
Abstract
Using aluminium metal matrix nanocomposites has recently gained increased attention in the industry due to their high strength and ductility. In this paper, TiO2 nanoparticles in volume percentages of 5 wt. % were added to the AA2024 alloy using the stir casting method. Using a novel powder injection system, TiO2 nanoparticles with an average particle size of 30 ± 5 nm was added to the matrix. The influence of TiO2 content on the fatigue life before and after heat treatment was studied. The results showed the fatigue properties of AA2024 with TiO2 nanoparticles increased after heat treatment. The optimum improvement in fatigue properties was obtained at 5 wt. % TiO2 after heat treatment, with an improving fatigue life in 14.71% compared with sample based. This is due to an increased number of fine precipitates besides its uniformly distributed after heat treatment. The fatigue life of the composite materials with added nanoparticles was investigated using a finite element-based ANSYS workbench. There was a good match between what happened in the experiments and what happened to the numerical fatigue strength. For the composite materials, the difference between the experimental and numerical values of fatigue strength was not greater than 4% for the matrix. The results also, indicated that, after ageing, the precipitate-free zone at the inter-dendritic zone disappeared or became smaller. However, after adding 5 wt. % of titanium and, also, performing heat treatment, it is not possible to precipitate the Al2CuMg precipitates, and, instead of it, the Al3TiCu and Al7TiCu phases precipitates have been formed.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Aluminium alloys are widely utilised in automotive vehicles and a variety of other products in daily use. These metals are favored for their excellent combination of lightweight, high strength, good corrosion resistance, and cost-effectiveness [1]. The substitution of heavy metals with lightweight materials has been a common practice in aerospace structures for many years, and it has now become a key focus in other industries, including automotive, truck manufacturing, and military vehicles [2, 3]. Aluminium alloys are increasingly replacing steel in applications where reduced weight and lower maintenance costs are desired. Moreover, aluminium alloys offer the advantages of being lightweight and having a favorable strength-to-weight ratio. In order to be suitable for structural applications, materials must possess good fatigue resistance. Some aluminium alloys are strengthened through precipitation hardening, which is one of the most significant strategies for enhancing aluminium's durability [4, 5]. Hybrid composite materials are increasingly being used in many engineering applications due to their superior properties and benefits over conventional composite materials [6, 7]. The goal is to achieve a synergistic effect of reinforcing properties on the overall composite properties [8]. In hybrid composite materials, multiple types of reinforcement are used within a single matrix. This approach offers greater control over the properties of the composite and enables a better balance between the advantages and disadvantages of different composite materials [9]. It is estimated that approximately 90% of mechanical service failures are caused by wear and fatigue. Fatigue can be categorized into several types, including mechanical fatigue from fluctuating stresses, creep fatigue from cyclic loads at high temperatures, thermal fatigue from cyclic temperature changes, thermo-mechanical fatigue resulting from a combination of mechanical and thermal effects, corrosion fatigue from cyclic loads on corroded materials, and fretting fatigue due to cyclic stresses and sliding friction between surfaces. Fatigue failure occurs at stress levels well below the material's yield point [10, 11]. Fatigue is a failure that occurs in metals when subjected to alternating loads, so the operational stresses must be kept below the ultimate stress level. If the loads exceed the ultimate stress, micro cracks will initiate, propagate, and ultimately lead to material failure [12]. There are many ways to reduce fatigue failure using surface processing methods such as laser, shot peening, and heat treatment. Another method used to improve the fatigue resistance of aluminium and its alloys is to reinforce them with nanoparticles of SiC, TiO2, Zr2O3 and Al2O3 with a particle size less than 100 nm [13]. In general, the distribution of the reinforcements and homogeneity play a significant role in the fatigue properties. The effect of orowan strengthening may be another source for strengthening composites [14]. According to the orowan mechanism, nanoparticles act as obstacles that impede the movement of dislocations near the reinforcing particles within the matrix. The load shift from the matrix to the nanoparticles also plays a main role. The addition of BN and SiC particles avoids cracking during loading and may enhance the strength. The addition of TiN nanoparticles restrains grain growth during sintering. The high strength of the Al2024-TiN nanocomposite is mainly attributed to ultra-fine grains, Orowan strengthening, and dislocation strengthening caused by the TiN nanoparticles [15].
In recent years, aluminium metal matrix composites (AMMCs) have attracted a lot of attention because of their good machinability, light weight, weldability, low coefficient of thermal expansion, corrosion resistance and favourable mechanical properties, for example, ultimate tensile strength (UTS), hardness and yield strength (YS) [16, 17]. These advantages have led to the utilization of AMMCs in various applications across industries such as aerospace, aircraft, and automotive. They are used in the production of camshafts, cylinder liners, connecting rods, brake rotors, main bearings, calipers, electronic components, engine pistons, and more [18]. Some advantages of AMMCs in the field of transport are reduced noise, low airborne emissions and low fuel consumption. In addition, the reinforcement techniques of AMMCs can provide economically viable solutions as shown by recent successes in military and commercial applications of the use of various nanoparticles such as SiC, Co2O3, TiO2, Zr2O3 and Al2O3 [19, 20]. Several manufacturing methods are employed to produce composite materials, including compo casting, stir casting, spray decomposition, and powder metallurgy [21, 22]. Jaber et al. [23] investigated the stir casting technique and the fatigue and mechanical characteristics of AA6063-T4 aluminium matrix composites reinforced with 3, 5 and 7 wt. % of TiO2. They observed that the ultimate tensile strength (UTS) and yield strength (YS) improved with increasing TiO2 content. The optimal improvement in these mechanical properties was achieved at 7 wt. % TiO2, with approximately 9% improvement in UTS and 18% improvement in YS compared to the base alloy. The study also demonstrated that at 7 wt.% TiO2, the fatigue behavior (life and strength) improved compared to the base matrix. This improvement in fatigue behavior can be attributed to the presence of hard TiO2 particles, which enhance the strength of the soft matrix and result in increased composite strength. In another study, Rahma et al. [24] utilized the stir casting method to investigate changes in the tensile strength and fatigue properties of AA7075-T6 aluminum alloy with the addition of 1, 3, 5, 7, and 9 wt. % TiO2 nanoparticles. The findings revealed that the fatigue strength of the specimen with 9 wt. % TiO2 nanoparticles at 108 cycles was 81.7 MPa, compared to 73.9 MPa for AA7075-T6 aluminum alloy alone, representing a 7.8% improvement in fatigue strength. Mamoon and Al-Jaafari [25] studied the fatigue properties of AA6061 aluminium alloy as a base metal matrix reinforced with SiC nanoparticles (0.5, 1.0, 1.5, 2.0 and 2.5 wt. %) with a particle size of 10 nm [26]. The nanocomposite was fabricated using the stir casting method. Fatigue testing was performed using a rotating bending load and stress ratio (R = − 1). The highest fatigue strength and life were observed at 2.0 wt. % of SiC nanoparticles at 107 cycles, showing an improvement of approximately 11.48% compared to the as-cast AA6061 alloy [27]. The authors attributed the enhancement in the nanocomposite to factors such as reduced porosity, strong bonding between SiC and the AA6061 matrix, and the high mechanical properties and uniform distribution of SiC. Rawnaq [28] studied the mechanical properties and damping characteristics of cast A332 aluminium alloy-based composites produced by the stir casting method. The author considered three different amounts of added alumina Al2O3, and different particle sizes. The study explains that heat treating the alumina particles with the use of the injection and mixing process improved the homogenisation and distribution of the nanoparticles. Melting the aluminium also improved the properties of hardness, yield strength, and wear resistance and these properties improve as the amount of alumina increases compared to the original base alloy. The wear rate was lower than that of the original alloy, and an enhancement in the damping property was also observed.
After reviewing the available literature, it has been found that the impact of adding titanium to Al-Cu-Mg alloys through stir casting has not been thoroughly investigated. The AA2024 aluminum alloy belongs to the Al-Cu-Mg alloy series, which relies on S (Al2CuMg) and θ (Al2Cu) precipitates as the primary strengthening factors. Introducing titanium to this alloy group can facilitate the formation of high-strength titanium aluminides. One drawback of Al-Cu-Mg alloys is their vulnerability to thermal instability at higher temperatures. However, by creating titanium aluminides, which exhibit excellent thermal stability, and ensuring their uniform distribution throughout the aluminum matrix, the thermal stability of these alloys can be improved. The purpose of this study is to address this research gap by incorporating TiO2 nanoparticles as reinforcement for aluminum AA2024 alloys.
In this study, AA2024-TiO2 nanocomposites with a TiO2 content of 5% wt. was fabricated using the stir casting process. The effects of heat treatment on the fatigue behavior of AA2024-TiO2 at room temperature were investigated. The fatigue properties of the nanocomposite were compared with the results of the base metal. The priorities of modern engineering applications, particularly for the automobile and aerospace industries, are attractive properties such as lightweight, high strength, and high resistance. This study evaluates the fatigue properties of the aluminum alloy AA2024 with TiO2 nanoparticles obtained from experimental work, simulates the experimental results using FEM in an ANSYS 16.1 workbench, compares the results, and presents a reliable validation reference by considering the stress-life approach in the calculations.
2 Experimental Work
2.1 Materials
The AA2024 aluminium alloy was used in this study due to its favourable mechanical properties (high toughness, high strength, and good wear resistance), so it is preferred in automobiles, aircraft, the aerospace sector, and missile components. The chemical analysis of this alloy was studied at Russia’s Samara universities. Scanning electron microscopy (SEM) (by TESCAN VEGA) was carried out to reveal the micrographs of the fracture surface and to analyse the microstructure AA2024 aluminium alloy-based nanocomposite, the mechanical properties are presented in Table 1
The selected reinforcement material was TiO2 nanoparticles with a size of 30 ± 5 nm. The physical–chemical properties of the nanoparticles are presented in Table 2, and their SEM micrograph is shown in Fig. 1. The composite was prepared with a reinforcement content of 5 wt. %.

SEM micrographs of TiO2 nanoparticles
2.2 Casting Process
The matrix material samples were preheated to 700 °C in a graphite crucible using an electric furnace to ensure all the contents were completed melted. The reinforcement nanoparticles (TiO2) were stirred for about 4 min at 200 rpm to achieve a homogenous mixing of the particle reinforcing agents in the matrix. Subsequently, the samples were solution treated at 500 °C for 3 h in an air-circulated furnace and water quenched at room temperature. The water quenching was followed by an aging process at 175 °C for 3 h, and then the samples were cooled in air, as illustrated in Fig. 2

A The casting mould and B The stir casting furnace for melting
2.3 Fatigue Testing
The fatigue test was conducted to determine the fatigue strength of the material. Due to the statistical nature of fatigue, a significant number of tests are required. In the rotating-beam test, a constant bending load is applied, and the number of revolutions (stress reversals) required for the beam to fail is recorded [30]. The initial test is performed at a stress level slightly below the ultimate strength of the material. Subsequent tests are carried out at progressively lower stress levels. This process is repeated, and the results are plotted os an S–N diagram.
The specimens were made with the CNC Milling Machine computer program (C-test). To achieve adequate dimensions for fatigue tests based on standard standards, all samples were machined with meticulous control to produce a good surface polish and decrease residual stresses. A HI-TECH rotating-bending fatigue testing machine (Fig. 3) was used to ensure all fatigue specimens received constant and variable amplitude loading.

The HI-TECH rotating-bending fatigue testing machine [31]
Samples for the fatigue test were prepared from the base alloy (AA2024) with dimensions in mm according to (DIN 50113) standard values. All samples were machined with careful control to produce a good surface finish and to reduce residual stresses to obtain suitable dimensions for fatigue samples based on standard specifications. The dimensions of specimens for the fatigue testing are shown in Fig. 4.

Fatigue test sample with dimensions in mm
3 Results and Discussion
The first attempts to analyses the fatigue behaviour of materials and structures were based on experience with real-world constructions. The fatigue life of a specimen or structure is the number of stress cycles taken for its to break.
This number of cycles is affected by many factors, such as the stress level, stress state, cyclic wave form, fatigue environment, and the metallurgical condition of the material. Using the experimental data in Table 3, the S–N curves for the base material AA2024 and the composites were produced.
3.1 S–N Curves Results
Aluminium alloys are regarded as particularly appealing structural materials, and they also offer adequate corrosion resistance due to their inherent ability to form a very solid and adherent passive layer under normal atmospheric conditions. The fatigue behaviour can be described by Basquin’s equation:
where Nf is the number of strain cycles to failure, σf is the fatigue strength coefficient, A and α are materials instants as shown in Table 4.
where Σf is the applied fatigue stress (MPa) and H is number of stress levels applied.
Figure 5 shows the behaviour of fatigue in a constant amplitude test (RT) for a sample with 5 wt.% TiO2 nanoparticles and compares it with a sample free of nanomaterials before and after heat treatment and ageing. The endurance limit results show that the nanocomposite has a higher fatigue strength when compared with a sample of the base material (samples free of nanomaterials). The endurance fatigue limit of the nanocomposite is clearly higher by 7.3% than the base metals. The nanocomposite has a maximum fatigue strength of 82 MPa. The existence of hard TiO2 nanoparticles, which provide strength to the soft aluminium matrix, resulting in higher composite strength, can explain the improvement in fatigue behaviour (life time and strength). This happens as hard nanoparticles dispersed in the base metal can lead to a small flow of elastic metals, enhancing the composite’s strength. Furthermore, the interaction between nanoparticles and dislocations during cyclic loading significantly influences the fatigue behavior of aluminum alloys. Nanoparticles can act as obstacles for dislocation movement, effectively strengthening the material and improving its fatigue resistance. These findings coincide with those of Parast et al. [33].

S–N curves for AA2024 aluminium alloy with different weight percentages of TiO2 nanoparticles, test temperature 25 °C
It is clear the AA2024-5 wt.% TiO2 nanocomposite has the best fatigue strength. This means the addition of 5 wt.% TiO2 results in increasing the fatigue strength by 7.18%. R2 is the correlation coefficient which represented the fitting of the experimental data to the line of the equation. This finding agrees well with the conclusion of Parast et al. [34]. Heat treatment has the ability to alter the microstructure of aluminum alloys by influencing the distribution and size of precipitates, grain size, and the presence of dislocations. The incorporation of nanoparticles can further impact these microstructural changes. These modifications can contribute to improvements in fatigue resistance by reducing crack initiation and propagation. The formation of fine precipitates and particles in the microstructure can enhance the fatigue limit and generate more strain fields as the content of Al-Ti-based intermetallics (IMCs) increases. It is likely that the formation of these IMCs plays a crucial role in enhancing the durability of these alloys, as the alloy elements are uniformly distributed within the solid solution.
3.2 Microstructure of the Fracture Region
The cooling process results in tangential compressive stress in the matrix and radial hydrostatic tensile stress in the nanocomposite. As a result, when there are small cracks, the matrix’s compressive stress stops them from spreading. This has a positive effect on the fracture toughness of the composite. As shown in Fig. 6B, the preferential direction of the crack propagation is perpendicular to the tensile stress direction and parallel to the direction of the compressive stress [35, 36].

SEM micrographs of the fracture surface of AA2024-TiO2 composites: A 0 wt.% before heat treatment, B 0 wt.% after heat treatment, C 5 wt.% before heat treatment and D 5 wt.% after heat treatments
There is a lot of stress in the second phase and this can make the tip of the crack go in a different direction in the matrix than if there had not been stress. In the second phase, radial stress and tangential compression in the matrix can make the tip of the crack move when it comes close to the reinforcing particles. Residual stress in the matrix becomes more pronounced when nanoparticles have a spherical shape and possess higher strength and elastic modulus than the matrix without nanoparticles. Heat treatment can introduce surface modifications, such as the formation of oxide layers or diffusion of alloying elements. These modifications can influence the fatigue behavior, particularly at the surface, by altering crack initiation sites or creating residual stresses that affect crack propagation. The presence of nanoparticles can interact with these surface modifications, further influencing the fatigue properties. This phenomenon holds true for composites containing various types of nanoparticles [37].
3.3 Numerical Analysis Results
In order to obtain a rough answer to the problem, numerical software is used. Verification of numerical results is possible once the experimental results are available. In this study, a finite element analysis (FEA) model was constructed based on the dimensions of the experimental fatigue specimen [38]. The process of building the model geometry in ANSYS Workbench 16.1 begins by sketching a circle shape with a diameter of 10 mm and pulling it by 22 mm to create a solid geometry. Next, another circle with a diameter of 4 mm is selected and pulled by 21 mm. Finally, a third circle with a diameter of 10 mm is chosen and pulled by 22 mm to complete the desired shape and obtain the entire specimen body. The entire 3D model was stored for easy import into ANSYS Workbench 16.1. The following command sequence can be used to provide material properties for the model: engineering data, general material, input properties, and saved data. Furthermore, the meshing process was carried out by selecting the automatic method and then choosing the 'produce mesh' option. The model's number of elements and nodes were created automatically. The total number of elements was 510, while the total number of nodes was 2582 as shown in Fig. 7.

A ANSYS model used for fatigue analysis, B The model with mesh
Under the boundary conditions shown in Fig. 8, the applied load can be changed to obtain the equivalent alternating stress (applied stress level) and corresponding fatigue life. The fixed support indicates that the specimen end was clamped with all degrees of freedom fixed (Fig. 8a), and at the other end, the load was applied as shown in Fig. 8b.

The model: A with fixed support, and B with applied load
In the fatigue simulation, after entering all the details (such as tensile strength 296 MPa, yield stress 240 MPa, stress ratio (R =− 1), and strain 20.4, by running the ANSYS 16.1 program, the theory of failure will be assumed for all the materials. And by using the fatigue tool option, we add the following: the equivalent stress and fatigue life at different loads. For example, as shown in Fig. 9, the maximum equivalent stresses induced in the specimen due to the applied load are concentrated at the midpoint region of the model. The maximum total deformation due to the applied load on the specimens, as shown in Fig. 9b, illustrates the maximum deformation value occurs at the force point of action and then decreases to the minimum value (equal to zero) at the fixed support.

a figure shows the equivalent stress contour, b contour plot of deformation in the x-direction
In this work, the applied load on the specimen can be changed until the part fails due to fatigue, thus altering its fatigue life. For each load, the fatigue life can be determined numerically, and the S–N curve can be obtained for each composite material used in this study. The minimum value of the fatigue life is concentrated in the middle region of the model, as shown in Fig. 9a.
The fatigue life is the most essential factor that can be obtained from numerical analysis based on Basquin's equation. Figure 10 shows the numerical behavior of fatigue life, including the S–N curves for the as-cast AA2024 aluminum alloy and the composite AA2024-5 wt.% TiO2 after heat treatment, compared with the experimental fatigue life behavior.

Comparison of the S–N curves for the experimental and numerical data for the AA2024-5 wt.% TiO2 composite
The equation for the S–N curves can be deduced from the figures above. The comparison between the experimental work and numerical data showed similar behavior. In all cases, the highest percentage error in fatigue strength between the values does not exceed 5.5%.
3.4 Microstructure of the Materials
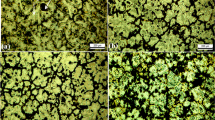
Optical microscopy images of microstructures in various samples, before and after heat treatment, are displayed in Fig. 11. Microscopically, we can observe several inter-dendritic IMCs as well as numerous fine precipitates dispersed throughout the microstructures. All artificially aged samples exhibited improved precipitate quality after heat treatment, with smaller and more uniform particles. In the inter-dendritic zone of the aging samples, a precipitate-free zone was observed. However, after heat treatment, the precipitate-free zone decreased in size. Additionally, in the titanium-containing samples, the precipitates appeared finer compared to the basic samples without titanium. When titanium is introduced, a gray block phase emerges alongside the dark phase. Most of these dark and gray phases are formed in the interdimeric zone. It is worth noting that the black and gray particles of the second phase, visible in the microstructure, grow after the aging heat treatment [39,40,41].

Optical microscopy images of; A sample 0%TiO2 before heat treatment, B sample 0%TiO2 after heat treatment, C sample 5wt.%TiO2 before heat treatment, D sample 5 wt.%TiO2 after heat treatment
A SEM examination was carried out to continue the assessment of the microstructure, type of precipitates and presence of IMCs. The results are displayed in Fig. 12. The microstructure of samples with 0% and 5% wt. of TiO2 were assessed. These precipitates became finer and more evenly distributed throughout the microstructure. Due to the high dissolving temperature of these intermetallic compounds, the inter-dendritic zone was also surrounded by Al7Cu2Fe and Al (Cu, Mn, Fe, Si). By introducing titanium into the sample, Al3TiCu and Al9TiFe IMCs were formed within the microstructure. Previous studies have also investigated the development of these IMCs. Titanium in the Al-Cu-Mg system reduces the solubility of copper in the alloy, and the formation of intermetallic compounds such as Al3TiCu and Al7TiCu reduces the copper-to-magnesium ratio in the aluminium matrix [42].

SEM image of AA-2024 alloy a AA2024—Before heat treatment, b AA2024—after heat treatment, c AA2024 -5wt. % TiO2 sample before heat treatment and d AA 2024—5 wt.% TiO2 after heat treatment
With addition titanium content, compounds absorb a significant amount of copper from the aluminum matrix, preventing the formation of Al2CuMg precipitates once 5 wt.% of TiO2 has been added. As observed, the addition of titanium results in the formation of Al3TiCu and Al9TiFe IMCs within the microstructure. Other researchers have also reported on the formation of these IMCs. These IMCs are formed in the vicinity of Al7Cu2Fe and Si-rich particles. In the presence of copper, copper substitutes into the crystal structure of the titanium aluminide structure [43].
4 Conclusions
Based on the experimental research and numerical simulations, the following conclusions can be drawn:
-
The AA2024-5 wt.% TiO2 nanocomposite exhibited the highest fatigue strength under constant amplitude loading, reaching 82 MPa at 107 cycles, which represents a 14.7% improvement compared to the base metal matrix.
-
The fatigue life factor (FLIF %) for all composites under different amplitude stresses (80,75, 70, and 60 MPa) showed an improvement compared to the metal matrix. The composite AA2024-5 wt.% TiO2 demonstrated the best improvement after heat treatment.
-
SEM analysis of the heat-treated AA2024-5 wt.% TiO2 nanocomposite revealed a fairly even distribution of TiO2 within the AA2024 base metal. The heat treatment and aging process led to a microstructure with finer and smaller grains compared to the metal matrix.
-
The finite element method implemented in ANSYS 16.1 workbench proved to be an effective tool for fatigue analysis. The numerical results were in agreement with the experimental results, with the largest difference between the experimental and numerical fatigue strengths being approximately 5%.
-
After heat treatment in the titanium-free sample, the Al2CuMg precipitates became finer and exhibited a more uniform distribution in the microstructure. Additionally, second-phase particles such as Al7Cu2Fe and Al (Cu, Mn, Fe, Si) were present throughout the interdimeric zone.
After aging heat treatment, the amount of Al3NiCu intermetallic compounds decreased in the titanium samples, while the presence of Ti-Fe rich compounds (Al9TiFe) increased.
References
Chawla, K. K. Composite Materials: Science and Engineering” 4th edition, Springer Nature Switzerland, (eBook). PP.455.AG (2019).
Dinh, K. A., Hong, S. T., Choi, S. J., Kim, M. J., & Han, H. N. (2020). The effect of pre-strain and subsequent electrically assisted annealing on the mechanical behaviors of two different aluminum alloys. International Journal of Precision Engineering and Manufacturing, 21, 2345–2358.
Vikram, N., & Kumar, R. (2015). Study of fatigue crack growth in 6063–T6 Aluminum Alloy. Independent Journal of Management & Production, 6(4), 973–990. https://doi.org/10.14807/ijmp.v6i4.343
Gara, N., Ramachandran, V., & Rengaswamy, J. (2021). Analytical and FEM Analyses of High-Speed Impact Behaviour of Al 2024 Alloy. Aerospace, 8, 281. https://doi.org/10.3390/aerospace8100281
Mahan, H. M., Konovalov, S. V., Osintsev, K., & Panchenko, I. (2023). The influence of TiO2 nanoparticles on the mechanical properties and microstructure of AA2024 aluminium alloy. Materials and Technology, 57(4), 379–384.
Awate, P. P., & Barve, S. B. (2019). Study on fabrication and characterization of aluminum metal matrix composite and nanocomposites. Journal of Applied Science and Computations, 6(5), 2620–2629.
Thirupathi, N., Kumar, R., & Kore, S. D. (2023). Non-coupled finite element modelling of electromagnetic radial compaction of pure Aluminium powder. International Journal of Precision Engineering and Manufacturing, 24(3), 325–336. https://doi.org/10.1007/s12541-022-00750-y
Alalkawi, H. J., Talal, A. A., & Safaa, H. A. (2012). Analysis the effects of shot peening upon the mechanical and fatigue properties of 2024–T351 Al-alloy. Engineering and Technology Journal, 30(1), 1–12.
Ganguly, P. W. J. (2003). In situ measurement of reinforcement stress in an aluminum-alumina metal matrix composite under compressive loading. Mat. Sci. Eng. A, 352, 46–54. https://doi.org/10.1016/S0921-5093(02)00450-1
Ali Abduljabar, H. (2016). Improvement of Fatigue life of AA7075 using Laser Shock Peening (LSP) Surface Treatment Technique. AL- Taqani, 29(1), 47–54.
Vassilopoulos, A. P., ed. Fatigue Life Prediction of Composites and Composite Structures. Second Edition, Elsevier Ltd. Woodhead Publishing Series in Composites Science and Engineering, 2020. https://doi.org/10.1016/B978-0-08-102575-8.00011-5
Koli, D. K., Agnihotri, G., & Purohit, R. (2013). Properties and characterization of Al- Al2O3 composites processed by casting and powder metallurgy routes (review). International Journal of Latest Trends in Engineering and Technology, 2, 486–496.
Singh, N., Mazumder, R., Gupta, P., & Kumar, D. (2017). Polymer-assisted co-precipitation route for the synthesis of Al2O3–13% TiO2 nanocomposite. Bulletin of Materials Science, 40(3), 527–535.
Assi, A. D., Hassan, A. A., & Hussien, O. (2020). Effect of adding SiC and TiO2 nanoparticles to AA6061 by stir casting technique on the mechanical properties of composites. Journal of Mechanical Engineering, Research and Developments, 43(6), 167–183.
Li, B., Sun, F., Cai, Q., Cheng, J., & Zhao, B. (2017). Effect of TiN nanoparticles on microstructure and properties of Al2024-TiN nanocomposite by high energy milling and spark plasma sintering. Journal of Alloys and Compounds, 726, 638–650. https://doi.org/10.1016/j.jallcom.2017.08.021
Shen, Y. L., Williams, J. J., Piotrowski, G., Chawla, N., & Guo, Y. L. (2001). Correlation between tensile and indentation behavior of particle-reinforced metal matrix composites: An experimental and numerical study. Acta Materialia, 49(16), 3219–3229. https://doi.org/10.1016/S1359-6454(01)00226-9
Rahi, D. K., & Dubey, A. K. (2022). Evaluation of Machining Performance for Electrochemical Surface Grinding of Aluminium Based Hybrid MMC. International Journal of Precision Engineering and Manufacturing, 23(9), 1039–1047. https://doi.org/10.1007/s12541-022-00670-x
Sajjadi, S. A., Ezatpour, H. R., & Beygi, H. (2011). Microstructure and mechanical properties of Al–Al2O3 micro and nano composites fabricated by stir casting. Materials Science and Engineering: A, 528(29), 8765–8771. https://doi.org/10.1016/j.msea.2011.08.052
Majzoobi, G. H., Rahmani, K., & Atrian, A. (2018). Temperature effect on mechanical and tribological characterization of Mg–SiC nanocomposite fabricated by highrate compaction. Materials Research Express, 5(1), 015046. https://doi.org/10.1088/2053-1591/aaa4e5
Mazahery, A., Alizadeh, M., & Shabani, M. O. (2012). Study of Tribological and Mechanical Properties of A356-Nano SiC Composites. Transactions of the Indian Institute of Metals, 65, 393–398. https://doi.org/10.1007/s12666-012-0143-8
Mahan, H. M., Konovalov, S., Panchenko, I., & Al-Obaidi, M. A. (2023). The Effects of Titanium Dioxide (TiO2) Content on the Dry Sliding Behavior of AA2024 Aluminum Composite. Journal of Mechanical Engineering, 20(3), 239–261.
Pardeep, S., Satpal, S., & Dinesh, K. (2015). Production and Some Properties of Si3N4 Reinforced Aluminum Alloy Composites. Journal of Asian Ceramic Societies, 3, 352–359. https://doi.org/10.1016/j.jascer.2015.07.002
Jaber, M. H., Aziz, G. A., Mohammed, A. J., & Al-AIKawi, H. J. (2020). Electrical conductivity, magnetic and fatigue properties of aluminium matrix composites reinforced with Nano-titanium dioxide (TiO2). Nanocomposites, 6(2), 47–55. https://doi.org/10.1080/20550324.2020.1769976
Rahma, N. M., Khalid, M. E., & Ali, A. M. (2018). Investigation and Improvement the properties of 7075Al/T6 Alloy using TiO2 nanomaterial. IOP Conference Series: Materials Science and Engineering, 454, 012144. https://doi.org/10.1088/1757-899X/454/1/01214
Mamoon, A., & Al-Jaafari, A. (2020). Fatigue behavior of aluminum sic nano composites material with different reinforcement ratio. IOP Conf Series: Materials Science and Engineering, 870, 012159. https://doi.org/10.1088/1757-899X/870/1/
Li, L., Ma, R., Zhao, J., & Zhai, R. (2023). Study on Hot Deformation Behavior and Bending Forging Process of 7075 Aluminum Alloy. International Journal of Precision Engineering and Manufacturing, 24(5), 729–744. https://doi.org/10.1007/s12541-023-00781-z
Kim, K. J., & Lee, J. W. (2022). Light-weight design and structure analysis of automotive wheel carrier by using finite element analysis. International Journal of Precision Engineering and Manufacturing, 23(1), 79–85. https://doi.org/10.1007/s12541-021-00595-x
Rawnaq, A. M. Characteristic Analysis of an Aluminum Alloy with Nanoparticulate ceramic Reinforcement. Ph.D. thesis. U.O.T, department of Machines &EQ. (2014).
Mahan, H. M., Konovalov, S. V., & Panchenko, I. (2023). Effect of heat treatment on the mechanical properties of the aluminium alloys AA2024 with nanoparticles. International Journal of Applied Science and Engineering, 20(2), 1–6.
Jiao, Y., Lee, G., Wang, L., Park, J. H., & Choi, N. S. (2022). Metal fatigue-limit estimation based on intrinsic dissipated energy. International Journal of Precision Engineering and Manufacturing-Green Technology, 9, 1527–1541. https://doi.org/10.1007/s40684-022-00458-4
Parast, M. S. A., Bagheri, A., Kami, A., Azadi, M., & Asghari, V. (2022). Bending fatigue behavior of fused filament fabrication 3D-printed ABS and PLA joints with rotary friction welding. Progress in Additive Manufacturing, 7(6), 1345–1361.
Raad, M. A., Ali, Y. K., Salah, M. K., & Alalkawi, H. J. M. (2021). Mechanical and Fatigue Properties of AA6061/Al2O3 Nano-composites based on the Effect of Stirring Temperature (ST). Eastern-European Journal of Enterprise Technologies, 4(12), 47–52. https://doi.org/10.15587/1729-4061.2021.238588
Chen, Z. W., & Yazdanian, S. (2015). Microstructures in interface region and mechanical behaviors of friction stir lap Al6060 to Ti-6Al-4V welds. Materials Science and Engineering A, 634, 37–45. https://doi.org/10.1016/j.msea.2015.03.017
Yu, L., & Liu, X. (2007). Ti transition zone on the interface between TiC and aluminum melt and its influence on melt viscosity. Journal of Materials Processing Technology, 182, 519–524. https://doi.org/10.1016/j.jmatprotec.2006.09.011
Ilman, M. N., & Iswanto, P. T. (2013). Fatigue crack growth rate behaviour of friction-stir aluminium alloy AA2024-T3 welds under transient thermal tensioning. Materials & Design, 50, 235–243. https://doi.org/10.1016/j.matdes.2013.02.081
Wang, L., & DU, X., Choi, N. (2022). Effects of Notch radius and thickness on the tensile strength and fracture mechanisms of Al6061-T6 plate specimens. International Journal of Precision Engineering and Manufacturing, 23(2), 177–194.
Ziemian, C. W., Sharma, M. M., Bouffard, B. D., Nissley, T., & Eden, T. J. (2014). Effect of substrate surface roughening and cold spray coating on the fatigue life of AA2024 specimens. Materials & Design, 54, 212–221. https://doi.org/10.1016/j.matdes.2013.08.061
Zhang, Y., Xu, H., Peng, R., Lu, Y., & Zhu, L. (2022). The state of the art of finite element analysis in mechanical clinching. International Journal of Precision Engineering and Manufacturing-Green Technology, 9, 1191–1214. https://doi.org/10.1007/s40684-021-00366-z
Farajollahi, R., Aval, H. J., & Jamaati, R. (2021). Effects of Ni on the microstructure, mechanical and tribological properties of AA2024-Al3NiCu composite fabricated by stir casting process. Journal of Alloys and Compounds, 887, 1614. https://doi.org/10.1016/j.jallcom.2021.161433
Mahan, H. M., Konovalov, S. V., & Shabeeb, O. A. (2023). Enhancement of Mechanical Properties and Microstructure of Aluminium alloy AA2024 By adding TiO2 Nanoparticles. International Journal of Nanoelectronics and Materials, 16(3), 481–494.
Ibraheem, B., Salman, S. F., & Ali, A. H. (2022). Numerical Analysis of Fatigue Life and Strength of AA5052 Aluminum Alloy Reinforced with ZrO2, TiO2 and Al2O3 Nanoparticles. Diyala Journal of Engineering Sciences, 15(2), 83–93.
Liang, M., Chen, L., Zhao, G., & Guo, Y. (2020). Effects of solution treatment on the microstructure and mechanical properties of naturally aged EN AW 2024 Al alloy sheet. Journal of Alloys and Compounds, 824, 153943. https://doi.org/10.1016/j.jallcom.2020.153943
Kim, J. T., Soprunyuk, V., Chawake, N., Zheng, Y. H., Spieckermann, F., Hong, S. H., & Eckert, J. (2020). Outstanding strengthening behavior and dynamic mechanical properties of in-situ Al–Al3Ni composites by Cu addition. Composites Part B: Engineering, 189, 107891. https://doi.org/10.1016/j.compositesb.2020.107891
Acknowledgements
The researchers would like to extend their sincerest gratitude to the staff at the Samara National Research University, 443086, 34 Moskovskoye Shosse, Samara, Russia, Materials.
Funding
Open access funding provided by Budapest University of Technology and Economics.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mahan, H.M., Konovalov, S.V., Najm, S.M. et al. Experimental and Numerical Investigations of the Fatigue Life of AA2024 Aluminium Alloy-Based Nanocomposite Reinforced by TiO2 Nanoparticles Under the Effect of Heat Treatment. Int. J. Precis. Eng. Manuf. 25, 141–153 (2024). https://doi.org/10.1007/s12541-023-00906-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12541-023-00906-4