
Abstract
Efficient, low-cost methods are required to produce impurity-free bio-oils with minimal nutrient depletion. This study investigated the effect of extraction and pretreatment conditions on the quality of rice bran oil extracted with CO2-expanded hexane. The extraction conditions considered were temperature (20–30 °C), CO2 mole fraction (0.76–0.94), and pressure (4.2–7.0 MPa). The effectiveness of rice bran hot air drying at 80–100 °C for 0.5, 1, 3, and 5 h for lipase inactivation was also studied. The rice bran oil yield and the content of free fatty acids did not depend significantly on the extraction temperature or pressure. The oil solubility increased significantly (p < 0.05) with every 5 °C increment while decreasing significantly at pressures below 5.0 MPa. The optimum extraction conditions for phosphorus-free rice bran oil (phosphorus concentrations of 9.8, 9.1, and 6.2 ppm) were CO2 mole fraction of 0.82 at 5.1 MPa and 20 °C, CO2 mole fraction of 0.87 at 5.0 MPa and 25 °C, and CO2 mole fraction of 0.92 at 5.1 MPa and 30 °C, respectively. The most effective pretreatment conditions for rice bran before storage for 10 weeks were 100 °C for 1 h. In addition, the phosphorus concentration of rice bran oil extracted with CO2-expanded hexane at a CO2 mole fraction of 0.88, 5.1 MPa, and 25 °C was ≤ 7.00 ppm, regardless of the pretreatment conditions. Therefore, CO2-expanded hexane extraction can be potentially used to produce impurity-free rice bran oil from both treated and untreated rice bran without refining.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
The global processing of paddy rice (753.4 million metric tons) results in huge amounts of byproducts in the form of rice bran (54.5 million metric tons) [1]. Rice bran contains crucial nutrients, including 5.21–18.15% fiber, 3.74–22.40% lipids, 12.3–27% protein, vitamins, minerals, and carbohydrates, as well as tocopherol, oryzanol, and other phytochemical compounds related to the prevention of many human diseases [2, 3]. Rice bran has mostly been used as animal feed, steam boiler feedstock, and oil production feedstock [4]. Although rice bran contains large amounts of rice bran oil (10.9 million metric tons), only 11% (1.22 million metric tons) is currently recovered through extraction [1], mostly due to insufficient rice bran oil production facilities and extraction technologies.
Conventional solvent extraction techniques result in bio-oils being simultaneously extracted with impurities such as free fatty acids, waxes, and phospholipids. These processes, which are heavily dependent on the refinery units (e.g., degumming, dewaxing, and deodorization), are associated with > 17% nutrients depletion [5]. Conversely, supercritical CO2 extraction can produce bio-oils with small amounts of impurities. Moreover, supercritical CO2 is a selective non-toxic solvent that can be easily recovered [6]. However, supercritical CO2 extraction is expensive because it operates at elevated temperatures (40–80 °C) and pressures (20–40 MPa) [6] and hence requires a heating unit. As an alternative, pressurized fluid extraction technique is currently gaining attention owing to advantages such as improved mass transfer and diffusivity, selectivity, nonvolatility, nonflammability, and low volumetric extraction rates. In addition, this technique can be operated at room temperature [7, 8]. For lipid extraction from microalgae, CO2-expanded methanol extraction has been reported to produce higher yields than conventional solvent extraction [9, 10]. In addition, the lipid yields and bioactivity of CO2-expanded ethanol extracts have been shown to be higher than those of ethanol extracts [11, 12]. Furthermore, the extraction of phosphorus-free rice bran oil with CO2-expanded hexane under mild conditions (25 °C, 5.0 MPa, and CO2 mole fraction of 0.87) has recently been reported [7]. A consistent rice bran oil quality with < 10 ppm phosphorus (EN 14,214) has been achieved by extraction in the vapor–liquid phase region of 0.88–0.94 CO2 mole fraction at 5.1 MPa and 25 °C [8]. However, few studies have investigated the influence of temperature and pressure on both the extraction process and the quality of rice bran oil.
The presence of high amounts of lipids and enzymes in the rice bran embryo causes free fatty acid formation because the cell walls rupture during the milling and polishing processes. The interaction of lipids and water in the presence of naturally occurring lipase resulting in free fatty acid and glycerol formation is referred to as lipid hydrolysis, whereas the corresponding process with lipids and oxygen in the presence of lipoxygenase is referred to as lipid oxidation [2]. During rice bran processing, prevention of the lipid hydrolysis reaction should be considered because it is predominant over the slow lipid oxidation reaction [13].
The optimum hydrolytic reaction occurs at 30–40 °C and pH 7.5–8.0 [14], producing high yields of free fatty acids. The presence of more than 10% free fatty acids in oil is associated with the corrosion of engines and storage tanks [15]. Thus, to apply bio-oils as fuels in power generators, lubricants in the steel industry, and insulators in power transformers, a free fatty acid content of < 10% is required. To comply with this specification without refinement, a suitable rice bran stabilization technique is required. Moreover, the combination of long storage times for rice bran with the need for consistent rice bran oil quality makes stabilization necessary for the industrial-scale production of non-food-grade rice bran oil. Rice bran stabilization has been achieved using refrigeration or low-temperature storage [16], chemical methods to reduce pH [17], and heating [18]. As inadequate refrigeration facilities and expensive chemicals hinder large-scale production, heating is the most promising technique for rice bran stabilization. Various heating technologies have been applied to rice bran, including microwave heating [19], ohmic heating [20], hot air radio frequency drying [21], infrared radiation heating [22], extrusion [23], drying using superheated steam in a fluidized moving bed [24], subcritical water heating [14], and ethanol vapor and hot air drying [25].
The effects of stabilization on enzymatic inhibition depend on the heating temperature and time [22]. Extrusion and microwave treatments have been shown to be effective on a small scale, whereas infrared heating is effective for up to 90 days [26], which is suitable for industrial-scale production. Compared with infrared heating, hot air drying is less expensive and easier to employ, and autoclaving at 121 °C for 20 min has been found to be effective for 6 months [25]. However, high temperatures can lead to the loss of volatile organic compounds. For example, 2-acetyl-1-pyroline, a natural aroma in jasmine brown rice, was lost after heating at 150 °C for 4 min, which is an effective condition for inhibiting the formation of thiobarbituric acid [27]. As heating can compromise rice bran quality, the application of low temperatures (< 100 °C) for prolonged treatment times could aid in retaining high quality and inhibiting enzymatic activity.
Stabilization can also enhance the oil yield, with a 39% increase observed for ohmic heating [20], the antioxidant activity owing to increased contents of phenolic compounds and flavonoids [28], and the γ-oryzanol content [18]. In addition, hindering oxidation can minimize lipid destruction [17]. Furthermore, increasing both the pretreatment time and temperature can decrease the molecular weight of phospholipids during oxidation, thereby enhancing the extractability of these compounds [29]. However, the effect of stabilization conditions on rice bran oil quality parameters, such as phosphorus concentration and free fatty acid concentration, has not been investigated for rice bran oil extracted with CO2-expanded hexane.
In this study, we investigated the influence of (a) extraction factors, such as temperature and pressure, on the yield, solubility, phosphorus concentration, and free fatty acid concentration of rice bran oil extracted with CO2-expanded hexane, and (b) pretreatment conditions on the yield, solubility, phosphorus concentration, and free fatty acid concentration of rice bran oil extracted with conventional hexane and with CO2-expanded hexane.
Materials and Methods
Chemicals
CO2 (99.5% purity) was obtained from Air Liquide (Tokyo, Japan). Ethanol (99.5% purity), hexane (96% purity), diethyl ether (99.5% purity), potassium hydroxide, and hydrochloric acid (35.0–37.0%) were purchased from FUJIFILM Wako Pure Chemical (Osaka, Japan). A phosphorus ICP-MS standard solution was purchased from AccuStandard (New Haven, CT, USA). Deionized and distilled water produced using water purifying equipment (Purelite PRO-0100, Organo, Tokyo, Japan) were used in all experiments.
Samples and Pretreatment Procedures
Rice bran of the japonica rice variety was collected from a milling factory in Hamamatsu City and stored in a freezer (− 18 °C) at Shizuoka University before pretreatment. The pretreatment procedures used by Kim et al. [25] were slightly modified and adopted. For each pretreatment condition, two batches of approximately 150 g sieved rice bran (500 μm mesh) were each spread in an aluminum rectangular tray at a depth of 0.7 cm. Pretreatment at 100 °C for 0.5, 1, and 3 h, at 90 °C for 1, 3, and 5 h, and at 80 °C for 1, 3, and 5 h was conducted batchwise in a drying oven (VTN 113, Isuzu). Immediately after drying, the treated rice bran was placed in a Ziploc bag before desiccation cooling. Approximately 150 g of rice bran from each pretreatment condition and raw rice bran were stored at room temperature for free fatty acid analysis, which was conducted after 0, 1, 2, 3, 5, 7, and 10 weeks. The remaining pretreated rice bran was frozen (− 18 °C) prior to CO2-expanded hexane extraction.
Determination of Moisture Content in Rice Bran
The moisture content of rice bran was determined in accordance to the method reported by Kim et al. [25]. Briefly, a sample of approximately 10 g of rice bran was dried in hot air oven (VTN 113, Isuzu) at 105 °C for 3 h. The weight changes in the sample were estimated, and the moisture contents were presented on a dry basis.
Conventional Hexane Extraction
Conventional hexane extraction was conducted as described by Pengkumsri et al. [30] with slight modifications. Approximately 10 g of rice bran was placed in a beaker and weighed using an electronic balance. Hexane (~ 100 mL) was added to the beaker, and the mixture was stirred at room temperature for 24 h. Filtration through a Whatman filter paper was used to separate the extracted rice bran oil from spent rice bran. Subsequently, any remaining particulates were removed by vacuum filtration into a preweighed flat-bottomed flask. Hexane was removed by vacuum evaporation at 45 °C, 20 rpm, and 335–270 hPa for approximately 40 min. The flat-bottomed flask containing the oil was weighed, and the oil yield was calculated using Eq. 1:
CO2-Expanded Hexane Extraction
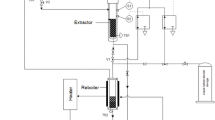
Detailed descriptions of the extraction apparatus (Fig. 1) and rice bran oil extraction procedures with CO2-expanded hexane have been provided in our previous studies [7, 8]. To improve the mixing efficiency of solvents, one of the column inline mixers of length 5.0 cm and diameter 0.8 cm packed with dixon packing (6) was replaced with a micro static mixer made by GL Sciences (Torrance, USA). Approximately 50 g of sieved rice bran (500 μm mesh) was charged into an extractor column with an inner diameter of 30 mm and length of 230 mm (9). CO2 (1) and hexane (3) were pumped into the extractor column using PU-1586 model high-pressure plunger pumps (2) made by JASCO (Tokyo, Japan) with set flow rates to obtain the required experimental mole fraction. For temperature studies at 20, 25, and 30 °C, the CO2 mole fraction was 0.76–0.94, and the pressure was 5.0–5.2 MPa. For pressure studies at 4.2–7.0 MPa, the CO2 mole fraction was 0.86–0.89, and the temperature was 25 °C. Pretreated rice bran was extracted using a CO2 mole fraction of 0.88 at 5.1 MPa and 25 °C. The extraction pressure was set using a back pressure regulator (13) maintained at 81 °C using a heating mantle (14) and a bypass line (8) when valves V3 and V4 were open. Inline mixers (6) provided a homogenous CO2-expanded hexane extractant. The extractant mixture was stabilized for 30 min before initiating the extraction process by opening valves V5 and V6 while closing valves V3 and V4. During the extraction process, samples were collected at 2, 4, 6, 8, 10, 30, 60, 90, 120, and 150 min, and the corresponding readings were recorded using a hexane meter (4) and gas meter (18). The collected samples were placed in preweighed flat-bottomed flasks and vacuum evaporated at 45 °C, 20 rpm, and 335–270 hPa for approximately 40 min. The flat-bottomed flask containing the oil was weighed. The amounts of oil extracted at each time were summed to obtain the total amount of oil extracted and the yield.

Experimental setup for CO2-expanded hexane extraction of rice bran oil
Determination of Phosphorus Concentration in Rice Bran Oil
The phosphorus concentration in rice bran oil was determined as per the method reported by Okajima et al. [7]. Briefly, a beaker was weighed using an electric balance before and after the addition of 250 μL of rice bran oil to determine the mass (g) of the added oil. The sample was then combusted at 450 °C for 3 h. Approximately 20 mL of 1 mol/L HCl was added to the ashes remaining in the beaker, and the solution was stirred at 20 rpm for 16 h. Then, the solution was placed in a 50 mL volumetric flask, which was filled to the mark with distilled water before vacuum filtration. The filtrate was analyzed by inductively coupled plasma atomic emission spectrometry (ICP-AES, Optima 2100 DV). A calibration curve was constructed using an 8 wt% HCl solution as a blank and 0.1, 1, and 5 ppm phosphorus standards in 8 wt% HCl. The concentration (mg/L) determined from the observed ICP-AES intensity was used to calculate the actual phosphorus concentration as 1 ppm equals to 1 mg/kg in the rice bran oil sample using Eq. 2:
Free Fatty Acid Analysis
The free fatty acid concentration was determined using the KOH neutralization titration method [7]. Approximately 500 μL of rice bran oil was placed in a 25 mL flat bottomed flask on an electric balance for weighing (W). After filling to the mark using a mixture of ethanol and diethyl ether (1:2, v/v), the solution was vigorously shaken. Then, 5 mL of the solution was transferred to a 50 mL beaker, which was filled to the mark with the ethanol/diethyl ether solution. Four drops of phenolphthalein indicator were added, and the solution was titrated against 0.015 mol/mL KOH using an automatic potentiometric titrator (AQUACOUNTER COM-300A). The free fatty acid concentration was estimated using Eq. 3:
where N is the KOH concentration in mL/L, V is the average titer volume of KOH in mL, W is the weight of analyzed oil in g, and 276.4 g/mol is the average molecular weight of a free fatty acid mixture composed of 39% oleic acid, 33% linoleic acid, and 17% palmitic acid [8].
Statistical Analysis
Statistical analysis of one-way ANOVA with Tukey pairwise comparisons of randomized pressure, and CO2 mole fractions at every extraction temperature using Minitab 17.0 and regression analysis using MS Excel 2019 were performed. The values presented are averages of triplicate measurements from individual extraction experiments.
Results and Discussion
Effect of Temperature on the Rice Bran Oil Extraction Parameters: Oil Yield and Oil Solubility
Rice bran oil was extracted at 20, 25, and 30 °C to investigate the impact of temperature on oil yield. The final oil yield increased slightly with increasing temperature (Fig. 2a). At 20 °C, the oil yields were 0.213–0.245 g-oil/g-sample with an average of 0.233 g-oil/g-sample; at 25 °C, the oil yields were 0.237–0.251 g-oil/g-sample with an average of 0.243 g-oil/g-sample; and at 30 °C, the oil yields were 0.243–0.254 g-oil/g-sample with an average of 0.250 g-oil/g-sample. Over the 10 °C increment, the change in the rice bran oil yield was significant (p < 0.05), whereas the effect was insignificant over the 5 °C increment. Pengkumsri et al. [30] registered 4.04–5.80% yield of rice bran oil extracted by cold pressing at < 60 °C with pronounced increase of oil yields by 44% for hot pressed rice bran oil at 100 °C. Moreover, supercritical fluid afforded a 12.89% oil yield using 1 h extraction time, which was lower (< 10%) than that obtained using hexane extraction. In contrast, Tomita et al. [6] reported an oil yield of 0.214 g-oil/g-sample using supercritical CO2 extraction for 3 h at 30 MPa and 40 °C. However, this yield increased by 13% when the temperature was increased from 40 to 80 °C. The current study presents a trend similar to that reported in the literature, in that an increment of 10 °C increases the oil yield by 7%. Based on the literature and our study, we concluded that the oil yield obtained using pressing, supercritical CO2, and CO2-expanded liquid extraction techniques depend on extraction temperature and time. The average final oil yield of 0.233–0.250 g-oil/g-sample obtained in this study is similar to that reported in our previous studies [7, 8]; this observation suggests that complete oil wash-out from rice bran can be achieved using CO2-expanded hexane extraction at ambient temperature.

Temperature dependence of a rice bran oil yield and b oil solubility in the pressure range of 5.0–5.2 MPa
The slope of the oil extraction curve (oil yield vs. solvent consumption) at initial extraction time represents the oil solubility [6]. The oil solubility was determined for rice bran oil extracted at 20, 25, and 30 °C (Fig. 2b). The oil solubility decreased linearly with increasing CO2 mole fraction at all temperatures, with values in the range of 0.0760–0.0143, 0.120–0.0118, and 0.082–0.0399 g-oil/g-solvent at 20, 25, and 30 °C, respectively. The observed decrease in oil solubility is attributed to the liquid hexane expansivity caused by the increased CO2 mole fraction, which reduced the dissolution power of the resultant CO2-expanded hexane. A similar oil solubility trend was found in our previous study on oil solubility behavior in two-phase regions at 25 °C [8].
When the CO2 mole fraction was constant, the oil solubility improved significantly when the temperature increased from 20 to 30 °C (Fig. 2b). For instance, at a CO2 mole fraction of 0.88, the oil solubility at 20 °C (0.029 g-oil/g-solvent) increased by 93% and 186% upon increasing the temperature by 5 and 10 °C, respectively. Similarly, at a CO2 mole fraction of 0.92, the oil solubility at 20 °C (0.014 g-oil/g-solvent) increased by 90% and 200% upon increasing the temperature by 5 and 10 °C, respectively. A similar increment trend was reported by Tomita et al. [6] for rice bran oil solubility; at 40 MPa, when the supercritical CO2 extraction temperature was increased from 40 °C (0.015 g-oil/g-solvent) to 80 °C (0.017 g-oil/g-solvent), the rice bran oil solubility increased. Such pronounced increases in oil solubility are associated with an increase in mass transfer, as increasing the molecular kinetic energy of the extractant results in increased diffusivity into the rice bran matrices. These findings suggest that the extraction time for rice bran oil at 20 °C and a CO2 mole fraction of 0.92 (300 min) could be reduced by 65% by increasing the extraction temperature to 30 °C.
Effect of Temperature on Oil Quality: Phosphorus and Free Fatty Acid Contents
The rice bran oil quality was determined in terms of phosphorus concentration and free fatty acid concentration. The oil with > 10 ppm of phosphorus is regarded as impure [EN 14214], as it may contain high amounts of phospholipids. During engine ignition, the phospholipids are oxidized into oxides, which block engine nozzles [7]. Moreover, rice bran oil with > 10 wt% free fatty acids may corrode storage containers and engine parts [15]. Therefore, this study focused on establishing conditions for oil extraction with both < 10 ppm phosphorus and < 10 wt% free fatty acid concentration.
The amount of phosphorus in rice bran oil extracted with CO2-expanded hexane was investigated at 20, 25, and 30 °C (Fig. 3a). At 20 °C, the amount of phosphorus first decreased from 106.8 ppm at a CO2 mole fraction of 0.76 to 9.8 ppm at a CO2 mole fraction of 0.82 and then varied between 9.8 and 3.7 ppm at higher CO2 mole fractions, which is below the 10 ppm limit for biofuel set in European standard (EN 14,214). At 25 °C, the amount of phosphorus decreased from 142.1 ppm at a CO2 mole fraction of 0.82 to 9.1 ppm at a CO2 mole fraction of 0.87 and then varied between 5.0 and 9.1 ppm at higher CO2 mole fractions. At 30 °C, the phosphorus concentration decreased from 145.3 ppm at a CO2 mole fraction of 0.88 to 6.2 ppm at a CO2 mole fraction of 0.92 and then to 2.4 ppm at a CO2 mole fraction of 0.92. The decrease in phosphorus concentration is attributed to the increase in CO2 mole fraction, which reduces the solvation power of hexane for polar lipids such as phospholipids. Similar behavior has previously been observed at 25 °C [8].

Temperature dependence of the oil quality a phosphorus concentration and b free fatty acid concentration on pressure range of 5.0–5.2 MPa
In addition, increasing the temperature from 20 to 30 °C enhanced the phosphorus concentration in rice bran oil. At a CO2 mole fraction of 0.82, the phosphorus concentration sharply increased from 9.8 ppm at 20 °C to 142.1 ppm at 25 °C. A similar increase from 5.4 ppm at 25 °C to 45.6 ppm at 30 °C was observed at a CO2 mole fraction of 0.91. At a CO2 mole fraction of 0.92, the phosphorus concentrations in the rice bran oils extracted at all three temperatures were below the European standard (Fig. 3a). Thus, the optimum CO2 mole fraction for the extraction of rice bran oil with a low phosphorus content depended on temperature, with CO2 mole fractions of 0.82, 0.87, and 0.92 at 20, 25, and 30 °C, respectively, giving phosphorus concentrations of 9.8, 9.1, and 6.2 ppm, respectively.
Contrarily, the amount of free fatty acids in rice bran oil depends on the initial free fatty acid concentration in the rice bran, storage conditions, and storage time. To avoid discrepancies caused by such factors, the same frozen sample was used for all experiments. Conventional hexane extraction gave a free fatty acid content of 6.64 wt%, as shown by dashed line in Fig. 3b. The average free fatty acid concentrations in rice bran oil extracted by CO2-expanded hexane under various conditions were in the range of 5.69–5.89 wt%. However, the CO2 mole fraction (0.82–0.94) and extraction temperature (20, 25, and 30 °C) had no significant effect on the amount of free fatty acid in rice bran oil.
The fact that free fatty acid content was 14.31 wt% lower in the rice bran oil extracted with CO2-expanded hexane was due to the dilution effect. The amounts of free fatty acids extracted using hexane and CO2-expanded hexane were the same but the amount of oil extracted using CO2-expanded hexane was larger, resulting in a lower free fatty acid concentration in the rice bran oil extracted with CO2-expanded hexane. Similarly, rice bran oil extracted using CO2-expanded hexane has previously been reported to contain 17 wt% less free fatty acids than that produced using conventional hexane extraction [8].
Effect of Pressure on Rice Bran Oil Yield, Solubility, and Oil Quality
Rice bran oil extraction using CO2-expanded hexane was also investigated at varying pressure (4.2–7 MPa) (Fig. 4a). Within the investigated pressure range, there was no significant (p < 0.05) change in oil yield (0.2390–0.2548 g-oil/g-sample, with an average of 0.247 g-oil/g-sample). The observed variation of 2.35% in rice bran oil yield was within acceptable experimental error. Notably, the oil yield for CO2-expanded hexane extraction was higher than that obtained using the conventional extraction method (20.2%). Thus, CO2-expanded hexane shows potential for extracting almost all the oil from rice bran (~ 20–25%) [7].

Effect of pressure on a rice bran oil yield and solubility and b phosphorus and free fatty acid concentrations extracted at CO2 mole fractions of 0.86–0.89 and 25 °C; CXH, CO2-expanded hexane; VLE, vapor–liquid equilibrium line; V-L, vapor–liquid; L, liquid
The oil solubility was found to decrease significantly (p < 0.05) from 0.120 to 0.042 g-oil/g-solvent upon increasing the pressure from 4.2 to 7.0 MPa (Fig. 4a). In particular, a drastic decrease in oil solubility was observed below 5.0 MPa. This phenomenon is associated with the expansion of liquid hexane by added CO2, which reduces the solvation power by decreasing the density in the vapor–liquid phase. The slight decrease in oil solubility upon increasing the pressure from 5 to 7 MPa in the liquid phase could be due to added CO2 change to dense fluid. Consequently, the density of liquid hexane decreased slightly owing to the small expansivity. The small expansivity would result in a small decrease in solvation.
Furthermore, the extraction pressure was found to influence the phosphorus concentration (Fig. 4b). The phosphorus content was 132.6 ppm at 4.2 MPa, decreased significantly to 9.1 ppm at 5.0 MPa, and remained below 10 ppm above 5.0 MPa. Thus, the rice bran oil samples extracted with CO2-expanded hexane at pressures of ≥ 5.0 MPa complied with the European standard for biodiesel of 10 ppm. The combination of the high CO2 mole fraction (0.86–0.89) and a pressure of ≥ 5.0 MPa promotes the extraction of high-quality rice bran oil due to reduced lipid solvation. Moreover, the phosphorus concentration and oil solubility showed similar behavior, as both depended on the solvation power, which varied with solvent density.
Finally, the free fatty acid content in rice bran oil extracted with CO2-expanded hexane did not depend significantly (p < 0.05) on the extraction pressure (Fig. 4b). The concentration of free fatty acids in rice bran oil extracted at pressures of 4.2–7.0 MPa ranged from 8.01 to 8.94 wt%. This behavior is due to free fatty acids being small molecules, which could be dissolved in CO2-expanded hexane regardless of the extraction pressure.
Effect of Pretreatment Conditions on Rice Bran Moisture Content, Oil Yield, Solubility, and Oil Quality
Dependence of Rice Bran Moisture Content on Pretreatment Conditions
Raw rice bran had a moisture content of 11.76%, whereas rice bran samples pretreated under various conditions had reduced moisture contents of 0.90–4.91% (Table 1). Similarly, rice bran has been previously reported to contain 11.16% and > 4.29% moisture before and after pretreatment, respectively [21]. At the same pretreatment temperature, significant differences in moisture content were obtained from 1 to 3 h (p < 0.05). However, at longer pretreatment times (3 and 5 h), there were no significant differences in the rice bran moisture content (0.90–1.46%). Furthermore, the difference between pretreatment at 80 °C for 1 h and 100 °C for 0.5 h was statistically insignificant, highlighting that treatment with a high temperature for a short time can be used to effectively reduce the treatment time. For 10 weeks of storage, the optimum pretreatment conditions were found to be 100 °C for 1 h.
The moisture contents of the rice bran sample were found to return to the equilibrium moisture content after 10 weeks of storage, despite being stored in Ziploc bags, which may be due to the moisture permeability of Ziploc bags, as reported in a recent study [21]. These findings suggest that under the optimum pretreatment conditions, lipase inactivation is only effective for 10 weeks of storage at room temperature.
Dependence of Rice Bran Oil Yield and Solubility on Moisture Content
Conventional hexane extraction from pretreated and untreated rice bran gave oil yields of 0.200–0.209 g-oil/g-sample (Table 1), which is consistent with the literature value of 0.203 g-oil/g-sample for raw rice bran [7]. At the same treatment temperature, the oil yield increased slightly (0–4.5%) upon prolonging the treatment time to 5 h. The oil yield increased insignificantly (p < 0.05) with decreasing moisture content. It was hypothesized that the amount of oil extracted from rice bran depends on the interaction between the extractant and the oil within the rice bran matrix, as the presence of water in the matrix can hinder direct contact and thus reduce the oil yield. However, the current findings indicate that water interference was negligible.
The oil yield for pretreated rice bran samples extracted with CO2-expanded hexane at a CO2 mole fraction of 0.88, 5.1 MPa, and 25 °C [8] ranged from 0.232 to 0.252 g-oil/g-sample, corresponding to a 4.5–15.9% increase compared with raw rice bran extracted with CO2-expanded hexane (Table 1). However, neither pretreatment time nor temperature had a significant effect on the oil yield. In addition, reducing the moisture content had no clear effect on enhancing the oil yield. A similar finding was reported for rice bran extracted with CO2-expanded hexane, with the oil yield ranging from 0.247 to 0.253 g-oil/g-sample [7].
The solubility of rice bran oil extracted at 25 °C, 5.1 MPa, and a CO2 mole fraction of 0.88 increased slightly from 0.047 to 0.050 g-oil/g-solvent as the moisture content decreased from 11.76 to 0.9 wt% (Table 1). The difference in oil solubility for pretreated rice bran (0.048–0.050 g-oil/g-solvent) and untreated rice bran (0.047 g-oil/g-solvent) was statistically insignificant (p < 0.05). The slight increment in the oil solubility from pretreated rice bran is associated with the increased destruction of the phospholipid membranes encapsulating the oil during moisture reduction. Cell membrane destruction under prolonged heating can provide a high surface area for extractant contact through thermoporation. Nevertheless, the insignificant change in oil solubility is consistent with the negligible change in oil yield with temperature and CO2 mole fraction.
Effect of Pretreatment on Phosphorus Concentration
Phosphorus is an oil impurity that exists in the form of phospholipids. With conventional hexane extraction, the phosphorus concentration in rice bran oil increased with the reduction in rice bran moisture content (Table 1). The raw rice bran with a moisture content of 11.76 wt% produced an oil with 175.3 ppm of phosphorus, whereas reducing the moisture content to 4.91 wt%, 3.41 wt%, and 0.9 wt% resulted in increased phosphorus contents of 227.5, 325.2, and 373.9 ppm, respectively. The increase in phosphorus concentration is associated with the decomposition of large phospholipid molecules in rice bran during prolonged heating. Shorter phospholipid molecules can be easily extracted with shorter solvent molecules, such as hexane.
In contrast, the phosphorus content of rice bran oil extracted using CO2-expanded hexane remained below the European standard of < 10 ppm at all moisture contents (2.5–7.0 ppm) (Table 1). This phenomenon is attributed to the affinity of CO2-expanded hexane for neutral lipids over polar lipids [7]. Therefore, it is advantageous to use CO2-expanded hexane extraction than conventional hexane extraction to produce impurity-free rice bran oil from pretreated rice bran.
Effect of Pretreatment on Free Fatty Acid Concentration
The free fatty acid concentration in rice bran increased significantly (p < 0.05) from 7.76 to 41.04 wt% after 10 weeks of storage at room temperature (24.3–27.7 °C) (Fig. 5). The initial free fatty acid content in the pretreated rice bran samples was 7.46–8.20 wt%. Slight variations in the free fatty acid contents with storage time were observed under all pretreatment conditions. The rice bran samples treated at 100 °C for 0.5 h and at 80 °C for 1 h both exceeded the limit of 10 wt% free fatty acids within 5 weeks of storage, as did the sample treated at 90 °C for 1 h after 7 weeks of storage and the samples treated at 90 °C for 3 h, at 80 °C for 3 h, and at 80 °C for 5 h after 10 weeks of storage. Three treatment conditions were found to effectively inactivate lipase enzymes for 10 weeks, namely, 100 °C for 1 h, 100 °C for 3 h, and 90 °C for 5 h, which gave free fatty acid contents of 9.77 wt%, 9.87 wt%, and 9.41 wt%, respectively. These findings are consistent with the results of a previous study, which showed that hot air drying at 100 °C for 1 h effectively prevented free fatty acid formation for 24 weeks of storage [25].

Dependence of free fatty acid content on pretreatment conditions during storage time at room temperature (24.3–27.7 °C)
Selection of Pretreatment Conditions by Free Fatty Acid Formation Kinetics
The correlation between lipid deterioration and moisture content was analyzed using a zero-order kinetic model proposed for low-moisture food matrices [21]. Linear regression was used to establish the rate constants and corresponding standard errors at each pretreatment condition. A polynomial relationship between rate constants for free fatty acid formation and the moisture content was observed KFFA (wt%/week) = − 0.0018MC3 + 0.0629MC2 − 0.257MC + 0.4178, r2 = 0.9983, where KFFA is the rate constant of free fatty acid formation and MC is the moisture content (Fig. 6). A significant decrease in KFFA was observed as the moisture content was reduced, which can be associated with a decrease in molecular interactions between lipids and water as drying reduces the water concentration because water is critical for free fatty acid formation [25]. Similar trends were reported upon reducing the moisture in rice bran from 11.12 to 3.07% [21] and in rough rice from 41 to 29% by infrared treatment coupled with incubation at 60 °C for 1–5 h [22].

Free fatty acid formation kinetics in pretreated rice bran; KFFA: rate constant of free fatty acid formation (wt%/week) and MC: moisture content (wt%)
The kinetic model can aid the selection of optimal pretreatment conditions to avoid disrupting the oxygen-protective monolayer of water formed during heating. The disruption of this layer occurs at low free fatty acid formation rates and below threshold moisture content [21] due to over drying. The layer disruption facilitates the lipid auto-oxidation reaction leading to lipid rancidity. According to the results of this study, the threshold moisture content of 3.41 wt% for lipase activity suppression was obtained by pretreatment at 100 °C for 1 h. It has been reported that each food matrix has a minimum moisture content to avoid overheating, and that of rice bran has been suggested to be at least 4.29 wt% [21]. Therefore, the optimum pretreatment conditions of 100 °C for 1 h offer a low free fatty acid formation rate, which can be maintained below 10 wt% for 10 weeks of storage while preventing the rice bran from over drying.
Conclusions
High-quality rice bran oil was successfully extracted using CO2-expanded hexane at ambient temperature without refining. The extraction process can be carried at any geographical room temperature between 20 and 30 °C and at any pressure between 5.0 and 7.0 MPa during industrial applications. The optimum CO2 mole fraction for extracting rice bran oil with < 10 ppm phosphorus concentration depends on the temperature. Moreover, to inhibit lipase activity, the optimum pretreatment condition of 100 °C for 1 h has been established. Furthermore, the pretreatment conditions do not adversely affect the quality of rice bran oil. Further investigations should focus on the production of edible bio-oils by CO2-expanded liquid extraction using less toxic solvents.
Data Availability
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
FAOSTAT (2019) Supply utilization accounts: production quantity. Food and Agriculture Organization of the United Nations. https://www.fao.org/faostat/en/#data/SCL. Accessed 15 March 2022
Begum A, Sarma J, Borah P, Bhuyan PM, Saikia R, Ahmed TH, Karki S, Dowarah JR, Gupta P, Khanna RR, Rai L, Lalhmangaihzuali J, Gosqami A, Chowdhury P (2015) Microwave (MW) energy in enzyme deactivation: stabilization of rice bran from few widely consumed indigenous rice cultivars (Oryza sativa L.) from Eastern Himalayan Range. Curr Nutr Food Sci 11(3):240–245. https://doi.org/10.2174/1573401311666150521233113
Rafe A, Sadeghian A, Hoseini-Yazdi SZ (2017) Physicochemical, functional, and nutritional characteristics of stabilized rice bran form tarom cultivar. Food Sci Nutr 5(3):407–414. https://doi.org/10.1002/fsn3.407
Abaide ER, Tres MV, Zabot GL, Mazutti MA (2019) Reasons for processing of rice coproducts: reality and expectations. Biomass Bioenergy 120:240–256. https://doi.org/10.1016/j.biombioe.2018.11.032
Krishna AGG, Khatoon S, Shiela PM, Sarmandal CV, Indira TN, Mishra A (2001) Effect of refining of crude rice bran oil on the retention of oryzanol in the refined oil. J Am Oil Chem Soc 78(2):127–131. https://doi.org/10.1007/s11746-001-0232-0
Tomita K, Machmudah S, Wahyudiono FR, Kanda H, Quitain AT, Sasaki M, Goto M (2014) Extraction of rice bran oil by supercritical carbon dioxide and solubility consideration. Sep Purif Technol 125:319–325. https://doi.org/10.1016/j.seppur.2014.02.008
Okajima I, Ly LTT, Yi KC, Sako T (2021) Phosphorus-free oil extraction from rice bran using CO2-expanded hexane. Chem Eng Process 166:108502. https://doi.org/10.1016/j.cep.2021.108502
Okajima I, Ito K, Aoki Y, Kong CY, Sako T (2022) Extraction of rice bran oil using CO2-expanded hexane in the two-phase region. Energies 15(7):2594. https://doi.org/10.3390/en15072594
Paudel A, Jessop MJ, Stubbins SH, Champagne P, Jessop PG (2015) Extraction of lipids from microalgae using CO2-expanded methanol and liquid CO2. Bioresour Technol 184:286–290. https://doi.org/10.1016/j.biortech.2014.11.111
Yang YH, Klinthong W, Tan CS (2015) Optimization of continuous lipid extraction from Chlorella vulgaris by CO2-expanded methanol for biodiesel production. Bioresour Technol 198:550–556. https://doi.org/10.1016/j.biortech.2015.09.076
Wang HC, Klinthong W, Yang YH, Tan CS (2015) Continuous extraction of lipids from Schizochytrium sp. by CO2-expanded ethanol. Bioresour Technol 189:162–168. https://doi.org/10.1016/j.biortech.2015.04.011
Li PL, Li HN, Jing KJ, David A, Lin JR, Deng G (2019) Evaluation of lipid extraction from microalgae based on different phase regions of CO2-expanded ethanol. Chem Eng Process 138:1–6. https://doi.org/10.1016/j.cep.2019.02.011
Junka N, Wongs-Aree C, Rattanamechaiskul C (2018) Optimal drying and storage conditions for purple rice based on expected high quality. J Food Process Preserv 42(2):e13502. https://doi.org/10.1111/jfpp.13502
Manickavasagan A, Santhakumar C, Venkatachalapathy N (2017) Brown rice. Springer Cham. https://doi.org/10.1007/978-3-319-59011-0
Chakraborty S, Giri SS, Mondal K, Bhagat AN, Dutta M (2021) Generation of free fatty acid during lockdown and its effect on the corrosion in rolling emulsion tank. Eng Failure Anal 129:105685. https://doi.org/10.1016/j.engfailanal.2021.105685
Amarasinghe BMWPK, Kumarasiri MPM, Gangodavilage NC (2009) Effect of method of stabilization on aqueous extraction of rice bran oil. Food Bioprod Process 87(2):108–114. https://doi.org/10.1016/j.fbp.2008.08.002
Gopinger E, Ziegler V, Catalan AAS, Krabbe EL, Elias MC, Xavier EG (2015) Whole rice bran stabilization using a short chain organic acid mixture. J Stored Prod Res 61:108–113. https://doi.org/10.1016/j.jspr.2015.01.003
Thanonkaew A, Wongyai S, McClements DJ, Decker EA (2012) Effect of stabilization of rice bran by domestic heating on mechanical extraction yield, quality, and antioxidant properties of cold-pressed rice bran oil (Oryza saltiva L.). LWT - Food Sci Technol 48(2):231–236. https://doi.org/10.1016/j.lwt.2012.03.018
Patil SS, Kar A, Mohapatra D (2016) Stabilization of rice bran using microwave: process optimization and storage studies. Food Bioprod Process 99:204–211. https://doi.org/10.1016/j.fbp.2016.05.002
Lakkakula NR, Lima M, Walker T (2004) Rice bran stabilization and rice bran oil extraction using ohmic heating. Bioresour Technol 92(2):157–161. https://doi.org/10.1016/j.biortech.2003.08.010
Ling B, Lyng JG, Wang S (2018) Effects of hot air-assisted radio frequency heating on enzyme inactivation, lipid stability and product quality of rice bran. LWT - Food Sci Technol 91:453–459. https://doi.org/10.1016/j.lwt.2018.01.084
Wang T, Khir R, Pan Z, Yuan Q (2017) Simultaneous rough rice drying and rice bran stabilization using infrared radiation heating. LWT - Food Sci Technol 78:281–288. https://doi.org/10.1016/j.lwt.2016.12.041
Rafe A, Sadeghian A (2017) Stabilization of Tarom and Domesiah cultivars rice bran: physicochemical, functional and nutritional properties. J Cereal Sci 74:64–71. https://doi.org/10.1016/j.jcs.2017.01.019
Rodchuajeen K, Niamnuy C, Charunuch C, Soponronnarit S, Devahastin S (2016) Stabilization of rice bran via different moving-bed drying methods. Drying Technol 34(15):1854–1867. https://doi.org/10.1080/07373937.2016.1236345
Kim SM, Chung HJ, Lim ST (2014) Effect of various heat treatments on rancidity and some bioactive compounds of rice bran. J Cereal Sci 60(1):243–248. https://doi.org/10.1016/j.jcs.2014.04.001
Yilmaz N (2016) Middle infrared stabilization of individual rice bran milling fractions. Food Chem 190:179–185. https://doi.org/10.1016/j.foodchem.2015.05.094
Junka N, Rattanamechaiskul C, Wongs-Aree C, Soponronnarit S (2021) Drying and mathematical modelling for the decelerated rancidity of treated jasmine brown rice using different drying media. J Food Eng 289:110165. https://doi.org/10.1016/j.jfoodeng.2020.110165
Liu YQ, Strappe P, Zhou ZK, Blanchard C (2019) Impact on the nutritional attributes of rice bran following various stabilization procedures. Crit Rev Food Sci Nutr 59(15):2458–2466. https://doi.org/10.1080/10408398.2018.1455638
Zhou L, Le Grandois J, Marchioni E, Zhao M, Ennahar S, Bindler F (2010) Improvement of total lipid and glycerophospholipid recoveries from various food matrices using pressurized liquid extraction. J Agric Food Chem 58(18):9912–9917. https://doi.org/10.1021/jf101992j
Pengkumsri N, Chaiyasut C, Sivamaruthi BS, Saenjum C, Sirilun S, Peerajan S, Suwannalert P, Sirisattha S, Chaiyasut K, Kesika P (2015) The influence of extraction methods on composition and antioxidant properties of rice bran oil. Food Sci Technol 35(3):493–501. https://doi.org/10.1590/1678-457X.6730
Acknowledgements
The authors thank Junko Nagata and Naoko Nishio from Shizuoka University for experimental assistance.
Funding
The authors acknowledge financial support from the Science and Technology Research Partnership for Sustainable Development Program (SATREPS) of the Japan Science and Technology Agency (JST)-Japan International Cooperation Agency (JICA) (grant number JPMJSA1804) and the Ministry of Education, Culture, Sports, Science and Technology (MEXT)-Japan.
Author information
Authors and Affiliations
Contributions
All authors contributed to conceptualization and design. Material preparation, data collection, and analysis were performed by Mathayo Gervas Mathias, Kaichi Ito, Idzumi Okajima, and Takeshi Sako. The first draft of the manuscript was written by Mathayo Gervas Mathias, and all authors reviewed and edited previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing Interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Mathias, M.G., Okajima, I., Ito, K. et al. Influence of Extraction and Pretreatment Conditions on the Yield, Solubility, and Quality of Rice Bran Oil Extracted with CO2-Expanded Hexane. Bioenerg. Res. 16, 1695–1705 (2023). https://doi.org/10.1007/s12155-022-10542-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12155-022-10542-x