
Abstract
The presented article deals with the comparison of accuracy different measuring methods, in order to determine the achievable level of measurement accuracy as well as to evaluate deviations that may occur when measuring the identical component on different machine. The measured component was cemented carbide rod of 10 mm diameter manufactured by the company Ceratizit. Two measurement systems with various degrees of reported accuracy were utilized—coordinate measurement machine Zeiss Prismo Ultra and optical microscope Zoller Genius 3 s. Data obtained by the measurement were evaluated and compared. The experiment was carried out so that appropriate measuring system can be chosen when measuring cutting tools based on the various specific requirements depending on the currently conducted experiments, reducing the time it takes to have the tools measured as well as the load on measuring machines operators. Another reason for the experiment was to determine whether used measurement systems are capable of measuring micro-geometry of the cutting tools, which turned out to be not possible due to the technical limitations of both methods. Comparing the values of deviations between the measuring devices used in the experiment it can be concluded that the accuracy of optical measurement method is sufficient for use in other ongoing experiments when measuring basic tool geometry.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Sufficient accuracy of cutting tools as a component of the machining process is one the most important entry parameters of the process, therefore ensuring the correct measurement procedure for cutting tools can be considered to be crucial if outcome of both the tool manufacturing process as well as the process of machining using the measured cutting tool needs to fulfil the accuracy requirements [1, 2]. Using basic cylindrical shape to compare accuracy of two different measuring systems that are used at the laboratory was undertaken due to the high accuracy of the cemented carbide rod as well as its material properties. Initially, the reason for comparing two different machines was their location and availability as well as their relation to the ongoing research dealing with hundreds of cutting tools that require to be measured as accurately as possible.
Based on the previously carried out research by other authors [3, 4], as well as certified measurement protocols guaranteed by the manufacturer of the measuring device [5], it may seem redundant to compare touch and optical measurement methods of cutting tools. Comparing optical measurement techniques to coordinate measurement machines seems to be the topic of some research, such as comparison of the measurements results of computer tomography with coordinate measurement machine using small diameter spherical shapes. They observe measurement deviations of up to ± 0,15 mm, accounting for the measurement errors [6]. Authors develop an alignment method for gears when measured by optical scanning. Results of the new measurement method are compared to the results of tactile measurement. Using this technique, it’s possible to obtain considerably lower deviation of measurement [7]. However, if we take minimal requirement of the measurement’s accuracy into account, as well as availability and time needed for the measurement, the conclusions about the advantages and disadvantages of certain measurement methods of cutting tools may no longer be so straightforward [8, 9]. As advantages of optical measuring devices can be considered the short time it takes to set up a measurement series, ease of use as well as comparably lower price of these devices compared to CMMs (Coordinate Measuring Machines). On the other hand, while the devices are more expensive, touch measurement is more accurate and can be used on multitude of parts, not being limited to only cylindrical shapes like monolithic cutting tools. Cutting tools, and especially mills for difficult-to-cut materials with complex geometry may be difficult to measure using touch methods, and certain aspects of the geometry may not be possible to measure at all [10,11,12]. In addition, these systems are not sufficient for measurement of tool microgeometry, which plays a substantial role in the machining process [13]. Moreover, optical measurement can be automated to a certain extent, and while nowadays automation is possible for coordinate measuring machines as well, due to the technicalities of the touch measurement it may not be as viable as optical measurement systems [14]. Some of the issues arising from human operation can be mitigated by implementing robotic control of the measurement [15]. Precision of the CMMs themselves was a subject of research, where authors measure probe tip spheres meant for use on coordinate measurement machines. Both the dimensional characteristic of radius and geometrical property of sphericity are measured. For this purpose, a novel measurement system gets developed, utilizing a tactile microsphere [16]. Master’s thesis deals with evaluation of optical measurement methods and their standards across the industry. Traceability of the optical systems can pose a challenge, and the author suggests a development of a virtual optical coordinate measuring machine for this purpose [17]. The experiment described herein comparing the precision of both measurement devices was carried out in order to find out what device is more suitable for the measurement of cutting tools from the standpoint of both accuracy and speed of sufficient data acquisition.
2 Materials and Methods
Brief description of the methodology employed during the experiment follows.
2.1 Carbide Rod
Part used for the experiment was solid carbide rod with diameter of 10 mm and tolerance of h5 (+ 0;-6 µm), as specified by the manufacturer Ceratizit. The reason for choosing the carbide rod was that it is of simple enough shape to be measured by wide variety of measuring systems that are available at the Centre of Excellence of 5-axis Machining at MTF STU (CE5AM), and its shape constitutes a basic cylindrical shape of cutting tools that are often measured for other experiments that take place at the faculty laboratories. Another reason was that solid carbide material is stable in respect to the temperature, having very low thermal expansion properties—6 × 10–6/K, [18] as not all measurements were conducted in controlled laboratory conditions.
2.2 Ultrasonic Cleaning
Preceding every measurement, the carbide rod was repeatedly cleaned in the ultrasonic cleaner Elma Elmasonic P 30 H. Rod was completely submerged in the isopropyl alcohol solution. Ultrasonic cleaning removes any excess mechanical particles that could be attached on the rod’s surface and negatively influence the accuracy of data acquisition process [19]. After cleaning, the rod was stored in a plastic container that was cleaned beforehand using compressed air. Special care was taken not to touch or otherwise interact with the end of the rod that was going to be measured.
2.3 Measurement Series
A series of five measurements of the rod’s diameter was conducted in 4 mm increments, starting 2 mm from the top of the rod.
2.4 Measurement on Zeiss Prismo Ultra
First set of measurement was carried out on coordinate measuring machine ZEISS Prismo ultra. This machine is operating in a controlled environment laboratory, with constant temperature of 20 °C and humidity of 50%. Maximum allowed device error stated by the coordinate measuring machine manufacturer is 0.5 + L/500 μm which is 0.7 μm considering the length of the rod. Software used to prepare CNC measuring program was Zeiss Calypso, as the measurement on the CMM was conducted in automatic mode. This allows for very precise control over the measurement parameters. Before the measurement, CMM was calibrated using a standard reference sphere. Setup of the measurement can be seen on Fig. 1.

Touch probe measurement of the carbide rod
Carbide rod was clamped in a three jaw chuck which was fixed to the table, so that the measured object is as stiff as possible. Measurement was done in NC automated mode, by loading the paths from Zeiss Calypso software. During the measurement, touch probe with Zeiss ruby stylus of 4 mm diameter was used to collect point data from the rod’s surface. After the measurement series were completed, obtained data were exported into measurement reports that contain list of features with their dimensional values.
2.5 Measurement on Zoller Genius 3 s
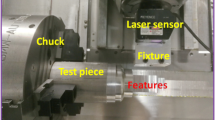
Universal tool measuring machine Zoller Genius 3 s uses optical cameras with magnification of up to 200 times to measure various parameters of cutting or grinding tools. The rod was clamped in a hydraulic chuck and standard automatic program for measuring the tool diameter was used, with the same offsets as previously stated. Measurement setup can be observed in Fig. 2. Obtained values were exported into measurement reports. For an overview a comparison of advatages and disatvantages of both measurement systems is stated in Table 1.

Optical measurement of the carbide rod
3 Results
All the obtained data were evaluated and compared. Actual measured values by both measurement systems, as well as their averages are presented in Tables 2 and 3.
Average values for each measured diameter as well as minimum and maximum deviations were plotted into graph as illustrated in Fig. 3. Upper and lower deviation limits are also shown for reference. It can be see that the values obtained by both measurement systems are within deviation limit specified by the manufacturer.

Measured values for both systems
For better readability, the deviations of measurement were plotted into a separate graph as illustrated in Fig. 4.

Deviations of measurement comparison
4 Discussion
Based on the technical parameters of the measurement systems used in the experiment, it should be safe to assume that the most accurate result will be achieved by the touch probe measurement on the coordinate measuring machine. Therefore the values obtained on this machine were used as a reference values to which the values obtained by the optical measurement system Zoller Genius 3 s were compared to. Considering the values of deviations presented in the previous chapter, it can be said that as far as measurement of geometry of the cutting tools is concerned, using Zoller Genius 3 s measurement system is sufficiently accurate. Even if due to the nature of the optical measurement the results are not as accurate as the touch measurement, the difference is not significant enough to influence the outcome of the tool manufacturing process by grinding. Experimental setup used for the experiments was based on the real measuring conditions of cutting tools in the laboratory, repeated measurements ensured that observed deviations could be accurately tracked. Effect of changing air temperature in the laboratory could negatively contribute to the obtained results of deviations when it comes to the optical measurement system, however this influence was part of the reason why the experiment was carried out in the first place. Attempts of microgeometry measurement of cutting tools on the optical system were made previously, but due to the limited positioning options it did not produce satisfactory results. Experimental results confirmed the assumption that preferred measurement device for cutting tools at the CE5AM laboratory should indeed remain to be Zoller Genius 3 s, as it is accurate, fast and easy to use compared to the coordinate measuring machine.
5 Conclusion
The experiment described in this article was performed in order to verify the choice of measurement device of solid carbide cutting tools that are manufactured and used at the CE5AM laboratory. Variability of the measurement for both systems has proven to be both comparable and sufficient for this task. However, this only goes as far as macro-geometry of the tools is concerned. Future research could focus on the use of these measurement systems for measuring tool micro-geometry.
References
Česáková, I., Zetek, M., & Švarc, V. (2014). Evaluation of cutting tool parameters. Procedia Engineering, 69, 1105–1114. https://doi.org/10.1016/j.proeng.2014.03.098
Danzl, R., & Helmli, F. (2008). Geometry and wear measurement of cutting tools.
Gapinski, B., Wieczorowski, M., Marciniak-Podsadna, L., Dybala, B., & Ziolkowski, G. (2014). Comparison of different method of measurement geometry using CMM, optical scanner and computed tomography 3D. Procedia Engineering, 69, 255–262. https://doi.org/10.1016/j.proeng.2014.02.230
Maeda, Y., Uchida, H., & Yamamoto, A. (1989). Measurement of the geometric features of a cutting tool edge with the aid of a digital image processing technique. Precision Engineering 0141-6359/89/030165-07
Grubbs, F. (1973). Errors of measurement, precision, accuracy and the statistical comparison of measuring instruments. Technometrics, 15(1), 53–66.
Weiß, D., et al. (2019). Verifying the measurement accuracy for X-ray cone-beam CT scans of objects smaller than 5 mm diameter. In iCT 2019—9th Conference on Industrial Computed Tomography.
Urbas, U., et al. (2022). Novel alignment method for optical 3D gear metrology of spur gears with a plain borehole. Measurement, 192, 110839.
Zaujec, R. (2014). Methodology measuring geometry of the shank cutting tools. Diploma thesis. Slovak University of Technology in Bratislava.
Peterka, J., et al. (2013). Optical 3D scanning of cutting tools. Applied Mechanics and Materials, 421(2013), 663–667. https://doi.org/10.4028/www.scientific.net/AMM.421.663
Helmli, F., Danzl, R., & Scherer, S. (2011). Optical measurement of micro cutting tools. Journal of Physics: Conference Series, 311(1), 012003. https://doi.org/10.1088/1742-6596/311/1/012003
Jang, S. H., Shimizu, Y., Ito, S., & Gao, W. (2014). A micro optical probe for edge contour evaluation of diamond cutting tools. Journal of Sensors and Sensor Systems, 3(1), 69–76. https://doi.org/10.5194/jsss-3-69-2014
Zou, Z., Zhang, X., Chan, K., Yue, T., Guo, Z., Weng, C., & Liu, J. (2023). An analysis of the uneven tool electrode wear mechanism in the micro-electrical discharge machining process. International Journal of Precision Engineering and Manufacturing-Green Technology, 10, 1375–1391.
de Santana, M. I., & Polli, M. L. (2022). Effects of tool edge preparation on tool life in drilling of SAE4144M steel. International Journal of Precision Engineering and Manufacturing, 23(10), 1113–1122.
Zhang, X., Tsang, W.-M., Yamazaki, K., & Mori, M. (2010). A study on automatic on-machine inspection system for 3D modeling and measurement of cutting tools. Journal of Intelligent Manufacturing, 24, 71–86. https://doi.org/10.1007/s10845-011-0540-6
Kim, B. S., Jeong, S. T., & Ahn, H. J. (2023). The prediction of the angular transmission error of a harmonic drive by measuring noncontact tooth profile and considering three-dimensional tooth engagement. International Journal of Precision Engineering and Manufacturing, 24(3), 371–378.
Zhao, W. et al. (2023). High-precision radius and sphericity measurement for microspheres of micro-CMM probe tip. Measurement Science and Technology.
Luthuli, Z. (2020). Traceability of measurements in optical coordinate measuring machines. Master’s thesis. Stellenbosch University.
Hidnert, P. (1937). Thermal expansion of cemented tungsten carbide. Journal of Research of the National Bureau of Standards, 18, 47–52.
Fuchs, F. J. (1995). Ultrasonic Cleaning: Fundamental Theory and Application. NASA. Marshall Space Flight Center, Aerospace Environmental Technology Conference.
GOM Metrology. (2023). Tactile and optical measurement technology for dimension checks. Accessed 28. August 2023. <https://www.gom.com/en/topics/tactile-and-optical-measurement-technology>
Acknowledgements
The article was supported by research project Development of new progressive cutting tools for machining parts produced by WAAM additive manufacturing technology to reduce the number of cutting tools when machining parts from different types of materials, (ITMS2014+: 313011BWQ8) supported by the Operational Programme Integrated Infrastructure funded by the European Regional Development Fund.
Funding
Open access funding provided by The Ministry of Education, Science, Research and Sport of the Slovak Republic in cooperation with Centre for Scientific and Technical Information of the Slovak Republic
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Vozár, M., Pätoprstý, B. & Hrušecký, R. Comparison of Tactile and Optical Measurement Methods Using Precise Geometrical Shape. Int. J. Precis. Eng. Manuf. 25, 565–570 (2024). https://doi.org/10.1007/s12541-023-00943-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12541-023-00943-z