
Abstract
The alloy AlCrFe2Ni2, known as medium entropy alloy (MEA, ∆S/R ~ 1.33) was processed using Laser Direct Energy Deposition (L-DED). The alloy is designed to develop a Widmanstätten type duplex microstructure following a solid state phase transformation which is controlled by the cooling rate. During L-DED this transformation is hardly accomplished, commonly calling for a post-build heat treatment. For the first time, an intrinsic laser-based heat treatment was applied to promote this phase transformation in the Additively Manufactured HEA in a layer by layer approach. Process parameters for the intrinsic heat treatment were varied and investigated in terms of temperature–time cycles, cooling rates and penetration depth. The microstructure of as-built and differently heat-treated samples was investigated. In the as-built condition, the duplex structure consist mainly of ordered and disordered bcc phase and a small fraction of thin fcc-plates (40%). It was found that the fcc phase fraction can be significantly increased up to 58% by applying an intrinsic heat treatment. The heat treatment involves nucleation of new fcc plates as well as thickening of the existing plates. The process-related inhomogeneity of the microstructure resulting from heat affected zones at melt pool boundaries is not eliminated due to the short interaction times. In contrast to the conventional post-process heat treatment at 900 °C for 6 h, the microhardness is not significantly reduced during intrinsic heat treatment and remains in the range of 400 HV0.3. Intrinsic heat treatment is however beneficial, since it can be applied selectively. Thus, it offers novel possibilities for surface cladding applications.
Graphical Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In metals, strengthening is usually accompanied by a loss of ductility and toughness. In some medium and high entropy alloys (HEAs) it appears that certain characteristics of the twin and phase boundaries make the material less prone to becoming brittle when the strength is increased, e.g. in the AlCrFeNi alloy system. Studies describe a two-phase structure in Al(Co)CrFeNi-based HEAs, consisting of body centered cubic (bcc) and face centered cubic (fcc). The bcc to fcc ratio is mainly dependent on the Al and Ni concentration [1, 2]. The fractions and decomposition of the phases also depend on the fabrication technique used and the respective cooling rate. Heat treatment is used for homogenization and to adjust the fcc phase fraction. With a suitable ratio between bcc and fcc phase these alloys show a combination of high strength and ductility and good corrosion resistance [3, 4]. Applications are where reliability in corrosive environments is required or components operate under highly corrosive and abrasive wear conditions.
Materials design [5] and component manufacturing can benefit greatly from additive manufacturing (AM). Especially grain refinement without having to add foreign particles due to high cooling rates is of great interest. Based on findings from steels, grain refinement is believed to significantly improve gap fracture resistance and toughness, so it can be expected that improved properties can be obtained by AM of AlCrFeNi-based HEAs.
Most of the investigated, additively manufactured AlCrFeNi-based HEAs with promising material properties contain cobalt. Wang et al. [6] conducted successful experiments using L-DED to produce samples of AlCoCrFeNi HEA, resulting in a fine-scale microstructure consisting of alternating and interconnected B2 phases formed by spinodal decomposition. Aging at about 800 °C promoted the formation of fcc precipitates and reduced the yield strength but improved ductility as the softer fcc phase was formed. Kuwabara et al. [3] and Shiratori et al. [7] demonstrated the feasibility of selective electron beam melting (SEBM) to fabricate equiatomic AlCoCrFeNi specimens with similar characteristics. However, cobalt is considered a concern [8] because of its environmentally unfriendly and uneconomical extraction and refining. Fortunately, cobalt-free AlCrFeNi-based HEAs can show similar properties to those containing cobalt: In [9], an AlCrFeNi HEA coating is fabricated by mechanical alloying and vacuum hot-press sintering. A microstructure consisting of a decomposed B2/bcc phase and an fcc phase was observed, which resembled that of the related cobalt-containing ones. Dong et al. [10] proposed an AlCrFe2Ni2 HEA with composition Al17.5–Cr16.3–Fe32.8–Ni33.4 (at%). A microstructure of noodle-like fcc phases, disordered bcc phases (A2) and ordered bcc phases (B2) was observed. The spinodal decomposition of the bcc phases and the composite effect of the softer fcc and harder bcc phases resulted in a yield strength of 796 MPa, a fracture strength of 1437 MPa, and a strain of 15.7% in the true stress–strain state, respectively. The properties obtained are also very similar to those of the previously mentioned AlCoCrFeNi alloy.
An overview of the current research on Al(Co)CrFeNi alloys is recently given by Hecht et al. in [11], where they mention an earlier study [12] on laser powder bed melting (L-PBF) of an AlCrFe2Ni2 alloy with composition Al17.8–Cr16.4–Fe33.2–Ni32.7 (at%). The microstructure was metastable and consisted of columnar bcc grains with nanoscale spinodally decomposited B2 and A2 structures. Annealing in the range of 850 °C to 900 °C for 3 to 6 h allowed the fcc phase to reach up to 63% compared to 5% in the as-built condition. In [13], an AlCrFe2Ni2 alloy with composition Al9–Cr17–Fe36–Ni38 (wt%) was selected for L-DED. It was found that preheating of the substrate at a temperature of 450 °C is required to avoid cracks due to temperature gradients. An ultrafine duplex microstructure was found throughout the samples, consisting of an fcc phase in the form of platelets and Widmanstaetten-like structures, and a compositionally segregated bcc matrix (ordered/unordered bcc/B2). After heat treatment at 900 °C for 6 h, homogenization of the microstructure was observed, as well as transformation to a duplex microstructure with a phase fraction of 46% fcc. A flexural strength of 2286 MPa and no failure up to a bending strain of 20% were obtained, corresponding to a strength increase of more than 50% compared to a DIN EN St 1.4517 super-duplex steel with similar ductility.
In both studies, heat treatment of AM AlCrFeNi showed an increase in fcc beneficial for the material’s strength and a dependency of the fcc formation on heat treatment time and duration. For component manufacture, the possibility of selectively adjusting the local fcc content and thus the mechanical properties is very attractive. In AM, intrinsic, also known as in-situ heat treatment, offers this possibility. The term describes both the passive effect due to the cyclic build itself as well as additional layer-by-layer heating with the same or a different heat source used for the build process. The concept itself was described, for example, in [14] for L-PBF. In [15] was demonstrated, that intrinsic heat treatment as it naturally occurs during L-DED due to the layerwise build process is already able to trigger nickel-aluminium (NiAl) precipitation in a maraging steel. The effect on the microstructure is further exploited in [16] by selectively adjusting the L-DED process parameters to achieve a controlled time–temperature profile that allows local control of phase formation.
Several aspects are to be considered for intrinsic heat treatment: First, due to the short interaction time between the material surface and the heat source, the heat penetration depth and temperature time cycles are important. Second, the surface is expected to re-melt during the intrinsic heat treatment, which may lead to solidification-related issues such as cracking. Finally, the entire process can cause various microstructural changes from nanoscale to microscale, which must be considered when evaluating the process.
In this work, the development of microstructure and microhardness of intrinsically and conventionally heat-treated samples of NADEAAM alloy with nominal composition Al8.5–Cr17.2–Fe36.2–Ni38.1 (wt%) are compared and related to the applied parameters. The theoretical background of [10] and previous findings of the project team in connection with this study [12, 17,18,19] serve as a guide for the selection of the experimental parameters and the interpretation of the results.
2 Experimental
2.1 Material and L-DED
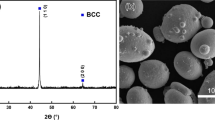
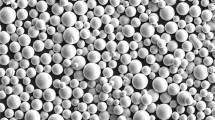
L-DED samples 20 mm × 20 mm × 14 mm in size were built out of powder with the nominal composition Al8.5–Cr17.2–Fe36.2–Ni38.1 (wt%). The spherical powder was produced by Oerlikon AM with a delivered particle size distribution ranging from 20 to 90 µm (D50 = 48.6 µm). The L-DED process was performed with conductive preheating of the substrate to approx. 400 °C. The L-DED parameters applied are listed in Table 1. A bidirectional hatching strategy was used for adjacent tracks and layers.
The laser-beam source was a 3 kW diode laser. Powder was fed into the processing zone through a continuous coaxial powder nozzle with an additional protective inert gas stream of 15 l/min. The substrate material used for all samples is a hot-work, 10 mm thick 1.2343 (AISI H11) tool steel plate.
Figure 1 presents both a complex part (a) and cubic test sample (b) analyzed to be crack free and of low porosity (c). Thus, the feasibility of L-DED of the selected alloy with the chosen parameter set is demonstrated.

Photographs a, b and cross section c of Al8.5-Cr17.2-Fe36.2-Ni38.1 manufactured by L-DED
2.2 Heat Treatment
Samples were either not, conventionally or intrinsically heat treated. Conventional post-processing heat treatment was performed in a THERM-CONCEPT KLS 05/13 furnace with 300 l/h argon inert gas flow at a temperature of 900 °C for a duration of 6 h, followed by air cooling. Intrinsic heat treatment was performed during the L-DED build process subsequent to each layer built. Tested parameter combinations are listed in Table 2. The hatching strategy followed the build strategy except for variations in the track offset Δy.
From the possible parameter combinations, those were selected step by step which, on the one hand, led to crack-free specimens and, on the other hand, were expected to have the greatest influence from a thermophysical point of view.
2.3 Analysis Methods
2.3.1 Thermography and Cooling Rate Determination
Thermal monitoring of the process was performed using an Infratec’s ImageIR © 8300 infrared camera. The camera enabled the recording of the top surface of the process with frame rates up to 125 kHz. Figure 2 presents the measurement setup (a) and an exemplary screenshot of the infrared process monitoring (b).

Photograph of the experimental setup a, screenshot acquired from IRBIS Pro© software b
Screenshots and videos of the process and the thermal field present on the surface were recorded. Temperature over time cooling curves were generated using 125 kHz frame rate to achieve the maximum possible accuracy. The cooling curves were further used to calculate surface cooling rates.
2.3.2 Microstructure Analysis
Sample preparation for microstructure analysis consisted of standard metallographic grinding and polishing steps with a final polishing step in a Vibromet device (Buehler VibroMetTM). In all cases the metallographic section planes contained the build-direction. Microstructure analysis encompassed imaging with backscattered electrons (BSE) and crystal orientation mapping by backscatter electron diffraction (EBSD) using a scanning electron microscope (SEM) type Zeiss Gemini 1550. This SEM is equipped with a Nordlys HKL detector and the Oxford INCA-Crystal software for EBSD operation and data evaluation. The step size for EBSD mapping was 0.08 µm.
2.3.3 Micro Hardness
The micro-hardness was measured as HV0.3 using a Leco semi-automatic Vickers tester with a test load of 300 g and a testing time of 20 s. The test indentation distance was 0.5 mm. Measurements were performed in the middle section of each sample and parallel to the build direction.
3 Results
3.1 Feasibility of Intrinsic Heat Treatment
The first criteria for a feasible intrinsic heat treatment are the avoidance of crack formation in the resulting samples. the selected alloy already showed a pronounced tendency to crack during the development of the L-DED process [13]. Crack formation in this case is due to thermally induced stresses. Local cooling conditions during solidification are therefore crucial. During intrinsic heat treatment, part of the material is melted again on the surface and the component undergoes thermal stress again. The process parameters must therefore be selected so that the resulting temperature gradients and thus local stresses are sufficiently small not to exceed the yield point of the material.
Figure 3 presents the effect of different laser powers at a constant scan speed of 600 mm/s and track offset of 1.2 mm on cracking.

Light micrographs of Al8.5–Cr17.2–Fe36.2–Ni38.1 manufactured by L-DED, intrinsically heat treated with 105 W a, 158 W b and 163 W c laser power
While the hardware-related lowest limit for the laser power (105 W) leads to crack-free specimens, cracking is observed when the laser power is increased, especially but not exclusively in edge areas of the specimens. This is due to the deviating cooling conditions. The cooling in edge zones is accelerated by the surrounding air and protective gas flow on the one hand, and the heat radiation over the larger surface in relation to the volume on the other. The high thermal gradients lead to internal stresses and eventually cracks. Thus, at least for the selected test geometry and given parameters, the upper limit of the applicable laser power is between 105 and 153 W.
Secondly, the maximum depth of remelting results from the degree of overlap of the superimposed layers. Against the background of achieving the most pronounced heat treatment effect possible, it is not expedient to remelt track areas during intrinsic heat treatment which are not remelted in the nest L-DED step due to the process, since the microstructure is then completely reset instead of being transformed.
Figure 4 presents the microstructure of etched (V2A) L-DED samples intrinsic heat treated with varied laser power analogous to Fig. 3. Visible are the different build tracks in cross section (bi-directional strategy) but also additional layers of remolten material marked in light blue (Fig. 4b, c). They can be distinguished as the regular additive manufacturing pattern shows tracks corresponding to the track width and layer height. Visible additional melting patterns are caused by the intrinsic heat treatment. These indicate the formation of a deep molten pool instead of surface melting and heat treatment of already solidified material.

Light micrographs of Al8.5–Cr17.2–Fe36.2–Ni38.1 manufactured by L-DED, intrinsic heat treated with 105 W a, 158 W b and 163 W c laser power. Blueish marked: areas remolten by intrinsic heat treatment
Thus, the applied energy is too high. Figure 4, A doesn’t show this effect, which leads to the conclusion, that a laser power of 105 W is feasible for the test range of given ranges for track offset and scan speed. Higher laser powers are excluded from further investigations, as the remolten areas represent not intrinsic heat treated material and thus distort the overall analysis. For the greatest possible heat treatment effect, the other parameters of feed rate and track distance can thus be adjusted. Their reduction leads to greater surface energy and heat accumulation, while in particular the reduction of the feed rate, which is decisive for the maximum solidification rate and both optical and thermal penetration depth, allows to reduce the temperature gradients.
3.2 Influence of Intrinsic Heat Treatment Parameters on Temperature-Time Cycles
In the following, the cyclic influence of intrinsic heat treatment on the specimen surface is illustrated from the perspective of a locally fixed point as a function of the process parameters. In Fig. 5, the intrinsic heat treatment process steps of the specimens with the smallest (600 mm/s, 1.2 mm) and largest (480 mm/s, 1.0 mm) introduced surface energy are compared by plotting the measured maximum temperature in the measuring field over time.

Temperature–time-cycles during intrinsic heat treatment with a v = 600 mm/min, dy = 1.2 mm, b v = 480 mm/min, Δy = 1.0 mm
The visible peaks indicate the passing of the laser spot during the processing of adjacent tracks. It is visible that the thermal influence in Fig. 5a already decreases significantly from the third adjacent track onwards, while in Fig. 5b approximately the same high temperatures are still reached at a distance of 6 tracks. The same orthogonal distance of 6 mm from the measuring point is reached after 5 tracks in Fig. 5a and after 6 tracks in Fig. 5b. It is known from [12, 18] that significant microstructural changes occur from a temperature of approx. 850 °C onwards. During the entire measuring time of 16 s, this temperature is reached for approx. 1.6 s in 5a and for approx. 3.2 s in Fig. 5b. The time for possible transformations is thus doubled.
In Fig. 6, the maximum cooling rate measured for one peak of the respective samples is shown in excerpts in relation to the temperature curve and the calculated moving average (MA). Presented are the curves for the samples with the highest (a) and lowest (b) local cooling rate.

Maximum cooling rate during intrinsic heat treatment with a v = 600 mm/min, Δy = 1.2 mm, b v = 480 mm/min, Δy = 1.0 mm
The highest and lowest cooling rates are within the same order of magnitude of 103 K/s, so the absolute values of 10 × 103 K/s and 9 × 103 K/s do not represent a significant difference in the context of AM. Additionally, for all these considerations, it must be kept in mind that the measurements can only represent the thermal conditions at the surface. The thermal influence inside the material is weakened in each case and essentially dependent on the thermal diffusivity. Thus, no major influence attributable to the cooling rate is expected.
3.3 Influence of Intrinsic Heat Treatment Parameters on Penetration Depth
The actual penetration depth of the intrinsic heat treatment is crucial, as it is important to assess whether the intrinsic heat treatment can act over the entire thickness of the respective layer. The intrinsic heat treatment penetration depth is investigated by mathematical estimation based on [20] and listed in Table 3.
The penetration depth of a heat source is dependent on the thermal diffusivity α and the temperature recording sensitivity constant k which may vary with the selected method. Additionally, the duration in which the sample is subjected to the heat source is significant for the thermal penetration depth d. The penetration depth of a heat source through a certain material is given by:
d: penetration depth (mm), k: temperature recording sensitivity constant, α: thermal diffusivity (mm2/s), t: time the sample is subjected to the heat source (s).
Moreover, the thermal diffusivity is calculated in terms of the thermal conductivity, density and specific heat capacity of the alloy, and it is given by:
kth: thermal conductivity (W/m K), ρ: density (kg/m3) Cp: specific heat capacity (J/kg K).
The time t was assumed to be the time for which the measured area of the sample is subjected to temperatures of 850 °C or above. This assumption is due to the fact that the heat treatment of the alloy is initiated at 850 °C. The value of thermal diffusivity of the alloy at 1200 °C of 5.419 mm2/s was used. Additionally, the calculations were conducted using the specific heat capacity of the alloy at room temperature of 487 J/kg K and the density of 7.7 g/cm3 (= 7703 kg/m3). The temperature recording sensitivity constant (k) may vary with choice of method. Therefore, penetration depth results are presented in terms of k and compared relative to one another.
The highest relative penetration depth in comparison with the other samples is calculated for sample No. 4. The velocity variation showed a higher penetration depth compared to the sample with track overlap enhancement alone. The greatest effect occurs with the combination of both the heat increasing influences. The deeper the applied heat treatment acts into the welded material, the more homogeneous the generated microstructure is expected to be. The largest differences to be expected are between samples 1 and 4, which are therefore considered in particular in the following.
3.4 Influence of Intrinsic and Conventional Heat Treatment on the Microstructure
A typical duplex AlCrFe2Ni2 microstructure (Fig. 7a) consists out of fcc (bright), the darker, vermicular-structured phase indicates spinodally decomposed bcc. The morphology of the phases may vary dependent on alloying elements and manufacturing process. The elemental distributions of alloying elements is determined by EDS (Fig. 7b, c; Table 4).

Element partitioning between fcc and bcc, spinodally demixed a principle composition of duplex AlCrFe2Ni2 microstructure and b, c revealed by EDS mapping on a sample subjected to the full conventional annealing treatment
As can be seen from Fig. 7 and Table 4, segregation of elements between fcc and bcc takes place. While the fcc phase is Cr- and Fe-rich, the bcc phase contains the predominant part of Al and a larger fraction of Ni. The disordered phase (bcc-A2) is rich in Fe-and Cr, while the ordered phase (bcc-B2) is rich in Ni and Al, respectively. In Z-contrast (atomic contrast) the bcc-A2 phase should therefore appear brighter than the bcc-B2 phase. Following this argument, the spinodal reaction products visible in the backscatter electron image presented in Fig. 7a are bcc-A2 (bright) and bcc-B2 (dark).
The regular microstructure in AlCrFe2Ni2 based alloys is of Widmanstätten type. The evolution of these microstructures is associated with a bcc to fcc transformation, since the primary phase is a disordered bcc phase (bcc-A2), meaning that the transformation to duplex is similar to that in duplex steels. Thus, the microstructure is consisting of fcc-lath colonies grown from parent bcc-grains during a solid state bcc–fcc transformation. The bcc phase however undergoes a spinodal decomposition into a Fe/Cr rich and an Ni/Al rich, eventually ordered phase. The given alloy composition may lead to fcc formation simultaneously with the bcc spinodal decomposition, i.e. bcc to bcc#1 + bcc#2 + fcc, whenever high cooling rates from the bcc-parent phase are applied during heat treatments. Fcc growth from a spinodally decomposed bcc can be observed during subsequent annealing.
Figure 8 shows the microstructure of L-DED Al8.5–Cr17.2–Fe36.2–Ni38.1 samples in different conditions. The selected sections from the center of the specimen show two superimposed tracks located in the overall sample center each.

SEM images of L-DED samples, overview of a as-built, b conventionally heat-treated, c intrinsically heat treated with v = 600 mm/min, Δy = 1.2 mm condition
Figure 9 shows the microstructure of L-DED Al8.5–Cr17.2–Fe36.2–Ni38.1 samples in different conditions. The selected sections from the center of the specimen show images with higher magnification from the respective visibly distinguishable areas from Fig. 8.

SEM images of L-DED samples, bottom a–c and heat affected upper d–f track zones in a, d as-built b, e conventionally heat-treated c, f intrinsically heat treated with v = 600 mm/min, Δy = 1.2 mm condition
When considering the differences between track bottom and track top in as-built condition, two main process-related influences must be taken into account. Firstly, the local solidification rate of the solidification front at the first solidifying track edge is almost zero and increases with vertical distance from the bottom track edge in the image [21]. Secondly, adjacent material is already cyclically reheated by the buildup process, which is described in the form of a so-called heat-affected zone (HAZ). Thus, the microstructure in the as-built AM material is typically not homogeneous across the weld track. A three-phase field of fcc-A1 + bcc-B2 + bcc-A2 is visible throughout the as-built sample. However, the morphology of the fcc-phase varies between sharp Widmanstatten needles and a heat influenced, coarsened structure. It is observed that the amount of spinodally decomposed bcc (B2/A2) phase (dark) is significant and that the growth of the fcc (A1) phase (bright) is likely suppressed due to the high cooling rate of the process as also reported by [12, 13].
In conventionally heat-treated condition (900 °C, 6 h) single tracks can hardly be distinguished (Fig. 8b), however, areas with different fine microstructures are visible (Fig. 9b, e) which indicate the locally different cooling rates in the original buildup process. Compared to the as-built condition, the overall microstructure is obviously homogenized and coarsened, and a significantly larger fraction of fcc is visible. Based on Fig. 9e, it can be seen that fcc has at least partially nucleated within the previously spinodally decomposed bcc regions. This result again corresponds to the observations from [12, 13].
In intrinsically heat-treated material the previously mentioned different track ranges are still recognizable (Fig. 8c). However, clearly visible changes have taken place. It is observed that the fraction of fcc phase is higher due to the reheating effect caused by the intrinsic heat treatment. A greater proportion of fcc is evident in both the track center and edge regions (Fig. 9c, f) compared to Fig. 9a, d. This change is evident in the form of both coarsened area and newly nucleated fcc phase. Especially in the area depicted in Fig. 9c the clear difference of the heat treatment is recognizable. In the upper track area, the temperature achieved is higher and is maintained for a longer time, so that combined with the general buildup process-related cyclic reheating, the effect is most pronounced here. However, the growth of the fcc phase is also visible in the bottom track zone (Fig. 9f) as well as partial nucleation from bcc.
The following Fig. 10 are SEM images of the bottom of tracks of intrinsically heat treated samples. The results of the parameters with the smallest (a) and largest (b) calculated penetration depth and highest and lowest peak cooling rate, respectively, are compared to depict the range of phase transformations achievable with intrinsic heat treatment.

SEM images of L-DED samples intrinsically heat treated with a v = 600 mm/min, Δy = 1.2 mm, b v = 480 mm/min, Δy = 1.0 mm
Recognizable is a very great similarity of the areas, no significant changes in the morphology of the basic structure have occurred. However, it is visible that the structure fcc phase in Fig. 10b is slightly coarser compared to Fig. 10a, which indicates that the choice of parameters does influence the phase transformation.
EBSD analysis of the four different samples, as-built, conventionally as well as intrinsically heat treated with different parameters highlights the observed differences. The respective phase maps are shown in Fig. 11.

EBSD phase maps of L-DED (Al8.5-Cr17.2-Fe36.2-Ni38.1) samples as-built a, intrinsically heat treated with b v = 600 mm/min, Δy = 1.2 mm, c v = 480 mm/min, Δy = 1.0 mm, d conventionally heat treated with 900 °C for 6 h. Color code: yellow—bcc, pink—fcc
Both visually recognizable and measured (Table 5), a clear increase in the fcc content has occurred due to the parameter adjustment of the in-situ heat treatment when considering a representative total section. However, the fcc content of conventional HT samples is not yet reached with intrinsic heat treatment.
The suppression of the bcc–fcc conversion in favor of spinodal segregation succeeds due to slow diffusion. At the same time, however, this slow diffusion also means that the time required for the phase conversion in particular is very important for the resulting phase distribution. It is therefore not to be expected that an identical effect can be obtained in a few seconds of intrinsic heat treatment as in several hours of annealing. While the as-built condition necessarily also causes phase transformation through layer wise reheating, the time–temperature profile of the material during the additional process step is decisive for the additionally intrinsically heat-treated specimens. The results show, however, that even in short times significant changes occur, which might lead the focus to further investigate the microstructural reaction at higher temperatures as reached during intrinsic heat treatment. The idea of being able to adjust the phase composition in an entire component locally over the entire possible range (40 to 64% fcc phase fraction) by means of intrinsic heat treatment cannot yet be achieved although basically the same transformation mechanisms are observed compared to conventional heat treatment. The process-related inhomogeneity of the microstructure due to heat-affected zones at melt pool boundaries is not eliminated because of the short interaction times, as the phase transformation is this highly diffusion driven. It is assumed that by increasing the time for the transformation, i.e. by decreasing laser power and scanning speed, inhomogeneity is likely to be further reduced.
3.5 Influence of Intrinsic and Conventional Heat Treatment on Hardness
Micro-hardness measurements (HV0.3) reveal that the hardness of both the L-DED material decreases due to the annealing treatment, while intrinsic heat treatment shows only a minor effect (Fig. 12).

Hardness measurements of L-DED samples in different heat treatment conditions over the build height a and in average of multiple measurements b
It is noticeable that the scatter of microhardness is reduced during post annealing, which can be attributed to chemical and microstructural homogenization. The remaining scatter in the intrinsically heat treated L-DED material can be explained by systematic remaining differences between layer and interlayer regions as being visible in Fig. 9. The intrinsic heat treatment which leads to a greater proportion of fcc, surprisingly simultaneously exhibits a higher hardness than that with the lower penetration depth. A higher degree of homogenization would be expected. Presumably, the proportion of out of bcc nucleated fcc is larger, so that the hardness is higher due to the larger number of phase boundaries. Although intrinsic heat treatment significantly increases the fcc phase fraction, no significant reduction in material hardness is measured. The short interaction time suppresses diffusion processes, and the phases are magnitudes finer than compared to conventional heat treatment (i.e., Fig. 9). As a result, the hardness is reduced only by the proportion actually attributable to phase fractions. With this finding, investigations of the other mechanical properties, especially strengths, are of great interest and will be pursued.
4 Summary and Conclusions
Microstructure evolution of L-DED material from a medium entropy alloy with the nominal composition Al8.5-Cr17.2-Fe36.2-Ni38.1 was investigated in terms of heat treatment performed intrinsically and post process. High cooling rates and limited penetration depth are identified as key characteristics of intrinsic heat treatment. Intrinsic heat treatment proved to contribute fundamentally to the increase of the fcc phase fraction. While post heat treatment results in visible homogenization of the microstructure and uniform reduction of microhardness, these effects are not observed when intrinsic heat treatment is applied. The key findings can be summarized as follows:
-
The penetration depth of intrinsic heat treatment can be increased by proper parameter adaption. However, the cracking susceptibility of the alloy limits the applicable range.
-
The morphology of fcc in L-DED as-built samples varies locally between original and coarsened Widmanstaetten structure. Bcc is spinodally decomposed.
-
Compared to the as-built state, the fcc content of L-DED samples can be increased from 40 to 58% by intrinsic heat treatment.
-
The intrinsically heat treated L-DED material displays remains of the layerwise structure and a finer microstructure compared to conventionally heat treated material.
-
Hardness is not significantly reduced by intrinsic heat treatment.
The present results show that changes in the actual phase composition are not the only significant factor affecting the properties of Al8.5–Cr17.2–Fe36.2–Ni38.1. Therefore, it might be an interesting area of research to further define and exploit the effects, or precisely the suppressed effects, when intrinsic heat treatment is applied instead of conventional heat treatment. Ongoing investigations are focusing on evaluating the effect of different heat treatment states and thus phase distribution on mechanical properties, specifically tensile strength, in order to verify the suitability of the intrinsic heat treatment process and the proposed parameter range for applications. Future investigations shall be extended to include both a wider parameter range and the influence of geometrical complexity, aiming to investigate the feasibility to tailor local properties according to part specific strains which represents a great potential for intrinsic heat treatment of AlCrFe2Ni2-type alloys.
References
Y.-F. Kao, T.-J. Chen, S.-K. Chen, J.-W. Yeh, J. Alloy. Compd. 488, 57 (2009). https://doi.org/10.1016/j.jallcom.2009.08.090
H.R. Sistla, J.W. Newkirk, F.F. Liou, Mater. Design 81, 113 (2015). https://doi.org/10.1016/j.matdes.2015.05.027
K. Kuwabara, H. Shiratori, T. Fujieda, K. Yamanaka, Y. Koizumi, A. Chiba, Addit. Manuf. 23, 264 (2018). https://doi.org/10.1016/j.addma.2018.06.006
C.T. Wang, Y. He, Z. Guo, X. Huang, Y. Chen, H. Zhang, Y. He, Met. Mater. Int. 27, 2310 (2021). https://doi.org/10.1007/s12540-020-00920-5
G.M. Karthik, H.S. Kim, Met. Mater. Int. 27, 1 (2021). https://doi.org/10.1007/s12540-020-00931-2
R. Wang, K. Zhang, C. Davies, X. Wu, J. Alloy. Compd. 694, 971 (2017). https://doi.org/10.1016/j.jallcom.2016.10.138
H. Shiratori, T. Fujieda, K. Yamanaka, Y. Koizumi, K. Kuwabara, T. Kato, A. Chiba, Mater. Sci. Eng. A 656, 39 (2016). https://doi.org/10.1016/j.msea.2016.01.019
F.K. Crundwell, M.S. Moats, V. Ramachandran, T.G. Robinson, W.G. Davenport, in Extractive Metallurgy of Nickel, Cobalt and Platinum Group Metals (Elsevier, Amsterdam, 2011), pp. 357–363
C.Y. Shang, Y. Wang, Mater. Sci. Forum 898, 628 (2017). https://doi.org/10.4028/www.scientific.net/MSF.898.628
Y. Dong, X. Gao, Y. Lu, T. Wang, T. Li, Mater. Lett. 169, 62 (2016). https://doi.org/10.1016/j.matlet.2016.01.096
U. Hecht, S. Guo, M.L. Weaver, Front. Mater. 8, 718788 (2021). https://doi.org/10.3389/fmats.2021.718788
D. Vogiatzief, A. Evirgen, S. Gein, V.R. Molina, A. Weisheit, M. Pedersen, Front. Mater. 7, 248 (2020). https://doi.org/10.3389/fmats.2020.00248
V.R. Molina, A. Weisheit, S. Gein, U. Hecht, D. Vogiatzief, Front. Mater. 7, 275 (2020). https://doi.org/10.3389/fmats.2020.00275
J. Haubrich, J. Gussone, P. Barriobero-Vila, P. Kürnsteiner, E.A. Jägle, D. Raabe, N. Schell, G. Requena, Acta Mater. 167, 136 (2019). https://doi.org/10.1016/j.actamat.2019.01.039
P. Kürnsteiner, M.B. Wilms, A. Weisheit, P. Barriobero-Vila, E.A. Jägle, D. Raabe, Acta Mater. 129, 52 (2017). https://doi.org/10.1016/j.actamat.2017.02.069
P. Kürnsteiner, M.B. Wilms, A. Weisheit, B. Gault, E.A. Jägle, D. Raabe, Nature 582, 515 (2020). https://doi.org/10.1038/s41586-020-2409-3
S. Gein, V.T. Witusiewicz, U. Hecht, Front. Mater. 7, 296 (2020). https://doi.org/10.3389/fmats.2020.00296
E. Eshed, S. Abd El Majid, M. Bamberger, S. Osovski, Front. Mater. 7, 284 (2020). https://doi.org/10.3389/fmats.2020.00284
D.-K. Kim, W. Woo, E.-Y. Kim, S.-H. Choi, J. Alloy. Compd. 774, 896 (2019). https://doi.org/10.1016/j.jallcom.2018.09.390
A. Faghri, Y. Zhang, J.R. Howell, Advanced Heat and Mass Transfer (Global Digital Press, Columbia, 2010)
W. Kurz, D.J. Fisher, Fundamentals of Solidification, 4th edn. (Trans Tech Publications, Zuerich, 1998)
Acknowledgements
We would like to thank the entire NADEA project team and their institutions for their great support and cooperation, especially (alphabetically ordered) Menachem Bamberger, Juri Coutinho, Jacub Czerski, Eyal Eshed, Alper Evirgen, Jan Freihammer, Sergej Gein, Elzbieta Godlewska, Jan Meyne, Mikkel Pedersen, Dimitrios Vogiatzief, Thomas Wachowiak, and Andreas Weisheit.
Funding
Open Access funding enabled and organized by Projekt DEAL. This work was financially supported by the Federal Ministry of Education and Research of Germany (Bundesministerium für Bildung und Forschung—BMBF) in the framework of the project NADEA (Grant Number 03XP0163B).
Author information
Authors and Affiliations
Contributions
Conceptualization, S.-K.R.; methodology, S.-K.R., A.A.; software, S.-K.R., A.A.; validation, S.-K.R., U.H.; formal analysis, S.-K.R.; investigation, S.-K.R., A.A., U.H.; resources, S.-K.R., U.H.; data curation, S.-K.R., U.H.; writing—original draft preparation, S.-K.R., A.A. and U.H.; writing—review and editing, S.-K.R., U.H.; visualization, S.-K.R. and A.A.; project administration, S.-K.R., U.H.; funding acquisition, S.-K.R., U.H.; supervision, S.-K.R. and U.H.; All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Rittinghaus, SK., Ali, A. & Hecht, U. Intrinsic Heat Treatment of an Additively Manufactured Medium Entropy AlCrFe2Ni2-Alloy. Met. Mater. Int. 29, 579–590 (2023). https://doi.org/10.1007/s12540-022-01246-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12540-022-01246-0