
Abstract
The final carbonation mud resulted from sugar beet clarification process has been and still represents the most common waste problem in sugar industry. It contains mainly calcium carbonate beside other minor constituents. In this study, a novel technique was developed, which involves combination of Limex method and sol–gel method for the preparation of calcium oxide nanoparticles (CON) from the carbonation mud waste. The synthesized nanoparticles were characterized by scanning electron microscope (SEM), transmission electron microscope (TEM), Fourier-transform infrared spectroscopy and X-ray diffraction. The SEM and TEM images showed that the CON particles are semi-hexagonal in morphology with particles size 60–275 nm. A high surface area 747.62 m2/g was also determined. Minerals analysis of CON showed high content of calcium oxide (92.81%) and significant reduction in the percentage of other elements compared with the commercial calcium oxide currently used in sugar industry. Laboratory- as well as pilot-scale results proved that CON from carbonation mud can be used successfully for clarification processes of raw sugar refining. Of course, the application of CON as clarifying agent in sugar industry will result in a significant reduction in the consumption of calcium oxide (32.43%) in addition to minimizing the carbonation mud waste pollution problems.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Carbonation and phosphatation processes remain the basic clarification processes used in sugar refineries. In both processes, lime is used as a main clarifying agent in the liming step. The main goal of clarification is to remove the coarse and colloidal materials without losing sugar (Sarir et al. 2011). Treatment with milk of lime or lime saccharate remains the basic method of clarification, normally termed defecation, where lime has been the universal chemical for neutralization of the acidic syrup and the process varies in the method and temperature of addition. Variations of simple defecation have always the aim of lowering the color and turbidity of the clarified syrup (Madsen II 2009)
Environmental problems in the traditional beet sugar processing are mainly related to the production of large amounts of carbonation mud (Vaccari et al. 2005). The chemical compositions of carbonation mud contain mainly calcium carbonate (CaCO3), in addition to aggregated or adsorbed non-sugars (Lawinska et al. 2020). Most sugar factories in Egypt produce carbonation mud from sugar beet manufacturing and refining operations in nearly about 4% weight which is difficult to dispose easily. Several methods have been implemented to use carbonation mud via addition in animal feed mixtures, application as paper, plastic and rubber fillers and usage for building industry in cement bricks (Gharieb and Rashad 2020). Of course, the reuse of carbonation mud in sugar technology reduces the consumption of CaO and the sugar factories wastes (Sarka et al. 2007). Synthesis of calcium oxide nanoparticle (CON) from carbonation mud has attracted more attention because of the catalytic advantages of nanoparticles. CON has been synthesized by several methods such as facial calcination (Roy and Bhattacharya 2011), co-precipitation (Ghiasi and Malekzadeh, 2012), direct thermal decomposition (Sadeghi and Husseini 2013), chemical co-precipitation (Mirghiasi et al. 2014), two-step process green synthesis (Butt et al. 2015) and two-step thermal decomposition (Gedda et al. 2015). From the standpoint of technology processes, the above-mentioned methods have some disadvantages, such as the use of additives, high temperature and pressure, time-consuming, high cost and complicated procedures. To overcome most of the above disadvantages, the sol–gel method is preferred as it is characterized by simple, not time-consuming and no expensive equipment. The over whole synthesis was performed by merging sol–gel method (Habte et al. 2019) and Limex method (Shoira 2006). In this process, carbonation mud which is basically a mass of calcium carbonate crystals with adsorbed impurities is treated with CO2 to adjust the pH value of the slurry at the optimum pH range of 7.8–8.2 at which zeta potential of proteins captured on calcium carbonate crystals changes from negative to slightly positive (Azizi et al. 2016). Consequently, the already positively charged calcium carbonate crystals start rejecting the same sign protein flocks from their surfaces (Shoira 2006). After treatment of the waste carbonation mud by Limex method, it became ready for sol–gel synthesis of CON. This combined process, can be considered as cheap, easy and eco-friendly one. Separation of non-sugar impurities from the raw sugar syrup as early as possible should be done by clarification to avoid the problems of increasing color, sucrose inversion, high viscosity and the generation of excess molasses. Noteworthy, the quality of the product sugar mainly depends on the efficiency of the clarification process.
In this study, the application of CON prepared from carbonation mud in the clarification of syrup was investigated on laboratory scale and via batch experiments on pilot scale. Control points (pH, dosage, color and turbidity) of this process were evaluated compared with commercial CaO and standard CON. We aim in this work to reach a suitable pH value for better color removal and minimum of turbidity in the raw sugar on a laboratory and pilot scales. Of course, the application of CON as clarifying agent in sugar industry will result in a significant reduction in the consumption of calcium oxide (32.43%) in addition to minimizing the carbonation mud waste pollution problems.
Materials and Methods
Materials
All chemicals used for analysis were of analytical grade. Calcium carbonate (99% pure) from Alfa Aesar, hydrochloric acid (37% concentration) and sodium hydroxide (97% pure) were purchased from El Nasr Chemicals Company. Magnafloc LT27 is very high molecular weight non-toxic anionic polyacrylamide flocculent supplied as a free flowing granular powder, and phosphoric acid solution (5% w/w) was purchased from Kimberlite-India. Waste carbonization mud was collected from Abo Korkas sugar beet factory Egypt. Commercial CaO was obtained from Quos sugar factory.
The experiments were designed and performed on-site at the pilot plant for sugar research at Quos sugar factory Egypt. Firstly, adequate quantities of CON from mud and from pure calcium carbonate were prepared and compared with commercial CaO currently used in clarification of raw sugar melt (syrup) on laboratory scale and then on a semi-industrial scale.
Assessment of the clarified liquor was carried out by analysis of Brix, color, turbidity, conductivity ash, CaO and pH using standard analytical tests (ICUMSA 2011).
Methods of Characterization CON
Fourier-transform infrared spectra (FTIR): were measured in KBr pellets using a Nicolet spectrophotometer, model 6700 (USA).
X-ray diffraction (XRD): was obtained on a Philip PW 1710 X-ray diffract meter operating at 40 kV and 40 mA, with a nickel filtered Cu Kα radiation (λ = 1.5406 Å) as the radiation source.
Scanning electron microscope (SEM): was determined with a scanning electron microscope (SEM) (JEOL JSM-5400 LV, made in Japan), the samples were coated with gold film via FINE COAT JEOLJTC-1100 E ION SPUTTERING DEVICE at room temperature.
Transmission electron microscope (TEM): was estimated with the help of TEM TECNAI G2 spirit TWIN at accelerating voltage 120 kV, conducted by VELETA Camera.
The specific surface area: Quantachrome NOVA 3000 instrument model no. N32-11 with serial no. 13600032301 liquid nitrogen was used.
Inductively coupled plasma (ICP): ICAP 60,000 for was used for analysis of metal oxides.
pH meter: Jenway 3510, Bibby Scientific, England, beaker (100 ml) and buffer solutions 4.0 and 9.22.
Hydrometer Brix Apparatus: Brix hydrometer (covering the required range),
Spectrophotometric analysis: Color and turbidity measurements were performed using Jenway7300 spectrophotometer at 975 nm.
Polarization determination: was carried out using polarimeter model, polar 3001, Optical Activity Ltd., England.
The pilot plant: localized in Quos sugar company was used for evaluating the different parameters during the clarification process (Fig. 1).

The pilot plant A melter tank, B, C, D and E identical reaction tanks, 1—steam inlet, 2— temperature probe, 3—drain, 4—liquor outlet, 5—condensate, 6—sample, 7—level tube, 8—high-speed motor, 8'—variable speed motor, 9—pump “aeration” and 10—liquor circulation
Synthesis of CON
Calcium oxide nanoparticles were prepared through sol–gel method (Park et al. 2007).
At first, the carbonation mud was thoroughly washed with warm deionized water, then dried at 105 °C for 2 h, ground into a powder and sieved with 100 µm sieve size as prescribed by the Limex method (Shoira 2006). For the preparation of CaCl2 solution, 50 gm of waste carbonation mud was dissolved in 1L of 1 M HCl (Eq. 1). After that NaOH was added drop wisely while stirring and the mixture was left overnight at room temperature (Eq. 2).
Finally, the precipitated Ca (OH)2 was filtered, washed with distilled water, dried at 105 °C for overnight and then calcinated at 900 °C for 1 h to produce the target CON (Park et al. 2007).
Laboratory-Scale Application of CON in Raw Sugar Melt Clarification
A stock solution of the raw sugar syrup was prepared in a 150 L receiving tank equipped with mixer and steam coil, raw sugar (50 kg) was slowly added to 22 L hot water at 80 °C under stirring to produce a syrup with concentration 62% solid matter (Brix).
Three samples each contain 1L from the stock syrup (a, b and c) were placed in a water bath at 80 °C, 5 ml of phosphoric acid (conc. 5%) was added and mixed well. The pH value was 4.62. The suspensions of (1 g/20 ml H2O) with Baume (6) from standard CON(a), from carbonation mud CON (b) and from commercial CaO (c) were prepared. The suspensions were gradually added in 2 ml portions to in turn to the three syrup samples followed by monitoring of the pH value after each addition until it reached the target pH 7.0 ± 0.5 (Table 2).
Semi-industrial Experiments
On the light of the previous laboratory-scale results, three batches of 20 L 62° Brix raw sugar syrup (in B, C and D tanks) were heated to 82 + 1 °C, P2O5 as 5% “w/v” phosphoric acid was added under stirring. A portion of CON (a), CON (b) and commercial CaO(c) were added to B, C and D, respectively, to maintain the pH at 7.2 + 0.1. The mixture was allowed to stand for five minutes, aeration for 10 s. and finally 10 ppm of the anionic flocculant was added. The mixture was let to float for about 30 min. A sample of the clear syrup was taken for pH, turbidity, ash, color and purity analysis compared with unclarified syrup sample (Table 3).
Results and Discussion
Fourier Transform Infrared FTIR
The results of FTIR absorption spectra of CaCO3 carbonation mud (A), CaCO3-treated Limex carbonation mud (B), CON from carbonation mud (C) and Ca (OH)2 from carbonation mud (D) are presented in Fig. 2a–d, respectively. The occurrence of O–H stretching at 3641.89 cm−1 in Fig. 2d and 3643.55 cm−1spectrum in Fig. 2c is due to the absorption of moisture during pellet preparation process (Prayitno et al. 2020). The broad band around 1421.35 (Fig. 2d), 1420.97 (Fig. 2b) and 1419.93 cm−1(Fig. 2a) indicates the C–O bond which is associated with carbonation mud (Abraham and Sarathy 2018).

FTIR spectra of (a) CaCO3 carbonation mud, (b) CaCO3 Limex-treated carbonation mud, (c) CON from carbonation mud and (d) Ca (OH)2 from Limex-treated carbonation mud
On the other hand, peaks at 1075.68 cm−1 (Fig. 2d), (1138.60 and 1079.72) cm−1 (Fig. 2b) and 1138.24 cm−1 (Fig. 2a) are ascribed also to C–O bond (Mirghiasi et al. 2014; Liu et al. 2010). The tiny peak at 2517.72 cm−1 (Fig. 2b) and 2515.66 cm−1(Fig. 2a) might be due to atmospheric CO2 (Darezereshki 2010). The absence of a sharp absorption in the region at 1418.04 cm−1 (c) indicates that the CaCO3 as the basic component of carbonation mud was no longer present as it was already converted to CaO. The strong band at 455.38 cm−1 (Fig. 2c) is identified for the Ca–O bond (Mirghiasi et al. 2014; Roy and Bhattacharya 2011).
X-ray Diffraction (XRD)
XRD results of a, b, c and d are shown in Fig. 3 XRD pattern of carbonation mud after treatment by Limex (b) method showed a good match with CaCO3 in the calcite phase (PDF Card No. 00-081-2027). The main peak appeared at 2θ = 29.351. In addition, several peaks at 23.03, 31.36, 35.995, 39.427, 43.201, 47. 421, 48.497, 56.68, 57.475, 60.814, 64.772, 65.500, 70.180 and 72.940 which are assigned to (012), (006), (110), (113), (202), (018), (116), (211), (122), (214), (300), (0012), (0210), (128), (220) planes of calcite phase are shown in b. In the case of synthesized CON (Fig. 3d), the XRD pattern matches with calcium oxide (CaO) one (PDF Card No. 04-005-4398). The main peak appeared at 2θ = 37.61 in addition to, several peaks appeared at 32.38, 37.61, 54.146, 64.43, 67.653 and 79.78 which are also assigned to (111), (200), (220), (311), (222), (400) planes of lime phase. Similarly, XRD spectra of commercial CaO (c) and CON from carbonation mud (d) are very similar to each others. The result shows that the calcium carbonate in the carbonation mud was completely changed to calcium oxide during the synthesis (Habte et al. 2019).

X-ray Diffraction of (a) CaCO3 mud waste, (b) CaCO3-treated Limex carbonation mud, (c) commercial CaO and (d) CON from mud
Scanning Electron Microscope (SEM)
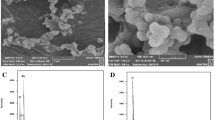
The SEM images in Fig. 4A–C show that the morphology of the standard CON (A) and CON from mud (B) is approximately semi-hexagonal in morphology agglomerating to each other, while carbonation mud had a non-porous and irregular crystal structure (Fig. 4C) (Mirghiasi et al. 2014); Alavi and Morsali 2010).

SEM image of (A) standard CON, (B) CON from mud and (C) CaCO3 carbonation mud
Transmission Electron Microscope (TEM)
TEM images of CON from carbonation mud (A) showed a particle size 60- 275 nm and with semi-hexagonal morphology while standard CON (B) gave particle size 14.7–300 nm, respectively (Fig. 5A, B).

TEM images of CON from carbonation mud (A) and from standard CON (B)
The specific Surface Areas (Langmuir Method)
The surface area of CON from mud was 747.62 m2/g by Langmuir method with mean pore diameter 2.12246 nm and pore volume 0.0684226 cc/g, while commercial CaO has a surface area 27.92 m2/g. Since the mean pore diameter of synthesized CON is between 2 and 50 nm, the nanoparticles are in the mesopores range and can be used as catalyst, energy storage, adsorption, gas sensing, etc. (Ren et al. 2012).
The Chemical Composition of CON
The results of synthesized CON from carbonation mud compared with CaO from commercial lime factory are listed in Table 1. These results are in agreement with reported data (Oates, 1999; ICUMSA 2011).
From Table 2 and Fig. 6, pH curve of syrup shows higher pH-values of clarified syrup at the same amount added in the case of standard CON (curve a) and CON from mud (curve b)compared with commercial CaO (Fig. 6c). The equivalent point (pH 7.00) using CON from mud was approached faster than that with commercial CaO. This can be explained via higher solubility of CON, due to high surface area 747.62m2/g which accelerate the reaction between CaO and phosphoric acid. This result encouraged us to continue study of all quality parameters of syrup after clarification using CON compared with commercial CaO (surface area 27.92 m2/g). The elemental analysis shows lower impurities in case of CON than commercial CaO, particularly with SiO2. This means that the consumption of CaO will be decreased in the case of CON. The decrease in consumption of CaO can be calculated theoretically from the results of elemental analysis (Table 1),

pH curve of the sugar melt syrup during clarification with standard CON (a), CON from mud (b) and commercial CaO
Then, the consumption of CaO% raw sugar must be lower of by about 11.90% due to the higher in content of CaO% in case of CON from mud.
On the other side, taking in consideration that the characteristic of CON fairly differs from that of commercial CaO, it was found that the consumed amount of CON from mud is lower than that from commercial CaO by about 32.43%.
(where 11.10 is the quantity of commercial CaO & 7.50 is the quantity of CON from carbonation mud).
This difference between calculated and practical consumption is mainly due to the difference in morphological structure and surface area of CON, which controls the solubility of lime (Table 3). Of course, the low consumption CON is a good evidence that the higher surface area of CON facilitates solubility and catalysis of the reaction between Ca (OH)2 and H3PO4.
It is clear that there is no appreciable difference in the quality of clarification of raw sugar melt syrup in terms of Brix, ash% Brix, %color removal and turbidity with the samples treated with the three previous types of lime, which means that the CON from mud can be used instead of commercial CaO without any negative effect. In addition, the decrease in consumption in the amount of lime used in the pilot experiment (Talodora instrument) by approximately 32.43% when using CON has economic value than lime currently used.
Conclusion
In most sugar factories, a large amounts of carbonation mud waste are produced after clarification of raw sugar melt. In this study, calcium oxide nanoparticles were synthesized from the carbonation mud waste using novel technique involving merging Limex method with the sol–gel method. This method is being simple, economic, requiring nonexpensive equipment and can be applied at the ambient conditions. The FTIR, XRD, SEM, TEM and surface area results have clearly depicted the synthesis of nano-calcium oxide (CON) from carbonation mud with semi-hexagonal morphology, particle size range 60–275 nm and a high surface area (Langmuir method) 747.62 m2/g. Application of the prepared nano-calcium oxide for the clarification of raw sugar syrups during refining process was performed both in laboratory and pilot scales. The control points in sugar refining clarification process were determined such as solubility, pH and consumption of CaO% raw sugar. Results indicated that under the conditions of the Egyptian refining sugar processes, CON can be used as a good clarifying agent as it leads to brilliant syrup and approximately the same turbidity, color removal %, ash % Brix with lower consumption of lime compared with commercial lime. From this work, the use of CON from carbonation mud reduces the amount of CaO used in the sugar factories by 32.43% and thus decreases the total industrial cost. Furthermore, the use of this CON reduces the environmental problems arisen from the carbonation mud waste.
References
Abraham, S., and V. Saranthy. 2018. Biomedical applications of calcium oxide nanoparticles–a spectroscopic study. International Journal of Pharmaceutical Sciences Review and Research 49(1):121–125. Available online at www.globalresearchonline.net.
Alavi, M.A., and A. Morsali. 2010. Ultrasonic-assisted synthesis of Ca(OH)2 and CaO nanostructures. Journal of Experimental Nanoscience 5: 93–105. https://doi.org/10.1080/17458080903305616.
Azizi, H., V. Hakimzadeh, and H.A. Golestani. 2016. Purification of raw sugar beet juice by electrocoagulation. Ukrainian Food Journal 5 (4): 667–766. https://doi.org/10.24263/2304-974X-2016-5-4-6.
Butt, A., S. Ejaz, J. Baron, M. Ikram, and S. Ali. 2015. CaO nanoparticles as a potential drug delivery agent for biomedical applications. Digest Journal of Nanomaterials & Biostructures (DJNB) 10(3): 799–809. https://chalcogen.ro/799_Butt.pdf.
Darezereshki, E., M. Ranjbar, and Bakhtiari,. 2010. One-step synthesis of maghemite (γ-Fe2O3) nano-particles by wet chemical method. Journal of Alloys and Compounds 502 (1): 257–260. https://doi.org/10.1016/j.jallcom.2010.04.163.
Gedda, G., S. Pandey, Y. Lina, and H. Wu. 2015. Antibacterial effect of calcium oxide nano-plates fabricated from shrimp shells. Green Chemistry 17 (6): 3276–3280. https://doi.org/10.1016/j.jiec.2013.04.018.
Gharieb, M., and A. Rashad. 2020. An initial study of using sugar-beet waste as a cementitious material. Construction and Building Materials 250: 118843. https://doi.org/10.1016/j.conbuildmat.2020.118843.
Ghiasi, M., and A. Malekzadeh. 2012. Synthesis of CaCO3 nanoparticles via citrate method and sequential preparation of CaO and Ca(OH)2 nanoparticles. Crystal Research and Technology 47 (4): 471–478. https://doi.org/10.1002/crat.201100240.
Habte, L., N. Shiferaw, D. Mulatu, T. Thenepalli, R. Chilakala, and J. Ahn. 2019. Synthesis of nano-calcium oxide from waste eggshell by sol-gel method. Sustainability 11 (11): 3196. https://doi.org/10.3390/su11113196.
ICUMSA. 2011. The determination of the polarisation of raw sugar by polarimetry. Elsevier Publishing Company, ICUMAS method GS 1/2/3/9-1, pp. 434–439. https://www.icumsa.org/index.php?id=834.
Lawinska, K., S. Szufa, A. Obraniak, T. Olejnik, R. Siuda, and J. Kwiatek. 2020. Disc granulation process of carbonation lime mud as a method of post-production. Waste Management. 13 (13): 3419. https://doi.org/10.3390/en13133419.
Liu, T., Y. Zhu, X. Zhang, and T. Zhang. 2010. Synthesis and characterization of calcium hydroxide nanoparticles by hydrogen plasma-metal reaction method. Materials Letters 64 (23): 2575–2577. https://doi.org/10.1016/j.matlet.2010.08.050.
MadsenII, L.R. 2009. Iron mediated pecipitation of phenol: protein aggregates from sugar cane juice. PhD Thesis, Louisiana State University, USA. https://digitalcommons.lsu.edu/gradschool_dissertations/3310.
Mirghiasi, Z., F. Bakhtiari, E. Darezereshki, and E. Esmaeilzadeh. 2014. Preparation and characterization of CaO nanoparticles from Ca(OH)2 by direct thermal decomposition method. Journal of Industrial and Engineering Chemistry 20 (1): 113–117. https://doi.org/10.1016/j.jiec.2013.04.018.
Oates, J.A.H. 1999. Lime and limestone: Chemistry and technology, production and uses. Book John Wiley & Sons https://download.e-bookshelf.de/download/0000/6030/90/L-G-0000603090-0002364844.pdf.
Park, H.J., S.W. Jeong, J.K. Yang, B.G. Kim, and S.M. Lee. 2007. Removal of heavy metals using waste eggshell. Journal of Environmental Sciences 19 (12): 1436–1441. https://doi.org/10.1016/S1001-0742(07)60234-4.
Prayitno, A., B. Prasetyo, and A. Sutirtoadi. 2020. Synthesis and characteristics of nano calcium oxide from duck eggshells by precipitation method. IOP Conference Series Earth and Environmental Science 411: 012033. https://doi.org/10.1088/1755-1315/411/1/012033.
Ren, Y., Z. Ma, and P.G. Bruce. 2012. Ordered mesoporous metal oxides: Synthesis and applications. Chemical Society Reviews 41 (14): 4909–4927. https://doi.org/10.1039/C2CS35086F.
Roy, A., and J. Bhattacharya. 2011. Microwave-assisted synthesis and characterization of CaO nanoparticles. International Journal of Nanoscience 10 (03): 413–418. https://doi.org/10.1142/S0219581X11008150.
Sadeghi, M. and M. H. Husseini. 2013. A novel method for the synthesis of CaO nanoparticle for the decomposition of sulfurous pollutant. Journal of Applied Chemical Research 7(4): 39–49. http://jacr.kiau.ac.ir/article_516177.html
Sarir, M. 2011. Enhanced carbonatation and phosphatation clarification in a sugar refinery. Sugar Industry 136 (8): 552–554. https://doi.org/10.36961/si11857.
Sarka, E., Z. Bubnik, and P. Kadlec. 2007. Particle size distribution of re-used carbonation mud. Polish Journal of Food and Nutrition Sciences 57(1):51–56 http://journal.pan.olsztyn.pl/pdf-97984-30610?filename=PARTICLE%20SIZE.pdf
Shoira M. 2006. Application of defecation lime from sugar industry in Uzbekistan master of science Thesis STOCKHOLM. https://www.diva-portal.org
Vaccari, G., E. Tamburini, G. Sgualdino, K. Urbaniec, and J. Klemes. 2005. Overview of the environmental problems in beet sugar processing: Possible solutions. Journal of CleanerProduction. 13 (5): 499–507. https://doi.org/10.1016/j.jclepro.2003.09.008.
Acknowledgements
The authors thank the Egyptian Sugar & Integrated Industries Company (ESIIC) and Faculty of Sugar Technology, Assiut University, Egypt, for facilities provided. Thanks also to Dr. Ahmed I. A. Soliman for help in TEM analysis.
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Contributions
FAM performed experimental work and wrote original manuscript. ANG contributed to conceptualization, data curation, supervision of the pilot experiments and revision. AAMG contributed to conceptualization, supervision of the laboratory-scale experiments and revision. AMAAW contributed to conceptualization, data curation, supervision of the whole work, revision and is the corresponding author.
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mostafa, F.A., Gad, A.N., Gaber, AA.M. et al. Preparation, Characterization and Application of Calcium Oxide Nanoparticles from Waste Carbonation Mud in Clarification of Raw Sugar Melt. Sugar Tech 25, 331–338 (2023). https://doi.org/10.1007/s12355-022-01150-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12355-022-01150-2