
Abstract
In this study, percolation tests with water were carried out on the products that were subjected to pyrolysis and obtained in order to carbonize the organics in the vinasse carbonation cake mixtures. For this purpose, the mixtures prepared from the concentrated vinasse supplied from Sugar Factory and the carbonation cake supplied from Sugar Factory were heated at 500 °C for 4 h, and the extractability and dissolution rate of potassium into water were determined by leaking water over the products. The ability of the residue to remove methylene blue from the aquatic environment was determined. It should be emphasized that the solid residue from the potassium extraction has a considerable amount (289–370 mg/g) and a basic dye removal capacity greater than that of the raw carbonation cake (208 mg/g). COD value in the extract of the pyrolysis product with a cake/vinasse ratio of 0.5 was determined as 970 mg/l with a significant increase. The methylene blue removal capacity of the extraction residue samples obtained in this group of experiments decreases as the dry cake–vinasse ratio increases. It should be emphasized that the composite product obtained by taking advantage of these results can be actively used in the production of compound fertilizer.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Two environmentally important residues of sugar beet sugar production and molasses alcohol production processes are carbonation sludge and vinasse. The carbonation sludge, which is released in large amounts in the current liquor treatment technology using lime-carbon dioxide, consists mainly of calcium carbonate formed at birth and colloidal substances from beet. It is stated that carbonation sludge residue, which is approximately 10.5% (on the basis of 50% dry matter) in beet sugar fabrication, can be eliminated by using it in the improvement of some agricultural soils, in cement production and in paper production as an additive (Vaccari et al. 2005). It has been shown that cane sugar industry sludge can also be used to remove the color of water containing basic dyes (Magdy and Daifullah 1998). However, the use of this residue, which contains a large amount of colloidal organic matter, for this purpose without stabilization may give secondary pollutants to the waters it is treated while removing dyes. As a matter of fact, a previous study showed that carbonation cake can be used as a good means of removing Cr3+ and Cd2+ from aqueous solutions. However, it has been concluded that it can give a large amount of organic matter to the environment, and this material is stabilized as it gives less organic matter to the environment and calcines can be used more safely for this purpose. Chemical fertilizers with rapid dissolution in water have the potential to create pollution when applied to the soil, some of which are caused by atmospheric precipitation, flow into streams and surface waters, some of them quickly pass through the soil and mix with groundwater. For these reasons, they cause economic losses and environmental problems without being able to serve their main purpose. The development of fertilizer technology is directed toward the production and application of slow or controlled fertilizers. Vinasse, which emerges as a residue during the production of alcohol from molasses, contains a significant concentration of potassium. The excessive organic matter content of the vinasse creates inconveniences in its use as fertilizer. On the other hand, the sugar factory waste carbonation cake requires careful disposal into the environment due to its organic matter content. This substance is used in some cases for the reclamation of acidic soils. It is important to use both the vinasse and the carbonation cake by making it useful.
On the other hand, molasses, which occurs at a rate of about 4% compared to beet in a beet sugar factory, lead to the formation of a vinasse of 60 Bx, which is about 60% of its weight when used in alcohol production (Vaccari et al. 2005; Güler et al. 2002). The alcohol industry, in which the vinasse is produced, which is characterized by its high COD content, low pH, foul odor and dark brown properties, is counted among the 17 most polluting industries (Satyawali and Balakrishnan 2008). Although vinasse (Parnaudeau et al. 1998), which contains melanoidin and phenolic substances as well as glycerol, betaine, alcohols and many other organic substances, gives the idea that it can be used as a fertilizer with a significant potassium content, it has too much dissolved organic matter load to allow it to be used as it is. It is stated that the vinasse causes barrenness in the soils (FitzGibbon et al. 1998). Disposal into the environment has led to negativities such as the closure of many alcohol factories. Concentrated vinasse is used as animal feed after the potassium it contains is recovered. There are many patent studies for the recovery of various substances from the squeegee (Robertiello and Degen 1981; Paananen et al. 2000; Hamstra and Schoppink 1998). It is of great importance to evaluate these residues, which occur in sugar production and alcohol production from molasses, which is a by-industry, by different methods in order to reduce their damage to the environment (Sezer et al. 2017).
In this study, the pyrolysis and extraction conditions of the vinasse carbonation cake mixtures were investigated for the recovery of potassium from the vinasse. The ability of the residue to remove methylene blue from the aquatic environment was determined.
Material and Method
In this study, I. Carbonation cake supplied from Elazig Sugar Factory and concentrated church obtained from Alcohol Factory within Eskişehir Sugar Factory was used. Some properties of the carbonation cake and the vinasse were determined.
The density of the vinasse was determined at room temperature with a pycnometer. The content of dissolved solids in the vinasse was determined as Bx (g-solids/100 g vinasse) as a result of the refractive index measurement with Atago (AR 56) refractometer. The pH of the vinasse was measured with a Mettler (Delta 350) pH meter. The color of the vinasse was determined by measuring absorbance at 420 nm using a Shimadzu (UV-1201) spectrophotometer on a 500-fold diluted sample. Chemical oxygen demand (COD) as a measure of organic matter load or organic pollution load in the vinasse was determined by the dichromate method (APHA-AWWA-WPCF 1975) in the appropriately diluted sample. K+ and Na+ determinations were made with Eppendorf flame photometer. Ca2+ + Mg2+ was determined titrimetrically by the complexometric method (Arslanoğlu and Tümen 2021). The amount of ash was determined by burning a certain amount of vinasse samples at gradually elevated temperatures and bringing them to constant weight at 900 °C.
A certain amount of dried carbonation cake sample at 105 °C was dissolved in pure nitric acid and filtered, and K+, Na+, Ca2+ + Mg2+ determinations in the filtrate were carried out by the methods mentioned above. The insoluble part on the filter paper was dried at slowly increasing temperatures, then incinerated at medium temperatures, and finally ash at 900 °C until it reached a constant weight, and it was calculated as the acid-insoluble inorganic part. The heating loss at 500 °C, which gives an idea about the amount of organic matter, was determined after the dry carbonation cake sample, which was weighed in a certain amount, was burned at 500 °C with frequent mixing and brought to a constant weight. The heating loss was determined by heating the dried carbonation cake at 105 °C to constant weight at 900 °C. The surface areas of the carbonation cake and/or some selected pyrolysis products were determined using the BET single point nitrogen adsorption method with the Micromeritics (ASAP-2020) device.
The pyrolysis of chlampe-carbonating cake mixtures and the extraction of potassium is described below. In the first stage, the carbonation cake prepared by drying and the vinasse were mixed in 100 ml porcelain capsules with a weight ratio of cake/vinasse to 1, and the water was removed at 105 °C. The dried mixture, scraped from the porcelain capsule, was crushed in a mortar to make it thin and then, transferred to narrow and deep crucibles in order to make it difficult for the air to diffuse into the mass during heating. The lids of the crucibles were closed, and the samples were subjected to pyrolysis between 400 and 600 °C for 6 h. The obtained pyrolysis products were mixed with distilled water at a water/solid ratio of 10 and shaken at a speed of 200 rpm for 30 min in an incubator whose temperature was kept constant at 25 °C. The mixtures were filtered through blue band filter paper. K+, Na+, Ca2+ + Mg2+ analyzes and pH and color measurements were made in the filtrates. COD determination was performed in some selected samples. In the second step, the heating temperature was selected as 500 °C, and the samples prepared with a dry cake/vinasse ratio of 1 were heated for 1, 2, 4 and 8 h. Extractions were carried out under the standardized conditions mentioned above; analyzes and measurements were made on the filtrates and the effect of heating time on potassium extraction was investigated. At the last stage, 500 °C was chosen as the heating temperature and 4 h as the heating time, and the effect of the dry cake/vinasse ratio on the potassium recovery was investigated by subjecting the samples prepared by changing the dry cake/vinasse ratio between 0.5 and 8.
After the pyrolysis products obtained during the whole study were subjected to the extraction process described above, they were washed several times with distilled water until the pH of the washing water dropped to around 8. 0.2 g samples taken from the residues dried at 105 °C were shaken with 200 ml of methylene blue solutions at 250–1000 mg/l concentrations for 72 h at 25 °C at constant temperature. The methylene blue analyzes in the solutions separated from the solid were carried out spectrophotometrically by making absorbance measurements at 640 nm after the necessary dilutions were made. At the end of the experiments, methylene blue concentrations in the solution medium were applied to the linearized Langmuir and Freundlich isotherm equations, taking into account the equilibrium concentration. Since the data conformed more to the Langmuir equation (Eq. 1) (R2 > 0.985), the methylene blue holding capacity of the solid was determined by calculating the qmax term in this equation.
ce and qe are the equilibrium concentrations of methylene blue in solution and solid phase (mg/l and mg/g), respectively; qmax is a maximum adsorption capacity (mg/g); b is a coefficient for the binding affinity or bond energy of the active sites causing methylene blue adsorption. Qmax was calculated from the slope of the linear graph drawn between ce/qe and ce. The surface area calculations of the samples based on methylene blue adsorption were made according to the method used by Vilar et al. (2007) (Eq. 2), considering the adsorption capacity of methylene blue and the adsorption capacity found from this isotherm and the area occupied by the methylene blue molecule. The values found were compared with the results of single point BET analysis performed on some selected samples.
SMM is specific surface area calculated on the basis of methylene blue adsorption; qmax is methylene blue uptake capacity calculated from the Langmuir isotherm; αMM is area occupied by one methylene blue molecule (129.2 Ǻ2); N is Avagadro’s number, and MMM is the molecular weight of methylene blue. During the course of the study, the conditions in which potassium is extracted with the best efficiency from the pyrolysis product were determined as the main objective, while the methylene blue adsorption ability of the extraction residue consisting of CaCO3 and carbonized substances from the water environment was determined. In the preparation of the samples subjected to pyrolysis, 25 g of carbonation cake and the amount of vinasse corresponding to the experimental conditions were used. As a result of all pyrolysis processes, black colored and non-agglomerated products were obtained. The pyrolysis products were crushed and dispersed in a mortar and sieved through a 100 mesh sieve. Extractions were carried out under the conditions specified in the samples taken from the sieve. All experiments were repeated twice and in cases where the obtained results differed more than 5% compared to each other, the third experiment was applied. The two close values obtained were averaged. Chemicals of analytical purity and distilled water were used in all analyzes.
Results and Discussion
Before moving on to the results of the experimental study, it would be appropriate to examine the characteristics of the carbonation cake and the vinasse used in the study.
The carbonation cake contains more than 80% CaCO3. Since the glow loss at 500 °C gives information about the organic matter content, it is understood that the cake contains around 7% organic matter (Fig. 1). Since this value is a significant amount, it is an obvious fact that this residue can cause organic pollution in the waters it is discharged. The potassium and sodium content of the cake is not in significant quantities (Figs. 2, 3).

X-ray diffractogram of carbonatation cake

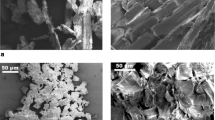
SEM image and EDX evaluation of carbonatation cake

TGA-DTA diagram of carbonatation cake
Considering that the concentrated litter is obtained by concentrating 5–6 times, it has a COD value of approximately 70,000 mg-O2/l as it comes out of the factory, which explains the high pollution potential if the vinasse is discharged into surface waters as wastewater. The presence of a significant amount of potassium in the composition of the vinasse indicates that it is a source of potassium. Another important parameter is the color of the clamp. The fact that the 500-fold diluent squeegee has an absorbance value of 0.177 at 420 nm explains its very dark coloration.
FTIR spectra are shown. In these examples (Fig. 4); The degradation and bending peaks of the free carbonate anions in the calcium carbonate structure are observed at 713 and 874 cm−1 absorbances. Fundamental failure stresses (in 1350–1650 cm−1 wide vibration band) were found in all samples at 1419, 2980, 2960 and 2870 cm−1 are the first overtone bands from the fundamental stress vibrations of carbonate anions. The 2520 cm−1 peak (1083 cm−1) seen in all samples is due to the combination bands, and the 1790 cm−1 peak.

IR spectra of carbonatation cake
The properties of the vinasse and dry carbonation cake used in the experiments are shown in Table 1. In order to examine the variation of the percentage of potassium extracted with water from the pyrolysis products of carbonation cake-treatment mixtures with the heating temperature, the results obtained from the experiments carried out by heating the samples with a cake/vinasse ratio of 1 for 6 h.
It is seen in Fig. 5. By increasing the temperature from 400 to 500 °C, potassium gain increases, after which there is no significant increase. Approximately 93% of potassium can be extracted from the product obtained by pyrolysis at 500 °C. The fact that the pH of the extract obtained even at a relatively low temperature of 400 °C is around 12, can be attributed to the decomposition of organic acidic substances by carbonization and the presence of alkaline salts (probably carbonates) remaining in the environment, considering that CaO will not form at this temperature. Another very important result is that the extract of the pyrolysis product is a colorless solution. While the color measured at 420 nm of the original vinasse diluted 500 times was 0.177 absorbance units, this value was determined as 0.012 in the undiluted solution in the extract of the pyrolysis product. When a ratio is made, it is possible to state that the color is lightened to a very high degree; in other words, the solution becomes completely colorless.

The effect of pyrolysis temperature on the extraction of potassium from the pyrolysis product of the Vinasse-carbonating cake mixture (Pyrolysis conditions: Dry cake/vinasse ratio = 1; Heating time 6 h; Extraction conditions: Water/pyrolysis product ratio = 10; Agitation speed = 200 rpm; Shaking time = 30 min; Temperature = 25 °C)
On the other hand, the COD value of approximately 372 g-O2/L detected in the vinasse was determined as 410 mg-O2/L in the extract. When a unit-based comparison is made, taking into account the volumetric amounts of vinase used in the experiment and the extract obtained at the end of the experiment, it can be calculated that there is an 80-fold reduction in the amount of COD. This situation also shows that most of the organic materials are carbonized and that potassium can be taken into an environment that has been largely removed from organic materials. As a result, it can be said that a large part of the potassium in the vinasse can be recovered with reduced organic matter load and color by these processes. Potassium from pyrolysis products methylene blue adsorption of the extraction residues remaining from the extraction and consisting of carbonized substances and CaCO3. When the values of the raw carbonation cake and the reference carbonation cake heated at the relevant temperature are taken into account, it is seen that the capacity of the carbonation cake has increased (Fig. 5). The methylene blue adsorption capacities of the extraction residue of the pyrolysis product of the crude carbonation cake, the reference carbonation cake heated at 500 °C, and the carbonation cake-treatment mixture (w/w ratio 1) pyrolyzed at 500 °C for 6 h were approximately 208, 281 and 361, respectively. It was found as mg/g. It can be said that methylene blue, which is a basic dye, has a relatively more effective adsorption due to a possible increase in the surface caused by an activation of the carbonaceous substances formed with the increase in temperature, the development of suitable functional groups and a higher ambient pH.
The BET surface area of the raw carbonation cake was 5.88 m2/g, while that of the reference carbonation cake pyrolyzed at 500 °C was 8.75 m2/g and that of the extraction residue of the pyrolysis product of the carbonation cake-process mixture at 500 °C was 11.44 m2/g. On the other hand, significant increases in the BET surface areas of the residues obtained by pyrolysis at higher temperatures were not detected. For example, the BET surface area was found to be 12.17 m2/g in the pyrolysis-extraction residue obtained at 600 °C.
According to Vilar et al. (2007), 129.2 Å2, which is the largest cross section of the methylene blue molecule expressed, Langmuir parameter (qmax) and a surface area calculation for the carbonation cake, taking into account Eq. (2), is approximately 85 times more than the single point BET method gives a result (Table 1). Based on surface area values determined according to the BET method, although the surface area of the residue of the potassium extraction from the pyrolysis product of the carbonating cake-treatment mixture is approximately 19.3 times that of the raw carbonation cake (17.4 times on the basis of methylene blue adsorption), this value is typically 500–1500. It is very small compared to that of activated carbons (Do 1998) with surface areas of m2/g.
However, it should be emphasized that the solid residue from the potassium extraction has a considerable amount (289–370 mg/g) and a basic dye removal capacity greater than that of the raw carbonation cake (208 mg/g), as can be seen from an examination of Fig. 6 is a result. Since an increase of approximately 22% in the methylene blue removal capacity of the extraction residues with increasing pyrolysis temperature is beyond the target of this study, the main purpose of which is to recover potassium, it was not considered important to conduct a more detailed discussion of the mechanisms of methylene blue removal and the calculated surface area change based on this.

The effect of heating time on the extraction of potassium from the pyrolysis product of the vinasse-carbonating cake mixture (Pyrolysis conditions: Dry cake/vinasse ratio = 1; Heating temperature 500 °C; Extraction conditions: Water/pyrolysis product ratio = 10; Agitation speed = 200 rpm; Shaking time = 30 min; Temperature = 25 °C)
However, in order to make a comparison of the adsorption capacities of these types of substances, in the study, they conducted with the basic red22 dyestuff, which is also a basic type of dyestuff, of dried cane sugar industry carbonation mud by Magdy and Daifullah (1998); the adsorption capacity was determined as 519 mg/g under similar conditions. It should be emphasized that they found their value. The results of the experiments in which the heating time was examined by choosing 500 °C as the heating temperature are given in Fig. 6. By increasing the heating time, the potassium extraction efficiency increases significantly up to 4 h, and there is no significant increase in efficiency in longer heating periods. The solution color decreases as the time increases. The color in the extract of the sample, which was heated for a period of 4 h, was measured as 0.019. According to these results, a pyrolysis time of 4 h is sufficient.
The results of the experiment in which the methylene blue sorption capacity of the extraction residue remaining from the recovery of potassium from the pyrolysis product was tested (Fig. 6) showed that an increase of about 10% in methylene blue removal occurred by increasing the pyrolysis time from 4 to 6 h. However, no significant increase in the BET surface area of the residue was observed with the prolonged pyrolysis time. The results of the experiments carried out by choosing 500 °C as the heating temperature and 4 h as the heating time and changing the dry cake/vinasse ratio between 0.5 and 8 are shown in Fig. 7. As can be seen from the examination of the figure, as the dry cake/vinasse ratio increases from 1, the potassium recovery efficiency decreases significantly. In the experiment where the dry cake/vinasse ratio was 0.5, the extraction efficiency was slightly lower, and the extract color was higher (0.037 absorbance units). This may be related to the higher amount of vinasse in the mixture. In addition, the COD value in the extract of the pyrolysis product with a cake/vinasse ratio of 0.5 was determined as 970 mg/l with a significant increase. The methylene blue removal capacity of the extraction residue samples obtained in this group of experiments decreases as the dry cake–vinasse ratio increases.

The effect of dry cake/vinasse ratio on the extraction of potassium from the pyrolysis product of the vinasse-carbonating cake mixture (Pyrolysis conditions: Heating temperature 500 °C; Heating time = 4 h; Extraction conditions: Water/pyrolysis product ratio = 10; Shaking speed = 200 rpm; Shaking time = 30 min; Temperature = 25 °C)
This may be related to the presence of less and less carbonized substances in the mixtures as the ratio increases. The BET surface area was measured as approximately 13.03 m2/g in the sample with a dry cake/vinasse ratio of 0.5. When evaluated in terms of the main purpose of pyrolysis and potassium recovery of cake–vinasse mixtures, the most suitable conditions are. It can be said that the cake/vinasse ratio is 1, the heating temperature is 500 °C, and the heating time is 4 h. In this study, the adsorption capacity of the residue from the potassium extraction from the pyrolysis product is compared with the methylene blue removal efficiency of some low-cost adsorbents in the literature in different conditions, in Table 2. Accordingly, the significant amount of methylene blue adsorbing efficiency of the extraction residue of the pyrolysis product shows that this residue can be used effectively to remove basic dyes (Seyrek et al. 2020; Arslanoğlu et al. 2023).
Conclusion
In this study, sugar factory residue carbonation cake and molasses alcohol production residue were mixed in various proportions and pyrolyzed at temperatures between 400 and 600 °C. It was concluded that potassium can be extracted in a colorless form with a reduced organic matter load and with a high yield when it is then extracted with water. The extraction residue consists of carbonized substances and CaCO3 and has properties that can be considered as a good composite adsorbent for basic dyes. In general, increasing the temperature up to 500 °C increases the potassium extraction efficiency, while there is no significant change in the yield at higher temperatures, the methylene blue adsorption ability of the residue increases somewhat. On the other hand, potassium recovery efficiency up to 4 h is positively affected by increasing the heating time, while there is no significant increase in potassium extraction efficiency or methylene blue adsorption capacity of the residue in longer heating periods. When the amount of vinasse in the mixtures is increased, there is a slight decrease in the potassium extraction efficiency, while the color of the extract and the organic matter load increase.
Optimum conditions on the basis of potassium acquisition: cake/vinasse ratio was 1, pyrolysis temperature was 500 °C, and heating time was 4 h. Under these conditions, in an extraction process lasting 30 min with a solid/water ratio of 1/10, approximately, 93% of the potassium can be taken into the solution medium as colorless and the organic matter load is reduced by approximately 80 times. The black residue consisting of very fine carbonized substances and CaCO3 remaining from the extraction has the ability to remove methylene blue, which is a basic dye, at a capacity of 326 mg/g. When this substance is used for paint removal, it can be applied more safely than, for example, carbonation cake, since it will give less organic secondary pollutants to the environment. The results of this study reveal some further research that can be done on the subject. For example, the extraction residue that has adsorbed methylene blue can be mixed with fresh vinasse and subjected to new pyrolysis processes to be used in potassium recovery and dye adsorption processes. Thus, the objectives of both regeneration, waste disposal and resource conservation can be realized together. On the other hand, the obtained pyrolysis product can be used to make compound fertilizer. For example, after mixing with nitrogen and phosphorus fertilizer components (such as urea, ammonium phosphates), it can be used to make slow-dissolving type fertilizers containing N, P, K, CaCO3 and organic matter by passing them through compactors. For this application, it is important to note that the basicity of the pyrolysis product can lead to the degradation of nitrogenous components.
Data Availability
The data that support the findings of this study are available from the corresponding author, upon reasonable request.
Code availability
Not applicable.
References
Al-Ghouti, M.A., M.A.M. Khraisheh, S.J. Allen, and M.N. Ahmad. 2003. The removal of dyes from textile wastewater: A study of the physical characteristics and adsorption mechanisms of diatomaceous earth. Journal of Environmental Management 69: 229–238. https://doi.org/10.1016/j.jenvman.2003.09.005.
APHA-AWWA-WPCF. 1975. Standard Methods for the Examination of Water and Wastewater, 14th ed. Washington: American Public Health Association Publications.
Arslanoğlu, H., and F. Tümen. 2021. Potassium struvite (slow release fertilizer) and activated carbon production: Resource recovery from vinasse and grape marc organic waste using thermal processing. Process Safety and Environmental Protection 147: 1077–1087. https://doi.org/10.1016/j.psep.2021.01.025.
Arslanoğlu, E., M.Ş Eren, H. Arslanoğlu, and H. Çiftçi. 2023. Fabrication, characterization, and adsorption applications of low-cost hybride activated carbons from peanut shell-vinasse mixtures by one-step pyrolysis. Biomass Conversion and Biorefinery 13: 2321–2335. https://doi.org/10.1007/s13399-021-01400-5.
Do, D.D. 1998. Adsorption Analysis: Equilibria and Kinetics. In Series of Chemical Engineering. Singapore: Imperial College Press.
FitzGibbon, F., D. Singh, G. McMullan, and R. Marchant. 1998. The effect of phenolic acids and molasses spent wash concentration on distillery wastewater remediation by fungi. Process Biochemistry 33: 799–803. https://doi.org/10.1016/S0032-9592(98)00050-8.
Girgis, B.S., S.S. Yunis, and A.M. Soliman. 2002. Characteristics of activated carbon from peanut hulls in relation to conditions of preparation. Materials Letters 57: 164–172. https://doi.org/10.1016/S0167-577X(02)00724-3.
Güler, O., F. Gür, A. Özer, and F. Tümen. 2002. A study on the removal of heavy metals by carbonatation cake discarded in sugar industry. International Sugar Journal 104: 458–462.
Gulnaz, O., A. Kaya, F. Matyar, and B. Arikan. 2004. Sorption of basic dyes from aqueous solution by activated sludge. Journal of Hazardous Materials B108: 183–188. https://doi.org/10.1016/j.jhazmat.2004.02.012.
Hamstra, R.S. and P.J. Schoppink. (1998). Process for the fractioning and recovery of valuable compounds from vinasse produced in fermentations. US Patent 5760078.
Janos, P., H. Buchtova, and M. Ryznarova. 2003. Sorption of dyes from aqueous solutions onto fly ash. Water Research 37: 4938–4944. https://doi.org/10.1016/j.watres.2003.08.011.
Kannan, N., and M.M. Sundaram. 2001. Kinetics and mechanism of removal of methylene blue by adsorption on various carbons-a comparative study. Dyes and Pigments 51: 25–40. https://doi.org/10.1016/S0143-7208(01)00056-0.
Magdy, Y.H., and A.A.M. Daifullah. 1998. Adsorption of a basic dye from aqueous solutions onto sugar-industry mud in two modes of operations. Waste Management 18: 219–226. https://doi.org/10.1016/S0956-053X(98)00022-1.
McKay, G., J.F. Porter, and G.R. Prasad. 1999. The removal of dye colours from aqueous solutions by adsorption on low-cost materials. Water Air and Soil Pollution 114: 423–438.
Okada, K., N. Yamamoto, Y. Kameshima, and A. Yasumori. 2003. Adsorption properties of activated carbon from waste newspaper prepared by chemical and physical activation. Journal of Colloid and Interface Science 262: 194–199. https://doi.org/10.1016/S0021-9797(03)00108-5.
Paananen, H., M. Lindroos, J. Nurmi, and T. Viljava. (2000). Process for fractioning vinasse. US Patent 6022394.
Parnaudeau, V., N. Condom, R. Oliver, P. Cazevieille, and S. Recous. 1998. Vinasse organic matter quality and mineralization potential, as influenced by raw material, fermentation and concentration processes. Bioresource Technology 99: 1553–1562. https://doi.org/10.1016/j.biortech.2007.04.012.
Patnukao, P., and P. Pavasan. 2008. Activated carbon from Eucalyptus camaldulensis Dehn bark using phosphoric acid activation. Bioresource Technology 99: 8540–8543. https://doi.org/10.1016/j.biortech.2006.10.049.
Robertiello, A., and L. Degen. (1981). Removing potassium salts from distiller's wash. US Patent 4273659.
Satyawali, Y., and M. Balakrishnan. 2008. Wastewater treatment in molasses-based alcohol distilleries for COD and color removal: A review. Journal of Environmental Management 86: 481–497. https://doi.org/10.1016/j.jenvman.2006.12.024.
Seyrek, E.Ş, E. Yalcin, M. Yilmaz, B.V. Kök, and H. Arslanoğlu. 2020. Effect of activated carbon obtained from vinasse and marc on the rheological and mechanical characteristics of the bitumen binders and hot mix asphalts. Construction and Building Materials 240: 117921. https://doi.org/10.1016/j.conbuildmat.2019.117921.
Sezer, G.G., O.Z. Yeşilel, O. Şahin, H. Arslanoğlu, and I. Erucar. 2017. Facile synthesis of 2D Zn (II) coordination polymer and its crystal structure, selective removal of methylene blue and molecular simulations. Journal of Molecular Structure 1143: 355–361. https://doi.org/10.1016/j.molstruc.2017.04.099.
Türk, F.N. 2023. Removal of basic blue 9 (Methylene Blue) dyestuff from aqueous solutions using citric acid modified (esterified) sugar beet pulp. Sugar Technology 25: 1251–1261. https://doi.org/10.1007/s12355-023-01260-5.
Vaccari, G., E. Tamburini, G. Sgualdino, K. Urbaniec, and J. Klemes. 2005. Overview of the environmental problems in beet sugar processing: Possible solutions. Journal of Cleaner Production 13: 499–507. https://doi.org/10.1016/j.jclepro.2003.09.008.
Vilar, V.J.P., C.M.S. Botelho, and R.A.R. Boaventura. 2007. Methylene blue adsorption by algal biomass based materials: Biosorbents characterization and process behaviour. Journal of Hazardous Materials 147: 120–132. https://doi.org/10.1016/j.jhazmat.2006.12.055.
Acknowledgements
Firat University is thanked in this article for their analysis, testing, and laboratory facilities.
Funding
Open access funding provided by the Scientific and Technological Research Council of Türkiye (TÜBİTAK).
Author information
Authors and Affiliations
Contributions
FNT was contributed to analysis of data, revising the manuscript critically for important intellectual content, approval of the version of the manuscript to be published. HA was contributed to writing, acquisition of data, analysis of data, revising the manuscript critically for important intellectual content, approval of the version of the manuscript to be published, review and editing,
Corresponding author
Ethics declarations
Conflict of interests
The authors declare that there are no conflicts of interest regarding the publication of this paper.
Ethical approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Türk, F.N., Arslanoğlu, H. Recovery of Potassium from Pyrolysis Product of Sugar Fabrication Waste Carbonation Cake and Vinasse Mixture and Production of Adsorbent for Wastewater Treatment. Sugar Tech 26, 478–488 (2024). https://doi.org/10.1007/s12355-024-01364-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12355-024-01364-6