
Abstract
Titanium alloy is a highly specific strength material, having excellent mechanical characteristics such as high stiffness, fracture resistance, and hardness at high temperature, so it is applied to various fields such as automotive, aerospace and bio-industry. Yet, the excellent characteristics of titanium alloy generate high cutting heat in cutting process, stimulating tool wear and degrading process accuracy. This study looked into turning characteristics of Ti–6Al–4V alloy using super light, coated carbide and cermet tool and applied Taguchi method to identify factors affecting turning process. In the process of titanium alloy, the major cause of tool wear was adhesion of the chip by cutting heat at a high temperature, and to enhance tool life, cutting speed control is necessary. Factors affecting tool life were in the order of tool material, cutting speed and feed rate.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
As high-tech main industries, such as automotive, aerospace and bio-industry rapidly grew, uses of difficult-to-cut materials with super light high hardness, such as titanium and inconel alloy increase. In cutting process, it is difficult for excellent mechanical characteristics and chemical characteristics of difficult-to-cut materials to meet dimensional accuracy and surface roughness required by a processed product, and they cause early failure of the tool, causing a problem of degrading its productivity. In order to solve this problem, various studies are in progress, but the types of difficult-to-cut materials are very diverse, and academic systematization of the process of difficult-to-cut materials is very difficult and complex. Yet, a study on the process of these new materials is a constantly required very important area of research with the development of high-tech industry [1,2,3].
Specific gravity of pure titanium is 4.506, which is a light weight metal between iron and aluminum, and since among practical metals, it has the maximum level of specific strength (strength/specific gravity) and characteristics such as high stiffness, fracture resistance and heat resistance, it is widely used in aerospace, chemical, petroleum and automotive industry [4, 5].
Mechanical characteristics of titanium alloy cause many problems in cutting process. High-temperature strength and low heat conductivity cause high temperature of the boundary surface between the chip and the tool during the process, and highest temperature at the boundary surface reaches 1000 °C in high-speed cutting. High cutting heat stimulates various heat-related phenomena and causes fast tool wear. Diffusion of titanium alloy element reduces hardness of tools, and adhesion due to dissolution causes chipping and early failure of tools. Generally, difficult-to-cut materials have high hardness and tensile strength or low thermal-conductivity and high affinity with tool materials, causing early damage on the tools, and accordingly, they have difficulties in economical cutting and in realizing process precision, and titanium alloy comes under both cases [6,7,8].
Since in the titanium alloy process, high process temperature and diffusion are the main causes tool wear and lowered surface quality of materials, currently, excessive cutting oil has been used to reduce temperature. This increases in process cost and energy use and has an adverse effect on environmental pollution. In order to improve these problems, a process technology that minimizes the use of cutting oil or does not use it to increase process efficiency is necessary. In addition, due to the lack of technology related to the process of difficult-to-cut materials, the use of them is limited and it is difficult to apply to a production site, so a study applicable to a general work environment is necessary.
To look into research trends of titanium alloy, Zlatin [9] carried out a study on mechanical nature and process ability, and reported that the main factors of reducing process ability are caused by excellent mechanical properties of titanium alloy. Kim [10] studied tool abrasion and cutting characteristic according to the cutting condition in titanium alloy process using a carbide tool, and Choi [11] reviewed turning characteristic by the tool material. Currently, various materials such as super light, CVD coating, PVD coating, ceramic and cermet tool have been developed as tool materials, but it turned out that these materials did not greatly contribute to improving machining performance of titanium alloy. To reduce economic and environmental loss of cutting oil used to control high temperature in processing titanium alloy, eco-friendly difficult-to-cut materials process technologies, such as a cryo-process, minimal quantity lubrication process and plasma assisted process have been developed. Ezugwu [12] and Yankoff et al. [13] conducted studies to enhance tool process ability such as cryo-cooling, high-pressure cutting oil and self propelled rotation tool, and Rajurkar [14] attempted a cutting process for chemical-milling and laser beam process. From the past, general processing methods of titanium alloy have been studied, and studies with new process methods have been carried out, but it is difficult to apply them to an actual site as equipment designed for research.
This study applied the cutting process mostly used in industrial fields in processing titanium alloy to study process characteristics of titanium alloy, and to consider economical cutting, carbide, coated carbide and cermet tools were applied to carry out dry turning process of Ti–6Al–4V alloy. In addition, the measured data were applied to test programming, and this study would attempt to identify factors affecting the process of Ti–6Al–4V alloy and select the optimal process condition.
2 Test Condition and Method
2.1 Test Material and Used Tool
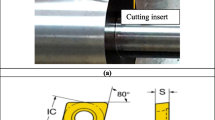
Ti–6Al–4V alloy was applied (a round bar at diameter 35 mm and length 500 mm). Chemical composition and mechanical characteristics of the material were shown in Tables 1 and 2. Tools used in the test were SANDVIK carbide tool H13A, CVD coated carbide tool 3210 and cermet tool 5015, and cutting edge angle of the tools is 45°; clearance angle, 0°; and nose radius, 0.8 mm
2.2 Test Devices and Measurement Method
To investigate wear, surface roughness and cutting force of the tools according to cutting speed and feed rate for Ti–6Al–4V, a test was conducted, and devices used in this test were shown in Table 3, and the composition of the test devices was like Fig. 1.

Experimental device set-up
A jig was designed, produced and attached to a dynamometer for the fixation of the tools. After the work piece was fixed between the headstock and the tail stock of the shelf and the material was pre-cut to make it a true circle, cutting conditions of the general-purpose shelf, such as cutting speed, feed rate and depth of cut, were set up to carry out dry cutting.
To observe tool wear, a CCD camera, data translation (DT3155) and a computer were composed. In a tool microscope, a vision system was installed to observe and measure tool wear after cutting length process of 250 mm, which was carried out till flank wear of the tool reached 0.25 mm. The wear image was saved in the computer through the CCD camera by the frame grabber in 256 brightness rating, which was analyzed in the computer. For cutting force, 1000 data per second for 3 s from the point with a cutting length, 200 mm were measured to show the average value. For cutting resistance, fine current measured in the tool dynamometer was amplified through a charge amplifier during the cutting process and through an A/D converter, it was entered, saved and analyzed by the computer.
In addition, after cutting conditions such as cutting speed, feed rate and depth of cut were tested for each condition, for surface roughness of the machined surface according to cutting condition, the average surface roughness, Ra was measured using a stylus type surface roughness meter under a condition with cut-off, 0.8 mm.
2.3 Cutting Condition
See Table 4.
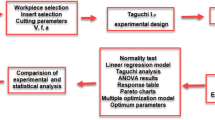
2.4 Design of Experiment
Taguchi method is a kind of test programming, an effective method to make a large number of decisions through a small number of tests. This technique uses a mathematical tool called table of orthogonal arrays, which is a technique to identify factors having a significant effect on the test result and find the optimal condition using Signal-to-Noise Ratio (S/N-Ratio). The table of orthogonal arrays is a ready-made table in which each column is orthogonal. In other words, the overall level of the other columns occurs for all the levels the same time. Numerically presented process characteristics are called a value of characteristics. [15, 16]
The characteristics are divided into two kinds of forms, enumerated data consisting only of whole numbers and continuous data shown in the form of real numbers such as weight, size and mass. Mensuration characteristics are divided into dynamic characteristics of which output changes corresponding to the input signal, e.g. the speed of a bicycle, which changes according to the degree of the pedal pressed and static characteristics in which input remains steady, e.g. size, strength, output voltage, purity and temperature characteristic. Among the static characteristics, nominal-the-better characteristic refers to the one in which there is a sole target value, and it is not satisfactory when it is larger or smaller than the target value, which is used for analyzing weight, length and voltage. The-larger-the-better characteristic refers to the one which is not a negative number, and the larger value, the better, which is used for analyzing tool life, strength, efficiency and purity of chemicals. The-smaller-the-better characteristic refers to the one which is not a negative number, the smaller value, the better, which is used for analyzing cutting force, tool wear, noise and emissions. This study analyzed cutting volume using the-larger-the-better characteristic [17, 18].
3 Test Results and Discussion
3.1 Tool Wear Form and Tool Life
In titanium alloy cutting process, when flank wear reached 0.25 mm, it was judged that the tool life was over. Figure 2 is an SEM image of flank wear taken when the titanium alloy was processed under conditions at a cutting speed 1010 rpm and a feed rate 0.209 mm/rev and it reached the time of tool wear limit while Fig. 3 shows the form of crater wear. In Fig. 2, for the wear of a carbide tool, a coated carbide tool and a cermet tool, the wear by the adhesion of the chip and chipping were observed. In Fig. 3, for the coated carbide tool, a tool failure occurred while for the cermet tool, the adhesion of the undue chip occurred. Figure 4 shows the tool wear according to cutting time. The longer the process time, the more the tool wear became, and the tool life was the best in the carbide tool while shortest in the cermet tool. For the coated carbide tool and the cermet tool, when they reached the wear limit, there was a rapid increment of tool wear [19, 20].

SEM of flank wear on tool (1010 rpm, f = 0.209 mm/rev)

Crater wear on tool (1010 rpm, f = 0.209 mm/rev)

Tool wear (1010 rpm, f = 0.209 mm/rev)
In titanium alloy process, the main causes for tool wear include wear due to adhesion and diffusion by cutting heat. Since titanium alloy has a great shear angle, the chip and tool’s contact length are short, so the tool wear of the upper side starts from a position close to the cutting edge, and in spite of small cutting resistance, stress is concentrated and heat is highest in the cutting edge. At the contact surface between the chip and the tool, cutting heat at a high temperature occurs; with the diffusion of the titanium element, hardness of the tool decreases; titanium alloy melted by a high temperature is combined with the tool; and when the part combined by the localized high pressure and friction force in chip flow falls, the tool blade falls together. In titanium alloy process, when tool life, the wear shape and the form of combination with the chip are taken into account, it is judged that the cohesion of the carbide tool is lower to the molten metal than other tow tools and is stabler at a high temperature [21].
Figure 5 shows the cutting area, according to changes in feed rate at each cutting speed. Since there is little increase of tool wear in the carbide tool under a condition at a cutting speed 510 rpm, to secure test time and prevent a loss of the material, the number of times of processing was limited to 20 times each. The carbide tool had the best cutting area under each condition, and the less the cutting speed, the more cutting area of the carbide tool became. In contrast, under a condition at a cutting speed 1010 rpm, when the feed rate decreases from 0.209 to 0.090 mm/rev, the cutting area of the three tools tends to decrease. The less the feed rate, the more the cutting length becomes in processing the same volume, and the contact time of the chip and the tool increases. Accordingly, it is judged that the tool life is shortened by cutting heat and friction added to the tool.

Cutting volume in different cutting conditions
Under a condition at a cutting speed 710 rpm, the cutting area of the coated carbide tool and the cermet tool decreased when the feed rate decreased equally at 1010 rpm. Yet, for the carbide tool, the volume value at a feed rate 0.090 mm/rev was two times of that at a feed rate 0.209 mm/rev, and it was found that the less the feed rate, the more the cutting area became. Under a condition at 710 rpm and 0.090 mm/rev, the cutting area of the carbide tool and the other two tools shows significant differences. Through this, it is judged that the carbide tool is stable with the cutting heat when the cutting speed is below 710 rpm.
Figure 6 shows the cutting time, according to changes in the feed rate. The cutting time of the carbide tool tends to increase when the feed rate decreases, and its cutting time is longer under each condition. While the cutting time of the coated carbide tool and the cermet tool increases or decreases depending on the feed rate under a condition at 1010 rpm and 710 rpm, the dynamic range of the cutting time is not great. Under a condition at 510 rpm, the less the feed rate, the more the cutting time of the three tools becomes.

Cutting time in different cutting conditions
3.2 Surface Roughness According to Cutting Conditions
After Ti–6Al–4V alloy process, the process surface was measured using a surface roughness tester, process surface to observe the characteristic of surface roughness according to each process condition.
Figure 7 shows the average profile of each tool. In the carbide tool under conditions at cutting speeds 1010 rpm, 710 rpm and 510 rpm, the less the feed rate, the less the surface roughness became. Under each condition, the more cutting area, the more tool wear became; however, until it reached the point of time of the tool wear limit, the surface roughness value did not show a big dynamic range. At 0.209 mm/rev, the surface roughness difference with the cutting speed was within 0.3 μm; at 0.157 mm/rev, 0.2 μm; and at 0.090 mm/rev, 0.2 μm. Through this, it is judged that the surface roughness of the carbide tool is affected more by the condition of the feed rate than by that of rpm.

Average of surface roughness
The surface roughness of the coated carbide tool and the cermet tool also tends to decrease as the feed rate decreases. However, under a condition at 1010 rpm and 0.090 mm/rev, the average profile sharply increases because of rapid damage and breakage of the tool during the processing. In addition, Young’s modulus of titanium alloy is about a half of that of general steel, and it is characterized by a high strain rate in cutting and work hardening in the cutting process. Thus, sagging and vibration may occur by the cutting force, and if the cutting edge is not sharp, the material may slip. Since the tool blade of the coated carbide tool and the cermet tool is easily damaged in cutting, it is judged that the characteristic of surface roughness is poor.
3.3 Cutting Force According to Cutting Condition
Figure 8 shows the changes of the principal cutting force depending on the changes of the feed rate at a cutting speed 510 rpm. When the cutting area and the cutting time are taken into account in processing, it is judged that at a cutting speed 510 rpm, the tool is stable with a reaction to heat. The size of the principal cutting force was in the order of the coated carbide tool, the cermet tool and the carbide tool under the condition of feed rate, and the less the feed rate, the less the cutting force became.

Cutting force for feed rate (510 rpm)
Figure 9 shows changes in the principal cutting force, according to the cutting time. The longer the cutting time, the more the tool wear becomes, and the principal cutting force increases due to the damage of the tool edge. In the carbide tool, as the tool wear increases slightly, the width of changes in the cutting force is little.

Cutting force for cutting time (510 rpm, f = 0.090 mm/rev)
3.4 Taguchi Method Interpretation of Cutting Area
Since the greater the cutting area, the better the tool life becomes, the-larger-the-better characteristic was applied, and the cutting area was entered till the flank wear length reached 0.25 mm. Three control factors, cutting tool, cutting speed and feed rate were selected; at three levels, the test was randomly carried out nine times in total; and MINITAB was used. For the carbide tool under conditions at 510 rpm and 0.209, 0.157 and 0.090 mm/rev, the test was terminated early before the point of time of tool wear, but a predicted tool wear limit was applied.
Table 5 shows a table of orthogonal arrays of S/N Ratio applying the-larger-the-better characteristic. As shown in the table, when processed under the third condition, the tool life was the best. Table 6 shows a table of responses to S/N Ratio. Delta value is the difference between the biggest average value from each factor and the smallest average value from each factor. The greater Delta value, the more the impact on the cutting area becomes, and it turned out to be in the order of cutting tool (δ = 16.91, 1st), cutting speed (δ = 13.97, 2nd) and feed rate (δ = 1.85, 3rd). Figure 10 shows the main effect on S/N Ratio based on the table of responses to S/N Ratio in Table 6. In the main effect, the more the incline, the more impact the factor has on the cutting area, and the higher S/N Ratio, the better the level becomes. When the processing is carried out using the carbide tool under a condition at 510 rpm and 0.090 mm/rev, the best tool life can be obtained.

The main effect on S/N Ratio
4 Conclusion
-
1.
In processing Ti–6Al–4V alloy, carbide tool showed the best tool life. Through SEM measurement, carbide tool showed a stabler form of tool wear for cutting heat than coated carbide and cermet tool at a high temperature.
-
2.
In processing titanium alloy, the major tool wear was due to adhesion by cutting heat and the friction of the top surface of the chip and toll. To enhance tool life, it is necessary to control the cutting temperature and an appropriate cutting speed for cutting temperature control in dry cutting is necessary.
-
3.
Surface roughness of titanium alloy is affected more by feed rate than by cutting speed, and the slower the feed rate, the more excellent surface roughness became.
-
4.
The reason why dynamic range of cutting force and surface roughness of coated carbide tool and cermet tool is greater than that of carbide tool is that cutting edge gets duller due to the adhesion of titanium alloy in the process, and it is because of deflection and vibration by the cutting force.
-
5.
When cutting area was taken into account using test programming, Taguchi method, the sizes of factors affecting tool life were in the order of tool material, cutting speed and feed rate. It was interpreted that using a carbide tool and slowing cutting speed and feed rate were advantageous.
References
Gatto, A., & Iuliano, L. (1997). Advanced coated ceramic tools for machining superalloys. International Journal of Machine Tools and Manufacture, 37(5), 591–605.
Nabhani, Farhad. (2001). Machining of aerospace titanium alloys. Robotics and Computer Integrated Manufacturing, 17, 99–106.
Park, Jong-Nam, Cho, Gyu-Jae, & Lee, Seung-Chul. (2004). A study on the cutting characteristics of Ti–6Al–4V alloy in turning operation. Journal of the Korean Society of Manufacturing Process Engineers, 3(4), 81–87.
Ezugwu, E. O., Bonney, J., & Yamane, Y. (2003). An overview of the machinability of aero engine alloys. Journal of Materials Processing Technology, 134, 233–253.
Venugopal, K. A., Paul, S., & Chattopadhyay, A. B. (2007). Growth of tool wear in turning of Ti–6Al–4V alloy under cryogenic cooling. Wear, 262, 1071–1078.
Sutter, G., & List, G. (2013). Very high speed cutting of Ti–6Al–4V titanium alloy—change in morphology and mechanism of chip formation. International Journal of Machine Tools and Manufacture, 66, 37–43.
Jianxin, D., Yousheng, L., & Wenlong, S. (2008). Diffusion wear in dry cutting of Ti–6Al–4V with WC/Co carbide tools. Wear, 265, 1776–1783.
Ribeiro, M. V., Moreira, M. R. V., & Ferreira, J. R. (2003). Optimization of titanium alloy (6Al–4V) machining. Journal of Materials Processing Technology, 143–144, 458–463.
Zlatin, N., Charistoper, J.D., & Cammett, J. T. (1973). Machining of new material,” USAF Technical Report AFML-TR-73-165.
Kim, N. Y., Ko, J.-B., & Lee, D.-J. (2002). A Study on The Tool Wear and Cutting Characteristics in the Machining of Ti–6Al–4V Using Tungsten Carbide Tool. Transaction of the Korean Society of Machine Tool Engineers, 11(2), 9–16.
Choi, Jong-Guen, Kim, Hyung-Sun, & Chung, Jin-Oh. (2008). Turning characteristics of various tool materials in the machining of Ti–6Al–4V. Transactions of the Korean Society of Machine Tool Engineers, 17(2), 38–44.
Ezugwu, E. O. (2005). Key improvements in the machining of difficult-to-cut aerospace super alloys. International Journal of Machine Tool & Manufacture, 45, 105–114.
Yankoff, G. (1986). “Method and apparatus for machining,” United States Patent No.4, pp. 461–467.
Rajurkar, K. P., Kozak, J., Wei, B., & Mcgeough, J. A. (1993). Study of pulse electrochemical machining characteristics. Annals of the CIRP, 42(1), 231–234.
Cha, Jinhoon, & Han, Sangbo. (2010). Searching optimal cutting condition for surface roughness in turning operation on inconel 718 using Taguchi method. Journal of the Korean Society of Machine Tool Engineers, 19(2), 295–300.
Lee, J. H., Ko, T. J., & Baek, D. G. (2009). A study on optimal cutting conditions of MQL milling using response surface analysis. Journal of the Korean Society for Precision Engineering, 26(1), 43–50.
Kwak, Jae-Seob, & Ha, Man-Kyung. (2004). Optimization of grinding conditions and prediction of surface roughness using taguchi experimental design. Journal of the Korean Society for Precision Engineering, 21(7), 37–45.
Kim, H. G. (2013). “A study on optimum tool selection by machinability using Taguchi method. Journal of Korean Society of Mechanical Technology, 15, 773–777.
Park, J. N. (2007). A study on the cutting characteristics of the glass fiber reinforced plastics by drill tools. IJPEM, 8, 11–15.
Sun, S. (2009). Characteristics of cutting forces and chip formation in machining of titanium alloys. IJPEM, 49(7–8), 561–568.
Xie, J. (2013). Experimental study on cutting temperature and cutting force in dry turning of titanium alloy using a non-coated micro-grooved tool. IJPEM, 73, 25–36.
Acknowledgements
This paper was supported by research funds of Chonbuk National University in 2017.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
You, S.H., Lee, J.H. & Oh, S.H. A Study on Cutting Characteristics in Turning Operations of Titanium Alloy used in Automobile. Int. J. Precis. Eng. Manuf. 20, 209–216 (2019). https://doi.org/10.1007/s12541-019-00027-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12541-019-00027-x