
Abstract
The most important process in the manufacture of light-water reactor nuclear fuel rods is tube-cap welding, which serves to seal radioactive uranium materials. Tube-cap welding is a method commonly used in production by sealing various materials into tubes and caps, and is used in the manufacture of fuel rods in nuclear power plants. In this study, the simulation-based characterization of tube-cap welding was carried out to understand the underlying mechanisms that govern the welding process and to use a model that can predict the melted volume during the welding process. The simulation results were then used to analyze the effects of various welding parameters on the melted volume during welding process. To analyze the mechanism of welding phenomena in the tube-cap welding, various weld variables such as welding current, overlap length, and force were used. Those are the main variables in the tube-cap welding used in nuclear fuel rods manufacturing thought simulation. To predict the melted volume of the weld, a regression model and a neural network were used to predict the amount of melt using the process with the main process variables as input variables. The study quantitatively determined the effects of each welding variable on the melted volume and analyzed the correlation between two factors.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Tube-cap welding is a commonly used production method in which various raw materials are put into a tube, and, subsequently, both ends of the tube are covered with end plugs and then sealed. This method is widely used in the production of nuclear fuel rods in nuclear power engineering. To be more specific, nuclear fuel rods are produced as follows: uranium raw materials are inserted into a tube, and both ends of the tube is covered with end plugs and then sealed through welding. These nuclear fuel rods must be designed to ensure that, during combustion in the reactor, the cladding is not damaged, and thus leakage of radioactive material can be prevented. Given the importance of the quality of joints obtained by tube-cap welding, a number of relevant studies have been conducted thus far. Welding methods used to produce nuclear fuel rods include resistance welding techniques, such as resistance butt welding [1, 2], flash welding, brazing, and magnetic force welding [3, 4]; arc welding techniques, such as tungsten inert gas (TIG) welding [5]; and radiation welding techniques, such as laser welding and electron beam welding [6].
Among them, resistance welding methods, including butt welding and TIG welding, and laser and electron beam welding techniques are used in the joining process of nuclear fuel for light water reactors. Resistance butt welding, in particular, is most widely used in the domestic field due to its excellent productivity and quality reliability [7].
Resistance butt welding, however, involves a risk of radioactive material leakage in welded joints due to various factors, i.e., stress concentration arising from the weld reinforcement generated by the resultant plastic deformation, along with radioactive materials produced through fission of the uranium sintered body, causing the internal pressure and corrosion of the tubes to increase. Preventing this risk requires more stable and controlled welding conditions. However, given that tube-cap welding is performed inside a chamber within a very short period of time, only limited experimental approaches are available to optimize various welding conditions, and it is also difficult to identify the effect of these variable factors on welding phenomena and mechanisms [8,9,10].
In an attempt to overcome this limitation, in the present study, a simulation of a resistance butt welding process was performed, and based on the results, the effect of different variable factors on the welding process was examined, and databases were obtained. Further, models to predict the molten volume, which can be used as a criterion for the quality of welded joints, were proposed.
2 Resistance Welding
Resistance welding is a joining method in which the contact surface between two materials is melted using resistance heat generated when passing the current through the two stacked materials while keeping them under pressure. The mechanism of this process is based on Joule's law, as shown in Eq. 1 [11]
Here, Q is the amount of heat (J), I is the welding current (A), R is the electrical resistance (Ω), and t is the current passing time (sec).
The amount of heat generated in resistance welding is proportional to the square of the applied current, the combined electrical resistance, and the current passing time. Given that the current passing time is a factor that significantly affects the process cost, i.e., productivity, the smaller the time is, the better. In addition, the amount of heat generated is proportional to the square of the applied current, and thus even a small variation in the current can have a great influence on the process. Electrical resistance is generally classified into contact resistance and intrinsic resistance. Intrinsic resistance is determined by the length and cross-sectional area of the passage connecting the electrode to the base material through which the current flows, while contact resistance is determined by the pressure exerted on the electrode.
3 Simulation of Resistance Butt Welding
SORPAS 2D, a simulation software package for resistance welding, was used to simulate the resistance butt welding process [12,13,14].
3.1 Simulation Process for End-Cap Welding
Electrical, thermal and mechanical factors shall be considered simultaneously for the simulation of welds in end-cap welding. The ductility analysis process for this is shown in Fig. 1. For the initial external input, a mechanical module is used to calculate a change in contact area, an overall internal stress change, plastic deformation energy, friction and friction heat, and heat and electrical contact amounts. The changed shape calculated in this way is calculated by using the value calculated in the mechanical module to calculate the current density and acts as an input for heat generation such as joule heating along with the contact resistance. And the calculation of friction in the mechanical module acts as an input of heat generated by friction. The temperature calculated in the thermal module calculates the material property of the next step, affects mechanical softening, electrical resistance, etc., and updates it from the database. After the calculation is completed until each module converges for a specific time, the value is saved and the next step is taken.

Process of simulation for coupled resistance welding
To understand the phenomenon occurring during welding and to analyze the results of the welding experiment, the mechanism of end-cap welding was analyzed using simulation. Resistance welding is generally performed by coupling these three factors due to the action of thermal, electrical, and mechanical factors [15]. In this study, simulations were performed using SORPAS. SORPAS has been applied to resistance welding in various fields, and the results are also considered to be excellent [16,17,18,19].
3.2 Simulation Setups
3.2.1 Modeling and Materials Used
Zirconium alloys, widely used as materials for nuclear fuel rods, were employed in the present study. Materials of each component are presented in Table 1, and the chemical composition and mechanical properties of these materials are summarized in Tables 2 and 3. The selected welding method was resistance butt welding, and the simulation was performed using an axisymmetric model, as shown in Fig. 2. The numbers labeled in the figure correspond to those described in Table 1.

Simulation modeling
3.2.2 Simulation Conditions for Resistance Butt Welding
The main variable factors used in the simulation included the overlap length (OL, mm), force (kN), and current (A), as shown in Table 4. A total of 108 simulations were performed based on full factorial design to build databases of all variable factors for the welded joints. The fixed factors were set as follows: the squeeze time, which refers to the duration of applying the initial pressure, was set to 20 cycles; the welding time, i.e., the time during which current flows, was set to 1 cycle; and the holding time, i.e., the time during which the applied pressure is kept after the welding time, was set to 5 cycles. A thyristor-type 60-Hz single-phase AC welding machine was used in the welding process.
Overlap, force, and current are the most influential factors for end-cap welding characteristics, resistance heat generation, so they are set as major variables. Overlap length is the length of the tube protruding from the end of the tube electrode, which is welded to the end-cap when an electric current is applied. In the case of fixed factors, squeeze time, current time, and hold time, they are conditions applied to the actual light-water reactor nuclear fuel manufacturing process, and rather than setting them as variable factors, this study focused on identifying the effects of overlap, force, and current.
3.3 Reliability of Simulation
First of all, it is necessary to verify the reliability of simulation results of tube-cap welding tests using resistance butt welding so that the obtained simulation results can replace experimental results. The reliability of the simulation program used in the present study to simulate resistance butt welding has already been reported in previous studies [21,22,23]. In the present study, simulated and experimental cross-sectional images of nuclear fuel fabricated under mass-production conditions were compared, as shown in Fig. 3.

Shape comparison between the simulated and experimental results
The two images were found to be similar in terms of the shape and angle of the welded joint; the position in which the tube is bent, along with the bending angle, due to the resistance heat and pressure generated when joining the tube and end plugs; and the length of the weld reinforcement, i.e., the length of the part of the tube that protrudes out. Therefore, the obtained simulation results were deemed valid to replace experimental results.
The end-cap welding takes a very short period of time of 1 cycle, and the internal addition produced during the actual welding may vary in size or shape depending on the cross-section. The size of the internal edges that occur in the simulation is constant across all sections. Therefore, the comparison of the shape of the part is excluded because of the high uncertainty.
4 Molten Volume Databases
In this section, the effect of each variable factor on the molten volume was analyzed in two dimensions using lobe curves, which are used to characterize the weldability of spot welding. Given that this process was a two-dimensional analysis, one variable factor was fixed, and the other two factors were then used to obtain lobe curves for butt welding.
4.1 Current-Force Database
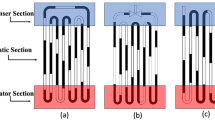
While fixing the overlap length, the effect of the current and force on the molten volume was evaluated. The overlap length value was fixed to analyze the effect of current and force generated during welding. Figure 4 shows simulated images of the molten volume obtained when the overlap length was fixed to 0.8 mm while varying the current and force. The welded joint increased in size, and its shape became more pronounced with increasing current; however, the effect of the force was opposite to that of the current. Variations in the molten volume were quantitatively analyzed and compared as a function of the overlap length and current, except for overheated parts and non-melted parts. The results confirmed that the effect of the current on the molten volume was about seven times larger than that of the force.

Images of the melted volume varying as a function of the welding current and force
4.2 Current-Overlap Length Database
While fixing the force, the effect of the current and overlap length on the molten volume was analyzed. The force value was fixed to analyze the effect of current and overlap length generated during welding. Figure 5 shows simulated images of the molten volume obtained when the applied force was fixed to 4.5 kN. As the current increased, the welded joint increased in size, and its shape became more pronounced. The length of the weld reinforcement was found to increase with increasing overlap length. Similarly, a quantitative analysis was conducted on the results, and it was confirmed that the effect of the current on the molten volume was about 1.8 times larger than that of the overlap length.

Images of the melted volume varying as a function of the welding current and overlap length
4.3 Overlap Length–Force Database
While fixing the current, the effect of the overlap length and force on the molten volume were evaluated. The current value was fixed to analyze the effect of overlap length and force generated during welding. Figure 6 shows simulated images of the molten volume obtained when the applied current was fixed to 13 kA. As the overlap length increased, the molten volume increased. In contrast, as the applied force increased, the molten volume and the size of the welded joint decreased. Quantitative analysis and comparison of the results confirmed that the effect of the overlap length on the molten volume was about five times larger than that of the force.

Images of the melted volume varying as a function of the overlap length and force
5 Molten Volume Prediction Model
Prediction models were developed to have the molten volume as an output, which is a criterion for estimating the quality of welded joints. Three regression models and one neural network model were employed, and the applied force, current, and overlap length were used as input variables.
5.1 Molten Volume Prediction Models Using Regression Analysis
5.1.1 Regression Models
To be more specific, the three regression models used in the present study were as follows: Model I, a multiple linear regression model; Model II, a second-order polynomial regression model; and Model III, a multiple nonlinear regression model. Each model can be expressed as in Eqs. 2, 3, and 4, respectively:
The three input variables \({x}_{1},{x}_{2}\), and \({x}_{3}\) refer to the overlap length, force, and current, respectively. \(\widehat{y}\) is the molten volume predicted by the model. \({\beta }_{0}-{\beta }_{9}\) refer to coefficients of each input variable estimated by the least square method.
The coefficients of the multiple linear regression model (Model I) are presented in Table 5. The overlap length and current were found to have a positive effect, while the force exhibited a negative effect. In addition, the effect of the force was found to be insignificant, and this result was consistent with the simulation results. Table 6 presents the coefficients of the polynomial regression model (Model II). Similarly, the effect of the force was found to be insignificant. In resistance welding, overlap length and current are factors that increase heat generation by causing resistance, and in the case of pressure, the joint is strongly connected to conduct current well, reducing resistance and reducing heat generation. With the presence of the second-order nonlinear term, however, this coefficient was complex and difficult to calculate. The coefficients of the multiple nonlinear regression model (Model III) are presented in Table 7. The overlap length and current were found to have a positive effect, while the force exhibited a negative effect.
5.1.2 Prediction Results by Regression Models
The prediction performance of each model was evaluated based on the determination coefficient R2 and the proximity of data points to the diagonal line in the graph. All 108 datasets were used in the evaluation. Figures 7, 8, and 9 present a comparison of the simulated and predicted results by each model. Model I was found to be effective in simulating the molten volume with a range of 7–14 mm3, and Model II and Model III were effective in the range of 6–16 mm3. However, for all three models, the error was significant near the x-axis, where the molten volume was close to 0 mm3.

Prediction performance of Model I

Prediction performance of Model II

Prediction performance of Model III
5.1.3 Statistical Significance of the Regression Models
The statistical significance of each regression model was evaluated using the analysis of variance (ANOVA). In general, if the value of F0 is greater than that of F(0.05), the output variable for the corresponding input variable is considered to be statistically significant. F0 and F(0.05) values of Models I, II, and III were obtained via ANOVA, and the results are summarized in Table 8. For all three models, the F0 value was found to be greater than the F(0.05) value, and this confirmed that the results obtained by the three models were statistically significant.
5.2 AI Algorithm-Based Prediction Model
5.2.1 Neural Network Model
The regression analysis presented in 5.1 revealed that the relationship between the molten volume and the input variables was highly nonlinear. Therefore, in this section, a neural network model capable of effectively predicting nonlinear characteristics was proposed and used to simulate the molten volume [24,25,26,27]. Figure 10 illustrates the proposed neural network model. All 108 datasets were used in the training of the model. A log-sigmoid function was used as the transfer function between the input layer and the first hidden layer because this function was similar in shape to the expected graphs of simulated molten volume results. A first-order linear transfer function was employed as the transfer function between the first and second hidden layers and between the second hidden layer and the output layer.

Neural network model (Model IV)

Prediction performance of Model IV
5.2.2 Prediction Results by the Neural Network Model
The simulated molten volume was compared with that predicted by the neural network model by plotting the results. Figure 10 shows the results obtained by the neural network model. Overall, most data points are very close to the diagonal line of the graph, indicating the excellent prediction performance of the neural network model.
5.3 Comparison of Prediction Performance of Each Model
For a more accurate comparison, a quantitative analysis was performed on the obtained results based on the coefficient of determination. The closer to 1 the determination coefficient is, the better the performance is.
The determination coefficients of each model are presented in Table 9. Among the regression models, the second-order polynomial regression model exhibited the best performance. The neural network model showed the best performance among all models proposed in the present study. These results were consistent with the result graphs presented above (Fig. 11).
6 Conclusions
In the present study, the process and mechanisms of tube-cap welding based on resistance butt welding of zirconium alloys, employed in the production of nuclear fuel rods, were analyzed and evaluated through simulation, and the effect of relevant variable factors on the process was analyzed. Further, models capable of predicting the molten volume were developed as a means to assess the quality of welded joints. The major findings of the present study are as follows:
-
1.
The effect of the main variable factors, i.e., the force, overlap length, and current, on the welding process and mechanisms was examined and compared based on the simulation results. The results confirmed that the effect of the force on the welding process was insignificant, while the applied current was the most influential factor.
-
2.
A two-dimensional analysis was performed on the three main variable factors for the molten volume; the values of the two variable factors were quantitatively analyzed and compared while fixing the other variable factor. The effect of the applied current was about 1.8 times and eight times larger than that of the overlap length and the force, respectively. The effect of the overlap length was about five times larger than that of the force. Based on these results, reliable databases of the three main variable factors were built.
-
3.
Further, using these variable factors, models capable of predicting the molten volume and thus evaluating the quality of welded joints were developed and proposed. The proposed models included a multiple linear regression model (Model I), a second-order polynomial regression model (Model II), a multiple nonlinear regression model (Model III), and a neural network model (Model IV). The prediction performance of each model was evaluated by comparing the obtained graphs and determination coefficients and using the analysis of variance (ANOVA). Among the regression models, the second-order polynomial regression model exhibited the best performance. The neural network model showed the best performance among all models proposed in the present study.
References
Vagi, J. J., & Martine, D. C. (1959). Development of methods for end capping PWR fuel element. Welding Journal, pp. 499–506.
Vagi, J. J., Koppenhofer, R. L., & Martine, D. C. (1959). Methods for end capping zirconium-clad reactor fuel pins. Welding Journal, pp. 78–84.
Coolen, R. F. (1967). Magnetic force welding application at Batelle Northwest. BNWL, 422, 1–18.
Funk, E. J. (1957). Recent developments in magnetic force welding. Welding Journal, pp. 576–582.
Bordoni, R. A., & Olmedo, A. (1981). Microstructure in the weld region in seam welded and resistance welded Zircaloy 4 tubing. Journal of Materials Science, 16(6), 1527–1532.
Mills, L. E. (1961). Zircaloy welding techniques developed for plutonium recycle program UO2 fuel element fabrication. Welding Journal, 40(2), 141.
Smith, D. (1984). Welding skills and technology.
Smith, D., Kim, S. S., Kim, J. H., & Kim, H. K. (2008). Evaluation of end cap welding test for a nuclear fuel rod having external and internal tube structure. In KWJS (pp. 1377–1380).
Kim, W. G., Kim, Y. C., & Lee, W. J. (2004). A study on the non-destructive inspection for end closure welding of nuclear fuel elements for irradiation test. In KWJS (pp. 302–304).
Kim, S. S., Kim, E. G., Lee, J. W., Yang, M. S., & Lee, Y. H. (2001). A study on Zr-4 laser welding for attachment of bearing pads of nuclear fuel element. In KWJS (pp. 178–180).
Kim, M. J. (1998). Resistance spot welding.
Zhang, H., & Senkara, J. (2005). Resistance welding—Fundamentals and Applications. London: CRCPrILlc.
SORPAS2D Version 12 User Manual (2016). SWANTEC.
Zhang, W. (2004). Design and implementation of software for resistance welding process simulations. Journal of Materials & Manufacturing, 112, 556–564.
Nielsen, C. V., Zhang, W., Alves, L. M., Bay, N., & Martins, P. A. F. (2012). Modeling of thermo-electro-mechanical manufacturing processes with applications in metal forming and resistance welding. Berlin: Springer.
Zhang, W., & Kristensen, L. (1999). Finite element modeling of resistance spot and projection welding processes. In The 9th international conference on computer technology in welding (pp. 15–23).
Zhang, W. (2003). Design and implementation of software for resistance welding process simulations. SAE International Journal of Materials and Manufacturing, 112(5), 556–564. https://doi.org/10.4271/2003-01-0978
Zhang, W., Jensen, H. H., & Bay, N. (1997). Finite element modeling of spot welding similar and dissimilar metals. In The 7th international conference on computer technology in welding (pp. 364–373).
Nielsen, C. V., Martins, P. A., Zhang, W., & Bay, N. O. (2015). Numerical method in simulation of resistance welding. In The 6th international conference on coupled problems in science and engineering (pp. 322–333).
Peter, R., Alfred, S., & Friedrich, G. (2007). Welding of zirconium alloys.
Na, T. H. (2016). Algorithm development for quality monitoring on end plug resistance weldment of nuclear fuel rods. IJAMT, 85, 991–1006.
Na, T. H. (2017). Quality monitoring of end plug resistance weldment for nuclear fuel rod electrode displacement. IJAMT, 99, 2509–2522.
Na, T. H. (2018). A study on characteristics of end plug resistance welding process in nuclear fuel rod by experiment and numerical simulation. IJAMT, 98, 2241–2255.
Neural Network Toolbox User’s Guide, MATLAB. The MathWorks, Inc.
Gao, X. D., & Zhang, Y. X. (2014). Prediction model of weld width during high-power disk laser welding of 304 austenitic stainless steel. International Journal of Precision Engineering and Manufacturing, 15, 399–405.
Huang, W., Gao, X. D., Huang, Y., & Zhang, Y. (2023). Improved convolutional neural network for laser welding defect prediction. International Journal of Precision Engineering and Manufacturing, 24, 33–41.
Huaming, L., Xunpeng, Q., Song, H., Lei, J., Yongliang, W., & Kaiyun, L. (2018). Geometry characteristics prediction of single track cladding deposited by high power diode laser based on genetic algorithm and neural network. International Journal of Precision Engineering and Manufacturing, 19, 1061–1070.
Acknowledgements
This work was supported by the Institute of Korea Spent Nuclear Fuel Grant funded by the Korea government the Ministry of Trade, Industry and Energy (No. 2021040101002C).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Na, TH. Simulation-Based Characterization of Tube-Cap Resistance Butt Welding of Nuclear Fuel for Light Water Reactors and Development of Melted-Volume Prediction Models. Int. J. Precis. Eng. Manuf. 24, 1443–1451 (2023). https://doi.org/10.1007/s12541-023-00825-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12541-023-00825-4