
Abstract
Multi-material bulk metal components allow for a resource efficient and functionally structured component design, with a load adaptation achieved in certain functional areas by using similar and dissimilar material combinations. One possibility for the production of hybrid bulk metal components is Tailored Forming, in which pre-joined semi-finished products are hot-formed using novel process chains. By means of Tailored Forming, the properties of the joining zone are geometrically and thermomechanically influenced during the forming process. Based on this motivation, forming processes (die forging, impact extrusion) coupled with adapted inductive heating strategies were designed using numerical simulations and successfully realised in the following work in order to produce demonstrator components with serial or coaxial material arrangements. The quality of the joining zone was investigated through metallographic and SEM imaging, tensile tests and life cycle tests. By selecting suitable materials, it was possible to achieve weight savings of 22% for a pinion shaft and up to 40% for a bearing bush in the material combination of steel and aluminium with sufficient strength for the respective application. It was shown that the intermetallic phases formed after friction welding barely grow during the forming process. By adjusting the heat treatment of the aluminium, the growth of the IMP can also be reduced in this process step. Furthermore, for steel-steel components alloy savings of up to 51% with regard to chromium could be achieved when using low-alloy steel as a substitute for high-alloy steel parts in less loaded sections. The welded microstructure of a cladded bearing washer could be transformed into a homogeneous fine-grained microstructure by forming. The lifetime of tailored formed washers nearly reached those of high-alloyed mono-material components.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction and state of the art
Tailored Forming is a novel approach to producing hybrid bulk-metal components using hybrid semi-finished workpieces, which offers great potential for industrial applications, as the applied materials can be adapted to the local requirements. This allows components to be optimised in terms of lightweight construction, resource efficiency and occurring loads. In addition, the components can be provided with advanced functionalities like high temperature resistance or wear-resistance. Particularly in the automotive and aviation industries, more and more lightweight and at the same time more resilient components are required in order to comply with safety and CO2 emission restrictions [1, 2].
Common multi-material components are manufactured by joining several separately formed components. The joining process therefore takes place at the end of the process chain [3]. Another approach is joining by forming, using processes like impact extrusion [4, 5] or compound forging [6, 7]. It was found that the analysed performance of compound forged bi-metal gears is sufficient for certain applications [8, 9]. Chang et al. applied the thixotropic-core compound forging method in the precision forging of a bi-metal cylinder spur gear. An aluminium alloy was pressed in thixotropic state into a steel shell and achieved a uniform microstructure and properties in the core of the produced bimetallic parts [10]. While hybrid semi-finished products made of different materials are well-established in sheet metal forming [11,12,13], there is still a large potential for research regarding bulk-metal forming with hybrid billets. Initial investigations into forming of friction welded components were carried out by Domblesky et al. [14]. The joined aluminium-steel and aluminium-copper preforms formed by upsetting showed promising formability for use in bulk metal forming. Awiszus et al. investigated the bond strength of magnesium and aluminium alloys after co-extrusion by means of transverse extrusion [15, 16]. It was shown that, in general forging continuously reinforced profiles is possible, but that the forming degree may not exceed a specific limit to prevent failure of the bond [17].
Bruschi et al. gave an overview of process chains for components made from MMCs, laminates and 3D hybrids [18]. Part of these were steel aluminium shafts in which the light metal core was inserted into a backward extruded cup and finally cold forged by forward extrusion. In this case a force fit was created by cold forming, and micro form fit was able to achieve bond strength similar to that achieved with macro form fit [19]. In contrast to the hybrid shafts studied there, the investigations in this paper deal with hot forming processes. One reason for the use of hot forming is the higher bond strength of material bonds compared to force fit, as described in [19]. For aluminium steel components, the thickness of the resulting intermetallic phase has a decisive influence on the resulting bond strength and is mainly modeled by the time–temperature management [20]. These intermetallic phases are characterised by their brittleness and significantly reduced bond strength with increasing thickness [20]. The results of the investigation on friction welding by Ma et al. [21] showed, that by generating moderate heat in the joining zone the highest tensile strengths could be achieved with the conditions discussed in [21]. Furthermore, a higher temperature led to an increase in size of the intermetallic phases, resulting in lower bond strength. Herbst et al. related short contact times and low heat input to a favourable bond strength of friction-welded steel – aluminium joints [22, 23]. Napierala et al. investigated a combined process of cold forging and deep drawing for a steel-aluminium pairing, producing components from a cold-pressed core and deep-drawn, redrawn shell with a force-fit and form-fit connection, resulting in a 40% higher shear yield stress than that of aluminium [24].
The combination of co-extrusion (with continuous and discontinuous reinforcements) and subsequent forging in the production of steel-reinforced aluminium profiles was first investigates by Tekkaya and Behrens, resulting in a good composite quality in the produced components [17]. Neither the forming speed nor the forming temperature during co-extrusion have any influence on the performance. Further, different geometries of the reinforcing elements, their attachment and bonding by closing defects were investigated in [25]. In contrast to Tailored Forming, the reinforcing elements used were relatively small compared to the matrix material volume and had no functional surfaces or did not undergo any further forming. Grötzinger et al. investigated the cold forging of compound hot extruded aluminium billets of EN AW-6060 with an internal reinforcing element consisting of EN AW-7075. It was found that bond detachment occurred in variants, where the normal stresses in the interface tended to be in the tensile range with forming degrees of φ = 0.8. The available stress analyses do not yet allow any clear correlations between the stress states and the degree of failure deformation, which is why further investigations are necessary [26].
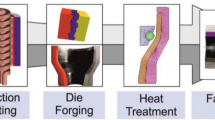
Based on previous research, the pre-joining and subsequent forming are intended to advance the development and investigation of the novel process chain for the manufacture of hybrid high-performance components, as shown in Fig. 1.

Schematic illustration of a process chain using the example of a hybrid bevel gear
In a first step, hybrid semi-finished products are joined from raw parts of different materials in serial or coaxial arrangement. The semi-finished workpieces are then heated and formed, thus thermomechanically influencing the joining-zone. The process chains presented in this paper include friction welding [27], Lateral Angular Co-Extrusion (LACE) [28] and cladding [22, 23] as joining processes as well as die forging [29] and impact extrusion [30] as forming processes. This is followed by further processing by means of machining and heat treatment, as well as an examination of the component properties and service life.
This article focuses on the forming of hybrid semi-finished products by means of die forging and extrusion using similar and dissimilar material combinations. Depending on the arrangement and combination of the materials, various joining-zone orientations result and challenges regarding the forming and heating process have to be faced. These are explained below by giving examples of various demonstrator geometries.
Methods / approaches and results
To demonstrate the high potential of hybrid bulk metal components and the Tailored Forming technology for a wide variety of applications, the components shown in Fig. 2 were developed. With Tailored Forming, it is possible to increase either the lightweight construction potential or the resource efficiency by means of novel process chains. For this purpose, either similar or dissimilar material combinations can be used in coaxial or serial arrangement.

Exemplary demonstrator components with the associated material combinations
Examples of the use of similar material combinations include the bearing washer and the bevel gear. By combining a low alloy base material (C22.8) and a high alloy cladding material, a resource-efficient production of wear-resistant components can be realised. The use of high-alloy steel is limited to the highly stressed surface zones so that the usage of alloying elements e. g. chromium can be reduced. Only 13% of chromium is recycled, which is why careful handling could contribute to sustainable requirements. According to a report of the European Commission from 2014 chromium was considered to be resource-critical [31]. Even though the supply risk is not very high at present, the political and economic situation is dynamic.
Aluminium and steel are used as application examples for combinations of dissimilar materials. With regard to the demonstrator components shaft and bearing bushing, the steel is only used locally where it is required in order to increase the lightweight potential of the components.
In order to evaluate the potential of the novel Tailored Forming approach, different material combinations were applied. In the case of the bearing washer, the material combinations C22.8 (AISI 1022 M) and 100Cr6 (AISI 5200) are investigated. For the bevel gear C22.8 is used as core material in combination with cladding 41Cr4 (AISI 5140) or X45CrSi9-3 (AISI HNV3). The shaft is manufactured either in a steel-steel combination using C22.8 and 37CrS4 (AISI 5135) or by combining 41Cr4 or 20MnCr5 steel with EN AW-6082 aluminium. The combination of 20MnCr5 or 100Cr6 steel with EN AW-6082 aluminium is used for manufacturing the bearing bushing.
The production of a formable material compound is particularly challenging with dissimilar material combinations, such as aluminium and steel. In order to prevent undesired growth of the intermetallic phases in the joining zone, low heat of under 400 °C in the joining zone and short process time are preferable. During heating, temperatures above 400 °C should be avoided in the joining zone to prevent excessive growth of intermetallic phases. In Fig. 3 a) and b) flow curves of EN AW-6082 and 20MnCr5 are shown for different temperatures. It can be seen that the yield stresses of the two materials at room temperature differ greatly. In order to equalise the yield stresses, the steel must be heated to 700 - 900 °C, while the aluminium remains at room temperature. Thus, combined forming of the different materials is possible and the thermal and mechanical stresses on the joining zone are reduced.

Flow curves of 20MnCr5 a) and EN AW-6082 b) for different temperatures
The inhomogeneous heating of the hybrid semi-finished workpieces is therefore a major challenge in the described forming processes. Adapted heating strategies have to be developed for the different material combinations and semi-finished product geometries. Figure 3 c) shows the schematic structure of the induction heating and the results of the associated experimental and numerical heating investigations. The temperatures were recorded with three type-K thermocouples, one thermocouple each in aluminium and steel and one in the joining zone. The time–temperature curves of the adapted heating strategy show how significant the local temperature differences are in the workpiece. While steel reaches a temperature of around 900 °C sufficiently limiting the flow stress, the joining zone remains below 400 °C, preventing excessive growth of the intermetallic phases and melting of the aluminium.
All of the forming processes described in the following were carried out using an automated forging cell. The main components are a 40 kJ screw press Lasco type SPR 500 (Lasco Umformtechnik GmbH, Coburg, Germany), a TruHeat MF 3040 middle-frequency generator (TRUMPF GmbH & Co. KG, Ditzingen, Germany) with a maximum power output of 40 kW for inductive heating of the semi-finished workpieces and an industrial robot.
Axial Bearing Washer
The hybrid axial bearing washer is a flat, ring-shaped disc with a cladding layer on the active front surface, as shown in Fig. 4. The aim is to reach a strong layer of high-alloy steel on the highly loaded surface of a bearing washer, while using a simpler low-alloy steel material in the underlying zones, that are stressed less. The concept of functional subdivision can be very effective, especially with upscaled larger dimensions, e.g. in wind turbines [32]. By using C22.8 instead of 100Cr6 in the base material, 51% chromium per bearing washer can be saved compared to mono-material components. The savings in alloying elements when upscaling the concept to larger components are even more significant in terms of quantity and can also be applied to other elements besides chromium, if suitable substitute materials are used.

Tailored Forming bearing washer made of C22.8 and 100Cr6: a) schematic illustration of forming die and semi-finished workpiece before (left) and after (right) forging, b) welded preform (left) and formed part (right), c) cross section
The joining zone of the serially arranged hybrid disc between base material and high-performance cladding is parallel to the upsetting tool surface and transverse to the upsetting direction. The process chain begins with a plasma-power-deposition welding process in order to clad the front surface. Due to the serial geometry, the joining zone is spread-forged in its plane.
Since pores are critical for bearing durability, they must be avoided in the final part. In order to achieve a pore-free microstructure, the disc was upset to deform the deposit layer, closing the welding pores. Therefore, the ring was heated to a forging temperature of approx. 1200 °C and then upset between two flat dies before finally being machined and finished to a bearing washer.
The materials usually used for bearing washers in industrial practice are high-performance steels specifically tailored to the heavily loaded conditions in bearings. In this case, the alloys 100Cr6 and 41Cr4 are used as deposit welding material on the disc, made of the simple carbon steel C22.8, primarily used as a construction material [33, 34].
The challenge in the upsetting of the 100Cr6 cladding is to achieve the necessary temperature gradient in the exact moment of the forging stroke. Initial tests showed, that a homogeneous temperature distribution does not sufficiently approximate the yield stresses of the two materials to reach significant deformation in the cladding layer. To improve the forming properties in the cladding material and reduce the yield stress of the cladding to the level of the base material, a local inductive heating strategy for the cladding surface was developed to reach a temperature gradient. The surface was induction-heated, while the base material side was cooled using a water-cooled plate. The results showed a significant temperature difference of over 500 K between surface and base material.
In Fig. 5 a) the microstructures of a cladded and formed part are shown. As a result of the forming process a significant grain refinement both in the cladding and in the base material can be recognised, indicating the superior mechanical properties. After the forging tests, lifetime analysis was carried out, comparing the lifetime of hybrid bearing washers with different cladding materials with that of a mono-material industrial reference bearing washer made of 100Cr6. The results are displayed in Fig. 5 b) and show that the lifetime of the hybrid bearing washer nearly reaches the level of the industrial reference, underlining the high potential for savings of high performance material in the base of the washer. The 100Cr6 cladding was the most difficult to upset and showed failure causes in remaining microscopic defects in the cladding material due to the significantly higher difference in flow stress compared to the base material. A further improvement of the forming process therefore has the potential of extending the lifetime of the washer to the level of the mono-material reference washer or even beyond. However, detailed analysis of the parts showed that the transfer time between the local inductive-heating station and the forming process was crucial to achieve a sufficient temperature gradient to completely close all pores from the prior welding process. In the final step of process development, the transfer time was cut to under five seconds by implementing an inductive heating setup in the forging tool system inside the press, replacing the longer robot-based transfer from the heating station into the forging press with a simple linear drive. The initial results show a significant improvement in the deformation of the cladding layer and a promising approach for further research.

Microstructure and sectional view (a) of 100Cr6 of the bearing washer before and after forming and the comparison of the bearing lifetime performance of the hybrid components (b) [28]
The performance of the bearing washers has been significantly improved through the upsetting process, nearly reaching the running time of conventional mono-material bearings, proving the potential of the Tailored Forming approach for this demonstrator [34]. The life ending defects could be attributed to remaining microscopic defects, indicating that with further improvements in the forming process, the performance of mono-material components can be reached and potentially even exceeded [33].
Bevel Gear
The bevel gear demonstrator is used to investigate the Tailored Forming process for multi-material steel combinations in which functional layers are formed on the surface of a base material. This thin outer functional layer, applied to a ductile material, offers the possibility of using harder high performance, high-alloyed materials in a resource-saving way, while maintaining ductile zones in the gear core. By using a C22.8 core instead of a 41Cr4 mono-material component over 45% of chromium can be saved per bevel gear. Based on this, a feasibility study was carried out on the use of an aluminium core in the bevel gear to additionally improve the lightweight potential of the component.
The semi-finished workpieces are produced in two different cladding processes, plasma transferred arc welding (PTAW) and laser hotwire processing (LHC) [35]. Based on the results of the geometrically simple bearing washers described above, it was possible to demonstrate a thermomechanical influence on the structure due to the forming process (Fig. 5 a). The bevel gear was developed in order to transfer these results to a more demanding demonstrator geometry. In the following, the production of hybrid bevel gears with the material combinations of 41Cr4 with C22.8 and X45CrSi9-3 with C22.8 is exemplarily explained as well as the preforming step to create a hybrid semi-finished product consisting of an aluminium core and a 100Cr6 steel shell for die forging of the described bevel gear geometry. In Fig. 6 b) coated semi-finished workpieces for the similar steel combinations are shown. After welding, the components were machined to the final semi-finished dimensions (Ø 30 mm, length 78 mm). These hybrid cylinders were heated to 1150 °C, following the heating strategy described in [35], with an axial temperature gradient of about 200 °C by using the end effect at the lower end of the induction coil [36]. This temperature gradient is necessary to achieve complete die filling, due to the high deformation resistance of the less ductile cladding material in the toothed area [35]. The transfer of the heated components into the die was carried out automatically to ensure reproducibility. Subsequently, the hybrid semi-finished products were formed to the final geometry (Fig. 6 b)) using the die shown in Fig. 6 a) [29]. The forging process is followed by surface hardening through air–water spray cooling from the forging heat, producing a self-tempered martensitic surface layer. Using the forging heat for heat treatment, undesired grain growth can be minimised [29].

Tailored Forming bevel gear made with PTAW of 41Cr4 and C22.8: a) schematic illustration of forming die and semi-finished workpiece before (left) and after (right) forging, b) welded preform and formed part, c) cross section
The material distribution after forging is illustrated in Fig. 6 c). The microstructural development was analysed metallographically which is shown in Fig. 7. Representative of the comprehensive investigations of the microstructural development (detailed information is given in [29, 35]), the microstructure after welding a), after forming b) and c) and after heat-treatment d) and e) is shown in two different cutting positions of the forged gear (Fig. 7). The Vickers hardness (HV0.5) was measured in the tooth-tip area [37] and tensile specimens were taken from the joining zone and mechanically tested on a Zwick Retro Line tensile testing machine (ZwickRoell, Ulm, Germany). The mechanical tests showed that the thermomechanical treatment has a positive effect on the tensile strength compared to the condition after welding [29]. It was also shown that a larger substrate diameter and thus changed material proportions in the semi-finished product lead to a greater depth of hardness in C22.8 [29].

Microstructural evolution in the material combinations 41Cr4/C22.8 after cladding (a), forming (b-c) and heat-treatment (d-e) in two different positions A, B of the bevel gear
The distribution of the coating layer after forming is not sufficient to maintain a continuous functional layer, especially in the area of the tooth root (see Fig. 6 c)). Furthermore, a complete die filling of the teeth over the entire length of the component could not be realised. For this reason, an adapted preform geometry was developed, which is closer to the final geometry of the bevel gear. The preform is a conical cylinder (Fig. 8 a)) which will be formed to a bevel gear.

New preform geometry cladded by LHC a), feasibility tests: Blank b), semi-finished product c) and bevel gear with aluminium core d)
In order evaluate the feasibility of the Tailored Forming approach of a bevel gear with higher complexity and in terms of lightweight potential, a concept with three different materials is explored in further investigations. For this, an aluminium core of EN AW-6082 will be pressed into hollow cylinders made of C22.8 with a cladded X45CrSi9-3 layer deposited using LHC and afterwards forged to a bevel gear. For this lightweight variant, the feasibility as well as the process parameters were investigated in preliminary tests without the high-alloy steel cladding. For this purpose, a preform with the material combination 100Cr6, a bearing steel, and EN AW-6082 (Fig. 8 b), c)) was investigated in composite forging tests, where a bevel gear (Fig. 8 c)) is formed in the final forming step as described before.
To analyse the influence of temperature on the material bond in the preform, the temperatures of steel were varied between 25 °C and 650 °C and of aluminium between 25 °C and 350 °C. Subsequently, specimens were prepared from the produced preforms of each temperature combination. The joining zone was examined metallographically. The combination steel (650 °C) / aluminium (350 °C) (Fig. 9 a)) shows a bond, but it can be seen that its quality varies locally. A bond was formed in the upper area (position 1, 2), but it is cracked open in the section below position 3 (Fig. 9 a)) with material adhesions and a gap extending over the further joining zone.

Preliminary tests: half cut of a semi-finished product (forge temperature 650 °C steel / 350 °C aluminium) a) and a forged hybrid bevel gear b)
In the next step, the heating strategy for these semi-finished products for the die forming operation was designed, implemented and parameterised by means of a conical external inductor, thermographic images and thermocouples. A heating time of 8 s at 60% power with a transfer time of 5 s to forming was determined as suitable.
The final forging result (Fig. 8 d)) show that complete die filling is not achieved and, depending on the temperature combination during pre-forming, areas with higher and lower degrees of die filling were identified. The joining zone cross section shows a partial bonding of the formed bevel gear (Fig. 9 b)) between 1 and 2.
To improve the mold filling, a shortening of the transfer time is necessary so that the temperature equalisation between steel and aluminium is reduced, enabling a higher temperature gradient. This will be realised in further test series by heating the semi-finished products in the press chamber, so that subsequently the cladded sleeves with aluminium core can be provided and formed.
All of the gears produced will be machined as a final step in order to subsequently investigate the behaviour of these hybrid components in a test rig and to be able to draw conclusions about the service life of the different materials, coating thicknesses and heat treatment variants.
By using an aluminium core, a weight reduction in gears of approx. 30% can be achieved, as shown in preliminary investigations. By partially adapting the materials to the load conditions through the forging process, high-performance components can be produced in which, depending on the requirements, weight and high-alloy materials can be saved compared to a bevel gear made of high-alloy mono-material.
Shaft
The shaft is designed as a hybrid component consisting of serially arranged materials, produced by rotary friction welding with a subsequent impact extrusion process. For the stepped shaft, two material combinations were used. On the one hand, shafts consisting of two different steels were produced. The steel alloy 41Cr4 is heat-treatable and exhibits good strength and shock resistance after heat treatment. C22.8 is a low-alloyed carbon steel used for structural components. On the other hand, a hybrid component using the dissimilar materials steel and aluminium is produced to investigate the formability of aluminium-steel billets and to increase the lightweight potential of the component. The case-hardened steel 20MnCr5 is used for highly mechanically stressed areas. The aluminium EN AW-6082 has a better strength-to-weight ratio than steel and is therefore well suited for lightweight applications. By using aluminium, weight savings of 22% were achieved for the demonstrator. Furthermore, alloy savings of 33% in chromium could be realised by using low-alloy steel C22.8.
In Fig. 10 the forming tool a), the correlated parts b) and the cross section c) are shown. The aim of the serial material arrangement is to influence the joining zone geometry. In the case of the steel-steel joint, this can be achieved, as can be seen in Fig. 10 c). Adjusting the joining zone of steel-aluminium components is more challenging. In the following, an overview of the results regarding the impact extrusion of a steel-aluminium component is given.

Tailored Forming stepped shaft made of 20MnCr5 and EN AW-6082: a) schematic illustration of forming die and semi-finished workpiece before (left) and after (right) forging, b) welded preform and formed part, c) cross section of hybrid shafts made of 20MnCr5 and EN AW-6082 (left) and 41Cr4 and C22.8 (right)
The hybrid semi-finished workpieces are produced though rotary friction welding on a KUKA Genius Plus (KUKA AG, Augsburg, Germany). To obtain a smooth, flat surface, their end faces are finely machined. Before friction welding, the surface is cleaned of residue using isopropanol. During welding, the friction speed was set to 1500 rpm with a friction force of 120 kN. After a relative friction path of 4 mm, the press force of 251 kN was applied over four seconds. Due to the high difference in yield stress, the plasticization during friction welding takes place on the aluminium side, while the steel behaves rigid for the most part.
After welding, the flash around the joining zone is removed and the hybrid semi-finished workpieces are shortened to 100 mm in length, with 40 mm on the aluminium side and 60 mm on the steel side (Fig. 10 b)). Prior to the forming operation, the semi-finished products are inductively heated to adjust the yield stresses of the materials. For this purpose, the steel side of the semi-finished product is inserted into a induction coil and heated with 26 kW for 20 s as schematically shown in Fig. 3. This results in a maximum temperature of 900 °C in the steel side and 350 °C in the aluminium side.
The heated billets are transferred from the induction heating system into the forming die by means of an industrial robot to ensure reproducibility. The main challenge in the impact extrusion of hybrid parts are the delamination of the joining zone and the generation of defects due to the sudden change in yield stresses in the joining zone. The difference in yield stress leads to a concentration of the plastic strain and high strain rates in the aluminium and subsequently to tensile stress in the joining zone. A reduction of this stress is possible with an adapted heating strategy and tool geometry [38]. However, to successfully eliminate critical tensile stresses and guarantee the suppression of defect formation, pressure superposition is necessary. The mechanism for pressure superposition was designed and installed in the lower part of the forming tool. The magnitude of the counterforce can easily be changed by adjusting the filling pressure of four gas springs type DSND.03000.050 (Kreitzberg Normalien GmbH, Siegen, Germany) and is transferred to a counter punch by a connecting cross beam as part of the tool assembly in these experimental investigations. The system is adjusted in such a way that the counter pressure is triggered as soon as the joining zone passes the extrusion shoulder. The gas springs used are pressurised with 80 bar which leads to a mean counter pressure of 100 kN. For the die, an opening angle of 2α = 60° was selected for the extrusion shoulder. During forming, the upper punch presses the hybrid preform into the die and at a defined timing the aluminium contacts the counter punch. The punch, in turn, is pressed downwards by the formed material and provides resistance proportional to the gas springs’ initial pressure and the total spring displacement. After forming, the components (Fig. 11 b) were subjected to different cooling strategies to determine the influence on the material properties. The process was adjusted to the effect that the joining zone is located in the reduced part of the component after impact extrusion.

Influence of the counter pressure during impact extrusion on the bond quality: numerical calculated geometry a), cross-section of the joining zine after impact extrusion b), tensile strength after friction welding and after impact extrusion withcounter-pressure before and after T6-heat treatment (HT) c)
Another application potential of hybrid aluminium-steel shafts is demonstrated with hybrid pinion shafts, which are also produced through a Tailored Forming process chain. The design of the pinion shaft is similar to that of the stepped shaft and differs in diameter, steel alloy and the position of the joining zone. The load conditions are similar, but on a higher level due to the complete extrusion of the joining zone through the extrusion shoulder.
To achieve better bond strength different welding surface geometries were investigated in this context and are discussed in [39]. The most promising geometries are a conical shape with a steel tip angle of 2α = 90° and a doubleplane geometry. The surfaces are prepared by turning, cleaned and finally welded with 1600 rpm, a friction pressure of 120 MPa and a press force of 225 MPa.
Due to the later gearing of the steel part, a hardenability to about 58 HRC is required while formability must still be sufficient for impact extrusion at moderate temperatures of about 400 °C at the joining zone. For these reasons, 37CrS4 was chosen as steel material. The aluminium was chosen to be EN AW-6082, as it has sufficient strength.
For impact extrusion of the pinion shaft pressure superposition is applied as well. In Fig. 11 a), the numerical results of impact extrusion without counter pressure and with a counter pressure of 160 MPa are presented. With a counter pressure of 160 MPa, a failure of the joint zone during extrusion can be prevented. This finding was also confirmed by the experimental results, see Fig. 11 b). A positive influence of the counter pressure on the resulting tensile strength was also found, see Fig. 11 c). After impact extrusion with 160 MPa counter pressure and an adapted heat treatment, the tensile strengths were even slightly improved compared to the friction-welded component.
In order to achieve optimised component properties with regard to the aluminium, it is usually necessary to perform a T6 heat treatment, comprimising the steps solution annealing, quenching and subsequent artificial aging. During solution annealing, high thermal loads are applied to the intermetallic compounds and thus negatively influence the joining zone properties. Due to this, the solution-annealing temperature was lowered to 500 °C instead of the usual 525 – 540 °C for T6 heat treatment. At this temperature the best hardness values could be achieved in the aluminium without negatively influencing the joining zone properties. Quenching (in water at 20 °C) and artificial aging (150 °C, 24 h) were kept constant as it is assumed that these are not decisive for the steel-aluminium interface. Along the process chain, the width of the intermetallic phase seam was limited to approx. 0.4 μm resulting from friction welding due to the low forming temperature and subsequent solution annealing at a temperature of 500 °C with a duration of 20 min (Fig. 12). With longer solution annealing times such as 40 min, a much thicker intermetallic phase fringe is formed, which has an average width of 2.7 μm. Therefore, higher holding periods during solution annealing should be avoided. As shown in Fig. 11 c), the combination of high counter pressure with the adapted heat treatment strategy enables the production of pinion shafts with an overall tensile strength nearly reaching the level of the aluminium mono-material and with even higher strength in the steel section through a Tailored Forming process chain.

SEM investigations along the process chain of a hybrid shaft: after friction welding, after impact extrusion and after solution heat treatment with a duration of 20 min respectively 40 min
Using the hollow shaft, the results for the impact extrusion of hybrid semi-finished workpieces are transferred to a more complex and lightweight geometry. Figure 13 illustrates the forming tool for combined full-forward cup-backward extrusion a), the preform and the formed part of aluminium and steel b) as well as the cross section, revealing the joining zone c). The extrusion process in this case causes a material flow in two directions: The joining zone is pressed downward into the centre by the punch penetrating the specimen and compressive load is pushing the joining zone upward into the surrounding sections. While drawing the steel core downward, the joining zone is additionally subjected to minor shear stress.

Tailored Forming hollow shaft made of 20MnCr5 and EN AW-6082: a) schematic illustration of forming die and semi-finished workpiece before (left) and after (right) forging, b) welded preform and formed part, c) cross section
For the hollow shaft, the same friction welding parameters were used as for the shaft. By means of FE-simulation and experimentation, a heating strategy of 25 s at 22 kW power was determined to be ideal for this purpose. Impact extrusion was carried out with two different processes, cup-backward extrusion and combined full-forward cup-backward extrusion (Fig. 13 a). This was used to determine the influence of different processes on the strain in the joining zone. In both processes a strong deformation of the joining zone was achieved, which is located just below the cup and has a cone-like shape (Fig. 13 c)). The joining zone was examined metallographically and it was found that it is largely bonded. Small defects in the form of cracks and detachments occur in strongly deformed areas. These errors occur in areas of the joining zone where tensile stresses were predicted by numerical simulation. No counter-pressure was used in the impact extrusion process deployed. By using a counter-pressure, the occurring tensile stresses and resulting errors can be prevented in future investigations. In addition, forward tube extrusion will be used as a further process for the production of the hollow shaft.
Bearing Bushing
This hybrid component is a flared and upset, locally reinforced hollow cylinder (see Fig. 14) consisting of two coaxially bonded materials with a joining zone oriented in forming direction. The outer area of the component is made of the wrought aluminium alloy EN AW-6082 to reduce weight, while the steel inlay preserves the wear resistance. During die forging, the joining zone is subjected to a load superposition of shear stress and compressive stress. To establish the process, the case-hardenable steel 20MnCr5 was used as reinforcing element in a first step, due to its lower yield stress and good formability compared to most roll bearing steels. After successful forming of 20MnCr5/EN AW-6082 bearing bushings, this knowledge was transferred and extended to the bearing steel 100Cr6. In Fig. 14 the forming tool a), the preform and the formed part b) and the cross section, revealing the joining zone c) are shown.

Tailored Forming bearing bushing made of EN AW-6082 and 20MnCr5: a) schematic illustration of forming die and semi-finished workpiece before (left) and after (right) forging, b) welded preform and formed part, c) cross section
The coaxially reinforced hollow semi-finished products are produced through LACE [28]. Co-extrusion enables the continuous production of semi-finished parts consisting of at least two different materials [40].
In the subsequent forging process, forming the larger diameter through flaring of the final geometry (Fig. 14 b)) presents the greatest challenge. For die forging of the co-extruded aluminium-steel profile an adapted heating strategy is required in order to adjust the yield stresses of the steel core to the aluminium. In order to achieve the required degree of forming, a radial temperature gradient of the inner layer is necessary, especially since the forming process results in an additional heat input into the aluminium. Here, short heating and transfer times are essential to maintain the required temperature gradient and reduce the growth of the intermetallic phases until forming. Due to the skin effect, the heat input by an internal inductor occurs almost exclusively near the inner steel surfaces, while the aluminium is heated indirectly by heat conduction [41]. The maximum temperature of the aluminium during heating and forming is limited by its solidus temperature of approx. 580 °C. The minimum forming temperature of the steel part is approx. 550 °C [42].
Before forming, the semi-finished parts were coated with a graphite lubricant. In order to parametrise the induction heating step, heating tests were carried out detecting the temperature profiles using the internal induction coil and type-K thermocouples. During induction heating, a higher temperature gradient could be achieved by cooling the aluminium from the outside, which extends the process window. To prevent the forged steel from cracking due to temperature loss, the punch was additionally heated to a temperature of approx. 200 °C. The subsequent single-stage closed-die forging tests (Fig. 14 a)) were carried out on the screw press.
The hybrid semi-finished workpieces were formed to the extent that the maximum diameter could be generated without macroscopic defects, producing functional bearing bushings (Fig. 14). The forming tests show that the developed process parameters were suitable for heating and forming. To achieve complete die filling and increase process stability, further modifications to the process are necessary. To enable complete forming, a higher temperature gradient ΔT between aluminium and steel is necessary. This can be achieved by a higher cooling rate on the outside surface as shown in Fig. 15 a). The positions of the thermocouples for the displayed test results are depicted in Fig. 14 a).

Temperature curves with and without cooling a), cross-section of a bearing bushing b) with a characteristic micrograph of the material bond c)
In Fig. 15 b) the material distribution in the forged bearing bushing is exemplarily shown for 20MnCr5/EN AW-6082. A successful material bond was detected in section B, as shown in Fig. 15 c). The angular top and bottom edges show, that the die was not completely filled for this specimen. With complete die filling, as can be seen in the schematic image on the right half of Fig. 14 a), the area with complete material bonding can be expanded [29]. In addition, a tool adjustment for further tests can allow the aluminium to be pressed into the die completely, closing the gap in positions A and C (Fig. 15). Further investigations will be carried out on this demonstrator with co-extruded aluminium-titanium profiles in order to test the feasibility of the Tailored Forming concept for a material with more difficult process requirements. By means of titanium, the component mass can be reduced further and the chemical resistance can be improved.
In order to broaden the field of application for the process combination of co-extrusion and die-forging to more complex geometries, which are not rotationally symmetrical will be investigated in further research. The demonstrator geometry is loosely based on a miniaturised automotive control arm. The joining zone between the L-shaped reinforcement and the surrounding material in this component is parallel to the stroke movement of the forging die and subjected to tensile stress caused by the compressive loads in the spreading stage of the rather flat forging process.
The triangular semi-finished geometry is created in a LACE process (see Fig. 16 a) and then cut into the billets shown in Fig. 16 b). The crucial effect in this demonstrator forging process results from the orientation of the joining zone to the forging direction. If the tensile stress in the direction normal to the forging zone exceeds a critical level, the joining zone can be damaged. The stress state in the entire part must be limited to the compressive spectrum throughout the forging process. The stress state highly depends on the material flow and therefore the tooling concept. Numerical analyses have shown that a compressive stress state is achievable with both closed-die and open-die tooling concepts [38].

CAD design for the asymmetrically co-extruded profile a) and the semi-finished b) and finished c) control arm geometry
By using the steel-aluminum material combination, it was possible to save 40% in weight compared to a mono-material component.
Conclusions and outlook
In this paper, different forming processes and associated challenges for the production of hybrid components were presented. Die forging and impact extrusion processes were developed for the forming of steel-steel as well as aluminium-steel pre-joined workpieces. By means of the developed demonstrator geometries different material combinations, material arrangements and joining zone arrangements were realised using geometrically simple hybrid semi-finished products. The key findings are:
-
Weight reduction up to 40% or alloy savings up to 51% were achieved through the use of substitute materials, e.g. aluminium or low-alloy steel such as C22.8.
-
In steel-steel combinations the thermomechanical effects during the forming process led to a grain refinement and homogenisation and thus to improved mechanical properties.
-
For aluminium-steel workpieces, inhomogeneous heating is required and the temperature gradient has to be maintained until the forming process to equalize the yield stress of the different materials, ensuring optimal forming of the joining zone. The results showed that the transfer time between heating and forming is the most crucial parameter to maintain sufficient temperature gradients. With the help of adapted strategies, e.g. cooling of the aluminium part of the component, it is possible to generate a higher temperature gradient while simultaneously preserving the joining zone.
-
It was found that the differences in yield stress lead to tensile stresses in the joining zone during impact extrusion. A successful forming without failure of the joining zone was achieved by means of a pressure superposition.
-
In certain cases, heat treatment of one or both materials may be necessary to reach the required properties. Re-introduction of heat also affects the thickness of the intermetallic phase and the strength of the joint. Thus, the development of adapted heat treatment strategies with reduced temperatures or times is necessary to manage the trade-off between improving material properties and maintaining beneficial joint strength.
The potential of the Tailored Forming technology was demonstrated by the applicability of different forming processes, material combinations and joining zone geometries. Further studies will focus e.g. on adapted cooling strategies for aluminium during heating and transfer, expanding the narrow process window. This allows for a stronger temperature gradient to be set between the materials, while preserving the joining zone by preventing excessive heating. As a result, the yield stress can be homogenised across the hybrid semi-finished workpiece, which leads to reduced stresses on the joining zone.
References
EUROPEAN COMMISSION (2018) A clean planet for all. A European strategic long‐term vision for a prosperous, modern, competitive and climate neutral economy. COM 773 final
Lian Y, Zeng D, Ye S, Binggen Z, Haizhang W (2018) High-voltage safety improvement design for electric vehicle in rear impact. Automot Innov 1:211–225. https://doi.org/10.1007/s42154-018-0030-z
Friedrich HE (2013), Leichtbau in der Fahrzeugtechnik; Springer Fachmedien Wiesbaden: Wiesbaden, Germany ISBN 978–3–8348–1467–8
Groche P, Wohletz S, Erbe A, Altin A (2014) Effect of the primary heat treatment on the bond formation in cold welding of aluminum and steel by cold forging. J Mater Process Technol 214(10):2040–2048
Wohletz S, Groche P (2014) Temperature influence on bond formation in multi-material joining by forging. Procedia Eng 81:2000–2005
Politis DJ, Politis NJ (2021) Lin J (2021) Review of recent developments in manufacturing lightweight multi-metal gears. Prod Eng Res Devel 15:235–262. https://doi.org/10.1007/s11740-020-01011-5
Groche P, Wohletz S, Brenneis M, Pabst C, Resch F (2014) Joining by forming—A review on joint mechanisms, applications and future trends. J Mater Process Technol 214(10):1972–1994. https://doi.org/10.1016/j.jmatprotec.2013.12.022
Meißner R, Liewald M, Benkert T, Volk W (2018) Lightweight gearwheel design using separate gear ring and wheel body Part II: Different manufacturing concepts for replacing a full body gearwheel. 5th International Conference on Steels in Cars and Trucks. 18–22 June, Amsterdam, The Netherlands
Yilmaz TG, Dogan O, Karpat FA (2019) Comparative numerical study of forged bi-metal gears: bending strength and dynamic response. Mech Mach Theory 141:117–135
Chang X, Chen G, Wang B, Chen Q, Zhang H (2022) Thixotropic-core compound forging for aluminum-steel bimetal gears. J Mater Process Technol 299:117371. https://doi.org/10.1016/j.jmatprotec.2021.117371
Zadpoor AA, Sinke J, Benedictus R (2007) Mechanics of tailor welded blanks: an overview. Key Eng Mater 344:373–382
Merklein M, Johannes M, Lechner M, Kuppert A (2014) A review on tailored blanks—Production, applications and evaluation. J Mater Process Technol 214(2):151–164
Mori K, Suzuki Y, Yokoo D, Nishikata M, Abe Y (2020) Steel sheets partnered with quenchable sheet in hot stamping of tailor-welded blanks and its application to separation prevention of fractured components. Int J Adv Manuf Technol 111:725–734. https://doi.org/10.1007/s00170-020-06100-4
Domblesky J, Kraft F, Druecke B, Sims B (2006) Welded preforms for forging. J Mater Process Technol 171(1):141–149
Awiszus B, Neugebauer R, Kittner K, Popp M (2009) Analyse des Querfließpressens als Analogieversuch zum Strangpressen unter besonderer Berücksichtigung der Verbundbildung zwischen Aluminium und Magnesium. UTFscience 4:1–18
Kittner K, Awiszus B, Lehmann T, Stockmann M, Naumann J (2009) Numerische und experimentelle Untersuchungen zur Herstellung von stranggepressten Aluminium/Magnesium-Werkstoffverbunden und zur Festigkeit des Interface. Materialwiss Werkstofftech 40(7):532–539
Behrens B-A, Tekkaya AE, Kosch K-G, Foydl A, Kammler M, Jäger A (2014) Manufacturing of steel-reinforced aluminum parts by co-extrusion and subsequent forging. Key Eng Mater 585:149–156. https://doi.org/10.4028/www.scientific.net/KEM.585.149
Bruschi S, Cao J, Merklein M, Yanagimoto J (2021) Forming of metal-based composite parts. CIRP Ann Manuf Technol 70:567–588
Ossenkemper S, Dahnke C, Tekkaya AE (2018) Analytical and experimental bond strength investigation of cold forged composite shafts. J Mater Process Technol. https://doi.org/10.1016/j.jmatprotec.2018.09.008
Herbst S, Maier HJ, Nürnberger F (2018) Strategies for the heat treatment of steel-aluminium hybrid components. HTM J Heat Treat Mater 73(5):268–282
Ma H, Qin G, Geng P, Wang S, Zhang D (2021) Microstructural characterisation and corrosion behaviour of aluminium alloy/steel hybrid structure produced by friction welding. J Manuf Process 61:349–356
Barroi A, Albertazzi Gonçalves A, Hermsdorf J, Kaierle S, Overmeyer L (2016) Influence of laser power on the shape of single tracks in scanner based laser wire cladding. Phys Procedia 83:667–673. https://doi.org/10.1016/j.phpro.2016.08.069
Herbst S, Aengeneyndt H, Maier HJ, Nürnberger F (2017) Microstructure and mechanical properties of friction welded steel-aluminum hybrid components after T6 heat treatment. Mater Sci Eng 696:33–41
Napierala O, Dahnke C, Tekkaya AE (2019) Simultaneous deep drawing and cold forging of multi-material components: Draw-forging. CIRP Ann Manuf Technol. https://doi.org/10.1016/j.cirp.2019.03.001
Foydl A, Pfeiffer I, Kammler M, Pietzka D, Matthias T, Jäger A, Tekkaya AE, Behrens B-A (2012) Manufacturing of steel-reinforced aluminum products by combining hot extrusion and closed-die forging. Key Eng Mater 504–506:481–486. https://doi.org/10.4028/www.scientific.net/KEM.504-506.481
Grötzinger K. C, Liewald M, Kulagin R (2021) Fließpressen von Hybridbau teilen mit Eigenschaftsvariation, WerkstattsTechnik
Behrens B-A, Uhe J, Petersen T, Nürnberger F, Kahra C, Ross I, Laeger R (2021) Contact geometry modification of friction-welded semi-finished products to improve the bonding of hybrid components. Metals 11(1):115. https://doi.org/10.3390/met11010115
Thürer SE, Chugreeva A, Heimes N, Uhe J, Behrens B-A, Maier HJ, Klose C (2021) Process chain for the manufacture of hybrid bearing bushings. Prod Eng Res Dev 15(2):137–150
Behrens B-A, Chugreeva A, Diefenbach J, Kahra C, Herbst S, Nürnberger F, Maier HJ (2020) Microstructural evolution and mechanical properties of hybrid bevel gears manufactured by tailored forming. Metals 10(10):1365. https://doi.org/10.3390/met10101365
Behrens B-A, Uhe J, Süer F, Duran D, Matthias T, Ross I (2021) Fabrication of steel-aluminium parts by impact extrusion. Mater Today: Proc. https://doi.org/10.1016/j.matpr.2021.11.093
EUROPEAN COMMISSION (2014) The European critical raw materials review.
Coors T, Saure F, Mildebrath M, Pape F, Hassel T, Poll G (2020) Herstellung von Großwälzlagern durch Stahl-Stahl-Werkstoffsysteme, 23. Umformtechnisches Kolloquium Hannover 143
Coors T, Mildebrath M, Büdenbender C, Saure F, Faqiri MY, Kahra C, Prasanthan V, Chugreeva A, Matthias T, Budde L, Pape F, Nürnberger F, Hassel T, Hermsdorf J, Overmeyer L, Breidenstein B, Denkena B, Behrens B-A, Maier HJ, Poll G (2020) Investigations on tailored forming of AISI 52100 as rolling bearing raceway. Metals 10(10):1363. https://doi.org/10.3390/met10101363
Behrens B-A, Chugreev A, Matthias T, Poll G, Pape F, Coors T, Hassel T, Maier HJ, Mildebrath M (2019) Manufacturing and evaluation of multi-material axial-bearing washers by tailored forming. Metals 9(2):232. https://doi.org/10.3390/met9020232
Behrens B-A, Diefenbach J, Chugreeva A, Kahra C, Herbst S, Nürnberger F (2020) Tailored forming of hybrid bevel gears with integrated heat treatment. Procedia Manuf 47:301–308. https://doi.org/10.1016/j.promfg.2020.04.234
Rudnev V, Loveless D, Cook RL (2017) Handbook of induction heating, 2nd edn. CRC Press, New York
EN ISO 6507–1 (2018) Metallic materials - Vickers hardness test - Part 1: Test method
Behrens B-A, Wester H, Petersen T, Uhe J, Büdenbender C, Peddinghaus J, Chugreeva A (2021) Numerical evaluation of forging process designs of a hybrid co-extruded demonstrator consisting of steel and aluminium, submitted to ESAFORM 2021. 24th International Conference on Material Forming, Liège, Belgium
Behrens B-A, Duran D, Matthias T, Ross I (2020) Enhancement of the interface of friction welded steel-aluminium joints. Prod Eng Res Dev 15(2):169–176. https://doi.org/10.1007/s11740-020-00994-5
Bauser M, Sauer G, Siegert K (2001) Strangpressen, 2nd edn. Aluminium-Verl, Düsseldorf
Radzevich SP (2019) Advances in gear design and manufacture. CRC Press, Taylor & Francis Group, Boca Raton, London, New York
Huang C, Kou S (2004) Liquation cracking in full-penetration Al-Cu welds. Weld J 83(2):505–585
Acknowledgements
The results presented in this paper were obtained within the Collaborative Research Centre 1153 “Process chain for the production of hybrid high-performance components through Tailored Forming” in the subprojects B02, B03 and T02 funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) – SFB 1153 – 252662854.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Behrens, BA., Uhe, J., Ross, I. et al. Tailored Forming of hybrid bulk metal components. Int J Mater Form 15, 42 (2022). https://doi.org/10.1007/s12289-022-01681-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12289-022-01681-9