
Abstract
With special reference to the modelling of hot roll bonding, new experimental procedures to measure the resulting bond strength for a combination of AA6016 and AA8079 aluminum alloys at elevated temperatures and various strain rates using laboratory tests are proposed. The data acquired by this procedure is used to developed and calibrate a semi-empirical model, which accurately predicts the resulting bond strength within an error of 2 MPa on average. It is shown that the bond strength generally follows the flow stress regarding the dependency on temperature and strain. Additionally, inter-pass times can increase the bond strength, provided that both a suitable temperature and timespan are realized. Contrary, multiple consecutive height reductions were found to reduce the bond strength.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The final products of process chains are becoming more complex as the individual components often must perform several tasks. For example, the B-pillars in automobiles must account for two aspects, namely safety and lightweight. Steel provides high strength and can thus cover the safety aspect while aluminum could be ideal in terms of lightweight. This results in high demands on the material properties, which a single material cannot always sufficiently meet. In these cases, composite materials provide an ingenious way to satisfy these demands by joining different materials via form closure or material bonds [1].
One of the most widespread industrial processes for the continuous production of laminated composite materials employing material bonds is roll bonding. By cold roll bonding, a wide range of different metals can be joined during a single pass with large height reduction of more than 30%. The high design variety regarding the packaging, namely the number of the layers, the stacking orientation and sequence as well as the surface preparation, makes cold roll bonding very popular in industry [2]. However, due to the inadequate bonding properties at room temperature for some metal combinations or the limitations from the rolling machines, hot roll bonding is employed parallelly in industry, such as in the production of heat exchangers. Unlike cold roll bonding, hot roll bonding typically requires multiple passes. This results in additional factors that influence the evolution of the bond strength, such as the inter-pass time, the multiple consecutive height reductions, the temperature decrease and the different thermal and mechanical properties [3].
Models describing the bond formation during cold [4] and hot roll bonding [5] in terms of the bond strength, were already published in the literature. However, a universal methodology for the investigation of the bond strength and a comprehensive bond strength model considering the relevant influencing factors especially for hot roll bonding do not exist so far. Therefore, this work pursues two objectives. Firstly, an experimental methodology is established for the investigation of all the relevant factors influencing the bond strength during hot and cold roll bonding. Secondly, the results of the experiments are used to derive a semi-empirical bond strength model that describes the most important relationships between the influencing factors and the bond strength. A general validation of this model using a different set of experimental results is shown additionally. These objectives are achieved using two aluminum alloys as a representative material combination.
The structure of the paper is as follows. This paper starts by presenting the state of the art regarding experimental techniques and existing bond strength models. Afterwards the authors present the experimental method for the investigation of the influencing factors on the bond strength for hot roll bonding. Following the derivation of a semi-empirical bond strength model including testing its accuracy, a validation and discussion of this bond strength model is performed. At the end, the summary and outlook are presented.
State of the art
In order to describe the bond strength during roll bonding, three aspects are essential: firstly, an understanding of the mechanisms governing the bond formation and the subsequent evolution of the bond strength; secondly, a characterization of the bond strength considering the relevant conditions; thirdly, a model, which is inspired by the first aspect and calibrated based on the second aspect. Therefore, the goal of this chapter is detailing the state of the art regarding those three aspects. The first section explains the bond formation and factors influencing the bond strength during roll bonding of aluminum alloys. The second section details the methods to characterize their effects on the bond strength. The third section discusses the existing models and their comprehensiveness regarding incorporating the known bond formation mechanisms and influencing factors.
Roll bonding of aluminum
The formation of the bond takes place due to the plastic deformation of the metals in the roll gap during roll bonding. The most widely accepted theory of bond formation was established by Bay [6], in which the bond formation occurs in four consecutive steps, as shown in Fig. 1. At the beginning, oxide or film layers separate the metals. The plastic deformation in the roll gap elongates the metals and fractures the oxide layers, which are more brittle and cannot follow the elongation of the base metal. In contrast, a film layer between the metals simply becomes thinner and diminishes. In both cases the simplified assumption is that the surface enlargement quantifies the area where no obstacles are present anymore and the bond forms by extruding fresh metal through the cracks in the oxide or film layer [8]. Finally, the resulting bond persists, if the bond strength is greater than the shear and tensile stresses at the roll gap exit.

Left: Steps of bond formation. a) initial state; b) fracturing of obstacle layer; c) extrusion through cracks; d) bond formation; e) roll gap exit [7]. Symmetrical three-layer setup with two outer (light blue) and one core (dark blue) layer. Right: Corresponding stress state of a representative point in the roll gap at the interface of the outer and core layer
Overall, various factors influence the bonding property, which can roughly be divided into four categories [9] in order of the generally perceived influence from most to least influential: The material properties, the process parameters, the packaging and the machine restrictions. Thus, the following provides a short overview of the most relevant influencing factors in these categories.
Material properties
The flow stress of each material and the difference between them defines the plastic deformation and thus the surface enlargement [10]. The microstructure significantly influences the flow stress and in turn the bond strength [1]. Additionally, once a bond is established, diffusion between the layers can occur and influence the bond strength. Thus, the diffusion properties as well as the material response to the diffusing elements play an important role.
Process parameters
For cold and hot roll bonding, the overall geometry in terms of the work package height, the thickness of each layer, the roll radius and the height reduction as well as strip tension define the stress state and hence the bond strength [9]. Specific for hot roll bonding, the initial temperature and temperature difference between the materials during multiple passes influence the bond strength via the material properties [11]. Additionally, inter-pass time allows for diffusion, which influences the bond strength by changing the microstructure [12].
Packaging
There are several possible packaging designs that define the contact area between the layers, e.g. overlay, edgelay or inlay [13]. Additionally, welding [14] and interlayers [15] can help with the joining. Combined, these measures determine the locations at which bond can form. In addition, the surface condition, e.g. the roughness, determined by the surface preparation, influences the amount of oxide or film layers and thus the surface enlargement [16].
Machine restrictions
Maximal and minimal values of the rolling mill, such as force, torque or velocity, dictate the framework in which the process parameters can be chosen and thus influence the bond strength [17].
With the variety of influencing factors, it is crucial to understand their individual effect on the bond strength, their interactions with each other and the mechanisms by which they affect the final bond strength of the laminated composite materials. Hence, many experimental setups have been devised to investigate their varying effects on the bond strength, which are detailed in the next section.
Characterization of bond strength
The characterization of the bond strength can be performed directly after roll bonding on the industrial and laboratory scale [18], such as the peel test [19] or using special laboratory experiment. However, due to the large number of factors influencing the bond strength simultaneously, the latter is more common due to its ability for single variation of the influencing factors and in-depth investigations. In this section, both are introduced in detail.
Peel and shear tests
Peel test
The peel test according to ASTM-D1876-08 [20] can be used to determine the bond strength of bonded sample consisting of two layers. As Fig. 2 ii) shows, a die bends and pulls one layer at an angle of approx. 180° thus peeling it off the other layer. The measured tensile force then determines the bond strength [19]. Other versions of this test include a bending of 90° of one or both layers to improve the measurement quality [22]. The advantage of this method is that almost any angle can be realized, but must be taken into account when evaluating the results [23]. In addition, variations in the state of stress are possible by varying the angle and speed during peeling. Thereby, the stress states can be very close to the actual stress state at the exit of the roll gap [24].

Shear test
In the shear test [21], one of the bonded partners (A) is removed, except for a small part. The other bonded partner (B) is placed between two dies with remaining partner A positioned onto one of the dies. Then partner B is pushed into the dies so that partner A shears off at the edge of the die as shown in Fig. 2 i). Here force, punch speed and contact area determine the bond strength.
Compression shear test
Cooper & Allwood [5] presented a sophisticated version of the classical tensile-shear test [4], where two additional dies are used on the sides of the bonded layers. These dies can exert pressure on the layers, while the outer dies apply a tensile load causing shear stresses in the bonded layers (see Fig. 2 iii)). This allows the investigation of various stress states by superimposing compressional and shear stresses. Other versions of the tensile-shear test include testing a smaller bonded area [25], performing a multistep shear test [26] and using a pin [27].
Tensile and bending tests
Tensile tests are commonly used to determine the mechanical properties of the bulk materials [28]. However, adopting them to characterize the bonded materials is possible. On the one hand, the bond strength can be determined using the classical specimen geometry of a tapered cross-section (see Fig. 3 iv) [33]. In this case, the bonded interface is parallel to the applied tensile load. On the other hand, coin tensile tests offer the possibility to determine the bond strength where the bonded interface is perpendicular to the applied tensile load [31, 32]. The advantage of these tests is using classical specimen geometries and test setups, which yield a comparatively low effort to manufacture the specimens and perform the tests. The essential parameters influencing the bond strength for this test and its variants are the applied tensile force, the speed of the punch and the bonded area of the sample.

The bending test and its variants is another example of classical material testing applicable to determine the bond strength. Variations include a three-point bending test [30] and a bending test with die and matrix [29] (see Fig. 3 ii and i). In this case, microstructure examination or a comparison with the behavior of the bulk materials enables the analysis of the bond strength.
Truncated-cone experiments
Mikloweit et al. [34] introduced the truncated-cone experiment (see Fig. 4). The experiment uses two opposing samples with a truncated cone on the contact side. Translational or rotational movement of the dies determines the stress state at the interface and bond the samples. Further die movement then enables the characterization of the bond strength under various stress states by separating the bonded samples. The main advantage of this experiment is that it utilizes initially unbonded samples. In contrast to other characterization techniques, the bond is formed and characterized during one test, eliminating the conventional requirement for sample fabrication after bond formation, thereby allowing the precise control of temperature, die movement, inter-pass time, change in temperature or further die movements during bond formation and characterization. Additionally, the influencing parameters during bonding can be investigated separately, compared to roll bonding where all factors are present simultaneously. Reproducing the conditions during roll bonding on a mill in terms of the stress state is not entirely possible though.

Sketch of the truncated-cone experiment
Modelling of bond strength
Using experimental investigations and mechanical relationships, many authors developed models describing the bond formation and the subsequent evolution of the bond strength during rolling theoretically. Based on their formulations, two categories of models exist in the literature: local and global models. Local models mainly focus on describing the local mechanical interactions in the roll gap and their effects on the bond strength. Their main feature, when compared to global models, is a spatial resolution in the roll gap. Global models hence employ averaged values instead of spatial resolution, similar to e.g. the force calculation in rolling by Sims [35], to describe the bond strength. Hence, when combined with models that provide a spatial resolution, such as FE-simulations, global models essentially become local models. Therefore, this subchapter provides an overview of both categories.
Local models
In [36, 37], Tzou et al. developed an analytical model for a three-layer system of two materials, where one material has a higher yield stress, by dividing the roll gap into three zones. According to the authors, the approach is material independent and applicable for cold and hot roll bonding in single pass. This approach has been implemented in comparable models by Hwang et al. [38], Manesh & Taheri [17] and Schmidtchen [39] among others. In the model, only the material with the lower initial yield stress experiences plastic deformation in zone I. The transition to zone II occurs when the material with the higher initial yield stress begins to deform plastically due to the increasing flow stress of the other material. The neutral point separates Zone III from Zone II. Using various simplifications, the authors derived the following equations for the zone-specific shear stresses τm.
Here the symbols and the meanings are listed: mf the friction factor, km the flow stress, β0 the ratio between total workpiece height and height of the outer layer, x the spatial coordinate in the roll gap, R the roll radius, p the normal stress, h the height and the exponent (I, II, III) denotes the zone. In this model, the bond forms as soon as both materials reach their yield criterion, assuming plastic flow of both materials is required for the bond formation.
x B is the point from which the bond is formed, A1, B1, C1, D1, E1, 2, \({c}_{1,q}^{\ast }\) and kc are dependent on roll radius, height reduction and material properties. By using the model, the authors were able to predict that xB is closer to the roll gap entry as the overall work package height decreases. Additionally, xB is closer to the roll gap entry when the inter-layer friction, the ratio of roll radius to workpiece height, the ratio of shear strength as well as the thickness of each layer increase.
Based on the assumption of existing oxide and film layers, Zhang & Bay [40] formulate a material independent local model for cold roll bonding. They assume that the bond strength σB scales with the effective normal stress σN.
Here A0 and AC are the total and exposed contact area, i.e. the area where metal-metal contact is not hindered by oxide or film layers, A1 and A0 describe the areas after and before deformation, G describes the ductility of the layers, Y is the surface enlargement and Y′ is the threshold value of the minimum surface enlargement required for the bond formation. Before bond formation, an extrusion of the material through cracks in the oxide or film layers is necessary. Therefore, the stress necessary for extrusion σE must be subtracted from the stress due to deformation σ in order to calculate the effective normal stress. For the calculation of σ, the authors also assume three zones. The authors calculate σE based on the power from dissipation pi, friction pf and speed differences pr.
Global models
The earliest models predicting the bond strength were put forward by Vaidyanath et al. [4] and Cave & Williams [41]. While these models were able to predict the bond strength accurately, predicting the area where the bond was formed proved difficult until Wright et al. [42] extend these models. In their material-independent model for cold roll bonding, the authors still calculate the bond strength as a fraction of the shear strength. However, they were the first ones to account for the fact that not the entire area of the broken oxide layers is available, but only a part of it has formed the bond. This results in the assumption that the bond formation requires a critical amount of deformation due to the requirement to form cracks in the oxide layer and to extrude the material.
R t is the relative area on which the oxide layers have broken but no bond has formed, Rf is the relative area on which a bond has formed, τb and τs are the shear bond strength and the shear strength of the material, respectively. H is an empirical factor, which the authors give as 1.35 for aluminum. With this model, the authors can predict their measurements of the area on which the bond has formed in good agreement.
The investigations of Madaah-Hosseini & Kokabi [43] and Mohamed & Washburn [44] show that cracks in the oxide layers form much earlier than estimated by the critical amount of deformation. Thus, they introduce the concept of surface enlargement into global models. Based on this development and the model by Wright et al., Bay [6] unifies both approaches while simultaneously introducing a distinction between oxide and film layers, as shown in Fig. 5. This results in a material independent model for cold roll bonding, using the following relationship for the bond strength due to breaking oxide layers and the subsequent extrusion of material.

σ B1 is the bond strength, P and PE are the normal stress present or required for complete extrusion and ϕ is the surface enlargement. Similarly, Bay describes the thinning of film layers using a critical surface enlargement.
σ B2 is the bond strength and ϕ´ is the critical surface enlargement. The weighted sum of the two mechanisms describes the overall bond strength.
β is a material-dependent weighting factor that describes the ratio of oxide to film layers and σ0 is the yield stress of the material after roll bonding. In a comparison with experiments of a two-layer Al-Al bond, the model can reliably predict the ratio of σB to σ0 for different surface enlargements. In addition, the model can reproduce the measured change in the rate at which the bond strength increases, when thinning film layers is dominated compared to breaking oxide layers.
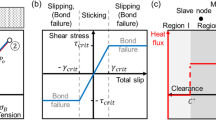
Pietryga et al. [46] based their model on the same concepts as Bay while including effects of hot roll bonding. Due to the increased temperatures of 400-500 °C when using two aluminum layers, the threshold value of the deformation is much lower. The model accounts for this fact by using two straight lines (see eqs. (18) and (19)) with different gradients.
σ B1 and σB2 are the tensile bond strength for small and large surface enlargement ϕ, the intersect ϕa and the parameters b1 − 3 are determined via experiments. To enable an implementation into FE simulations [47], the model describes the bond strength under any stress by using the shear bond strength τB and an interpolation for all the other stress states. Therefore, the authors describe the shear bond strength τB as a fraction of the tensile bond strength σB.
Here, σB is determined by the currently valid σB1 or σB2, τμ is the shear strength due to friction and the parameter b4 is determined by a parameterization. In case of high compressive stresses, friction dominates the bond strength. The coefficient of friction μ is assumed to be 0.5, resulting in the behavior shown in Fig. 6. The figure shows the tensile bond strength on the x-axis and the shear bond strength on the y-axis for different surface enlargements (solid and dotted red lines). The model employs a linear relationship between the tensile and shear bond strength under tensile stresses (right hand side of the figure). Under compressive stresses (left hand side of the figure) a const relationship is employed until friction takes over (black diagonal).

Model by Pietryga et al. for two different surface enlargements εSE [47]
Assessment of the literature
Influencing factors of roll bonding
Many influencing parameters have been studied in the literature. However, the focus was mainly on cold roll bonding and exclusively single pass roll bonding. For hot roll bonding several factors arise. Most prominently, in industrial production, employing multiple passes has proven most promising. This entails at least four additional influencing factors. First, multiple consecutive height reductions will occur, which can lead to fracturing or further strengthening of already established bonds in the following passes for example. Secondly, the workpiece will experience inter-pass times that can lead to recover, recrystallization, diffusion, or other microstructure changes which influences the bond strength. Thirdly, this results in a decrease of the temperature of the workpiece over time and fourthly, different strain rates in each pass due to the changes in geometry. These four factors entail that further bond strengthening or even debonding will occur during multiple roll bonding passes after the initial bond formation. The influence of these factors has neither been studied nor modelled in the literature to the knowledge of the authors. Therefore, the goal of this paper is the characterization of the influences and subsequent development of a bond strength model accounting for the influences.
Bond strength measurement
Overall, except for the truncated-cone experiment, characterizing the bond is a three-step process. First, roll bonding on a laboratory scale produces a bonded workpiece. Afterwards, samples are machined from that workpiece. Lastly, the chosen test employs the machined samples to characterize the bond strength. This procedure is problematic for investigating hot roll bonding since machining a sample usually requires room temperature. Therefore, cooling the workpiece after roll bonding, sample fabrication and reheating of the sample are necessary for performing the characterization of the bond strength, which introduces uncertainties regarding the influence of these steps. The truncated-cone experiment thus is the best choice to investigate the bond strength for hot roll bonding and will be used for all the experiments in this work. Since no characterization mode for the investigation of multiple consecutive height reductions, inter-pass time, changing temperatures and strain rates is available for the truncated-cone experiment, the first goal of this paper is designing such characterization modes and investigating their effects on the bond strength to enable the derivation of a corresponding bond strength model.
Modelling
The existing models cover a wide range of influencing parameters, using local or global approaches. Local models are by their nature limited to the roll gap, even when incorporating advanced methods to extend the applicability, such as Chaudhari & Acoff [48] enabling predictions for a multilayer system of two materials that are stacked in alternating order or Kiuchi [45] introducing dedicated velocity fields to enable accounting for asymmetric rolling. Thus, these models only consider a single pass with initially unbonded materials while neglecting temperature changes. For hot roll bonding, these assumptions are not justifiable beyond the first pass. Therefore, using these models in their current versions is not suitable for hot roll bonding. Global models do not have this limitation. None of the existing models covers multi-pass roll bonding conditions in terms of multiple consecutive height reductions, inter-pass times, changing strain rates and changing temperatures, though. However, for a prediction of the bond strength in industrial applications it is crucial to account for these effects. Therefore, the second goal of this paper is developing a bond strength model considering them.
Truncated-cone experiment and evaluation method
Developing a comprehensive bond strength model for hot roll bonding requires accounting for several aspects. On the one hand, the model requires a basis in terms of incorporating the conventional influence of bond formation temperature and surface enlargement on the tensile and shear bond strength. On the other hand, an investigation of inter-pass time, multiple consecutive height reductions and temperature decrease enables extending the basic bond strength model for those conditions. The characterization of the influences of these factors thus is the goal of this section.
In order to achieve this goal, truncated-cone experiments are used, which generally follow a similar three-step procedure. Firstly, the bond is formed between the samples by compression with a predefined overall height reduction, ensuring that minimal shear occurs. Secondly, specific additional treatments are performed after bond formation, such as further deformation or changing the temperature. Lastly, the bond strength is characterized by applying the desired stress state during separation according to the following eqs. [47].
The tensile bond strength σB is characterized by tension in the separation step. Here, F is the measured force during debonding, A is the contact area. The shear bond strength τB is characterized by tension. M is the measured torque during debonding, T is the moment of inertia of a disc and r is the radius of the contact area at the point of debonding. Since no further deformation occurs after debonding, r can be measured using optical microscopy, which then enables the calculation of the surface enlargement based on the initial radius of the contact area (r0 = 4 mm). For all experiments the material combination consists of two aluminum alloys from the AA6016 and AA8079 series.
Previously the truncated-cone experiment only has two characterization modes, as shown in Fig. 7 (a). Two separated samples of the selected material combination are heated to a material dependent temperature Thomo for homogenization, in all mentioned experiments 500 °C. This homogenization corresponds to the industrial heating before roll bonding. Then the temperature is, if necessary, decreased to the testing temperature T1 or T2 based on the test cases and the bond is formed by compression of a designed distance. Subsequently, the bond strength is characterized by applying tension or torsion (debonding), to measure the tensile and shear bond strength, respectively.

Temperature control and main steps for the five characterization modes. The homogenization temperature Thomo is 500 °C. The temperature T1 and T2 depend on test cases
In this work, three new characterization modes are developed to study the influencing factors of hot roll bonding, as shown in Fig. 7(b), (c) and (d). For compression-holding-tension and compression-cooling-tension mode, an extra step is inserted between bond formation and debonding. For compression-holding-tension mode, the bonded samples are heated and held at a temperature to imitate the inter-pass time. In addition, this mode is used to investigate the effect of increased temperatures after bonding, e.g. occurring during annealing. For the compression-cooling-tension mode, the bonded samples are cooled down to imitate the temperature decrease during hot roll bonding. For the multiple compression-tension mode, the total compression distance for bond formation is executed in multiple strokes. Between each stroke the compressional load is completely released.
Experimental investigations on the influencing factors of hot roll bonding
The first consideration for experimental investigations is the reproducibility. Before the investigations detailed in the following are conducted, the reproducibility is studied. In this case 5 experiments are performed to measure the reproducibility. Here, a mean deviation of 1.35 MPa is achieved when the measured bond strength is compared.
For all measurements shown in this paper, two experiments are performed at identical conditions. If the deviation of those two measurements is larger than 1.35 MPa further experiments are conducted. In all cases, a reason for the deviation was discovered, mostly stemming from incorrect machine settings, faulty sample preparation or detaching of the thermocouple. The measurement that deviated is then discarded and not included in further analysis. To always show the same number of measured points, the mean of all measurements conducted at each condition is shown in the figures.
Bond strength under tensile and shear loading
For the investigation of the dependency on the stress state, the bond strength is characterized using pure tensile and pure shear stresses during debonding. Three different temperatures of 400 °C, 450 °C and 500 °C and four different height reductions of 0.5 mm, 2 mm and 4 mm are used. The temperature is constant throughout these test cases. Figure 8 displays the results for tensile bond strength on the left and for shear bond strength on the right. The results show that lower temperatures generally lead to a higher bond strength. The tensile bond strength exhibits a steep incline for small surface enlargements and a saturation at around 20%. The saturation value depends on the temperature, though. In contrast, the shear bond strength shows a consistent but minor increase with increasing surface enlargement. Overall, the measured behavior agrees with results in previous investigations [34] and serves as a basis for the development of the bond strength model.

Left: Tensile bond strength in dependency of the surface enlargement resulting from the height reductions for various temperatures. Right: Shear bond strength at those conditions
Inter-pass time
The inter-pass time occurs between passes and can lead to microstructural changes e.g. via recrystallization or diffusion. The goal of the experiments is to investigate the general effect of the inter-pass time on the bond strength, neglecting the limitations imposed by industrial processes. Two types of experiments are conducted utilizing the characterization mode compression-holding-tension. In type I, the special treatment consists of simply holding the bonded samples for a predetermined amount of time. In type II, a temperature increases at the start of holding provides improved conditions for microstructural changes.
The left-hand side of Fig. 9 displays the measured tensile bond strength for different inter-pass times. Here experiments of type I are used with a temperature and height reduction of 400 °C and 0.5 mm as well as 500 °C and 4 mm, respectively. The inter-pass time has a negligible effect on the bond strength in both cases. The reason is twofold, for a high temperature and high reduction, the bond strength already achieved the saturation indicated in Fig. 8 and a further increase is not possible. For the lower temperature and height reduction, the bond strength does not reach the saturation. However, the temperature and the driving force for recovery or recrystallization, due to the small height reduction, are too low for diffusion (see Fig. 10) or other microstructural changes. Hence, experiments of type II are performed, as shown on the right-hand side of Fig. 9. After forming the bond at 400 °C with a height reduction of 0.5 mm, the temperature is increased to 450 °C and 500 °C, respectively. Then the bonded samples are held at that raised temperatures for the required inter-pass times. Before debonding, a temperature-decrease to 400 °C occurs to make sure that the results are comparable with type I. The bond strength roughly doubles in both cases of type II. However, at 450 °C this takes one hour whereas the same results occur in 180 s at 500 °C, meaning that higher temperatures during inter-pass time improve the bond strength quickly.

Type I on the left: Tensile bond strength at various inter-pass times on a logarithmic x-scale. The holding temperature and debonding temperature are the same as the bond formation temperature. Type II on the right: Tensile bond strength at various inter-pass times using different temperatures during inter-pass times. The bond is formed at 400 °C by 0.5 mm compression. The debonding happens also at 400 °C

Top: Results of the EDX analysis for aluminum (blue), silicon (green) and magnesium (orange) after an inter-pass time of 3600 s at 500 °C. Bottom: Equivalent values for a temperature of 400 °C
To investigate the underlying mechanism of the increasing bond strength, an energy-dispersive X-ray spectroscopy (EDX) is used, which can determine the chemical composition and thus the rate of diffusion. To illustrate the effect of diffusion in the contact area, the elements aluminum, silicon and magnesium are depicted in the following. The mass fractions of those elements are: 0.8% Si and 0.3% Mg in AA6016 as well as 0.05% Si and 0% Mg in AA8079. Cutting the debonded samples perpendicular to the contact area prepares the samples for performing the EDX near the bonding zone, as shown in Fig. 10. When comparing the concentration of silicon and magnesium after an inter-pass time of 3600 s at 500 °C (top part of Fig. 10) to 400 °C (bottom part of Fig. 10), the differences become clearly visible. At a high temperature, both elements diffuse roughly 80 μm in each sample. In comparison, both elements diffuse less than 20 μm at 400 °C. Although not clear proof, this result indicates that the diffusion is, at least partly, responsible for the increase in bond strength during inter-pass time and a diffusion distance of more than 20 μm is necessary for a positive effect. In addition, after reaching a certain diffusion distance (< 80 μm) no further improvement of the bond strength occurs. The effects discussed here are obviously strongly dependent on the material combination.
Overall, the inter-pass time can significantly improve the bond strength for the studied material combination if the bond strength is not yet saturated. However, this requires specific conditions, such as an increase in temperature and rather long inter-pass time. Although it is scientifically certainly interesting an application to the existing industrial processes seems unlikely due to their requirements. The contribution from inter-pass time to the bond strength will remain miniscule for industrial roll bonding. Introducing an annealing step directly after roll bonding could make use of this phenomenon, however.
Multiple consecutive height reductions
Multiple consecutive height reductions occur naturally in reversing and unidirectional roll bonding employing multiple passes separated by short inter-pass times of several seconds. Thus, this section studies the influence of multiple consecutive height reductions via the multiple compression-tension mode of experiments. The experiments under tensile stresses from section 4.1 provide a reference as a single deformation. In the new characterization mode, the same amount of deformation is applied in four subsequent strokes, each exhibiting one fourth of the total height reduction. In between unloading is performed, where the compressional load is totally released. Here, the compression forces during bond formation (bonding) and the tensile forces during debonding are of interest.
Figure 11 displays the absolute value of the maximum compression force and debonding force for single deformation and multiple consecutive height reductions at temperatures of 400 °C, 450 °C and 500 °C for a total height reduction of 2 mm and 4 mm. The force is chosen for a comparison instead of the bond strength since the surface enlargement is the same for single and multiple consecutive height reductions, the observations described in the following apply to the bond strength in the same manner. In all cases, the force during bonding and debonding is smaller when applying the designed deformation in multiple consecutive height reductions. This indicates that the multiple consecutive height reductions have a negative influence on the bond strength. It is currently unclear which mechanism gives rise to this behavior. Possible explanations are a decrease in flow stress due to recovery and recrystallization or the unintentional tensile stresses during unloading. Nevertheless, both phenomena can occur in industrial processes and thus influence the bond strength in hot roll bonding.

Left: Absolute value of the forces during bonding and debonding for single and multiple deformations under various temperatures with a total height reduction of 2 mm. Right: Equivalent values for a total height reduction of 4 mm
Temperature decrease
A temperature decrease also occurs naturally during the hot roll bonding process via thermal losses to the rolling mill, air etc. Therefore, investigating the influence a decrease in temperature has on the bond strength is required. Hence this section displays the effect of a decrease in temperature on the force required for debonding and in turn the bond strength.
Figure 12 shows the force required for debonding on the left and tensile bond strength on the right. Here all samples are bonded at 500 °C by different height reductions and debonded at the denoted temperatures. As seen on the left part of the figure, the force required for debonding increases with decreasing temperature and increasing height reduction, as expected. Considering the tensile bond strength, it becomes clear that the bond strength is virtually unaffected by the height reduction. Only the measurement at 500 °C with 0.5 mm height reduction has a reduced value. The latter is easily explained by Fig. 8, the lower height reduction leads to a reduced bond strength.

Left: Absolute value of the force required for debonding. Right: Tensile bond strength. In subfigures a bond is established at 500 °C with height reductions of 0.5, 2 and 4 mm and debonding under various temperatures
Development of a new semi-empirical bond strength model
As mentioned before, the bond strength models in the literature do not account for inter-pass times, multiple consecutive height reductions or temperature decrease. The goal of this chapter thus is the derivation of a new bond strength model that describes these effects accurately. Based on the material characterization in chapter 4, the development of the new model is divided into four parts: tensile and shear bond strength model, integration of inter-pass time, integration of multiple consecutive height reductions and integration of temperature decrease.
Tensile and shear bond strength model
The basic tensile bond strength model describes the dependency of the tensile bond strength on the temperature and surface enlargement. As most models in the literature, the tensile bond strength σB is described as a fraction of the flow stress kf, which will be called relative bond strength \({\sigma}_B^{(rel)}\).
As Fig. 13 shows, the relative bond strength increases with increasing temperature and surface enlargement. Like the tensile bond strength, the relative tensile bond strength increases quickly for small surface enlargement and then saturates. However, the value of the saturation seems to be independent of the temperature, namely for lower temperatures it simply takes more surface enlargement to reach the saturation. The stress required for extruding metal in the oxide cracks explains this behavior (see eq. (9)). The surface enlargement describes the sum of all cracks in the obstacle layer. Individually the cracks are different in size. The stress for extrusion increases with decreasing size of the individual crack and decreasing temperature. Thus, the normal pressure at lower temperature is not sufficient to extrude the material through smaller cracks at the same rate as for higher temperatures. Subsequently, the individual bond will be weaker or non-existent at lower temperatures, requiring a higher surface enlargement to achieve the saturation of the relative bond strength.

Left: Basic tensile bond strength model and measured relative bond strength at various temperatures and surface enlargements. Right: Deviation between modelled and measured bond strength
To describe this behavior an exponential saturation is assumed, with a, b and T0 being model parameters, T the bond formation temperature and ΔA the surface enlargement.
For the parameters a, b and T0 values of 0.8039, 13.74 and 470.4 °C are determined by fitting eq. (26) to the measured data, respectively. Figure 13 shows the resulting deviation between the modelled and the measured bond strength. The average deviation for all other cases is 1.81 MPa resulting in a good agreement with a mean relative error of 11.32%. Therefore, this model can describe the tensile bond strength with respect to surface enlargement and temperature using only three material dependent parameters.
Effects that yield a decrease in relative tensile bond strength are discussed in chapter 5.3. These effects are covered by a supplementary equation. Equation (26) does not allow a decrease in relative tensile bond strength. Nevertheless, the bond strength may decrease, if the flow stress decreases.
In hot roll bonding, complex stress states occur during bonding and debonding. Therefore, the goal of this section is enabling the tensile bond strength model to describe the bond strength under any stress state.
To achieve this goal, an approach consistent with previous work by Pietryga et al. is utilized. Based on the measured shear bond strength τB (see Fig. 14 on the left), the average ratio of the shear and tensile bond strength can be calculated.

Left: Ratio of shear to tensile bond strength for various height reductions and temperatures. Right: Sketch of the stress state dependency of the new bond strength model
The value ω = 0.716 represents the mean ratio shown in Fig. 14 on the left excluding the value of 0.5 mm height reduction at 400 °C. This measurement is excluded for two reasons. Firstly, the bond established at these conditions is very fragile and the reproducibility is much worse compared to the other conditions. Secondly these conditions would most likely never be used in industrial practice for these alloys. To calculate any given stress state, the bond strength is linearly interpolated between τB and σB . In contrast to Pietryga et al., the model assumes a decrease in bond strength under compressional stress states using the same gradient until the friction becomes relevant, as shown in Fig. 14 on the right. The basis for this assumption is the following argument: When tensile or compressive and shear stresses are simultaneously present, an equivalent bond strength has to be determined in analogy to the equivalent stress. Following the von Mises criterion [49] and summarizing all stresses in normal direction simply as the tensile bond strength as well as summarizing all stresses in shear direction as the shear bond strength, eq. (28) can be derived. When assuming that the equivalent bond strength is a fixed value for a given temperature and strain rate and independent of the stress state, the shear bond strength has to decrease with increasing compressive stresses. For consistency, the behavior is also linear and has the same gradient. In this way, the model can describe the bond strength under any stress state. Chapter 6.1 provides a validation of the assumptions.
Modelling the effect of inter-pass time
To incorporate the influence of inter-pass times, a new approach is proposed, which implicitly considers the underlying microstructural mechanism. The surface enlargement and debonding temperature remain unchanged during inter-pass times and thus cannot yield the change in bond strength. However, since the increase in bond strength is most likely caused by microstructural changes, describing it in terms of an additional surface enlargement \(\overline{\Delta A}\) is proposed. This surface enlargement induced by microstructural changes is an artificial variable to quantify the influence of diffusion on the tensile bond strength. This artificial variable has the same unit and position in the equation as the surface enlargement and describes the microstructural influence but is not identifiable on a macroscopic level. Therefore, it is named by microscopic surface enlargement. The idea of introducing a microscopic surface enlargement is to enrich the meaning of surface enlargement from a geometric description of the contact area of the bonded materials to also representing the microscopic quality of the bond. By introducing it into eq. (26), the following relationship can be derived.
Using eq. (30) and importing the values for temperature, relative tensile bond strength, surface enlargement as well as the values of the fitting parameters a, b and T0 from chapter 5.1 enables the calculation of the values of the microscopic surface enlargement corresponding to the increase in relative bond strength, which has not been accounted for by eq. (26). The dependency is shown in Fig. 15 on the left and can be described by eq. (31) whose model parameters \(\overline{a}\), \(\overline{b}\) and \(\overline{T_0}\) are determined to be 14.77, 26.09 and 606.10 °C by fitting eq. (31) to the calculated values of the microscopic surface enlargement for each test case.

Left: Modelling of the calculated microscopic surface enlargement in dependency of inter-pass time and holding temperature. Right: Deviation between modelled and measured tensile bond strength for various holding temperatures and inter-pass times
Using the parametrized eq. (31), re-introducing it into eq. (26) would yield the modelled tensile bond strengths for different holding temperatures and inter-pass times. The deviation between modelled and measured tensile bond strength is as shown in Fig. 15 on the right. The mean deviation and mean relative error are 0.97 MPa and 5.11%, respectively and thus show a very good agreement. With this new approach, it is possible to integrate the influence of inter-pass times on the relative tensile bond strength into the proposed basic model. Furthermore, the same procedure can be applied to any other basic models, as described in the state of the art, providing a completely independent approach describing the influence of inter-pass times.
Modelling the effect of multiple consecutive height reductions
To account for multiple consecutive height reductions, the experimental data in Fig. 11 is used. Calculating the ratio γ of the debonding force for multiple consecutive height reductions over the debonding force for single deformation estimates the effect, as shown in Fig. 16. The evaluation results can be divided in two domains. For the two height reductions at 500 °C and the 4 mm height reduction at 450 °C, the ratio is around 0.9. In the other cases, the ratio is between 0.5 and 0.65. In other words, the better the bond strength is, the smaller the difference between single and multiple consecutive height reductions is.

Left: Ratio of debonding force of multiple and single deformations at various temperatures and height reductions. Right: Measured and modeled tensile bond strength at the conditions considered for modelling
Describing the effect of multiple consecutive height reductions with a simplified approach requires the following three assumption. Firstly, the number of deformations does not matter, meaning that it is irrelevant whether the initial deformation is followed by 2 deformations of 20 mm or 20 deformations of 2 mm. Secondly, the amount of deformation is irrelevant, meaning that the decrease occurs independent of the amount the following deformations. Thirdly, in industrial practice the initial temperature for roll bonding is around 500 °C, it seems reasonable to consider only these conditions for modelling. Thus, the decrease in bond strength due to multiple consecutive height reductions is described for high bond formation temperatures, yielding \({\sigma}_B^{(multi)}=\gamma \cdot {\sigma}_B^{(single)}\) with γ equals to 0.9. In this case the mean deviation is 1.23 MPa. A validation of the first two assumptions is provided in chapter 6.3.
Modelling the effect of temperature decrease
Using the relative tensile bond strength to model tensile bond strength when a decrease in temperature occurs, yields a discrepancy between the model and measurement. This discrepancy increases when the temperature differs more compared with the bond formation temperature. Hence, an additional effect weakens the bond during the temperature reduction. The temperature reduction leads to thermal shrinking in the sample which might locally fracture existing bonds and thus weaken the bond strength. The exact mechanism is however unclear.
Nevertheless, a suitable approach can account for the decrease in relative tensile bond strength.
Here \({\sigma}_B^{(rel)}\) denotes the relative tensile bond strength after bonding, αT is a model parameter, Tdebond and Tbond are the temperature at debonding and bonding, respectively. The new relative tensile bond strength \({\overline{\sigma}}_B^{(rel)}\) is then calculated accordingly.
Figure 17 displays the measured and modelled tensile bond strength for all investigated cases. The exponent of αT = 1.35 is determined via fitting. Using this equation, keeping in mind that \({\sigma}_B^{(rel)}\) will not decrease with temperature, achieves a mean deviation between model and measurement of 1.79 MPa.

Left: Measured and modelled tensile bond strength when the bond is formed at 500 °C by different height reductions and cooled down to 400 °C (blue) and 450 °C (red) for debonding. Right: Deviation between measurement and model for all conditions
Model validation and discussion
After establishing and parameterizing a semi-empirical bond strength model, the next goal is the validation of the model and its assumptions and simplifications. To achieve this goal, a new set of measurements that were not used for parameterization, is compared against predictions of the semi-empirical bond strength. Table 1 details the model parameters used for the model.
Stress state dependency
For the first validation, the basic bond strength model is considered. During model development, only the tensile and shear bond strength are described, while additionally assuming a linear shape of the bond strength in combined stress states. Thus, the goal of this section is the validation of this assumption. To achieve the goal, measurements are performed where debonding occurs under a combination of tensile and shear as well as compressive and shear stresses. In the experiments, temperatures of 400 °C, 450 °C and 500 °C with height reductions of 0.5 mm, 2 mm and 4 mm are used. In the tensile region, two measurements at roughly a third and two thirds of the tensile bond strength are conducted. These experiments are performed by simultaneously applying an upwards movement and rotation of the die. Investigating the compressive region requires applying and holding the compression first, then rotating the die until debonding occurs so that compressive and shear stresses act simultaneously. During debonding, the applied compression force is at roughly a quarter of the measured force during bonding, which ensures that no further plastic deformation occurs.
Figure 18 on the left shows a comparison of the theoretical assumption and measurements at 400 °C, 450 °C and 500 °C for a height reduction of 4 mm. Figure 18 on the right also displays the deviation between measured and linearly interpolated bond strength for all conditions. In most cases, the theoretical assumption agrees with the measurement. The mean deviation between new measurement and linear assumption is 1.93 MPa, when the conditions at 400 °C and 0.5 mm are not included because of the low reproducibility at these conditions. This stems from the fact that the bond is very weak and thus minor differences, e.g. during sample preparation, become significant. This result validates the theoretical assumptions, showing that the assumed relation between tensile and shear bond strength is in good agreement with the experiments. Therefore, the model accurately describes the bond strength under any stress state, temperature and surface enlargement, using only five parameters.

Left: Measured and theoretically assumed relation between tensile and shear bond strength at various stress states at a height reduction of 4 mm. Right: Deviation between measurement and theoretical assumption for all conditions
Change in strain rate
Varying strain rates are common for hot roll bonding. Therefore, the model has to be able to describe the bond strength under these conditions. This section aims at validating the prediction of the model by performing new measurements. Experiments using force and velocity-controlled die movement, with four different die velocities each, are employed during debonding: 40 N/s, 10 N/s, 400 N/s,1000 N/s and 0.01 mm/s, 0.05 mm/s, 0.1 mm/s, 1 mm/s. Using different control modes for the die movement ensures that the machine control does not bias the results.
Figure 19 displays the results for a variation of the die velocity. The left figure shows the modelled and measured tensile bond strength, whereas the deviation between the two is shown in the right figure. In this case, the mean deviation is 1.08 MPa providing a very good agreement with the measured values. In summary, the modified model can account for changes in strain rate by application of eq. (25) and (26) via the indirect influence of the flow stress in eq. (25).

Left: Measured and modelled bond strength. Right: Deviation of the measured and modelled bond strength
Inter-pass times and multiple consecutive height reductions
The next step involves the validation of the extension of the basic model regarding describing the effect of inter-pass times and multiple consecutive height reductions. To achieve this goal, further experiments are performed.
In the case of inter-pass times, three additional measurements achieve this goal. In all cases bonding takes place at 400 °C and a height reduction of 0.5 mm. Afterwards the temperature is increased to 500 °C and kept for 1 s, 300 s and 3600 s. In contrast to before, the temperature is not reduced and debonding occurs at 500 °C. Figure 20 shows the comparison between measured and modeled tensile bond strength for these conditions on the left. For reference the measured and modeled tensile bond strength when bonding at 500 °C with 4 mm height reduction and an inter-pass time of 3600 s is depicted. On the right, the deviation in MPa is shown. Overall, a good agreement within 5-10% is achieved showing the capability of the model to describe the behavior of the bond strength. Additionally, it is shown, that the achieved bond strength after the inter-pass times is comparable for all cases, although bonding at 400 °C with 0,5 mm height reduction initially yields a significant lower bond strength. In terms of the relative bond strength, an increase from ca. 0,35 to 0,8 is achieved by increasing the temperature during the inter-pass time after bonding.

Left: Measured and modelled bond strength. Right: Deviation of the measured and modelled bond strength
In the case of multiple consecutive height reductions, a comparison of the model and measurement for the conditions the model is parameterized for and performing three further experiments with varying distribution and numbers of height reduction allows a validation. For the conditions it is parametrized for the model reproduces the experimental values with a mean 1.23 MPa, providing good agreement. The new experiments have a temperature of 400 °C and total height reduction of 4 mm with the following distributions: i) 0.5 mm, 1.25 mm and 2.25 mm with 1 s inter-pass time; ii) 4*1 mm with 10 s inter-pass times; iii) 2 mm, 4*0.5 mm with 1 s inter-pass time. All measurements yield very similar results, as the forces are within 150 N of each other, despite the vastly different inter-pass times and varying distributions and numbers of consecutive height reductions. Hence, the assumption that the distribution and number and consecutive height reductions is irrelevant can be verified (Fig. 21).

Force required for debonding when using three, four and five consecutive height reductions with the same total height reduction of 4 mm. Temperature is 400 °C
Neither the validation of the influence inter-pass times nor the consecutive height reductions requires further changes or supplements to the model, showing that the extensions of the basic model successfully reproduce the experimental behavior. In the case of inter-pass times, this additionally validates the approach of using the relative bond strength for hot roll bonding, namely scaling the absolute bond strength with flow stress.
Conclusion and summary
In conclusion, the results presented in this paper achieved two goals. Firstly, using the truncated-cone experiments, an environment and methodology to investigate all mentioned factors influencing the bond strength in hot roll bonding has been developed. The newly developed experimental procedures are able to quantitatively determine the bond strength in dependency of the surface enlargement, bond formation temperature, stress state, temperature decrease, inter-pass times and multiple consecutive height reductions. In contrast to other methods, like tensile or shear test, the truncated-cone experiments allow forming and characterizing a bond under process conditions within a single experiment. Especially when considering the influence of reducing the temperature on the bond strength, conventional experiments that require sample fabrication between bonding and characterization, which must be accounted during evaluation. Truncated-cone experiments thus seem to be the most appropriate experimental technique to investigate hot roll bonding. However, this method is currently only applicable to the investigation of two different materials. When using more materials each interface requires separate investigation leading to many necessary experiments.
Secondly, the results of the experiments were used to establish a semi-empirical bond strength model that describes the most important relationships between the influencing factors and the bond strength. Describing the bond strength in terms of the flow stress, as employed by various models in the state of the art, proved very successful for hot roll bonding as well. Using a basic model and supplements to describe aspects specific to hot roll bonding enables employing the model for cold roll bonding as well. The details of the mechanisms governing the effect of inter-pass times and multiple consecutive height reductions are unclear and thus implemented in a semi-empirical fashion but still provide a good predictive quality.
This paper presented new experimental techniques to investigate the bond strength during hot roll bonding at the example of an AA6016/AA8079 material combination. The truncated-cone experiments used during the experimental investigations allow a successful qualitative and quantitative investigation of the bond strength with respect to surface enlargement, bond formation temperature, stress state during bonding and debonding, temperatures decrease, inter-pass times and multiple consecutive height reductions. Based on the experimental findings, a semi-empirical bond strength model has been established and validated that accurately describes the observed dependencies with a mean deviation of 2.22 MPa. Some aspects of the underlying mechanisms governing the evolution of the bond strength need further investigation, though. A detailed analysis of the cause for an increasing bond strength during inter-pass times and the reduction of the bond strength after multiple consecutive height reductions is recommended to enhance the understanding of the governing principles. Another paper is in preparation, which applies the semi-empirical bond strength model in conjunction with finite element simulations, to simulate the bond strength in a multi-pass hot roll bonding process and to explore the possibility of process design & optimization by computer-aided engineering.
References
Groche P, Wohletz S, Brenneis M, Pabst C, Resch F (2014) Joining by forming—a review on joint mechanisms, applications and future trends. JMPT 214:1972–1994
Hofmann L, Ostafin M, Köhler M (2016) Kaltwalzplattieren - Technologie für flexibel gestaltete Werkstoffverbunde, 31. Aachener Stahlkolloquium:227–235
Karhausen FF, Pietryga MP, Janssen H, Lohmar J, Hirt G (2016) Untersuchungen zur Verbindungsentstehung beim Warmwalzplattieren von Aluminium, 31. Aachener Stahlkolloquium:207–216
Vaidyanath LR, Nicholas MG, Milner DR (1959) Pressure welding by rolling. BWJ 6:13–28
Cooper DR, Allwood JM (2014) The influence of deformation conditions in solid-state aluminium welding processes on the resulting weld strength. J Mater Process Technol 214:2576–2592
Bay N (1981) Cold pressure welding - a theoretical model for the bond strength. Division of Mechanical Processing of Materials, pp 47–62
Liu Z, Kraemer A, Karhausen FF, Aretz H, Teller M, Hirt G (2018) Comprehensive procedure for the design of rolling schedules for roll bonding. Aluminium:60–62
Zhang W, Bay N (1992) Influence of hydrostatic pressure in cold-pressure welding. CIRP Ann Manuf Technol 41:293–297
Junkers D, Priebe H-R, Steinmann H-G (1993) Walzplattiertes Blech. In: Dahl W, Kopp R (eds) Umformtechnik: Plastomechanik und Werkstoffkunde. Stahleisen, Duesseldof, Germany, pp 776–784
Bay N, Bjerregaard H, Petersen S, dos Santos CHG (1994) Cross shear roll bonding. JMPT 45:1–6
Buchner M, Buchner B, Buchmayr B, Kilian H, Riemelmoser F (2008) Investigation of different parameters on roll bonding quality of aluminium and steel sheets. IJMF 1:1279–1282
Yan H, Lenard JG (2004) A study of warm and cold roll-bonding of an aluminium alloy. Mater Sci Eng A 385:419–428
Masuda S, Nakauchi I, Tagane A, Yamawaki M, Yako K (1988) Masuda_Rolling characteristics of cladding plates in hot roll bonding process. ISIJ
Horn E-M, Korkhaus J, Mattern P (1991) Plattieren - eine kostengünstige Alternative für den Einsatz metallischer Werkstoffe in der Chemietechnik. CIT 63:977–985
Kundu S, Ghosh M, Chatterjee S (2004) Reactive diffusion bonding between commercially pure titanium and 304 stainless steel using nickel interlayer. ISIJ Int 144:1882–1887
Clemenson C, Juelstorp O, Bay N (1986) Cold welding: part 3: influence of surface preparation on bond strength. MC:625–629
Manesh HD, Taheri AK (2005) Theoretical and experimental investigation of cold rolling of tri-layer strip. JMPT 166:163–172
Bay N, Clemensen C, Juelstorp O (1985) Bond strength in cold roll bonding. CIRP Ann Manuf Technol 34:221–224
Manesh HD, Shahabi HS (2009) Effective parameters on bonding strength of roll bonded Al/St/Al multilayer strips. J Alloys Compd 476:292–299
ASTM International (2015) Test method for Peel resistance of adhesives (T-Peel test). ASTM International, West Conshohocken, PA
Dhib Z, Guermazi N, Ktari A, Gasperini M, Haddar N (2017) Mechanical bonding properties and interfacial morphologies of austenitic stainless steel clad plates. MSE 696:374–386
Abbasi M, Toroghinejad MR (2010) Effects of processing parameters on the bond strength of cu/cu roll-bonded strips. J Mater Process Technol 210:560–563
Crocombe AD, Adams RD (2006) An Elasto-plastic investigation of the Peel test. J Adhesion 13:241–267
V. M. Karbhari and M. Engineer, Investigation of bond between concrete and composites: use of a Peel test
Akdesir M, Zhou D, Foadian F, Palkowski H (2016) Study of different surface pre-treatment methods on bonding strength of multilayer aluminum alloys/steel clad materials. Int J Eng Res Sci
Burrus JM, Blickensderfer R (1984) A multistep shear test for bond strength of claddings. J Test Eval:3–12
Bay N (1979) Cold pressure welding—the mechanisms governing bonding. JEI 101:121
Hollomon JH (1945) Tensile Deformation. TMS 162:268–290
Oya T, Tiesler N, Kawanishi S, Yanagimoto J, Koseki T (2010) Experimental and numerical analysis of multilayered steel sheets upon bending. J Mater Process Technol 210:1926–1933
Hosseini Monazzah A, Pouraliakbar H, Bagheri R, Seyed Reihani SM (2014) Toughness behavior in roll-bonded laminates based on AA6061/SiCp composites. Mater Sci Eng A 598:162–173
Altin A, Wohletz S, Krieger W, Kostka A, Groche P, Erbe A (2014) Nanoscale understanding of bond formation during cold welding of aluminum and steel. AMR 966-967:445–452
Govindaraj NV, Lauvdal S, Holmedal B (2013) Tensile bond strength of cold roll bonded aluminium sheets. J Mater Process Technol 213:955–960
Stolbchenko M, Makeieva H, Grydin O, Frolov Y, Schaper M (2018) Roll bonding of steel net-reinforced Aluminium strips. Mat Res 21:1063
Mikloweit A, Bambach M, Pietryga MP, Hirt G (2014) Development of a testing procedure to determine the bond strength in joining-by-forming processes. AMR 966-967:481–488
Sims RB (1954) The calculation of roll force and torque in hot rolling Mills. PIME (Proc Inst Mech Eng Part C J Mech Eng Sci) 168:191–200
Tzou GY, Tieu AK, Huang MN, Lin CY, Wu EY (2002) Analytical approach to the cold-and-hot bond rolling of sandwhich sheet with outer hard and inner softer layers. J Mater Process Technol:664–669
Tzou G-Y, Huang M-N (2003) Analytical modified model of the cold bond rolling of unbounded double-layers sheet considering hybrid friction. J Mater Process Technol 140:622–627
Hwang Y-M, Hsu H-H, Hwang Y-L (2000) Analytical and experimental study on bonding behavior at the roll gap during complex rolling of sandwich sheets. IJMS 42:2417–2437
Schmidtchen M Walzplattieren von flächigen Mehrlagenverbunden - Experiment und Theorie, pp 29–52
Zhang W, Bay N (1996) A numerical model for cold welding of metals. Ann CIRP:215–220
Cave JA, Williams JD (1973) The mechanisms of cold pressure welding by rolling. J Inst Metals:203–207
Wright PK, Snow DA, Tay CK (1978) Interfacial conditions and bond. Streng!H in cold pressure welding by rolling. Metals Technol:24–31
Madaah-Hosseini HR, Kokabi AH (2002) Cold roll bonding of 5754-aluminum strips. Mater Sci Eng A:186–190
Mohamed HA, Washburn J (1975) Mechanism of cold state pressure welding. Weld Res Suppl:302–310
Kiuchi M, Shintani K (1992) Mathematical simulation of clad sheet rolling and Sandwhich sheet rolling. CIRP Ann:289–292
Pietryga MP, Lohmar J, Hirt G (2016) A new FE-model for the investigation of bond formation and failure in roll bonding processes. MSF 854:152–157
Bambach M, Pietryga M, Mikloweit A, Hirt G (2014) A finite element framework for the evolution of bond strength in joining-by-forming processes. J Mater Process Technol:2156–2168
Chaudhari GP, Acoff V (2009) Cold roll bonding of multi-layered bi-metal laminate composites. Compos Sci Technol 69:1667–1675
Mises Rv (1913) Mechanik der festen Körper im plastisch-deformablen Zustand, NKGWG (Nachrichten von der Königlichen Gesellschaft der Wissenschaften in Göttingen), pp 582–592
Acknowledgements
In memory of Dr.-Ing Johannes Lohmar.
The authors would like to thank the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) - Projektnummer 317614920 for the financial support. The authors also appreciate the scientific support regarding roll bonding from Speira R&D, Bonn, the support regarding the EDX experiments by the central facility for electron microscopy (GFE) of the RWTH and the fruitful discussion with the members of the priority program SPP1640 “joining by plastic deformation”.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Johannes Lohmar is deceased
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Krämer, A., Liu, Z., Teller, M. et al. Development of a semi-empirical bond strength model for multi-pass hot roll bonding based on the characterizations using the truncated-cone experiment. Int J Mater Form 17, 41 (2024). https://doi.org/10.1007/s12289-024-01839-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12289-024-01839-7