
Abstract
In the stacked semiconductor structure, the contact hole layer is widely used in Dram/3D NAND as a connection path between layers. During the lithographical process of the contact hole layer, a critical issue known as CD difference appears. When faced with this issue in a mass production environment, solutions are limited. In particular, the only solution for the issue caused by a difference of pupil shape is to change the illumination ID, which requires a full design change of the pupil. This is challenging and causes differences in the recipe and equipment. As a way to fundamentally solve this problem, the ellipticity among the pupil fit parameters is optimized to minimize CD differences. Through simulation, the difference between the issue pupil and the reference pupil was confirmed, and the pupil fit parameter was calculated. The pupil shape was predicted by applying the calculated pupil fit parameter. Pattern simulation was performed using the predicted pupil shape, and conditions suitable for the direction of improvement were established to confirm improved CD difference. In both cases, the improvement tendency was confirmed in the predicted direction and was suitable for a mass production environment.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
According to the International Roadmap for Devices and Systems (IRDS) announced in 2021, the number of data centers has continued to increase over the past 5 years, and this trend is predicted to continue over the next decade [1]. In addition, research on AI-based servers, rather than data storage-type servers, is spreading. In both markets, fast reading and writing of data are required. For this purpose, the demand for DRAM and flash memory is also expected to continue to grow. In order to keep pace with this growth, the market is demanding smaller and higher-density memory devices. In both such devices, the contact hole structure plays an important role.
The contact hole pattern is an array pattern filled with circular/elliptical holes that penetrate through the layer. In 3D NAND FLASH device, the purpose of the contact hole pattern is mainly to form a connection between two vertical layers. The contact hole structure is used in the form of a channel hole. In 3D NAND, due to word line (WL) stacking, sub-Si does not act as a channel that etches the entire mold with a hole, which is called a channel hole. The channel hole serves as the channel (poly-Si) and storage (trap SiN/tunnel oxide) of the WL and select transistor when forming the cell. It also serves as a support to prevent collapse of the mold when tungsten (W) is replaced in the cell and stair area (extension).
In the DRAM process, the contact hole pattern assumes a slightly different role. It determines the core structure of the direct contact process that connects the active and bit-line and the storage-node poly silicon process, which serves as the bottom electrode of the capacitor.
In the lithography process, which is the beginning of the contact hole process, maintained hole pattern critical dimension (CD) determines whether the layer can be accurately etched in the subsequent etch process. If the pattern CD is not accurately matched in the lithography process, it produces an abnormal shape in the subsequent etch process, which has a great effect on the final yield [2, 3].
The CD of the existing contact hole process has traditionally been controlled through optical proximity correction (OPC) [4]. Also, the resolution can be improved by applying the technology to shift the phase by inserting an absorber into the mask [5]. The application of OPC and PSM technologies closely affect one other, so they are often designed simultaneously when optimizing the resolution [6]. For this reason, these tend to be designed and applied before high-volume manufacturing (HVM).
However, due to production errors and degradation of the illumination module, the real pupil of the production equipment has an illumination fingerprint that is different from the reference pupil, as shown in Fig. 1. The unique fingerprint difference for each piece of equipment causes the after development inspection (ADI) CD difference, which can impact the final electrical device characteristics [7]. Since it is difficult to overcome the fingerprint difference of each piece of mass production equipment using OPC and PSM technologies, a method is needed to match the fingerprint of each piece of equipment. In this study, a method is suggested to optimize the contact hole ADI CD horizontal vertical (HV) ratio by changing the illumination pupil parameters.

Pupil shape difference between reference and real. (Each axis represents the normalized position on pupil plane)
1.1 Contact Hole ADI CD Targeting OPC
The models that predict the output of the computational lithography process contain errors. The margin of error allowed in the contact hole pattern is less than half of model error that we ever had reached usual method to overcome such a situation is to make a test photomask. In the model error range, a photomask of all possible combinations was prepared using the ADI CD of the pattern. However, there are two problems with this method. The first is that significant resources are required. It takes more than a month to make a photomask and measure the ADI CD. This means that, if the ADI target is changed, it will take about a month to prepare the OPC of the layer. The second problem is more serious than the first. If the number of holes in the unit cell is increased, there may be too many cases to test. For instance, in a nine-hole structure, considering the symmetry of the center hole, there are five holes that must be targeted exactly. Considering all X and Y values for five holes, there are a total of 10 CD points interacting with each other. If the model error is 0.2 nm, each CD has two options. However, the grid is 0.1 nm and the center should be fixed. In this case, there are at least 210 = 1024 number of cases that we need to measure on the wafer. At the level of nine holes, it is impossible to apply the traditional method. Therefore, it will take at least a month if we consider the CD error of each hole using the OPC model. We designed a new way to deal with this problem. The pupil optimization technique presented in this paper can match all CD targets by optimizing the intensity of the pupil shape by changing the parameters of each piece of equipment.
2 Theory
Previous studies have proposed a method to tune the output pupil using the pupil fit parameter [8]. By considering the correlation between the contact hole HV CD skew and the pupil, as can be seen from the difference map in Fig. 1, it is confirmed that the intensity is different in the HV direction. CD optimization was performed by tuning the ellipticity that is thought to have the largest effect on matching among the pupil fit parameters. The pupil intensity ellipticity derives the ratio by dividing the area at a right angle or 45 degrees from the pupil shape, as shown in Fig. 2, and then calculating the sum of the intensity in each direction.

Ellipticity region
The ellipticity ratio can be calculated by obtaining the sum of the intensity of the upper and lower regions in the vertical direction and dividing it by the sum of the intensities of the left and right regions in the horizontal direction. Intensity ellipticity horizontal and vertical (IEHV) and intensity ellipticity scattering and tilting (IEST) values were expressed mathematically as shown in Eq. 1.
In a previous study, by parameterizing the pupil shape, energetic distortions (e.g., pupil intensity ellipticity) were summarized using Eq. 2 [8]. In Eq. 2, intensity scaling is expressed as A, intensity tilt x and y are cA_1 and sA_1, intensity ellipticity HV and ST are cA_2 and sA_2, intensity 3-waviness cos and sin are cA_3 and sA_4, respectively, and intensity 4-waviness cos is cA_4, and the rn radial intensity dependence is apo_n.
Thus, if radial fall-off is excluded, this equation can be simplified as shown in Eq. 3 by removing the part representing radial intensity dependence.
Finally, since the pupil ellipticity parameters are cA_2 (IEHV term) and sA_2 (IEST term) of the second harmonic, the process can be expressed as Eq. 4.
Using this equation, intensity ellipticity pupil tuning was attempted to minimize the difference between the reference pupil and the real pupil.
3 Simulation
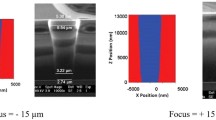
The method used for the simulation aims to improve hole CD (X, Y) uniformity up to the fifth row by tuning the pupil intensity ellipticity for a pattern similar to the 3D NAND channel hole design shown in Fig. 3. First, the difference between the reference pupil and real pupil can be seen in Fig. 4. We were able to confirm that the difference between the two pupils was in the spin direction. To reduce this difference, Eq. 4 was used.

Schematic diagram of 3D NAND channel hole CD metro configuration. Each square represents area of hole and each arrow defines CD metro parameter

3D NAND use case pupil shape
The simulation was based on Eq. 4, using cA_2 and sA_2 as input values. To use these values, they were split as shown in Table 1. Using the simulation established by Eq. 4, we expect the results shown in Fig. 5. However, prior to on-product evaluation, pattern simulation was performed using the Tachyon Application Center provided by ASML. In the pattern simulation, the target feature was fixed and only the input pupil shape was changed to predict the CD output. These results are shown in Table 2. Figure 6 shows the expected difference compared to the reference CD.

Simulation pupil shape

Normalized pattern simulation of CD difference between reference and test condition
As a result of the simulation, the IEHV input was expected to affect the vertical and horizontal CDs more than the IEST input. Additionally, the closer it was to the word line cut (WLC), the more sensitively it was expected to respond according to the positive value of the IEHV input. In the case of the IEST input parameter, it was confirmed that most of the CDs maintained a constant value between − 0.5 and 0.25. When 0.5 was input, it could be expected to affect the horizontal CD farthest from the WLC. Figure 6 shows that the features used in this experiment are sensitive to the intensity distribution of the horizontal vertical region of the pupil shape. This can be inferred by analyzing the pupil shapes of tests 1–4 and the pupil shapes of tests 5–8. In Fig. 6, the intensity distribution in the vertical direction is clear in tests 1 and 2, while the intensity distribution in the horizontal direction is clear in tests 3 and 4. In cases of slanting and tilting, it would be good to reflect the change of pupil shape from hexapole to quadrupole to maximize HV intensity considering the parts that did not have a significant impact.
4 Experiment
In order to verify the simulation, the following experiment was designed. IEHV and IEST values were modified as simulated to assess the pupil shape, followed by patterning on the product wafer. Then, the patterned wafers were inspected through CD SEM (using the schemes shown in Fig. 3).
The equipment used for experimental exposure in this paper was an ASML TWINSCAN™ NXT-19XXi ArF immersion scanner with 1.35 NA. In addition, the TEL CLEAN TRACKTM LITHIUS Pro™ Z instrument was used for resist coating, post-exposure baking (PEB), and development. CDSEM images were obtained and measurements were performed using a Hitachi CZ7XXX scanning electron microscope.
First, we assessed the output of the equipment by entering the eight pupil conditions specified in the simulation into the equipment machine constant. There was a slight difference, as shown in Fig. 7. In the simulation base, it is difficult to fully consider the hardware characteristics of the equipment. Therefore, the prediction results did not perfectly represent reality. However, comparing these results to the actual pupil intensity (shown in Fig. 8), the difference was not significant. Therefore, we believe that excluding tests 3 and 4, which had a large difference from the target CD in the simulation results, is proper for the theory. We selected tests 1, 2, 5, 6, 7, and 8 with two conditions each for IEHV and IEST among the eight test conditions and conducted the actual exposure evaluation. The conditions for tests 1, 2, 5, 6, 7, and 8 were entered into the equipment machine constant for exposure evaluation, and CD images were secured as shown in Fig. 9. It should be noted that the scale information could not be included. As can be seen intuitively in Fig. 9, the distortion of the holes in test 1 and 2 conditions is smaller than in test 5–8 conditions. As can be seen in more detail in Table 3, as predicted by the simulation, the IEHV value becomes smaller than the target CD as the input increases in the positive direction, and the CD variation is not large in the test condition in which the IEST is changed. Eventually, it was confirmed that the conditions of test 1 were closest to the target CD.

Difference between real and simulation pupil

Comparison between difference and real pupils

CD SEM image of each test
5 Discussion
Comparing the simulation results (Fig. 6) with the experimental results (Fig. 10) shows the same tendency according to the number of tests. In Tables 2 and 3, these common trends are also confirmed, showing that the vertical CD tends to have a larger range of change than the horizontal CD. This seems to be because of the change in symmetry of the intensity distribution in the horizontal part of the pupil shape according to the IHEV and IHST inputs, as shown in Fig. 5.

Normalized CD measurement difference between reference and test condition
However, unlike the expected value in the simulation, the experimental value showed a larger change. Simulations are different from experiments because it is practically difficult to substitute all the real values [9]. However, since the trends are consistent, this predictive model that can be used for in limited cases.
In particular, in the case of CD1, which confirmed the hole CD near the WLC, the experimental value showed an improvement greater than 0.2 nm compared to the difference with the target CD expected in the simulation. A similar trend was confirmed in CD2, for the hole sampled next to CD1. The difference between the simulated and experimental improvements in the vertical CD decreased as the distance from the WLC increased. This phenomenon is due to the greater effect on the isolated pattern proximity closer to the WLC [10]. In addition to the CD output, the pupils subjected to the pupil fit parameter input also showed a sufficiently negligible difference in intensity, although there was a difference between the simulation and the real pupils. It is quite difficult to fully apply the fingerprint of each equipment during simulation.
6 Conclusion
In this study, a novel approach is taken to improve CD difference. Through simulation and experimentation, we verified that the CD difference was improved by optimizing the pupil. The best performing pupil shape was simulated to verify the difference in pupil intensity shape, and the input parameters that could minimize the difference were calculated. It was confirmed that matching between equipment was possible by adjusting the machine constants. It was also confirmed through simulations and experiments that the CD difference is improved by using the tuned pupil shape. Although we verified that the simulation and experiment showed the same trend, there was a difference in the tuning amplitude. The reason for this is that we did not apply enough data in the simulation; in the future, we plan to track differences in tuning amplitude through estimation and parameter separation. And also, two different parameters can be used at the same time, this will be studied in the future.
These results show the ability to overcome the CD difference issue by modifying the equipment parameters without changing the illumination ID. In a high-volume manufacturing (HVM) environment, there are many CD difference issues. Changing the illumination ID, which has been the most popular solution, often takes a long time and requires a large investment. Therefore, our approach to overcome the CD difference issue by correcting the pupil parameters can greatly benefit HVM operation.
References
International Roadmap for Devices and Systems. (2021) IRDS
Chen, H., & Wang, Q. (2021). Spin-on-carbon material buried voids defect analysis and improvement in via patterning process with double exposure lithography. International Workshop on Advanced Patterning Solutions (IWAPS), 2021, 1–3. https://doi.org/10.1109/IWAPS54037.2021.9671260
Kinam, K., & Chung, U.-I. (2012). Extending the DRAM and FLASH memory technologies to 10nm and beyond. In Proceedings of SPIE 8326, optical microlithography XXV, 832605. https://doi.org/10.1117/12.920053
Yune, H.-S., & Ahn, Y.-B. (2008). CD uniformity improvement of sub 60 nm contact hole using model based OPC. In Proceedings of SPIE 7140, lithography Asia 2008, 71403E. https://doi.org/10.1117/12.804654
Xie, W., & Chen, Y. (2020). Evaluating the process performances of binary, PSM and OMOG masks in advanced technology node. International Workshop on Advanced Patterning Solutions (IWAPS), 2020, 1–3.
Jia, N., & Lam, E. Y. (2011). Pixelated source mask optimization for process robustness in optical lithography. Optics Express, 19, 19384–19398.
Kang, D., et al. (2017). 256 Gb 3 b/cell V-nand flash memory with 48 STACKED WL layers. IEEE Journal of Solid-State Circuits, 52(1), 210–217.
Zimmermann, J., & Gräupner, P. (2010). Generation of arbitrary freeform source shapes using advanced illumination systems in high-NA immersion scanners. In Proceedings of SPIE 7640, Optical microlithography XXIII, 764005.
Tolani, V., Peng, D., He, L., Hwa, G., Chang, H.-M., Dai, G., Corcoran, N., Dam, T., Pang, L., Tuo, L. C., Chen, C. J., & Lai, R. (2010). Lithographic plane review (LPR) for sub-32nm mask defect disposition. In Proceedings of SPIE 7823, Photomask Technology 2010, 78232G. https://doi.org/10.1117/12.864284
Hong, J., Lee, J., Kang, E., Yang, H., Yim, D., & Kim, J. (2006). Characterizing optical proximity effect difference among exposure tools. In Proceedings of SPIE 6152, Metrology, Inspection, and Process Control for Microlithography XX, 61522N. https://doi.org/10.1117/12.656
Acknowleadgements
This research was supported by the MSIT (Ministry of Science and ICT), Korea, under the ITRC (Information Technology Research Center) support program (IITP-2022-0-01798) supervised by the IITP (Institute for Information & Communications Technology Planning & Evaluation). And this research was funded and conducted under the Competency Development Program for Industry Specialists of the Korean Ministry of Trade, Industry and Energy (MOTIE), operated by Korea Institute for Advancement of Technology (KIAT) (No. P0023704, Semiconductor-Track Graduate School (SKKU)).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Lee, H., Rah, H., Lee, H. et al. Optimization of Pupil Fit Parameters for Contact Hole Pattern CD Difference Improvement. Int. J. Precis. Eng. Manuf. 25, 731–738 (2024). https://doi.org/10.1007/s12541-023-00945-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12541-023-00945-x