
Abstract
This study investigated self-heating and off-gassing of Scots pine (Pinus sylvestris) wood pellets made from sawdust generated from separated mature and juvenile wood. The pellets were produced at an industrial scale and stored in large piles of about 7.2 tonnes. The production process involved drying the sawdust using three different methods and to varying moisture contents. The results indicated significant influences of both raw material type (F (6) = 61.97, p < 0.05) and drying method (F (2) = 65.38, p < 0.05) on the self-heating of the pellets. The results from the multiple regression analysis further showed that both the raw material type and pellet moisture content significantly influenced the temperature increase, with strong correlations observed for pellets produced using low-temperature drying (F (3, 14) = 83.52, multiple R2 = 0.95, p < 0.05), and medium temperature drying (F (3, 13) = 62.05, multiple R2 = 0.93, p < 0.05). The pellets produced from fresh mature wood sawdust were found to be more prone to self-heating and off-gassing while steam drying the sawdust at high temperature and pressure led to a significant reduction in heat and gas generation across all materials. The heightened self-heating and off-gassing in mature wood pellet can be attributed to a higher proportion of sapwood in the raw material. The probable explanations to the observed differences are in line with biological mechanisms for self-heating and off-gassing, as well as the chemical oxidation of fatty and resin acids.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Utilization of solid biofuels such as wood pellets for heating and power generation requires considerably larger quantities. Therefore, to ensure a consistent and reliable supply, storage is necessary at various stages along the supply chain. However, storage of wood pellets sometimes present a potential hazard due to the possibility of self-heating and off-gassing [1,2,3]. Excessive heat accumulation due to self-heating may lead to spontaneous ignition, resulting in fires, while formation and emission of harmful gases such as carbon monoxide and certain volatile organic compounds can affect the environment and human health [4, 5], and may lead to explosions in severe cases.
In a research study aimed at monitoring temperature fluctuations within a wood pellets silo with a capacity of 4500 tonnes, temperatures as high as 65–70 °C were recorded [6]. Furthermore, the study reports that at times during the 7-month storage period, the temperature levels increased uncontrollably, necessitating the immediate emptying of the silo as a precautionary measure to avert the risk of fire. Another study with a similar focus recorded a temperature increase inside a wood pellets silo from 20 to 57 ℃ in 10 days [7]. Off-gassing studies of different wood pellets [8,9,10] have shown high concentrations of carbon monoxide (CO), carbon dioxide (CO2), methane (CH4), and volatile organic compounds (VOCs). Most studies have attributed self-heating and off-gassing of wood pellets to abiotic chemical oxidation of wood extractives, particularly the fatty and resin acids [11,12,13,14,15]. However, in a recent study on off-gassing of Scots pine wood pellets produced from separated sapwood and heartwood, Siwale et al. [16] suggested that a biological process, in combination with the chemical oxidation of fatty acids, lay behind the off-gassing of wood pellets.
Wood formation in the life cycle of a tree has two phases. During the early stages of growth, after establishing the cambial zone, immature juvenile wood is produced, and as the tree grows, it undergoes a gradual transition towards producing mature wood [17]. The transition age was estimated in the range of 11–27 years at breast height with juvenile wood proportion of 15.3–47.5% [18]. A young tree predominantly forms juvenile wood, and as it ages, a distinct pattern emerges where mature wood is produced primarily in the lower section of the stem (the butt end), while the upper part of the stem continues to generate juvenile wood [17]. This results in a tree stem having a consistent core diameter of juvenile wood throughout its length. The proportion of juvenile wood in a tree has been found to increase with increasing tree height [19]. Therefore, pulpwood, top sawlogs, and thinnings tend to have a much higher content of juvenile wood than butt sawlogs. The proportion of sapwood and heartwood in juvenile and manure wood also varies. Yang et al. [20] found that the thickness of sapwood in the lower section of a tree stem (up to about 10 m) remained relatively consistent and considerably greater than that of the upper section.
The chemical composition of sapwood and heartwood has been well studied in literature. In general, heartwood has a much higher extractive content than sapwood [21,22,23]. Additionally, heartwood extractives are more diverse, and they include compounds such as phenolic compounds, resin acids, and free fatty acids and these extractives mainly have as a role to work as antimicrobial agents, whereas sapwood extractives predominantly consist of triglycerides, with a role of nutrient storage [24]. Across various pine species, the total amounts of extractives were found in the ranges of 2.3–8.9% for heartwood, and 0.76–3.7% for sapwood [21]. There are contradictory conclusions regarding the composition of other wood chemical compounds in sapwood and heartwood. Generally, in most softwoods, sapwood contains more cellulose than heartwood, whereas the composition of lignin, hemicelluloses, and other non-cellulosic carbohydrates is slightly higher in heartwood compared to sapwood [25,26,27]. Apart from variations in chemical composition, sapwood and heartwood differ physiologically [28,29,30]. Sapwood contains living parenchyma cells in addition to dead tracheids, and performs three primary biological functions of support, water conduction, and storage of nutrients, while heartwood is entirely dead and only provide structural support. The characteristics, performance, and behavior of wood in various applications and environments is shaped by its anatomical and chemical composition [31]. This composition, in turn, is influenced by the presence, abundance, and distribution of various wood tissues. Hence, sawdust obtained from distinct parts or sections of a tree is likely to exhibit differing self-heating and off-gassing tendencies.
In Sweden, large-scale forestry harvesting is nowadays fully mechanized and all activities, including tree cutting, delimbing, bucking, and sometimes debarking, are performed within the forest [32]. During final felling harvests, trees are usually segmented into butt, middle, and top sawlogs, plus one to three pulpwood logs. Smaller trees that are harvested during thinning operations are cut into either pulpwood or small diameter sawlogs. The harvested sawlogs are sorted and separately transported and processed at sawmills according to sawing classes. These classes are mainly defined by the tree species and top diameter of the logs, but in some cases may include additional factors like taper and crook, and internal features such as knottiness and heartwood content if identifiable [33]. Therefore, systematic separation of sawdust and other by-products generated during sawmilling processes is technically feasible. This approach when combined with appropriate raw material pre-treatment measures can play a role in addressing the challenges related to self-heating and off-gassing of wood pellet.
Wood pellets are a densified solid biomass in the form of short cylindrical units with the diameter of 6–12 mm and length not exceeding 40 mm [34]. They have emerged as the preferred solid biomass fuel for heating and electricity generation mainly due to their consistent and improved quality properties, which simplifies the handling logistics. These properties are maintained through adherence to established quality certification standards and guidelines [35, 36]. Key features of wood pellets include their low moisture content, high energy density, and uniform size and shape.
Wood pellets are produced from residual raw materials such as shavings, wood dust, and sawdust from wood processing industries, as well as log wood from short rotation trees, thinnings, logging residues, and pulpwood [37]. In Sweden, sawdust of the softwoods Norway spruce (Picea abies) and Scots pine (Pinus sylvestris) is the most commonly used raw material for wood pellet production. The production process involves sequential steps, including drying, fine milling, conditioning, pelletization, and cooling. Various types of dryers and systems are utilized, with bed, belt, drum, and flash dryers, employing air or steam as drying media, being the most common. The densification of the material occurs during the pelletizing process stage. In this phase, the conditioned biomass feedstock undergoes compression through die holes under heat and pressure, resulting in the formation of dense cylindrical pellets. During the entire production process, the moisture content of the raw material undergoes reduction from approximately 50% to around 8–12% after drying and conditioning, and further decreases post-pelletization [38]. On the other hand, the low bulk density of the feedstock is increased from about 40–250 kg/m3 depending on feedstock characteristic, to 600–800 kg/m3 [39].
The purpose of this study was to address self-heating and off-gassing problems in wood pellet storage from the perspective of raw material separation and pre-treatment. The main objective was to investigate the self-heating and off-gassing tendencies of Scots pine wood pellets made from fresh sawdust separately generated from mature and juvenile wood. Additionally, the study also investigated the effects of raw material drying temperature and method as well as pellet moisture content on self-heating and off-gassing during pellet storage.
Materials and Methods
Raw Materials Sourcing
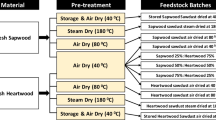
Wood pellets for this study were produced from four different types of sawdust raw materials. These included two control sawdust materials and two test materials consisting of freshly generated Scots pine (Pinus sylvestris) sawdust, obtained from two different specialized sawmills belonging to Bergkvist Siljan Skog AB. The sawmills are located in Mora (61.0049° N, 14.5370° E) and Blyberg (61.1512° N, 14.1815° E) in Sweden.
The test materials comprised of Mora sawdust, sourced from a sawmill that processes large diameter butt/middle sawlogs with a top diameter exceeding 22 cm under bark, and Blyberg sawdust, obtained from a sawmill that handles small diameter top end sawlogs with a bottom diameter of less than 21.9 cm under bark. Mora sawdust contained a greater proportion of mature wood, while Blyberg sawdust had a higher proportion of juvenile wood due to the variations in positions and diameters of sawlogs from which the sawdust was generated [19]. These test sawdust materials were named Mora and Blyberg, reflecting the locations of the respective sawmills. About 800 tonnes of fresh sawdust was delivered to the pellet factories and processed into wood pellets within a month of delivery.
The Control sawdust materials comprised of the regular sawdust blend employed at two distinct pellet factories: Solör Bioenergi Pellets AB in Älvdalen with an annual production of 70,000 tonnes and Härjeåns Energi AB in Sveg with an annual production of 85,000 tonnes. The Solör Bioenergi Control sawdust was composed of a volume blend ratio of 1:2:3, incorporating sawdust recovered from process shutdowns, fresh sawdust, and stored sawdust, respectively. On the other hand, the Härjeåns Energi Control sawdust had a volume blend ratio of 1:2, comprising fresh and stored sawdust respectively. For stored sawdust, freshly generated sawdust is stored for more than 6 months before use. The sawdust is stored outdoors, exposed to the prevailing environmental conditions. This is a common industrial practice in the wood pellets industry, which is aimed at minimizing the risks of self-heating and off-gassing of wood pellets [40].
Drying Process
The pellets were produced using three different processes distinguished by drying methods. The specific parameters for each drying method are outlined in Table 1. Two of the dying methods were conducted at the same pellet factory. The first drying method was low-temperature drying in a belt dryer, done at Solör Bioenergi Pellets AB in Älvdalen, Sweden. This method involved air drying wet sawdust of about 50% moisture content (MC) to the required MC in a belt dryer. The process involves placing sawdust onto a horizontally moving flat belt, while hot air is directed through the material from above. The second method was medium-temperature drying through a hybrid system, which combined belt and drum dryers, also done at Solör Bioenergi Pellets AB in Älvdalen, Sweden. In this method, wet sawdust of about 50% MC was first air dried in a belt dryer to about 29% MC, and then subsequent dried to the required MC in a drum dryer. The drum is equipped with heat exchange tubes, which are heated by steam produced in an auxiliary boiler. During the drying process, sawdust is exposed to the heated surfaces, allowing the moisture within the material to evaporate.
The third and last method was high-temperature drying in a flash dryer, done at Härjeåns Energi AB in Sveg, Sweden. This method involved drying wet sawdust of about 50% MC to the required MC using pressurized superheated steam in a flash dryer. The dryer is composed of tubular heat exchangers. Sawdust is introduced in a closed drying system where it directly interacts with pressurized superheated steam and is conveyed through the dryer. The superheated steam acts both as a source of heat and drying medium; it evaporates and takes away the moisture in wet sawdust which becomes part of the steam. The dried sawdust and steam are separated in a cyclone and the steam is recirculated.
Pelletization
The drying processes were adjusted to produce three distinct moisture levels with the target of giving pellets with varying moisture contents, as follows: high moisture content of 9%, medium moisture content of 6%, and low moisture content of 3%. At Härjeåns Energi, 0.3% of starch is routinely added to the raw material during conditioning, and this was adopted. The pellets were produced using industrial ring die pellet presses of which the specific press conditions for each pellet mill are detailed in Table 2.
Experimental Design—Self-Heating and Off-Gassing Measurements
This experiment was conducted in storage sheds at production sites (Fig. 1). A total of 36 piles of wood pellets were created, with 12 piles generated for each of the three drying methods. For each type of pellets produced from the three raw materials (control, Blyberg, and Mora), four piles were constructed. These piles comprised of pellets with varying moisture contents specifically: high (9%), medium (6%), low (3%), and a mixture of high and low moisture contents. The piles were constructed immediately after the pellets were produced and sufficiently cooled. Each pile contained about 7.2 tonnes of wood pellets and measured approximately 1.5 m in height.

Piles of wood pellets for the experiments in storage sheds at Härjeåns Energi AB in Sveg (left) and at Solör Bioenergi Pellets AB in Älvdalen (right)
The temperature inside the piles was measured using temperature data loggers (Tinytag Transit 2 – TG-4080) positioned in the middle of the piles at heights of 50 cm and 100 cm from the floor. In piles containing a mixture of wood pellets with high and low moisture content, an additional logger was placed at a height of 75 cm (Fig. 2 top). The loggers were programmed to record temperatures every 1 h for the entire storage duration using Intab EasyView 11 software. Temperature changes inside the piles were computed by subtracting the initial temperature from the temperature recorded at each measurement time point, and the maximum temperature increase was taken as a measure of self-heating.

Schematic arrangement of the piles of wood pellets showing positioning of the temperature loggers and the replicated moisture contents across all materials and dying methods (top). The bottom picture shows a perforated 5-l polyethylene cylindrical tube positioned within a pile before being covered with wood pellets
In addition to temperature measurements, off-gassing was also measured for piles with pellets of a low moisture content for every material and drying method. A 5-l polyethylene cylindrical tube with perforations was centrally placed inside the pile to capture any released gases (Fig. 2 bottom). The tube was equipped with a long pipe extending outside the pile and featured an airlock valve at its end, serving as a sampling port. The concentration of CO, CO2, and CH4 in the tube was measured using a multi-instrument based on electrochemical and infrared (IR) sensors (ECOM J2KN Pro-IN gas analyser, Palgo AB, Sweden). The procedure involved inserting the analyser probe into the sampling port, allowing it to equilibrate for 1 to 2 min before recording the gas readings [9, 15]. The gas measurements were taken every 48 h throughout the storage period.
The duration for each of the storage tests was 3 weeks, extending from August 23 to September 19, 2022, for the two tests conducted in Älvdalen, and May 08–29, 2023, for the test conducted in Sveg. The mean temperature and relative humidity in the sheds during the storage period were respectively 12 °C and 60% in Sveg while the corresponding figures in Älvdalen were 13 °C and 65%. The data was obtained from the loggers (Tinytag TGP-4500) positioned inside the storage sheds.
Determination of Fatty and Resin Acids
The fatty and resin acids content of the sawdust and the pellets after storage was determined. For each material, about 3 g of milled samples was extracted in triplicate using a solvent mixture of petroleum ether and acetone, in a 90:10, v/v ratio. The extraction was done using a Soxhlet apparatus run for 12 cycles per sample. The extracts were then analyzed for fatty and resin acids composition using a Hewlett Packard (HP6890-5973) GC/MS instrument and the method of Arshadi et al. [13]. Full scan EI mass spectra (m/z 35–500) were recorded and the NIST Mass Spectral Search Program (version 2.0) was utilized to identify the peaks. An internal standard heptadecanoic acid with a known concentration was used to quantify the identified compounds.
Data Analysis
Two distinct statistical analyses were conducted. The first was a two-way analysis of variance (ANOVA), followed by a Tukey HSD post hoc test, to investigate the effects of drying method and the type of raw material on self-heating. A two-way ANOVA is a statistical method that is suitable when comparing the differences between the means of more than two groups. The second was a multiple regression analysis to examine the relationship between self-heating and both pellet moisture content and the type of raw material. The tests were performed using R version 4.2.3 software, and a significance level of α = 0.05 was set for both tests.
Results
Effect of Raw Material and Drying Method on Self-Heating
The results for temperature increase in the piles of wood pellets produced from fresh mature wood (Mora), fresh juvenile wood (Blyberg), and control sawdust are presented in Fig. 3. The two-way ANOVA conducted to test the effect of drying method and raw material type on self-heating showed significant effects for both drying method (F (2) = 65.38, p < 0.05) and type of raw material (F (6) = 61.97, p < 0.05). The Tukey HSD post hoc analysis showed significant differences between the belt dryer and flash dryer, as well as between the hybrid of belt and drum dryers and flash dryer (p < 0.05). However, there was no significant difference between belt dryer and the hybrid of belt and drum dryers (p = 0.56). The pair comparisons of the mean maximum temperature increase inside the piles for wood pellets produced using the same drying method but different raw materials, showed significant differences for all paired materials under belt dryer and the hybrid of belt and drum dryers (p < 0.05), while there was no significant difference for those under flash dryer.

Mean maximum temperature increase inside the piles of wood pellets produced from fresh mature wood (Mora), fresh juvenile wood (Blyberg), and control sawdust dried using three different methods, namely low-temperature drying in a belt dryer, medium-temperature drying in a hybrid of belt and drum dryers, and high-temperature drying in a flash dryer. Error bars indicate the highest and lowest maximum temperature increase
Effect of Moisture Content on Self-Heating
The results for piles with pellets of a uniform moisture content are shown in Fig. 4. The graphs plot the maximum temperature increase inside the piles in relation to pellet moisture content. The multiple regression analysis results showed that both the raw material type and pellet moisture content significantly influenced the temperature increase. The strongest correlations were observed for pellets produced using the belt dryer (F (3, 14) = 83.52, multiple R2 = 0.95, p < 0.05) and the hybrid of belt and drum dryers (F (3, 13) = 62.05, multiple R2 = 0.93, p < 0.05). The pellets produced with the flash dryer (F (3, 14) = 8.63, multiple R2 = 0.65, p = 0.002) had the lowest correlation. In piles containing a mixture of pellets with varying moisture contents, the temperature gradually increased from the pellets with a high moisture content of about 9% (50 cm), to the interface (75 cm) and up to the pellets with low moisture content of about 3% (100 cm) across all the three materials (see Supplementary Fig. 1).

Maximum temperature increase inside the piles in relation to pellet moisture content for wood pellets produced from fresh mature wood (Mora), fresh juvenile wood (Blyberg), and control sawdust. The individual graphs are for different drying methods, namely low-temperature drying in a belt dryer (a), medium-temperature drying in a hybrid of belt and drum dryers (b), and high-temperature drying in a flash dryer (c). The data for lowest moisture content of Mora pellets is missing in figure b because the temperature data logger malfunctioned
Off-Gassing in Relation to Self-Heating
The concentrations of off-gases inside the storage piles for pellets produced using the flash dryer were negligible. Therefore, only the results from belt and the hybrid of belt and drum drying methods are presented. The graphs in Fig. 5 show the variation in carbon monoxide concentration and temperature within the piles over the storage period. This pattern remained consistent for carbon dioxide and methane as well.

Concentration of carbon monoxide and temperature inside the pile at each time point during the 21-day storage period for pellets produced from fresh mature wood (Mora), fresh juvenile wood (Blyberg), and control sawdust. The individual graphs are for low-temperature drying in a belt dryer (a), and medium-temperature drying in a hybrid of belt and drum dryers (b)
Fatty and Resin Acids
Eleven fatty and resin acid compounds in varying concentrations were detected and identified in all the materials. These included six fatty acids (nonanoic, hexadecanoic, heptadecanoic, 9-octadecenoic, 9,12,15-octadecatrienoic, and 9,12-octadecadienoic) and five resin acids (pimaric, pimaric isomer, isopimaric, abietic, and dehydroabietic). The total concentrations of fatty and resin acids in the sawdust and stored pellets are presented in Fig. 6. Generally, the total fatty and resin acid content in sawdust was higher than in stored pellets.

Mean total concentrations of fatty and resin acids in raw sawdust, dried sawdust and stored pellets of mature wood (Mora), juvenile wood (Blyberg), and control materials. The values were calculated based on the dry mass of the wood samples. Error bars indicate the standard deviation of the mean
Discussion
Many studies on self-heating and off-gassing of wood pellets have been conducted on a laboratory scale with the aim of projecting the findings to large volumes of industrial silos or piles storage. These mainly employ heat and gas measuring techniques such as isothermal calorimetry that require preheating and use of small quantities of pellets [41,42,43]. This study investigated self-heating and off-gassing of wood pellets from an industrial production and storage perspective, and measurement of self-heating and off-gassing parameters in real time. The results showed a connection between self-heating and off-gassing; the storage piles with high temperatures also had high concentrations of off-gases (Fig. 5). This suggests that self-heating and off-gassing in wood pellets either occur concurrently with a common mechanistic explanation, or are influenced by common factors. The peak temperatures and gas concentrations within the piles for all pellet samples were recorded within 4 days of post-production storage, after which they gradually dropped. Sedlmayer et al. [8] in their method correlation analysis, similarly observed a correlation between self-heating, determined by isothermal calorimetry, and off-gassing, measured using offline and glass flask methods, with the correlations of determination (R2) of 0.84 and 0.83 respectively. Specifically, the study revealed that as the temperature increased, there was a corresponding rise in the concentration of off-gases.
The self-heating and off-gassing of biomass in general result from either physical transition reactions, biological oxidation, chemical oxidation, or a combination of these mechanisms [1]. Most studies [10,11,12,13, 15] attribute the self-heating and off-gassing of wood pellets to chemical oxidation of wood extractives, particularly fatty acids. The biological oxidation is often overlooked when it comes to self-heating and off-gassing of wood pellets because it is assumed that the pellets are relatively dry (moisture content of 5–10%) and that the microorganisms cannot survive pelletization temperature of around 100 °C. However, Siwale et al. [16] hinted on the possibility of a biological mechanism even in wood pellets. The study examined the off-gassing of wood pellets produced from separated sapwood and heartwood sawdust, and it was found that sapwood pellets were more prone to off-gassing than heartwood pellets. It was therefore suggested that a combination of biological processes, such as stress reactions in parenchyma cells of sapwood, and chemical oxidation of fatty acids contributed to the off-gassing of wood pellets. There are reports of biological processes forming carbon oxides for instance in cell signaling [44]. Regarding the emission of CO2 and CH4 and the consumption of O2 in wood pellets, it is likely that surviving parenchyma cells, initially aerobically metabolize stored starch/fats (found in the sapwood), producing CO2, and subsequently undergo anaerobic methane fermentation [45]. Some studies have identified the heat of condensation/sorption as a significant factor in initiating temperature rise in stored pellets [46]. However, the results of our present study indicate that the piles containing a mixture of wood pellets with two different moisture contents (refer to Supplementary Fig. 1) did not exhibit a higher temperature increase compared to those with a uniform moisture content (Fig. 4). This can be attributed to insufficient differences in moisture and a relatively constant air humidity during the experimental period.
The results showed significant variations in maximum temperature increase (Fig. 3) and gas concentrations (Fig. 5) among different wood pellet types. As expected, the control pellets, produced from the raw material primarily composed of stored sawdust, exhibited reduced tendencies for self-heating and off-gassing due to a reduction in triglyceride extractive content, i.e., bounded fatty acids, and changes in dry matter composition, resulting from long raw material storage [40]. The piles with wood pellets produced from fresh mature wood sawdust (Mora) had the highest temperatures and gas concentrations. High temperatures of around 70–80 °C, corresponding to temperature increase of about 50 °C, were recorded. Additionally, the pellets on top of these piles started to disintegrate just after 2 days of storage, likely due to increased self-heating (see Supplementary Fig. 2). This can potentially result in loss of dry matter and deterioration in pellet quality properties [47]. The pellets produced from fresh juvenile wood sawdust (Blyberg) showed significant reductions in both the maximum temperature increase and gas concentrations when compared to those produced from fresh mature wood sawdust. This implies that the type of raw material used, particularly wood maturity, significantly influences the self-heating and off-gassing propensity of the wood pellets. This correlation aligns with prior findings relating to sapwood and heartwood pellets [16]. The increased self-heating and off-gassing in fresh mature wood pellets can be attributed to its higher proportion of sapwood with living parenchyma cells [20], or the increased nutrient storage in mature sapwood compared to juvenile sapwood.
The moisture content of the pellets and the drying method employed had an impact on the propensity for self-heating. Generally, across all materials, the temperature within storage piles decreased as pellet moisture content increased (Fig. 4). A stronger effect was however obtained from different drying methods. The pellets produced from sawdust dried at low temperature in a belt dryer and at medium temperature in a hybrid of belt and drum dryers exhibited high levels of self-heating. In contrast, steam drying sawdust at high temperature and pressure in a flash dryer resulted in a significant reduction in heat generation for all materials (Fig. 3). There was also high temperature variation inside the piles, as evidenced by a noticeable difference between the lowest and highest recorded maximum temperature increase values. High temperatures were recorded near the upper regions of the piles, at 100 cm, whereas temperatures at the 50 cm were comparatively lower. Regarding the variations resulting from different drying methods, the fact that harsher conditions, i.e., high temperature and pressure, led to less self-heating and off-gassing fits well with the hypothesis of a biological explanation. The heat simply killed a large fraction of the living parenchyma cells, hence leading to less heat and gas generation. However, superheated water extraction is known to successfully extract extractives especially bioactive compounds from plant materials [48, 49]. The increased temperature improves diffusion of the solvent (steam) and high pressure facilitates penetration of the solvent and allows the wood material to be filled rapidly. Therefore, the use of superheated steam under high pressure in flash drying may have served as an extraction medium and removed some of the extractives from the sawdust raw material, which may interact both with biological and abiotic mechanisms for self-heating and off-gassing. Analysis of fatty and resin acids showed that raw sawdust generally had higher total fatty and resin acid content than stored pellets across all samples (Fig. 6). The reduction of these compounds from sawdust to stored pellets was more pronounced in mature wood (Mora) than in juvenile wood and control samples. This implies that chemical oxidation of fatty and resin acids might have contributed to the phenomena of self-heating and off-gassing observed in the wood pellets investigated in this study.
The results of this study are of note to the wood pellet production industry. The identification of significant effects related to drying methods and raw material types highlights the need for careful consideration in the selection of both parameters to mitigate the risk of self-heating and off-gassing in wood pellet storage. Furthermore, the low self-heating and off-gassing in pellets produced from the control sawdust shows that storing fresh sawdust for a period of time prior to pellet production remains the most effective method for mitigating self-heating and off-gassing. However, sorting and separating the raw materials at source can facilitate the development of storage schedules tailored to specific raw materials, thereby reducing on the raw material storage time.
Conclusion
The results of this study showed that Scots pine wood pellets produced from mature wood sawdust have a higher self-heating and off-gassing propensity compared to those produced from juvenile wood sawdust. The probable explanations to these observed differences are in line with biological mechanisms for self-heating and off-gassing, as well as the chemical oxidation of fatty and resin acids. Lastly, employing a drying method that uses steam and has rigorous temperature settings reduces the wood pellets’ self-heating and off-gassing abilities.
Data Availability
Data will be made available on request.
References
Krigstin S, Wetzel S (2016) Review article a review of mechanisms responsible for changes to stored woody biomass fuels. Fuel 175:75–86. https://doi.org/10.1016/j.fuel.2016.02.014
Larsson I, Lönnermark A, Blomqvist P, Persson H (2017) Measurement of self - heating potential of biomass pellets with isothermal calorimetry. Fire Mater 41:1007–1015. https://doi.org/10.1002/fam.2441
Wang S, Yuan X, Li C et al (2016) Variation in the physical properties of wood pellets and emission of aldehyde / ketone under different storage conditions. Fuel 183:314–321. https://doi.org/10.1016/j.fuel.2016.06.083
Borén E, Yazdanpanah F, Lindahl R et al (2017) Off-gassing of VOCs and permanent gases during storage of torrefied and steam exploded wood. Energy Fuels 31:10954–10965. https://doi.org/10.1021/acs.energyfuels.7b01959
Svedberg U, Samuelsson J, Melin S (2008) Hazardous off-gassing of carbon monoxide and oxygen depletion during ocean transportation of wood pellets. Ann Occup Hyg 52:259–266. https://doi.org/10.1093/annhyg/men013
Larsson SH, Lestander TA, Crompton D et al (2012) Temperature patterns in large scale wood pellet silo storage. Appl Energy 92:322–327. https://doi.org/10.1016/j.apenergy.2011.11.012
Guo W (2013) Self-heating and spontaneous combustion of wood pellets during storage. Dissertation, University of British Columbia
Sedlmayer I, Arshadi M, Haslinger W et al (2018) Determination of off-gassing and self-heating potential of wood pellets – method comparison and correlation analysis. Fuel 234:894–903. https://doi.org/10.1016/j.fuel.2018.07.117
Siwale W, Frodeson S, Berghel J et al (2022) Influence on off-gassing during storage of Scots pine wood pellets produced from sawdust with different extractive contents. Biomass Bioenergy 156:106325. https://doi.org/10.1016/j.biombioe.2021.106325
Attard TM, Arshadi M, Nilsson C et al (2016) Impact of supercritical extraction on solid fuel wood pellet properties and off-gassing during storage. Green Chem 18:2682–2690. https://doi.org/10.1039/c5gc02479j
Arshadi M, Tengel T, Nilsson C (2018) Antioxidants as additives in wood pellets as a mean to reduce off-gassing and risk for self-heating during storage. Fuel Process Technol 179:351–358. https://doi.org/10.1016/j.fuproc.2018.07.026
Sedlmayer I, Bauer-Emhofer W, Haslinger W et al (2020) Off-gassing reduction of stored wood pellets by adding acetylsalicylic acid. Fuel Process Technol 198:106218. https://doi.org/10.1016/j.fuproc.2019.106218
Arshadi M, Geladi P, Gref R, Fjällström P (2009) Emission of volatile aldehydes and ketones from wood pellets under controlled conditions. Ann Occup Hyg 53:797–805. https://doi.org/10.1093/annhyg/mep058
Kuang X, Shankar TJ, Sokhansanj S et al (2009) Effects of headspace and oxygen level on off-gas emissions from wood pellets in storage. Ann Occup Hyg 53:807–813. https://doi.org/10.1093/annhyg/mep071
Siwale W, Frodeson S, Finell M et al (2022) Understanding off-gassing of biofuel wood pellets using pellets produced from pure microcrystalline cellulose with different additive oils. Energies 15:. https://doi.org/10.3390/en15062281
Siwale W, Frodeson S, Finell M et al (2023) Influence of sapwood/heartwood and drying temperature on off-gassing of Scots pine wood pellets. Bioenergy Res. https://doi.org/10.1007/s12155-023-10668-6
Hakkila P, Verkasalo E (2009) Structure and properties of wood and woody biomass. In: Kellomäki S (ed) Forest resources and sustainable management, 2nd Editio. Paperi ja Puu Oy/Gummerus Oy, Jyväskylä, Finland, pp 133–215
Mvolo CS, Koubaa A, Beaulieu J et al (2015) Variation in wood quality in white spruce (Picea glauca (Moench) Voss). Part I. defining the juvenile-mature wood transition based on tracheid length. Forests 6:183–202. https://doi.org/10.3390/f6010183
Ruano A, Hermoso E (2021) Juvenile-mature wood evaluation along the bole considering the influence of silvicultural treatments. Maderas Cienc Tecnol 23:1–10. https://doi.org/10.4067/s0718-221x2021000100421
Yang KC, Chen YS, Chiu C, Hazenberg G (1994) Formation and vertical distribution of sapwood and heartwood in Cryptomeria japonica D. Don. Trees 9:35–40. https://doi.org/10.1007/BF00197867
Nisula L (2018) Wood extractives in conifers: a study of stemwood and knots of industrially important species, Dissertation. Åbo Akademi University
Eriksson D, Arshadi M, Kataria R, Bergsten U (2018) Lipophilic extractives in different tree fractions and forestry assortments of Pinus sylvestris due for thinning or final cutting. Scand J For Res 33:594–602. https://doi.org/10.1080/02827581.2018.1434235
Campbell AG, Kim W-J, Koch P (2007) Chemical variation in lodgepole pine with sapwood/heartwood, stem height, and variety. Wood Fiber Sci 22:22–30
Bergström B (2003) Chemical and structural changes during heartwood formation in Pinus sylvestris. Forestry 76:45–53. https://doi.org/10.1093/forestry/76.1.45
Bertaud F, Holmbom B (2004) Chemical composition of earlywood and latewood in Norway spruce heartwood, sapwood and transition zone wood. Wood Sci Technol 38:245–256. https://doi.org/10.1007/s00226-004-0241-9
Benouadah N, Aliouche D, Pranovich A, Willför S (2019) Chemical characterization of Pinus halepensis sapwood and heartwood. Wood Mater Sci Eng 14:157–164. https://doi.org/10.1080/17480272.2018.1448436
Willför S, Holmbom B (2004) Isolation and characterisation of water soluble polysaccharides from Norway spruce and Scots pine. Wood Sci Technol 38:173–179. https://doi.org/10.1007/s00226-003-0200-x
Taylor AM, Gartner BL, Morrell JJ (2002) Heartwood formation and natural durability - a review. Wood Fiber Sci 34:587–611
Piqueras S, Füchtner S, Rocha de Oliveira R et al (2020) Understanding the formation of heartwood in larch using synchrotron infrared imaging combined with multivariate analysis and atomic force microscope infrared spectroscopy. Front Plant Sci 10:1–15. https://doi.org/10.3389/fpls.2019.01701
Song K, Yin Y, Salmén L et al (2014) Changes in the properties of wood cell walls during the transformation from sapwood to heartwood. J Mater Sci 49:1734–1742. https://doi.org/10.1007/s10853-013-7860-1
Alen R (2011) Structure and chemical composition of biomass feedstocks. In: Alen R (ed) Biorefining of forest resources. Paperi ja Puu Oy, Finland, pp 17–54
Swedish Forest Agency (2020) Forest management in Sweden Current practice and historical background. In: Rapp. 2020/4. https://www.skogsstyrelsen.se/globalassets/om-oss/rapporter/rapporter-20222021202020192018/rapport-2020-4-forest-management-in-sweden.pdf. Accessed 9 Oct 2023
Andersson K (2021) Whole trees – why there should be no restrictions for using “whole trees” for energy. In: Svebio Reports. https://www.svebio.se/app/uploads/2021/06/Whole-trees-Svebio-report-June-2021.pdf. Accessed 11 Dec 2023
Shang L, Nielsen NPK, Stelte W et al (2014) Lab and bench-scale pelletization of torrefied wood chips-process optimization and pellet quality. Bioenergy Res 7:87–94. https://doi.org/10.1007/s12155-013-9354-z
European Pellet Council (2015) Quality certification scheme for wood pellets. Part 3: Pellet Quality Requirements. EN plus Handb
Abdoli MA, Golzary A, Hosseini A, Sadeghi P (2018) Wood pellet as a renewable source of energy - from production to consumption. Springer International Publishing AG, part of Springer Nature, Cham, Switzerland
Obernberger I, Thek G (2012) The pellet handbook - the production and thermal utilisation of pellets. Earthscan, Washington DC
Arshadi M, Gref R, Geladi P et al (2008) The influence of raw material characteristics on the industrial pelletizing process and pellet quality. Fuel Process Technol 89:1442–1447. https://doi.org/10.1016/j.fuproc.2008.07.001
Stelte W, Sanadi AR, Shang L et al (2012) Recent developments in biomass pelletization - a review. BioResources 7:4451–4490. https://doi.org/10.15376/biores.7.3.4451-4490
Samuelsson R, Larsson SH, Thyrel M, Lestander TA (2012) Moisture content and storage time influence the binding mechanisms in biofuel wood pellets. Appl Energy 99:109–115. https://doi.org/10.1016/j.apenergy.2012.05.004
Larsson I, Lönnermark A, Blomqvist P et al (2017) Development of a screening test based on isothermal calorimetry for determination of self-heating potential of biomass pellets. Fire Mater 41:940–952. https://doi.org/10.1002/fam.2427
Rupar-gadd K (2018) Biomass and bioenergy self-heating properties of softwood samples investigated by using isothermal calorimetry. 111:206–212.https://doi.org/10.1016/j.biombioe.2017.04.008
Guo W, Trischuk K, Bi X et al (2014) Measurements of wood pellets self-heating kinetic parameters using isothermal calorimetry. Biomass Bioenergy 63:1–9. https://doi.org/10.1016/j.biombioe.2014.02.022
Wu L, Wang R (2005) Carbon monoxide: endogenous production, physiological functions, and pharmacological applications. Pharmacol Rev 57:585–630. https://doi.org/10.1124/pr.57.4.3
Stadtman T (1967) Methane fermentation. Annu Rev Microbiol 21:121–142
Nilsson C, Ramebäck H, Hill C, Arshadi M (2019) Water up-take in fuel pellets studied by Dynamic Vapour Sorption (DVS) analysis and its potential role in self-heating during storage. Eur J Wood Wood Prod 77:5–14. https://doi.org/10.1007/s00107-018-1359-z
Lee JS, YazdanPanah F, Sokhansanj S (2023) Dry matter loss and heat release due to oxygen depletion in stored wood pellets. Biomass Bioenerg 174:106848. https://doi.org/10.1016/j.biombioe.2023.106848
Santos MB, Sillero L, Gatto DA, Labidi J (2022) Bioactive molecules in wood extractives: methods of extraction and separation, a review. Ind Crops Prod 186:115231. https://doi.org/10.1016/j.indcrop.2022.115231
Kyyrö S, Altgen M, Rautkari L (2022) Pressurized hot water extraction of Scots pine sapwood: effect of wood size on obtained treatment products. Biomass Convers Biorefinery 12:5019–5029. https://doi.org/10.1007/s13399-020-00927-3
Acknowledgements
The authors would want to acknowledge and thank Carina Jonsson from the Swedish University of Agricultural Sciences, Lars Pettersson from Karlstad University, and industrial partners: Solör Bioenergi Pellets AB, Härjeåns Energi AB, and Bergkvist Siljan Skog AB. The authors also gratefully acknowledge Bio4Energy (www.bio4energy.se), a strategic research environment provided by the Swedish government, for supporting this work.
Funding
Open access funding provided by Karlstad University. This work was part of the collaborative project between Karlstad University and the Swedish University of Agricultural Studies (InnoPels, project no 2021–03727) funded by Sweden’s Innovation Agency VINNOVA.
Author information
Authors and Affiliations
Contributions
Conceptualization: S.F., M.F., W.S., J.B., and G.H.; methodology: S.F., M.F., and W.S.; experimental setup and data collection: S.F., M.F., and W.S.; data analysis and writing—original draft: W.S.; writing—review and editing: G.H., J.B., M.F., and S.F.; supervision: J.B., S.F., G.H., and M. F.; funding acquisition: M.F. and S.F.
Corresponding author
Ethics declarations
Consent for Publication
This version of the paper has been reviewed and approved by all the authors, and they have given their consent for its submission to BioEnergy Research Journal.
Competing Interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Siwale, W., Finell, M., Frodeson, S. et al. Fuel Wood Pellets Produced from Sawdust of Scots Pine Mature and Juvenile Wood: Self-Heating and Off-Gassing Tests at Industrial Scale. Bioenerg. Res. (2024). https://doi.org/10.1007/s12155-024-10736-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12155-024-10736-5