
Abstract
As interest in aluminum nitride (AlN), a high-performance ceramic, has been rapidly increasing, many researchers studied the possibilities of machining it. Since AlN is classified as a difficult-to-cut material, the electrical discharge machining (EDM) process using an assisting electrode is emerging as an effective machining method. Kerosene, as a dielectric fluid, plays an important role in forming a successive conductive carbon layer on the surface of the workpiece to induce and maintain discharge. Most previous methods used tubular electrodes to stably feed the dielectric fluids through their center hole. However, in the case of micro-EDM, the extremely small electrode diameter makes it difficult to fabricate a through-hole in the electrode, and a very narrow gap prevents the flow of dielectric fluid. In order to overcome dielectric fluid flow problems in micro-EDM, in this study, two kinds of flow-promoting methods are introduced: one is to use a D-shaped solid electrode to obtain a wider asymmetric flow channel, and the other is to use an O-shaped solid electrode with graphite-powder-mixed kerosene (GPMK) under a relatively wider discharge gap. Flow simulation results show that both methods promote kerosene flow, and the experimental results show similar results as well. When using the D-shaped section, the material removal rate increased, but increased tool wear was observed. In the case of GPMK, the metal removal rate increased 64%, and relative wear ratio decreased 73% compared to conventional methods. Through voltage scheduling, the problem of precision degradation that occurs during deep-hole drilling with the O-shaped solid electrode GPMK configuration was solved without sacrificing machinability.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Aluminum nitride (AlN) is a vital substrate material used in microelectronics, semiconductor packaging, and micro-electromechanical systems because of its superior properties such as hardness, thermal conductivity, and chemical and wear resistance. Due to those same properties, it is classified as a hard-to-cut material in general [1,2,3].
AlN is too hard and brittle to machine to microscale by traditional cutting methods. Typically, excessive tool loads occur during machining, which result in rapid tool wear and sudden breakage. Furthermore, when machining sintered AlN, expensive tools such as polycrystalline diamonds are required [4, 5].
There have been many previous research works on the micromachining of AlN. Some researchers used un-sintered or pre-sintered ceramic machining [6, 7]. However, since shrinkage occurs during the sintering process, a sophisticated shape compensation process is required. Moreover, un-sintered AlN machining causes cutting-edge cracks because of its low brittleness. Gilbert et al. [8] investigated the laser-assisted machining of AlN using UV and a near-infrared Nd:YAG laser. However, the process did not yield satisfactory levels of shape accuracy and surface roughness. Lumpp et al. [9] fabricated through-holes in AlN using an excimer laser, but a highly tapered crater was prematurely generated at the end of the holes due to the propagation of shock waves through the substrate. Katahira et al. [10] obtained very flat surface, reaching 0.008 µm Ra roughness, using electrolytic in-process dressing (ELID) grinding of AlN. This ELID grinding had a low material removal rate (MRR) and limitations in machining geometry.
EDM has been widely used in the machining of hard-to-cut and brittle materials. Because of its noncontact nature between the tool and the workpiece, the machining load, which causes tool breakage, is extremely small and suitable for micromachining. However, because EDM has been used only for electrically conductive workpieces, it is of limited use in the processing of nonconductive materials.
In 2012, electrical discharge machining (EDM) of AlN was first introduced by Kensei et al. [11] in order to create products and components with requisite precision. An assisting electrode (AE) was used to induce and maintain discharge in the same manner as conventional, nonconductive material-processing methods [12, 13]. In AE EDM, a stable supply of kerosene electrolyte on the machined surface was crucial. Carbon decomposed from kerosene and deposited on the nonconductive ceramic surface acted as a thin conductive layer, inducing and maintaining stable discharge. Due to the narrow discharge gap, typically less than 10 μm, it was difficult to supply sufficient kerosene to the machined surface. Micro-EDM drilling with a solid cylinder electrode made it more difficult to supply kerosene to the machined surface. In order to solve the problem, a tubular electrode was introduced to feed kerosene directly to the machined surface through an inner hole [14]. However, since increasingly smaller holes were needed in the micro-EDM drilling process, it was difficult to fabricate tubular electrodes of an appropriate size. Positive tool polarity allowed for the decomposition of aluminum in AlN, and decomposed aluminum acted as an additional conductive layer to improve the MRR, but this polarity promoted tool wear due to the high energy distribution at the anode [15].
In order to solve the problems mentioned above and investigate the effect of kerosene feed on the performance of the micro-EDM process, D-shaped and O-shaped solid electrodes with graphite-powder-mixed kerosene (GPMK) were used to enhance the kerosene flow toward the workpieces under negative electrode polarity. The empty space of the D-shaped solid electrode enlarged the kerosene flow path cross section, while the O-shaped solid electrode with GPMK had the advantage of using a relatively wider gap due to the bridging effect [16]. Several flow simulations were carried out to validate the methods in advance. Parametric experimental studies were also conducted to determine the optimal machining conditions of AlN in open voltage and capacitance before proceeding to empirical testing. The results were then compared with those of the conventional micro-EDM of AlN.
2 Experimental Setup
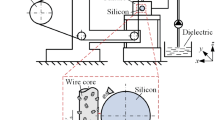
Figure 1 shows the schematics of an experimental setup consisting of a precision three-axis stage (806CT for X–Y, 404XR for Z, Parker, USA), a z-axis feed controller (Clipper, Delta Tau, USA), an RC discharge circuit module, and a dielectric fluid supply and circulation system. The z-direction feed of the electrode was controlled to maintain a constant voltage across the resistor, R2 (CV mode). The z-direction feed is controlled based on the discharge voltage. Since it is desirable to minimize the discharge gap as much as possible during z-axis transfer, when the measured discharge voltage reaches the open voltage due to the short between the electrode and the workpiece, the z-axis is retracted to + 10 μm and then fed again. A mechanical stirrer was used to maintain the graphite concentration in the dielectric fluid, kerosene.

Experimental setup: a schematics; and b photographs of test rig
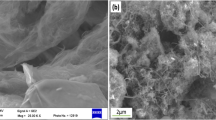
Copper with a thickness of 1 μm was sputtered on AlN substrates (SRN-200, SORONA, SRN-200, KOREA) with an evaporator. The surface of AlN, which was made conductive by sputtering the copper layer, was electroplated in 0.7 M copper sulfate solution at a voltage of 10 V for 5 min to thicken the copper layer to a thickness of 20 μm. A copper, acting as an assisting electrode, was plated on the AlN substrate before processing. Cylindrical tungsten carbide rods were used as a raw material for the electrode, and O- and D-shaped electrodes were fabricated by wire electric discharge grinding in the same manner as in Kim and Chu [17]. Figure 2 shows the fabricated electrodes, and Tables 1 and 2 summarize the properties of AlN and the machining conditions, respectively.

SEM images of Fabricated electrodes: a O-shaped solid and b D-shaped solid fabricated by wire EDG process
3 Results and Discussion
3.1 Formation of the Conductive Layer
In the assisting-electrode EDM for insulating ceramics, the surface of a workpiece was precoated with a conductive material, and successive conductive layers were continuously formed on the surface of the workpiece during the discharge process [18]. As mentioned in Sect. 1, this conductive layer was formed and adhered to the machined surface by carbon and aluminum decomposed from the kerosene electrolyte and AlN ceramic, respectively [19]. Therefore, a continuous supply of kerosene was essential for the stable formation of this conductive layer.
The data in Table 3 compare the results of the energy dispersive spectroscopy analysis of the workpiece surface before and after AE EDM of AlN under the conditions of 125 V and 10 nF capacitance. Since the atomic percentage of carbon on the workpiece surface increased from 9.44% to 34.54% after the EDM process, the conductive layer, which was mainly composed of carbon, adhered well to the surface of the workpiece.
3.2 Condition Monitoring of the Conductive Layer
Figure 3 shows the equivalent circuit of the RC discharge generator used in this study [20], where \(L\) and \({R}_{sys}\) are the system overall inductance and resistance, which stem from the physical components of the system; \({R}_{CL}\) is the resistance of the conductive layer; and R and C are the resistance and the capacitance for the RC generator circuit. The current of the RC circuit,\({I}_{RC}\left(t\right)\), is closely related to the resistance of the conductive layer, \({R}_{CL}\).

RC discharge generation equivalent circuit
The waveform of the discharge current can be derived as the following equation:
where V is the open voltage of the RC circuit. The resistance of the conductive layer also can be approximately obtained by the following equation:
where Imeasured is the measured current value between the electrode and the conductive layer during the AE EDM process. The actual resistance should be calculated using the difference in resistance between the initial assisting electrode and the conducting layer, but the resistance of the assisting electrode can be neglected as it is removed early and only the conductive layer remains in the process.
Figure 4a and b show the calculated and measured results of the discharge current, respectively. Since the calculated and measured waveforms were almost the same, it can be judged that the in-situ monitoring of the discharge current, especially the peak current, was effective for monitoring the condition of the conducting layer.

Singel discharge current: a calculated \({{\varvec{I}}}_{{\varvec{R}}{\varvec{C}}}\); and b measured \({{\varvec{I}}}_{{\varvec{m}}{\varvec{e}}{\varvec{a}}{\varvec{s}}{\varvec{u}}{\varvec{r}}{\varvec{e}}}\) (V = 125 V and C = 10 nF)
3.3 Dielectric Fluid Flow Characteristics with Respect to the Electrode Shapes and Discharge Gaps
The flow of dielectric fluid through the discharge gap was found to be the most important factor for the stable and continuous formation of the conductive layer in AE EDM.
Figure 5 shows the maximum discharge gaps with respect to the kind of dielectric fluid used. Compared to pure kerosene, GPMK had 3 to 3.5 times wider discharge gaps in the range of 100–150 V. For the micro-EDM process, especially in micro-drilling, the wider discharge gap made it easier to supply dielectric fluid to the machined surface. Meanwhile, the D-shaped solid electrode had a hemispherical path through which pure kerosene flowed, which could facilitate kerosene supply to the processed surface as well.

Discharge gaps for open voltages with pure kerosene (PK) and graphite-powder-mixed kerosene (GPMK)
3.3.1 Dielectric Fluid Flow Simulation
A computational fluid dynamics (CFD) analysis was performed using the SOLIDWORKS flow simulation software (ver. 2017) in order to predict the influence of the kerosene flow path configurations of the hemispherical and the ring-type cross sections. Simulation was performed with a hole diameter of 120 µm and a discharge gap of 10 µm, similar to the experimental conditions of 150 V. The drilling depths were set to 50, 100, and 150 µm each. The dynamic viscosities of the dielectric fluids were measured to be 1.67 cP for pure kerosene and 1.66 cP for GPMK. The change in viscosity of the dielectric fluid with the addition of graphite particles was negligible. The tool diameters for both the O-shaped and D-shaped solid electrodes in pure kerosene were 100 µm. However, for the O-shaped solid electrode in GPMK, the diameter could be decreased to 50 µm because discharge machining was valid on a 35 µm discharge gap at 150 V. The electrode rotated at 500 rpm, and the flow rate for both the pure kerosene and GPMK were identically set at 2 ml/sec. Kerosene was supplied at the left side of hole entry and flow to the right side while the electrode rotating. This flow direction causes the asymmetrical in D-shaped pure kerosene case.
The simulation results are shown in Fig. 6. When the O-shaped solid cylinder electrode with pure kerosene was used, the flow rate of dielectric fluid around the machined surface was close to zero when the depth of the drilled hole was deeper than 100 μm. This indicates that when the discharge gap decreased under 10 µm which was the discharge gap at the open voltage of 150 V, the conductive layer formation was likely to stop, and the micro-EDM of AlN could no longer proceed due to deficiency of kerosene on the workpiece surface. On the other hand, since the D-shaped solid electrode using pure kerosene had a relatively wide flow cross section, kerosene flowed better on the machined surface than with the O-shaped solid electrode using pure kerosene. Similarly, it can be seen that, in the case of the O-shaped solid electrode using GPMK, kerosene reached the machined surface without difficulty due to its relatively large gap. As a result of the simulations, the D-shaped solid electrode configuration and the gap expansion effect due to GPMK helped to stably supply dielectric fluid to the surface being processed and maintain formation of the conductance layer.

Kerosene flow simulations between electrodes and machined cavities
3.3.2 Peak Discharge Current and Machinability
The peak value of the discharge current was measured with respect to the tool position during the AE EDM process to monitor the status of the conductive layer formation with the negative electrode condition. As can be seen in Fig. 7, for the O-shaped solid electrode with pure kerosene, poor formation of the conductive layer occurred due to insufficient kerosene supply, and this led to a sharp increase in the resistance of the conductive layer. The peak current decreased sharply with increasing drilling depth, and machining stopped above a depth of 175 µm.

Peak current changes
In the case of the D-shaped solid electrode with pure kerosene, the peak current decreased in the same manner, but the decrease was slower, and the value was also slightly higher than that of the O-shaped solid case with pure kerosene. Meanwhile, in this case, since kerosene was sufficiently supplied and the conductive layer was stably formed on the discharge’s surface, the end of the electrode could reach the target position of the hole, and deep-hole micro-EDM was possible despite the decrease of the peak current.
For the O-shaped solid electrode with GPMK, the peak current maintained a small value with respect to the electrode position. While the resistance of the conductive layer was higher than that of the previous two configurations because the discharge gap itself was relatively wider, the formation of the conductive layer was not only stable from the beginning to the end of processing, but also the explosion pressure was stable, which was advantageous for making an appropriate crater. Although the current peak was lower than in the other two previous cases, the discharge frequency and the MRR increased due to the shortened ignition delay time, enabling fast micro-drilling up to 300 μm in depth with a diameter of 100 μm or less [21]. Therefore, since the total discharge energy of GPMK was much higher than that of pure kerosene, deep-hole micro-EDM was possible even under relatively low-peak current conditions.
3.4 Parametric Study for Process Optimization
Since the electrode and dielectric fluid configurations used in this paper have relatively different electrical discharge mechanisms, for rational and fair performance comparison, it is necessary to obtain the optimal open circuit voltage and capacitance for each configuration through an experimental approach. For convenience, the MRR was calculated by dividing the machined depth, actually feeding length, by the machining time. The relative wear rate (RWR) was calculated by dividing the worn-out length of the electrode by the machined depth. The electrode diameter and a depth of drilling were given as 100 µm and 300 µm, respectively. When using pure kerosene with the O-shaped solid electrode, electrode polarity was given as positive based on the study of Kaneko [15], and pure kerosene with the D-shaped solid electrode and GPMK with O-shaped solid electrode have negative polarity.
As shown in Fig. 8, when pure kerosene was used, the discharge was not available over 150 V because the excessive explosion pressure of the dielectric fluid hindered discharge the between the electrode and the conductive layer. For the negative D-shaped solid electrode with pure kerosene configuration, the optimal conditions to ensure high MRR and low RWR at the same time were 100 V and 15 nF capacitance (shaded in Fig. 8a). When using the positive O-shaped solid electrode with pure kerosene, 125 V and 10 nF capacitance were optimal conditions (shaded in Fig. 8d). The negatively charged conductive layer composed of carbon and aluminum made the EDM process stable, and the resulting MRR was much higher than that of the negative D-shaped configuration.

MRR & RWR for open voltages and capacitances: (a) and (b) negative D-shape with pure kerosene, (c) and (d) positive O-shape with pure kerosene, and (e) and (f) negative O-shaped with GPMK
Micro-EDM using the negative O-shaped solid electrode with GPMK showed slightly different results compared to the other two configurations. As explained in Sect. 3, since the peak current for the GPMK was lower than that of pure kerosene in general, machining was not effective under low open-voltage conditions. While avoiding the excessive explosion pressure of the dielectric fluid that occurred at the 20 nF capacitance condition, the optimal conditions for maintaining high MRR and low RWR were 150 V and 15 nF capacitance (shaded in Fig. 8f).
3.5 Machining Characteristics of Micro Electro Discharge Drilling
Figure 9 shows the MRR and RWR with respect to the machining conditions. To obtain a 140 µm diameter hole, the diameter of electrodes for the pure kerosene and the GPMK cases were fabricated at 120 µm and 50 µm, respectively. The open voltage and capacitance were given as optimum conditions obtained in Sect. 3.4.

MRR and RWR of through-hole micro-EDM for configurations: a negative D-shaped with pure kerosene, b positive O-shaped with pure kerosene, and c negative O-shaped with GPMK
In the case of the negative D-shaped solid electrode, the hemispherical cavity was advantageous for forming the conductive layer by helping the flow of kerosene, but there were disadvantages in the extremely low MRR and high RWR. On the other hand, the negative O-shaped solid electrode with GPMK had the highest MRR and lowest RWR compared to the other two cases.
In spite of its high machinability, the GPMK case had the intrinsic disadvantage of low geometrical precision of holes during deep through-hole drilling. As shown in Fig. 10, the entry and exit diameters of the machined holes were approximately measured as 134, 143, 136 μm and 125, 134, 103 μm, respectively. The difference ratios between the entry and exit diameters were calculated as 6.7%, 6.3%, and 26.4% according to the electrode and dielectric fluid configurations. When using pure kerosene, there was a similar difference of about 6%, but when using GPMK, the difference was excessive, and the cylindricity of the hole became extremely bad. Most entry-side widening seemed to be due to the secondary discharge at the hole entry side caused by graphite particles and debris from the conductive layer removal.

SEM photos of drilled hole’s inlets (left) and outlets (right): a negative D-shaped with pure kerosene, b positive O-shaped with pure kerosene, and c negative O-shaped with GPMK
The GPMK configuration produced a fine surface even on the exit side as shown in Fig. 10c, but there were severe cracks on the surface, and the difference in diameter between entry side and exit side was extremely large compared to the other two cases. Since the open voltage was set high, at a constant value of 150 V, during processing, the peak current and discharge energy at the entry side were excessive due to the low resistance of the additional plated electrode, and the resulting excessive explosion pressure of the kerosene caused cracks on the entry-side surface.
After the assisting electrode had been removed, the peak current value was significantly lower because of the relatively high resistance of the conductive layer. While the MRR in the feed direction was maintained, the amount of discharge in the radial direction decreased due to the large discharge gap and the small discharge current. Consequently, the diameter of the hole decreased as depth increased (Fig. 11).

SEM photos of cross section of machined holes: a CV mode and b VV mode
3.6 Precise Deep Through-Hole Drilling with Voltage Scheduling (Variable Voltage Mode)
As discussed in Sect. 3.5, when micro-EDM drilling with GPMK, the cylindricity of the hole was too bad to be acceptable, as shown in Fig. 11a. In the case of electric discharge machining using the assisting electrode method, cracks are generated on the aluminum nitride surface due to the high discharge current generated when the tool enters the copper surface and the entry-side diameter becomes larger than the exit-side diameter due to the secondary discharge generated at the entry-side. Therefore, in order to minimize discharge instability such as surface cracking or secondary discharge occurring during the transition of the discharge mechanism, the voltage during the process was proportionally increased from 100 V, the lowest voltage obtained experimentally, to 150 V (VV mode) as shown in Fig. 12. The voltage was kept constant at 50 V up to 50 μm, and then increased linearly to 150 V up to 170 μm, and then maintained at 150 V before the process was completed. With this variable-voltage mode, the discharge energy was effectively controlled during the overall micro-EDM drilling process.

Voltage scheduling versus electrode position
Figure 11 compares the results between the CV mode and VV mode. The draft angle of the cross section decreased from about 2.76° to 0.96°. And Fig. 13 summarized the draft angles of the drilled holes with respect to the configurations and the voltage modes. All three configurations, except for GPMK with the CV mode, have a draft angle of less than 1°. Figure 14 also compares the MRR and RWR between the CV mode and VV mode. The reason for the increase in MRR and decrease in RWR in VV mode is that the discharge energy at the beginning of drilling is relatively lower than in CV mode, and resulting in less tool wear during the entire process time. As a result, less tool wear reduces machining times and increases MRR. In particular, it was possible to reduce the RWR by more than 60% by maintaining the discharge voltage at a low value in the initial discharge period.

Hole draft angles

MRR and RWR for voltage modes
Figure 15 compares the SEM images of machined surfaces between the CV and the VV modes. In the VV mode, it can be observed that due to the low initial voltage, 50 V in this experiment, the explosion pressure of the dielectric fluid is reduced and the surface crack is partially reduced as well.

SEM photos of entry surface of drilled hole: a CV mode, b VV mode
4 Conclusion
In this study, under the assisting electrode EDM scheme, the effects of electrode shape, resistance and capacitance of the RC circuit, and kerosene supply and voltage conditions in the AlN micromachining process were analyzed and experimentally investigated and optimized to obtain the highest MRR and lowest RWR. AlN can be machined using assisting-electrode EDM, but when the machining features are at the micro level, in order to maintain the stable formation of the conductive layer and avoid low MRR and high RWR, the machining conditions, such as electrode shape, kerosene supply method, open voltage, peak current, etc., need to be strictly optimized and controlled.
As a result of various comparative analyses and experiments, the configuration with the O-shaped solid electrode with GPMK showed superior machinability, especially in MRR and RWR, compared to the D-shaped and O-shaped solid electrode with pure kerosene configurations.
In spite of the superior processing performance, unfortunately, the GPMK case has problems such as cracks on the entry surface and poor form accuracy due to relatively high open voltage and large discharge gap. In order to overcome these problems, a variable voltage mode was introduced to control the discharge current and maintain balance according to the depth. By keeping the initial discharge voltage low, it is possible to minimize the entry-side surface cracking that occurs when the initial assisting electrode is discharged, and by gradually increasing the discharge voltage according to the hole depth, the discharge current is stably maintained so that not only shape accuracy but also the MRR and RWR are improved dramatically.
References
Samant, A. N., & Dahotre, N. B. (2009). Laser machining of structural ceramics—A review. Journal of the European ceramic society, 29(6), 969–993.
Taylor, K. M., & Lenie, C. (1960). Some properties of aluminum nitride. Journal of the Electrochemical Society, 107(4), 308.
Boey, F. Y. C., Song, X. L., Gu, Z. Y., & Tok, A. (1999). AlON phase formation in a tape-cast Al2O3/AlN composite. Journal of Materials Processing Technology, 89, 478–480.
Yan, B. H., Huang, F. Y., & Chow, H. M. (1995). Study on the turning characteristics of alumina-based ceramics. Journal of materials processing technology, 54(1–4), 341–347.
Allor, R. L., & Jahanmir, S. (1996). Current problems and future directions for ceramic machining. American Ceramic Society Bulletin, 75(7).
Scheller, W. L. (1994). Conventional machining of green aluminum/aluminum nitride ceramics. The Ohio Journal of Science, 94, 151–154.
Li, J. Z., Wu, T., Yu, Z. Y., Zhang, L., Chen, G. Q., & Guo, D. M. (2012). Micro machining of pre-sintered ceramic green body. Journal of Materials Processing Technology, 212(3), 571–579.
Gilbert, T., Krstic, V. D., & Zak, G. (2007). Machining of aluminium nitride with ultra-violet and near-infrared Nd: YAG lasers. Journal of materials processing technology, 189(1–3), 409–417.
Lumpp, J. K. (1997). Excimer laser machining and metallization of vias in aluminium nitride. Materials Science and Engineering: B, 45(1–3), 208–212.
Katahira, K., Ohmori, H., Uehara, Y., & Azuma, M. (2005). ELID grinding characteristics and surface modifying effects of aluminum nitride (AlN) ceramics. International Journal of Machine Tools and Manufacture, 45(7–8), 891–896.
Kaneko, K., & Fukuzawa, Y. (2012). Characteristics of micro EDM for insulating aluminum nitride ceramics. Advanced Materials Research, 579, 86–91.
Mohri, N., Fukuzawa, Y., Tani, T., Saito, N., & Furutani, K. (1996). Assisting electrode method for machining insulating ceramics. CIRP annals, 45(1), 201–204.
Fukuzawa, Y., Mohri, N., & Tani, T. (1999). Machining characteristics of insulating ceramic by electrical discharge machine. Advances in science and technology, D211–D218.
Pham, D. T., Ivanov, A., Bigot, S., Popov, K., & Dimov, S. (2007). An investigation of tube and rod electrode wear in micro EDM drilling. The International Journal of Advanced Manufacturing Technology, 33(1–2), 103–109.
Kaneko, K., Yamashita, K., & Fukuzawa, Y. (2014). Machining characteristics of insulating AlN ceramics by micro EDM. Journal of the Japan Society for Precision Engineering, 79, 541–546.
Zahiruddin, M., & Kunieda, M. (2010). Energy distribution ratio into micro EDM electrodes. Journal of Advanced Mechanical Design, Systems, and Manufacturing, 4(6), 1095–1106.
Kim, Y. S., & Chu, C. N. (2018). The effects of graphite powder on tool wear in micro electrical discharge machining. Procedia CIRP, 68, 553–558.
Gotoh, H., Tani, T., & Mohri, N. (2016). EDM of insulating ceramics by electrical conductive surface layer control. Procedia CIRP, 42(1), 201–205.
Masuzawa, T., Fujino, M., Kobayashi, K., Suzuki, T., & Kinoshita, N. (1985). Wire electro-discharge grinding for micro-machining. CIRP Annals, 34(1), 431–434.
Mohri, N., Fukusima, Y., Fukuzawa, Y., Tani, T., & Saito, N. (2003). Layer generation process on work-piece in electrical discharge machining. CIRP Annals, 52(1), 157–160.
Wong, Y. S., Rahman, M., Lim, H. S., Han, H., & Ravi, N. (2003). Investigation of micro-EDM material removal characteristics using single RC-pulse discharges. Journal of Materials Processing Technology, 140(1–3), 303–307.
Acknowledgements
This research was supported by the Basic Research Lab Program through the National Research Foundation of Korea (NRF), funded by the MSIT (2018R1A4A1059976).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kim, D., Kim, YS., Song, K.Y. et al. Kerosene Supply Effect on Performance of Aluminum Nitride Micro-Electrical Discharge Machining. Int. J. Precis. Eng. Manuf. 23, 581–591 (2022). https://doi.org/10.1007/s12541-021-00568-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12541-021-00568-0