM and FS integration that did not show any form of degradation or defect during the final microscopic inspection following their corresponding raster scan test.
Further details on the overall design verification methodology and qualification tests on component and sub-assembly level applied to both FM and FS lasers can be found in [36]. A major part of the qualification program especially for spaceflight hardware is environmental testing, i.e., a representative emulation of the mechanical and thermal loads that the instrument will experience during launch, cruise and landing of the spacecraft, as well as during its mission operations on Mars. Consequently, the MOMA lasers have been environmentally tested at multiple stages of the assembly process. As an intermediate verification on sub-assembly level, several vibrational and thermal cycling tests were performed prior subsequent assembly steps of the LH. After completion of the entire assembly process, the FM laser has then undergone an extensive stand-alone environmental test campaign, including vibration, shock and thermal vacuum (TVAC) tests (see test results in Sects. 4.1 and 4.3). Given the fact that the mechanical load levels had been precisely simulated and defined for the mounting interface of the MS, the LH was installed on a Structural Test Unit (STU, provided by GSFC) of the MS for both vibration and shock tests. That way, most representative test conditions could be achieved for the LH. The setups for vibration and TVAC testing are shown in Fig. 22. A more detailed description of the environmental test campaign can be found in [23]. In compliance with the protoflight approach followed for the qualification campaign, the FM laser system was tested up to the given environmental requirements. Minor extensions to both operational and survival temperature ranges have been applied during TVAC testing to add some margin of safety (see also test levels in Table 1).

Setups for the MOMA FM laser environmental testing at MPS. (Left) Bagged MS STU with FM LH on shaker for vibration testing. Inset shows unbagged hardware before the test. (Right) MOMA FM laser system (LH and LPU) in thermal vacuum chamber prior to their extensive TVAC test
To ensure compliance with the performance specifications for the LH, various characteristic laser parameters have been monitored during the entire test campaign. This included the output energy versus the FCS temperature (energy tuning behavior), the pulse release time, as well as beam shape and lateral position at the sample location. While these checks have been executed before and after vibration and shock tests, the performance of the MOMA FM laser system has also been tested under various thermal conditions and Mars-like atmosphere. During the corresponding TVAC test campaign, the laser system was subjected to two survival cycles between −55 and +60 °C, while three cycles were performed across the operational range between −45 and +25 °C including pulse energy and beam pointing measurements at intermediate steps. In addition to testing under vacuum, several measurements have also been performed under 6–10 mbar of CO2 to simulate the thermal conditions on Mars.
After successful completion of this initial environmental test campaign, the FM laser was delivered to NASA’s GSFC and integrated to the Flight Model of the MOMA MS subsystem, including a preliminary mockup of the UCZ (referred to as pseudo-UCZ), see left picture in Fig. 23. As a part of this integration process, the LH was mounted on the side wall of the MS housing and the LPU was mechanically and electrically connected to the MEB of the instrument (see gold-colored box behind LPU) on an elevated deck of the corresponding test and transport structure. The pseudo-UCZ, a preliminary sample compartment, featured a sample wheel containing various calibration and reference targets for LDMS operations, as well as a fluorescence plate for monitoring of the beam position. As a trade-off between a high damage threshold on the one hand and an adequate fluorescence signal on the other hand, a certain type of fused silica was selected as the material of choice for the fluorescence plate (Heraeus Infrasil 301, OH content < 8 ppm). A vacuum-compatible camera system (developed and provided by LZH) allowed imaging of the fluorescence signal generated inside this fused silica plate by the UV radiation emitted from the LH. With the aid of this camera, the LH deflection prism was precisely adjusted to optimize the laser beam position with respect to both the MS ion inlet and the nominal sample surface, i.e., centered to the projection of the ion inlet’s center axis onto the sample surface. As the last integration step, the beam deflection unit of the LH (see Fig. 11), being a separate volume that had to be accessed for the beam alignment process, was purged with dry synthetic air and finally hermetically sealed by means of four sealing screws equipped with specially designed gold foil seals.

Different stages along the instrument's integration process. (Left) FM laser system (LH and LPU connected with optical fiber) integrated to the MOMA Flight Model MS subsystem at GSFC and mounted on a temporary structure for further environmental testing and transport. LH marked with red box. (Right) MOMA fully integrated on both structural decks of Analytical Lab Drawer (ALD) package at TAS-I. Pictures by LZH with courtesy of GSFC, TAS-I and ESA
Following these integration activities, the performance of the FM laser system in combination with the MS was verified by means of several LDMS measurements on different calibration and reference targets. A comparison with data previously generated on the precursor model, the so-called Engineering Test Unit (ETU) of the MOMA instrument [18] including the ETU LH (see also Sect. 1.4), proved nominal performance of the FM instrument and, therefore, a successful completion of the MOMA laser integration process. The sequence of the extensive integration and test activities, including further testing on instrument as well as rover level, is illustrated in Fig. 24.

Flow chart of the sequence of integration activities including all environmental tests and laser checks. C: laser characterization including energy tuning curves measured with an external sensor and beam pointing measurements. H: laser health check including energy measurements via the LH-internal UV photodiode
In addition to the aforementioned integration and test activities at GSFC, LZH and MPS provided further support during the following critical stages of the integration process, e.g., for handling of the optical pump fiber between LPU and LH, for electrical checks, as well as regarding the supervision of environmental tests. As a next major step after the final assembly of MOMA, additional vibration and thermal cycling tests on instrument level were performed. LDMS measurements were conducted under Mars-analog atmosphere and at different temperature settings mimicking the environmental conditions on the Red Planet. In addition, laser checkouts were performed at different stages of the test campaign (see test results in Sects. 4.2 and 4.3). After successful testing on instrument level, MOMA was integrated into the ALD at TAS-I (see right picture of Fig. 23) and went through another high level TVAC test. Next, the ALD was integrated into the Rosalind Franklin rover at Airbus Defence and Space (ADS, Stevenage, UK). Further tests on rover level at another ADS site in Toulouse (France) included an acoustic test as well as another TVAC. The sequence of tests was completed by an electromagnetic interference and compatibility test (EMI/EMC) with active operation of different instruments. In this context, the performance of the MOMA laser system, i.e., the UV energy tuning curve, was checked again and the laser was approved for its journey to Mars.
In the following sections of chapter 4, various qualification test data for the MOMA FM laser system are presented, followed by some selected data from FS testing in chapter 5 for comparison.
4.1 UV output energy before and after initial stand-alone environmental testing
Throughout the extensive qualification test campaign, the evolution of the UV output energy and the energy tuning behavior of the FM LH have been monitored repeatedly. The following data represent measurements prior environmental testing, after each major test sequence as well as after shipment to GSFC. All the data have been acquired with a calibrated external energy sensor. In the left graph of Fig. 25, the relevant energy tuning curves for 1 Hz operation of the LH are shown. While both vibration and shock testing did not have significant influence on the performance of the LH, small changes to the shape of the tuning curve have been observed after the TVAC test. While the maximum output energy decreased by less than 10%, increased output energies have been observed for the lower part of the energy tuning range. As no significant changes have been detected regarding the pulse release time of the oscillator, the observed performance deviations may be attributed to settling effects in the mounting mechanism of the nonlinear frequency conversion crystals.

(Left) Tuning curves of FM LH: UV output energy as a function of the FCS temperature at 1 Hz continuous operation before and after environmental testing. Datasets listed in the caption are in chronological order. (Right) Energy evolution at nominal maximum and minimum output energy set points in burst mode (10 PP/10 MP) throughout the test campaign
The nominal maximum and minimum output energy set points have also been tested for burst mode (10 PP/10 MP), i.e., the representative mode for actual MOMA LDMS science runs. The corresponding data for operation at the nominal minimum and maximum set temperature of the FCS are presented in the right graph of Fig. 25. Despite the aforementioned change in tuning behavior after the TVAC test, the LH still fulfilled its performance requirements with respect to the specified energy tuning range after the complete stand-alone environmental test campaign.
In the left graph of Fig. 26, the UV tuning curves for four different environmental temperatures during the initial stand-alone TVAC test of the laser system are presented. While these measurements have been performed at 1 Hz operation, additional data points in burst mode have been collected for TFCS = 35 °C and TFCS = 55 °C, i.e., the standard set points for maximum and minimum output energy. These data are shown in the right graph of Fig. 26. In comparison, the UV energy is typically 5–10% higher when operating the laser in burst mode. In a cold environment, the FM LH experiences a shift of the tuning curve towards higher output energies which can be partially accounted for by a corresponding change of the FCS temperature set point. Therefore, tuning to the lowest required output energies is still possible. Around the maximum output energy setting, this effect is also connected with a reversible change of the shape of the tuning curve. While the maximum output energy requirement is slightly missed at the most extreme environmental conditions, it is worth to mention that the LH will most likely experience warmer interfacial temperatures during typical operation scenarios. Due to the fact that MOMA is located inside the ALD, i.e., not in close proximity to the outer walls of the rover, and the MS housing as the mounting interface of the LH is heated up prior LDMS operations, interfacial temperatures below −20 °C are unlikely to be seen. Therefore, the LH is expected to meet its energy tuning specifications in all realistic scenarios.

(Left) UV output energy as a function of the FCS temperature for four different environmental temperatures (T_env) during TVAC testing at 1 Hz continuous operation. (Right) UV output energy as a function of the environmental temperature for two different FCS temperatures in burst mode (10 PP/10 MP)
4.2 UV output energy evolution through further integration and testing
The post-shipment test at GSFC (last dataset in both graphs of Fig. 25) marks the last output energy measurement taken with an external energy sensor. After integration of the LH to the MS, the UV beam could not be accessed with an external sensor any more. Thus, further data are solely based on values acquired with the calibrated LH-internal UV photodiode (see Sect. 3.4).
Further checks of the LH performance were carried out after vibration as well as TVAC testing at GSFC (on instrument level) and after shipment of the MOMA instrument to TAS-I. After integration of MOMA, another TVAC test on ALD level at TAS-I, as well as acoustic, TVAC and EMI/EMC tests on rover level at ADS (Toulouse) have been performed. Following this sequence of tests, the last full LH energy tuning curve before the launch of the ExoMars mission was measured. All corresponding datasets, acquired in burst mode operation, are shown in Fig. 27.

Tuning curves of FM LH: UV output energy as a function of FCS temperature throughout instrument integration activities and further environmental testing. Operation in burst mode. Datasets listed in the caption are in chronological order
The measurements revealed minor changes of the output energy throughout the entire test campaign. The maximum output energy decreased by less than 10%, still being very close to the specified maximum value of 125 µJ. At the low end of the tuning range, an increase by < 4% was observed. In combination with the effective beam diameter being approx. 8% below the specified value of 400 µm, a maximum output energy slightly below the specification is not an issue for MOMA, as still sufficiently high peak irradiances can be achieved. At the low end of the tuning range a further increase of the FCS temperature allows for output energies well below the specified minimum value of 12.5 µJ (see trend in Fig. 27; measured up to TFCS = 59 °C only for the first two datasets).
4.3 Beam pointing throughout test campaign
Another precondition for stable and reproducible measurements with the MOMA instrument is the stability of the laser beam position. To ensure an optimum LDMS signal level, the area of the sample irradiated by the UV laser has to stay within the core field of view of the MS ion inlet. The corresponding LH beam alignment budget is ± 500 µm relative to the center axis of the MS ion inlet after integration and final beam alignment. To proof the capabilities of the laser design with respect to beam stability, the laser beam position was monitored throughout the LH qualification campaign as well as the following integration activities and tests on instrument level at NASA’s GSFC.
During its initial test campaign, the LH was mounted on a solid titanium reference block, which featured an integrated mount for a fluorescence plate, representing the nominal sample location below the MOMA instrument. The position of the fluorescence spot, generated by the 266 nm beam inside this fused silica plate, was monitored with a camera system, and the relative beam movement was calculated with respect to a mechanical detail of the rigid reference block. The overall referencing and measurement accuracy through all tests is estimated to be in the order of ± 25 µm, including the influence of recurring adjustments to the pointing measurement setup between the tests. Measurements were taken before and after critical environmental tests and shipments as well as during the TVAC test sequence. Figure 28 shows a picture of the LH mounted on its reference block, the coordinate system applied to the beam position measurement, a detail view of the fluorescence plate mount and a sample fluorescence image.

(Left) FM LH mounted on solid titanium reference block for beam position measurements before and after vibration and shock tests as well as during TVAC. Coordinate system in yellow. Inset: sample fluorescence image, 44° AOI. (Right) Detail view of fluorescence plate mounted at the nominal sample position
A summary of the acquired beam pointing data is shown in Fig. 29. The measurements have to be split into two groups for further discussion: (a) stand-alone test campaign of the LH prior to its integration to the MS (left of blue dashed line) and (b) tests on MOMA instrument level following the integration of the LH to the MS (right of blue dashed line in Fig. 29).

Beam position evolution throughout test campaign and integration activities. To the left of blue dashed line: data acquired during qualification testing (incl. vibe, shock and TVAC) and prior integration to MS at GSFC. Blue dashed line: beam position optimization to MS ion inlet during integration—as scheduled. To the right of blue dashed line: evolution of beam position until last possible measurement at TAS-I prior integration of MOMA into ALD
As the exact locations of sample and MS ion inlet within the MOMA instrument are governed by a number of mechanical tolerances, for standalone tests of the LH the beam position was only roughly aligned to its theoretical target value with a desired accuracy of ± 500 µm in X and Y prior to the test campaign. While the beam position proved to be very stable in the X-direction, especially when considering the ± 25 µm measurement accuracy, more significant drifts have been observed in the Y-direction in particular after the shock and the TVAC test—adding up to a total movement in the Y-direction of almost 500 µm throughout the entire test campaign prior integration to the MS. Following those tests, detailed analyses of the data and all relevant mechanical sub-assemblies were performed with the goal to limit prospective beam drifts in the Y-direction to significantly lower values. As a result, the buildup of restraints during the final alignment of the deflection prism has been identified as one root cause of the observed phenomenon. Consequently, an improvement of the prism alignment strategy has been developed and subsequently implemented into the procedure for the integration of the LH into the MOMA instrument at GSFC.
The second part of the beam pointing data has been acquired after integration of the LH to the MS and prior integration of the MOMA instrument into the Analytical Lab Drawer (ALD) of the rover. In this configuration, the beam position was monitored by means of the aforementioned fluorescence plate on the sample wheel and the corresponding vacuum-compatible camera system connected to the pseudo-UCZ. The same setup was employed during the TVAC test of the entire MOMA instrument to monitor the beam position at various stages within the test sequence.
The blue dashed line in Fig. 29 marks this LH integration event together with the scheduled realignment of the laser beam to compensate for various mechanical tolerances within the instrument. At this time, the beam position was optimized with respect to both MS ion inlet and sample surface. The values in Fig. 29 are given as deviations from this optimum position. While on the Y-axis a zero deviation is optimum, a correction value of +305 µm had to be applied for the X-axis to account for the properties of the employed fluorescence-based position measurement in combination with an inclined incidence towards the sample location.
Following the integration activities, further vibration and TVAC tests have been performed on instrument level. These tests resulted in significantly lower beam drifts as during the initial qualification campaign of the LH. For the corresponding thermal cycling of the instrument, the environmental temperatures ranged between −55 and +50 °C. Here, the reduction of the upper limit as compared to the previous stand-alone TVAC test of the laser system (up to +60 °C) has been justified by more recent thermal simulations. Although this second TVAC test was significantly more demanding for the hardware than the initial one in terms of the number of cycles, a beam movement along the Y-direction of only 26% as compared to the previous test has been observed (7 vs. 2 full cycles between the maximum non-operational temperature extremes, plus several more cycles with intermediate temperature levels).
For more insight, data from various measurements during this second TVAC test are shown in Fig. 30. The corresponding measurements have been performed at different environmental/interfacial temperatures between −45 and +25 °C. In the left graph of Fig. 30, the first and the last data points (#1 and #26, marked with circles) are examples for comparable measurements at an environmental temperature of +25 °C. The dataset for the Y-direction indicates a small drift at the beginning of the TVAC test (approx. until measurement #13) followed by a fluctuation around an average offset of 80 µm. The results give good confidence that the amount of beam movement along the Y-direction not only has significantly decreased as compared to the initial and shorter TVAC test, but also a settling to a stable beam position has been achieved.

(Left) Beam position measurements during the second TVAC test at GSFC (instrument level). Performed at various environmental/interfacial temperatures between −45 and +25 °C. Empty squares: X-values corrected for reversible effects resulting from varying environmental temperatures. (Right) Beam position as a function of the LH body temperature near the prism showing the expected dependence along the X-axis
Furthermore, the test did not reveal any significant irreversible change in the X-direction. The reversible changes within a range of about 200 µm were expected and occurred due to the temperature dependent refractive index of the fused silica prism that is used for 44° deflection of the beam towards the sample location. As the temperature of the laser housing part containing the prism was logged during the tests as well, these data have been used to calculate X-values corrected for the influence of the varying environmental temperature. The resulting dataset (empty squares in the left graph of Fig. 30) shows a residual variation of approx. ± 50 µm around the target value without indications of a thermally induced irreversible drift. In the right graph of Fig. 30, the beam position is plotted as a function of the aforementioned LH body temperature. As expected, the beam movement along the X-axis correlates well with temperature while no significant dependence has been found for the Y-axis.
The last measurement of the beam position has been performed at TAS-I (see last data point #26 in the left graph of Fig. 30), right before marriage of the instrument with the UCZ and the following integration into the ALD. Due to the lack of fluorescence plate and camera at this stage, further beam pointing checks have not been possible. However, the performance of MOMA was regularly checked via LDMS tests on calibration targets, to make sure the instrument continued to stay healthy through the course of several following environmental tests.
5 Flight spare performance and testing
Built from identical parts and adopting the same assembly processes as for the FM, the FS LH largely represents the FM in terms of its optical performance. As such, it will support the ExoMars mission as part of a testbed system at GSFC for various testing and troubleshooting purposes (see also Sect. 1.4).
During FS assembly an increased amount of intermediate TVAC tests on sub-assembly level as well as vibration tests of oscillator and frequency conversion stage have been performed. With these additional measures, mechanical settling effects were induced already early in the assembly process and, therefore, could be compensated for during later steps of its build phase. For its final qualification a slightly reduced test campaign has been derived considering its solely ground-based application. As part of the MOMA testbed instrument, the FS laser will experience thermal cycling under a Mars-like atmosphere, but not the mechanical loads like the FM during launch, cruise and landing. Therefore, it was decided to omit shock and vibration tests for the FS, while a thorough thermal cycling campaign has been conducted, same as for the FM. In case the FS needs to be considered for flight again, the omitted tests would be performed at a later time accordingly.
In this chapter, a short summary of the FS performance and testing is presented.
5.1 FS UV beam profile
Typical UV beam profiles measured at a distance behind the laser representing the sample location are shown in Fig. 31—both for FS and FM. Compared to the FM, the axes of the elliptical beam profile are rotated by approx. 20° and the beam diameters are slightly smaller. While the beam shape is governed by the final alignment of the oscillator’s output coupler and the nonlinear crystals, deviations in beam diameter can be attributed to component tolerances, e.g., of the pump lenses, of components inside the oscillator or the beam shaping telescope. Considering the short focal lengths of the telescope lenses, even small deviations from their nominal specification have a measurable impact on the size of the output beam.

Comparison of typical UV beam profiles at the sample distance. 1 Hz operation. (Left) FS LH at an output energy of 133 µJ and (right) FM LH at 138 µJ
5.2 FS UV pulse durations
In Fig. 32, a typical temporal pulse profile of the UV output is shown together with the measured pulse durations (FWHM) as a function of the FCS temperature—both in comparison to values acquired with the FM. The FS pulse durations as well as their evolution during energy tuning are very similar to the FM with an approx. 0.1 ns offset to smaller values for the FS. Considering the uncertainties connected with the corresponding test setup, especially regarding the averaging across the spatial beam profile, the deviation is within the systematic error of the measurement. However, a more detailed analysis has not been performed in the context of the FS qualification process.

(Left) Typical temporal UV pulse profile of FS LH (E = 133 µJ) vs. FM LH (E = 132 µJ). Interpolated photodiode traces. (Right) FS vs. FM pulse duration (FWHM) as a function of the FCS temperature. The error bars represent the standard deviation (1σ) of the underlying dataset of approx. 10 measurements per setting
5.3 FS UV pulse energy and beam position during TVAC testing
Similar to the FM test campaign, an extensive TVAC test was performed with the FS laser system, with slight adjustments to the thermal profile and the sequence of performance measurements as lessons learned from the FM qualification. In total, the test comprised four full temperature cycles between +60 and −55 °C, with 21 measurements of the output energy and the beam pointing being performed at different stages within the sequence. In the left graph of Fig. 33, the output energy tuning curves before shipment to the test site at MPS, before and after the TVAC test as well as after shipment back to LZH are presented for laser operation at 1 Hz repetition rate (averaged values). The output energy performance proved to be very stable against thermal cycling, i.e., no significant changes could be measured. After TVAC testing, the nominal oscillator temperature set points have been optimized based on test results regarding thermal stabilization at various environmental conditions. This resulted in a slight overall increase in output energy. The right graph of Fig. 33 shows the final performance of the FS LH for burst operation (3 PP/5 MP) after delivery to GSFC, as well as the corresponding FM tuning curve for comparison (also post-shipment at GSFC). Slight differences in the shape of the tuning curve and the chosen temperature set points originate from deviations between both models regarding the final alignment of the nonlinear frequency conversion crystals.

(Left) FS tuning curves: UV output energy as a function of the FCS temperature before and after TVAC test. 1 Hz operation. (Right) Tuning curves of FS and FM for burst mode operation (3 PP/5 MP), both measured after delivery to GSFC
In case of the FS, the energy tuning curve is steeper and, therefore, allows to reach lower output energies within the defined range of FCS temperatures. This compensates the aforementioned differences in beam diameter so that the range of possible intensities on the sample is the same as for the FM.
During the TVAC test, the beam position was monitored by means of a fluorescent fused silica plate at the nominal sample location—in analogy to the FM investigations. In the left graph of Fig. 34, only the beam positions measured at a chamber/interface temperature of +25 °C are shown to waive the (known) reversible temperature effects for the evaluation of the overall beam position stability of the FS LH with respect to thermal cycling (see also Sect. 4.3). Measurements at both atmospheric pressure (air, 1 bar) and vacuum are included for purposes of a broad database.

(Left) Beam position measurements during the FS TVAC test campaign at MPS, performed at +25 °C chamber/interface temperature; TFCS = 36 °C; air (1 bar) vs. vacuum. Thermal cycling: four full cycles from +60 to −55 °C between M02 and M24. M22 chosen as reference (= zero shift). (Right) Evolution of beam position until delivery to GSFC. Last measurement chosen as reference
Considering the underlying referencing and measurement accuracy of approx. ± 25 µm, the beam position proved to be very stable during the TVAC test, with a measured fluctuation along the Y-axis of less than 20 µm. The beam position along the X-axis also depends on the refraction at the deflection prism and the UCZ window (present in the test), both being influenced by temperature and surrounding atmosphere. With respect to the presented test data, only the influence of the chamber pressure on the refraction at the UCZ window is relevant, as the prism is surrounded by a constant atmosphere (sealed volume of deflection unit) and its temperature is approximately the same for each data point in the left graph of Fig. 34. The average beam shift between atmospheric pressure and vacuum conditions was measured to be 52 µm and is, therefore, in good agreement with the corresponding theoretical value of 56 µm. The fluctuation along the X-axis was in the range of 20–30 µm for both air and vacuum. The right graph of Fig. 34 shows the evolution of the beam position throughout the qualification test campaign until delivery to GSFC. With a maximum value of 30 µm along the X-axis, the measured shift of the beam position was only slightly above the estimated measurement accuracy.
Therefore, the presented FS test data prove the stability of the flight laser design against thermal cycling for a second time. With its performance closely resembling the Flight Model onboard the ExoMars rover, the FS laser system will enable representative LDMS studies with the MOMA testbed system at GSFC.
6 Summary
We have given a comprehensive description of the development, manufacturing and qualification process of the UV Laser Head Flight Model for the MOMA instrument onboard ESA’s Rosalind Franklin rover. As the central part of the ExoMars mission, this semi-autonomous rover will introduce advanced technology to Mars, with the aim to search for biosignatures up to 2 m below the Martian surface. In this context, MOMA offers a unique combination of GCMS and LDMS techniques enabling the detection of a wide variety of both volatile and non-volatile, organic and inorganic molecules.
The MOMA UV laser is employed as an excitation source for the mass spectrometer subsystem of the instrument. The miniaturized LH has been developed and assembled at LZH in Hanover, Germany. The corresponding space-qualified electronics box (LPU) has been provided by MPS in Göttingen, Germany. Together, they represent the first 266 nm DPSS laser system to be sent to space. The highly robust, yet lightweight LH is based on a longitudinally diode-pumped, passively Q-switched Nd:Cr:YAG oscillator with subsequent two-stage frequency-quadrupling. It is capable of emitting intense UV pulses with durations around 1.5 ns and a pulse energy tunable between 12.5 and 125 µJ. The laser provides shot-to-shot pulse monitoring via an integrated photodiode, allowing to correlate measured LDMS data with the actual UV pulse energy fired onto the sample. Furthermore, the LH includes a built-in deflection unit based on an adjustable Brewster prism which is employed to precisely steer the beam towards the sample location below the MOMA instrument.
The MOMA FM laser system has been extensively tested with respect to the expected mechanical loads and environmental conditions during launch, cruise, landing and mission operations. The FM was qualified according to a protoflight approach including vibration and shock testing. Furthermore, its capability to operate at temperatures between −45 and +25 °C in a Mars-like atmosphere has been proven. Following a successful stand-alone test campaign, the laser was delivered to NASA’s GSFC for integration to the MOMA instrument. Further stations in preparation for its launch to Mars included integration and testing activities at TAS-I in Turin, ADS in Stevenage, ADS in Toulouse and TAS in Cannes. Throughout this process, all critical laser-related tasks were supported by LZH and MPS. Finally, the integration of all scientific instruments, including MOMA, into the Rosalind Franklin rover took place at ADS in Stevenage in August 2019, marking a major ExoMars milestone. During the extensive sequence of integration activities and qualification tests, the FM laser system demonstrated a stable performance with only minor deviations between the individual tests.
Furthermore, a second model based on the flight LH design, named Flight Spare, was assembled, thoroughly tested and finally delivered to GSFC for future ground-based testbed operations. As such, the FS closely mimics the performance of the FM. Both laser systems passed their extensive qualification test campaigns and, therefore, proved the space compatibility and ruggedness of the realized compact laser concept.
With respect to the application of the laser system, its output characteristics make it an ideal source for laser desorption/ionization mass spectrometry, one of the two main modes of operation of the MOMA instrument. Tuning of the laser over a wide range of pulse energies enables a careful analysis of Martian soil samples. Measurements starting from low peak irradiances prevent undesired destruction of potentially sensitive molecular species of interest. The pulse energy can be continuously increased until sufficiently high ion counts from the mass spectrometer are achieved. The rover’s underlying software algorithms have been validated with previous prototypes of MOMA and will ensure that each sample will be analyzed with an optimized measurement sequence, individually tailored to the demands of its constituents.
MOMA will be the first laser-enabled mass spectrometer to be operated on another planet and is considered to be the most advanced instrument, to date, dedicated to the search for biosignatures on the Red Planet. These may provide important information related to the potential origin, evolution and distribution of extinct and/or extant life on Mars. With its variety of instruments on the rover as well as on the corresponding landing and surface science platform of the mission, ExoMars is also targeted to deliver further insight into questions about habitability, e.g., the identification and characterization of possible hazards for human exploration of the Red Planet.
Availability of data and materials
The datasets generated and analyzed during the current study are available from the corresponding author on reasonable request.
Code availability
Not applicable.
Abbreviations
- ADS:
-
Airbus Defence and Space
- APM:
-
Advanced Prototype Model
- AOI:
-
Angle of incidence
- AR:
-
Anti-reflective
- BBO:
-
Beta-barium borate, β-BaB2O4
- CTE:
-
Coefficient of thermal expansion
- DPSS:
-
Diode-pumped solid-state
- EMC:
-
Electromagnetic compatibility
- EMI:
-
Electromagnetic interference
- ESA:
-
European Space Agency
- ETU:
-
Engineering Test Unit
- FCS:
-
Frequency conversion stage
- FM:
-
Flight Model
- FWHM:
-
Full width at half maximum
- FS:
-
Flight Spare
- GC:
-
Gas chromatograph
- GCMS:
-
Gas chromatograph mass spectrometer
- GSFC:
-
Goddard Space Flight Center
- HR:
-
Highly reflecting/high reflectivity
- HT:
-
Highly transmitting/high transmission
- IPM:
-
Improved Prototype Model
- IR:
-
Infrared
- KTP:
-
Potassium titanyl phosphate, KTiOPO4
- LDMS:
-
Laser desorption mass spectrometer
- LH:
-
Laser Head
- LATMOS:
-
Laboratoire Atmosphères, Milieux, Observations Spatiales
- LBO:
-
Lithium triborate, LiB3O5
- LISA:
-
Laboratoire Interuniversitaire des Systèmes Atmosphériques
- LPU:
-
Laser Pump Unit
- LSU:
-
Laser Steering Unit
- LZH:
-
Laser Zentrum Hannover e.V.
- MEB:
-
Main Electronic Box (of the MOMA instrument)
- MOMA:
-
Mars Organic Molecule Analyser
- MP:
-
Main pulse(s)
- MPS:
-
Max Planck Institute for Solar System Research
- MS:
-
Mass spectrometer
- MS/MS:
-
Tandem MS (= MS operational mode)
- NASA:
-
National Aeronautics and Space Administration
- OSC:
-
Oscillator
- PBS:
-
Polarizing beam splitter
- PDM:
-
Pump Diode Module
- PM:
-
Prototype Model
- PP:
-
Pre-pulse(s)
- PR:
-
Partially reflecting
- PRT:
-
Pulse release time
- QCW:
-
Quasi-continuous-wave
- QSM:
-
Thermal and Structural Qualification Simulator Model
- ROSCOSMOS:
-
Russian State Space Corporation
- SPDS:
-
Sample Processing and Distribution System
- STM:
-
Structural Test Model
- SWIFT:
-
Stored Waveform Inverse Fourier Transform (= MS operational mode)
- TAS(-I):
-
Thales Alenia Space (Italia)
- TID:
-
Total ionizing dose (gamma irradiation)
- TNID:
-
Total non-ionizing dose (proton irradiation)
- TVAC:
-
Thermal vacuum
- UCZ:
-
Ultra Clean Zone
- UV:
-
Ultraviolet
References
Vago, J.L., Gardini, B., Kminek, G., Baglioni, P., Gianfiglio, G., Santovincenzo, A., Bayon, S., Van Winnendael, M.: ExoMars-searching for life on the red planet. ESA Bull. Eur. Space Agency 126, 16–23 (2006)
Vago, J., Witasse, O., Svedhem, H., Baglioni, P., Haldemann, A., Gianfiglio, G., Blancquaert, T., McCoy, D., de Groot, R.: ESA ExoMars program: the next step in exploring Mars. Sol. Syst. Res. 49, 518–528 (2015). https://doi.org/10.1134/S0038094615070199
Korablev, O., Fedorova, A.A., Trokhimovskiy, A., et al.: No detection of methane on Mars from early ExoMars Trace Gas Orbiter observations. Nature 568, 517–520 (2019). https://doi.org/10.1038/s41586-019-1096-4
Aoki, S., Vandaele, A.C., Daerden, F., et al.: Water vapor vertical profiles on Mars in dust storms observed by TGO/NOMAD. J. Geophys. Res. Planets 124, 3482–3497 (2019). https://doi.org/10.1029/2019JE006109
Stcherbinine, A., Vincendon, M., Montmessin, F., Wolff, M.J., Korablev, O., Fedorova, A., Trokhimovskiy, A., Patrakeev, A., Lacombe, G., Baggio, L., Shakun, A.: Martian water ice clouds during the 2018 global dust storm as observed by the ACS mid-infrared channel onboard the Trace Gas Orbiter. J. Geophys. Res. Planets 125, e2019JE006300 (2020). https://doi.org/10.1029/2019JE006300
Fedorova, A.A., Montmessin, F., Korablev, O., et al.: Stormy water on Mars: the distribution and saturation of atmospheric water during the dusty season. Science 367(6475), 297–300 (2020). https://doi.org/10.1126/science.aay9522
Vago, J.L., Westall, F., Coates, A.J., et al.: Habitability on early Mars and the search for biosignatures with the ExoMars Rover. Astrobiology 17(5–7), 471–510 (2017). https://doi.org/10.1089/ast.2016.1533
ESA website: No. 6–2020: ExoMars to take off for the Red Planet in 2022. https://www.esa.int/Newsroom/Press_Releases/ExoMars_to_take_off_for_the_Red_Planet_in_2022 (2020). Accessed 30 Aug 2021
Broz, A.P.: Organic matter preservation in ancient soils of Earth and Mars. Life 10(7), 113 (2020). https://doi.org/10.3390/life10070113
Ehlmann, B.L., Mustard, J.F., Fassett, C.I., Schon, S.C., Head, J.W., III., De Marais, D.J., Grant, J.A., Murchie, S.L.: Clay minerals in delta deposits and organic preservation potential on Mars. Nat. Geosci. 1, 355–358 (2008). https://doi.org/10.1038/ngeo207
Michalski, J.R., Onstott, T.C., Mojzsis, S.J., Mustard, J., Chan, Q.H., Niles, P.B., Johnson, S.S.: The Martian subsurface as a potential window into the origin of life. Nat. Geosci. 11, 21–26 (2018). https://doi.org/10.1038/s41561-017-0015-2
Ivanov, M.A., Slyutaa, E.N., Grishakinaa, E.A., Dmitrovskiia, A.A.: Geomorphological analysis of ExoMars candidate landing site Oxia Planum. Sol. Syst. Res. 54, 1–14 (2020). https://doi.org/10.1134/S0038094620010050
Goesmann, F., Brinckerhoff, W.B., Raulin, F., et al.: The Mars Organic Molecule Analyzer (MOMA) instrument: characterization of organic material in Martian sediments. Astrobiology 17(6–7), 655–685 (2017). https://doi.org/10.1089/ast.2016.1551
Bibring, J.P., Hamm, V., Pilorget, C., Vago, J.L.: The MicrOmega investigation onboard ExoMars. Astrobiology 17(6–7), 621–626 (2017). https://doi.org/10.1089/ast.2016.1642
Rull, F., Maurice, S., Hutchinson, I., et al.: The Raman laser spectrometer for the ExoMars rover mission to Mars. Astrobiology 17(6–7), 627–654 (2017). https://doi.org/10.1089/ast.2016.1567
Arevalo, R., Brinckerhoff, W., van Amerom, F., et al.: Design and demonstration of the Mars Organic Molecule Analyzer (MOMA) on the ExoMars 2018 rover. In: 2015 IEEE Aerospace Conference, 1–11 (2015). https://doi.org/10.1109/AERO.2015.7119073
Li, X., Danell, R.M., Brinckerhoff, W.B., et al.: Detection of trace organics in Mars analog samples containing perchlorate by laser desorption/ionization mass spectrometry. Astrobiology 15(2), 104–110 (2015). https://doi.org/10.1089/ast.2014.1203
Li, X., Danell, R.M., Pinnick, V.T., et al.: Mars Organic Molecule Analyzer (MOMA) laser desorption/ionization source design and performance characterization. Int. J. Mass Spectrom. 422, 177–187 (2017). https://doi.org/10.1016/j.ijms.2017.03.010
Weßels, P., Büttner, A., Ernst, M., Hunnekuhl, M., Kalms, R., Willemsen, L., Kracht, D., Neumann, J.: UV-DPSS laser flight model for the MOMA instrument of the ExoMars 2020 Mission. Proc. SPIE 11180, International Conference on Space Optics–ICSO 2018, 111801B (2019). https://doi.org/10.1117/12.2535966
Hülsenbusch, T., Büttner, A., Ernst, M., Lang, T., Kolleck, C., Kracht, D., Neumann, J.: Mode fluctuations in end-pumped passively Q-switched solid-state lasers. Advanced Solid-State Photonics. Optical Society of America, AT4A.14 (2012). https://doi.org/10.1364/ASSP.2012.AT4A.14
Kolleck, C., Büttner, A., Ernst, M., Hunnekuhl, M., Hülsenbusch, T., Moalem, A., Priehs, M., Kracht, D., Neumann, J.: Enhancement of the design of a pulsed UV laser system for a laser-desorption mass spectrometer on Mars. In: Proc. SPIE 10564, International Conference on Space Optics—ICSO 2012, 1056419 (2018). https://doi.org/10.1117/12.2309097
Büttner, A., Ernst, M., Hunnekuhl, M., Kalms, R., Willemsen, L., Weßels, P., Kracht, D., Neumann, J.: Optical design and characterization of the MOMA laser head flight model for the ExoMars 2020 mission. In: Proc. SPIE 11180, International Conference on Space Optics—ICSO 2018, 111805H (2019). https://doi.org/10.1117/12.2536116
Ernst, M., Büttner, A., Hunnekuhl, M., Kalms, R., Willemsen, L., Wessels, P., Kracht, D., Neumann, J.: Mechanical design and testing of the MOMA flight model laser head for the EXOMARS 2020 mission. In: Proc. SPIE 11180, International Conference on Space Optics—ICSO 2018, 111805J (2019). https://doi.org/10.1117/12.2536118
Glebov, B.L., Simmons-Potter, K., Fox, B.P., Meister, D.C.: Improved hardness of single-crystal Nd3+:YAG to ionizing radiation via co-doping with Cr3+. IEEE Trans. Nucl. Sci. 59(3), 612–618 (2012). https://doi.org/10.1109/TNS.2012.2190746
Sato, Y., Taira, T.: Model for the polarization dependence of the saturable absorption in Cr4+:YAG. Opt. Mater. Express 7, 577–586 (2017). https://doi.org/10.1364/OME.7.000577
Kolleck, C., Büttner, A., Ernst, M., Hülsenbusch, T., Lang, T., Marwah, R., Mebben, S., Priehs, M., Kracht, D., Neumann, J.: Development of a pulsed UV laser system for laser-desorption mass spectrometry on Mars. In: Proc. SPIE 10565, International Conference on Space Optics—ICSO 2010, 105650N (2017). https://doi.org/10.1117/12.2309199
Riede, W., Allenspacher, P., Schröder, H., Wernham, D., Lien, Y.: Laser-induced hydrocarbon contamination in vacuum. In: Proc. SPIE 5991, Laser-Induced Damage in Optical Materials 2005, 59910H (2006). https://doi.org/10.1117/12.638765
Schröder, H., Riede, W., Kheyrandish, H., Wernham, D., Lien, Y.: Investigation of UV laser induced depositions on optics under space conditions in presence of outgassing materials. In: Proc. SPIE 10567, International Conference on Space Optics—ICSO 2006, 1056738 (2017). https://doi.org/10.1117/12.2308066
Wernham, D., Alves, J., Pettazzi, F., Tighe, A. P.: Laser-induced contamination mitigation on the ALADIN laser for ADM-Aeolus. Proc. SPIE 7842, Laser-Induced Damage in Optical Materials, 78421E (2010). https://doi.org/10.1117/12.867268
Ließmann, M., Jensen, L., Balasa, I., Hunnekuhl, M., Büttner, A., Weßels, P., Neumann, J., Ristau, D.: Scaling of laser-induced contamination growth at 266 nm and 355 nm. In: Proc. SPIE 9632, Laser-Induced Damage in Optical Materials, 96321Z (2015). https://doi.org/10.1117/12.2194083
Bouwmans, G., Ségard, B., Glorieux, P.: Polarisation dynamics of monomode Nd3+:YAG lasers with Cr4+ saturable absorber: influence of the pump polarisation. Opt. Commun. 196(1–6), 257–268 (2001). https://doi.org/10.1016/S0030-4018(01)01383-9
Dalgliesh, R., May, A.D., Stephan, G.: Polarization states of a single-mode (microchip) Nd3+:YAG laser—part I: theory. IEEE J. Quantum Electron. 34(8), 1485–1492 (1998). https://doi.org/10.1109/3.704348
Dalgliesh, R., May, A.D., Stephan, G.: Polarization states of a single-mode (microchip) Nd3+:YAG laser—part II: comparison of theory and experiment. IEEE J. Quantum Electron. 34(8), 1493–1502 (1998). https://doi.org/10.1109/3.704349
Dong, J., Rapaport, A., Bass, M., Szipocs, F., Ueda, K.I.: Temperature-dependent stimulated emission cross section and concentration quenching in highly doped Nd3+:YAG crystals. Phys. Stat. Sol. (a). 202, 2565–2573 (2005). https://doi.org/10.1002/pssa.200421122
Wernham, D., Ciapponi, A., Riede, W., Allenspacher, P., Era, F., D'Ottavi, A., Thibault, D.: Verification for robustness to laser-induced damage for the Aladin instrument on the ADM-Aeolus satellite. In: Proc. SPIE 10014, Laser-Induced Damage in Optical Materials 2016, 1001408 (2016). https://doi.org/10.1117/12.2245545
Kalms, R., Büttner, A., Ernst, M., Hunnekuhl, M., Willemsen, L., Weßels, P, Kracht, D., Neumann, J.: Opto-mechanical design and verification of the MOMA UV laser source for the ExoMars 2020 mission. In: Proc. SPIE 10896, Solid State Lasers XXVIII: Technology and Devices, 108961Y (2019). https://doi.org/10.1117/12.2509904
Acknowledgements
The authors are grateful for the funding support throughout the project and towards the launch and operation of the ExoMars mission. The authors also acknowledge the support from their direct project partners MPS and GSFC and would like to thank them for a good and fruitful collaboration during the development, assembly, testing and integration of the MOMA laser system for ExoMars. Furthermore, the authors thank the team at GSFC for providing valuable data from the environmental test campaign of the MOMA flight instrument. Last but not least, the authors thank the entire MOMA team for their contributions throughout the project. Over the years, a large number of colleagues assisted and participated in the effort to build the first 266 nm diode-pumped solid-state laser to be sent to space.
Funding
Open Access funding enabled and organized by Projekt DEAL. This work was funded by the Space Agency of the German Aerospace Center (DLR) with federal funds of the Federal Ministry for Economic Affairs and Energy in accordance with a parliamentary resolution of the German Bundestag (grant numbers 50QX1002, 50QX1402 and 50QX2102 for LZH contribution as well as 50QX0601, 50QX1001, 50QX1401 and 50QX2001 for MPS contribution).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there are no conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Büttner, A., Ernst, M., Hunnekuhl, M. et al. Space-qualified, compact and lightweight pulsed DPSS UV laser for the MOMA instrument of the ExoMars mission. CEAS Space J 15, 283–317 (2023). https://doi.org/10.1007/s12567-022-00448-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12567-022-00448-x