
Abstract
Food and Agriculture Organization of the United Nations (FAO) estimates that food, beverage, and tobacco sector is currently responsible for about 30% of total world energy consumption and approximately the same percentage of food is wasted during its industrial transformation. Improving the sustainability of food processing is fundamental to reduce the environmental impact of this sector as well as to lower the disposal cost of industrial waste. The objective of this work is to propose an efficient and technically feasible solution for the management and energy recovery of residual biomasses and industrial processing by-products, such as sewage sludge produced by industrial wastewater treatment. The above solution is developed for a real frozen food factory operating in Lazio region (Italy) introducing a sewage sludge dryer and a gasifier to produce syngas. The software Aspen Plus is adopted to numerically simulate the gasification process, using a literature validated model, while the dryer and the already present combined heat and power (CHP) plant are dynamically modelled in TRNSYS environment. The results demonstrate that the proposed solution is feasible and attractive from both an environmental and an economic perspective. The Simple Pay Back of the investment is less than 3 years, while the Net Present Value stands at about 2.4 M€. Furthermore, the CO2 proposed system allows to save 179 t of equivalent CO2 emissions compared to the current system.
Similar content being viewed by others

Explore related subjects
Find the latest articles, discoveries, and news in related topics.Avoid common mistakes on your manuscript.
Introduction
In the global energy challenge, food, beverage, and tobacco sectors will play a key role. Indeed, total worldwide energy demand is estimated to be around 200 EJ per year, of which a 45% corresponds to processing and distribution activities (Ladha-Sabur et al., 2019). Greenhouse gas emissions related to this sector amount to about 10 Gt of CO2 equivalent per year, which is about one fifth of total emissions. It has to be considered that the demand for food will increase substantially in the next decades due to population growth. Consequently, the energy demand of the food sector is expected to increase as well (Monforti-Ferrario et al., 2015).
In the assessment of the environmental impact of food production systems, the significant share of fossil fuels in the total energy consumption has to be taken into account: the highest share is represented by petroleum products, whereas renewables account for less than 10% (Bajan et al., 2021). Due to the recent increase of cost of petroleum fuels and the decrease of that of electricity from renewables observed during the last decade, it is expected that the share of renewables in food processing systems will increase in the next future (Sulich & Sołoducho-Pelc, 2021).
The food industry sector is characterized by the use of different processes that involve a variable demand of electrical and thermal energy, depending on the type of product. The specific energy consumption associated with 1 kg of food ranges between a minimum of 0.01 MJ/kg and 66 MJ/kg, depending on the characteristics of the finished product (Ladha-Sabur et al., 2019). In order to reduce such a demand, increasing the energy efficiency of current processes is fundamental. Some examples are programmed maintenance; improvement of energy efficiency in steam systems (Chowdhury et al., 2018); recovery of waste heat for the generation of electricity and refrigeration (Jouhara et al., 2018); use of heat pumps, absorption chillers, and combined heat and power systems (Compton et al., 2018); and implementation of robotics and automation (Duong et al., 2020). Another strategy to increase the sustainability of industrial processes, especially in the food sector, is represented by the recovery of by-products and/or waste streams through biological or thermochemical processes. Considering biological treatments, anaerobic digestion is an attractive process that can be used to convert biomass into biogas, a mixture of 50–70% CH4, 30–50% CO2, and 1–5% H2 (Francesco Calise et al., 2021). Biogas can be directly converted to heat and electricity or upgraded to biomethane (Calise et al., 2023a, b, c) . This may contribute to self-supply of energy demand for food industry reducing at the same time issues faced with historic waste stream disposal (Rowan et al., 2022).
Compared to biological processes, thermochemical treatments, such as pyrolysis and gasification, are considered to be more efficient from an energy point of view, especially for valorization of by-products and reduction of waste in food industry (Murugesan et al., 2022).
Biomass is converted through pyrolysis process in an inert atmosphere into char, gaseous, and liquids (Zhang et al., 2023). Solid and gas products can be used as fuels in heat and power generation systems, whereas liquid products, also called bio-oil, can be upgraded to be employed as fuels, chemicals, or in the production of advanced materials (Liu et al., 2022).
Biomass gasification converts an organic substrate in a gas/vapor phase and a solid phase through a partial oxidation process. The process can be carried out by using air, oxygen, steam, or CO2 as gasifying agents. The gaseous product of the process, usually called syngas, is mainly composed of CO, H2, N2, CO2, and some hydrocarbons and due to its lower heating value, it can be used as a fuel for power generation (Karthikeyan et al., 2020) or upgraded to biomethane (Paniagua et al., 2022). Moreover, using steam as gasifying agent with the possible integration of catalysts, allows the hydrogen-rich syngas production (Yang et al., 2023). The solid product of gasification process, called char, consists of the organic unconverted fraction and the inert material present in the treated biomass. It can be used in different ways, i.e., as a fuel, as soil amendment, or adsorbent material for removing heavy metals and organic pollutants (Pelaez-Samaniego et al., 2022).
Biomass gasification presents several advantages compared to conventional combustion processes: easier management, lower environmental impact (Carotenuto et al., 2022), reduced heat loss and excess air movement into exhaust gases, lower cost of exhausts cleaning process (Faizan & Song, 2023).
All thermo-chemical processes, including gasification, require a preliminary thermal drying step to reduce the initial high moisture content and increase thermal efficiency of the process (Ramos et al., 2022). Beyond the reduction of moisture content, thermal drying allows achieving the stability and eliminating microbiological contamination of organic matter. However, it is highly energy demanding, thus the use of waste heat, where available, or renewable energy sources is recommended (Battaglia et al., 2022).
As mentioned above, energy recovery of industrial organic by-products is very attractive in terms of economic savings and environmental benefits. In this context, some examples of gasification systems used for valorization of food industry by-products and waste streams are available, i.e.:
-
A 400 kWe gasification plant in Northern Italy fed by agriculture waste, biomass forestry, and food industry waste (Molino et al., 2016).
-
A facility in Prosser, Washington, where the feasibility of gasifying grape pomace and using the produced syngas to reduce by 40%, the use of fossil fuels for industrial drying has been demonstrated (Roos, 2010).
Considering the high energy demand as well as the problems related to the management and disposal of by-products and waste streams of industrial processes, this work aims at:
-
Proposing an innovative, efficient, and sustainable solution for the management and energy valorization of industrial by-products, such as sewage sludge produced by industrial wastewater treatment, focusing on the food sector
-
Analyzing the dynamic system behavior considering electrical and thermal energy demand profiles as well as sewage sludge production of a real user
-
Demonstrating the economic and environmental feasibility of the proposed system
As a real case study, a food company producing frozen food located in Central Italy is considered. The analysis is carried out by developing a dynamic energy model of the proposed system. The current layout is also modelled to be used as reference system. Based on the results of the energy model, some economic and environmental indicators are determined to assess the feasibility of the proposed system compared to the reference one. The reference and the proposed systems as well as the numerical models are described in the “Methods and case study” section. The main energy, economic, and environmental results are illustrated and discussed in the “Results” section, whereas the “Conclusions” section presents the conclusions of the work.
Methods and case study
Reference and proposed systems
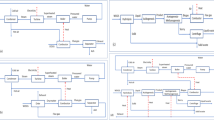
The layout of the system analyzed in this work is pictured in Fig. 1, where the current plant is enclosed in the dashed rectangle. The additional components, which convert the reference into the proposed system, are the drying and gasification systems.

Layout of the reference (grey dashed rectangle) and proposed system
The current plant is served by a trigeneration plant (combined cooling, heat and power, CCHP) characterized by a gas turbine (GT), a Heat Recovery Steam Generator (HRSG) and an ECOonomizer (ECO). The gas turbine is connected in parallel to the national electricity grid, in such way that any excess is sold to the grid. On the other hand, any electricity integration is purchased from the grid while an auxiliary steam generator provides the thermal power not recoverable from the CHP plant. Electricity is used for powering production machines, lighting systems, producing compressed air, cooling system, water extraction and distribution, and wastewater treatment system. The steam produced by the HRSG is used in air handling units for space heating, in the production departments (ovens) and as energy input for an absorption chiller. The electric and thermal energy demands are identified in the scheme of the plant as “USER.” All the parameters used in the numerical simulations as well as the characteristics of the thermodynamic system, coming from private communications and data-sheet analysis of the real plant, can be found in Table 1. The existing plant represents the starting point as well as the reference system of the present work. The hourly electricity and processes thermal loads, derived from data measured on site, are pictured in Figs. 2 and 3. The trends depict a drop in the demand between 5000 and 6000 h (due to summer holidays) and the last week of the year (for Christmas holidays). The average electricity demand and its standard deviation stand at 4.3 MW and 1.7 MW, respectively. The nominal electrical power of the gas turbine is 5.5 MW allowing the user to meet about 90% of the electricity demand. Similarly, the thermal demand is characterized by a yearly average value of about 5.7 MW and 1.7 MW as standard deviation. These numbers, along with the contemporaneity of the loads, justify the size of the gas turbine.

Total electricity demand (measured)

Total thermal demand (measured)
As already mentioned, thermal drying and gasification are proposed for energy recovery of the sludge produced by the user in the so-called proposed system. The drying plant includes a sludge belt dryer (SBD), a scrubber (SR), an exhaust gas air treatment system, a steam/drying air heat exchanger (SC), an auxiliary boiler (DSBaux), and three fans (V1, V2, and V3). The SBD operates on the principle of forced convection, whereby the sludge comes into direct contact with the heating source (hot air), causing the water contained in the sludge to evaporate. The mechanically dehydrated sludge feeds directly the dryer.
A distribution/extrusion system is used to shape the sludge and distribute it evenly over the entire width of the upper belt, enabling subsequent transportation inside the drying tunnel. The air is heated to the required process temperature by utilizing the thermal waste generated by the trigeneration system and a steam condenser (SC). However, an in-line burner (DSBaux) supplies the necessary thermal input when the trigeneration system cannot produce enough thermal power.
The process air goes through a vertical condensation column (SR), a vertical cylindrical column scrubber equipped with water spray nozzles working against the process air’s flow. The scrubber removes impurities from the air. The washing water, along with the condensed water, is extracted from the scrubber’s bottom and recirculated to the wastewater plant. Most of the air recirculates while another portion is sucked by a fan (V2) in a dedicated deodorization section. It consists of an acid/base treatment column and a biofiltration section with vegetable peat. An additional fan (V3) is provided to inject clean air into the recirculation current upstream of the heat exchanger.
The final products are dust-free granules/pellets, suitable to be used in the fixed bed gasifier (FBG). Once the syngas leaves the gasifier, it goes through a cyclonic inertial system to separate the dusts. Furthermore, the high-temperature energy content of the syngas is used to preheat the gasifying agent (air).
The syngas leaving the treatment system is sent to the combustion chamber of the turbine and mixed with natural gas in such a way that the syngas primary energy never exceeds 1% of GT total primary power. In case the TG is turned off, the syngas is burned in a torch.
The CCHP plant and the drying section have been dynamically simulated in TRNSYS environment, while the gasifier has been modelled by means of Aspen Plus®. The two models are interconnected since the syngas production, which is an output of the gasification model developed in ASPEN Plus, is used as an input for the turbine, simulated through TRNSYS. In the first case, native types and calculators have been used, while an already validated model (Carotenuto et al., 2023) has been considered for the gasification process.
The monthly averaged sludge (in t) produced by the industrial processes can be read in Table 2. In the current situation (reference system), the sludge is landfilled.
Considering the available data, the average production is 229 t, the standard deviation is 107 t, whereas the standard error, dependent on the standard deviation and the number of the available data, is 30.8 t. As for the electrical and thermal energy demand, the variability of sludge production depends on the plant operation. Moreover, it has to be taken into account that due to the current management practice, the sludge is not weighted at regular intervals, but only when it is delivered to the transportation company to be landfilled. Obviously, this practice affects monthly data provided by the user.
The chemical composition of the sludge is shown in terms of proximate and ultimate analysis in Table 3. The experimental characterization of the chemical composition of the sludge was conducted at an external research laboratory, as specified in acknowledgments.
The simulation model
As already mentioned, the dynamic simulation of the entire system, except for the gasification process, is carried out in TRNSYS environment. Most of physical components are modelled using native types. A list of the main types adopted in this article can be found in Table 4. More details about the used types can be found into the TRNSYS user guide, while their use was adopted in many references such as Calise et al. (2022) and Chu et al. (2023).
The drying process is instead implemented in a calculator to solve the total mass and energy balance. For further detail see ref. Di Fraia et al. (2019).
The following control strategy has been implemented to set the dynamic model up. The gas turbine meets the electric demand if the electrical power is greater than 4.5 MW; otherwise, the CCHP system works at fixed point providing 4.5 MW. This strategy has been chosen to avoid significantly lowering the electrical efficiency of the gas turbine.
Moreover, if the thermal load of the system \(({P}_{t,load})\), which is the sum of the heat required by the “USER” and heat needed for the drying process \({P}_{t,SC}\), is less than the maximum thermal power that can be produced by the HRSG, the damper of diverter D1 is set to the difference between the load and the total demand. Practically, the D1 diverter damper will be positioned to direct only the necessary exhaust gas flow to the HRSG in order to meet the thermal load of the user, while the remaining flow will be directed to the chimney, thereby dissipating a portion of the recoverable thermal power. On the other hand, if \({P}_{t,load}>{P}_{t,max,CHP}\), the diverter D1 will be closed sending the total exhaust flow rate to the HRSG. Assuming the priority is given to meet the thermal processes demand (“USER”), the diverter D3 has to split accordingly the steam produced in the HRSG. Thus, if the thermal power required by the user is greater than that produced by the CCHP, D3 will send all the steam to the user, the auxiliary boiler is switched on and the diverter D2 is set to produce thermal power (to be integrated) for the processes. At the same time, the auxiliary drying air burner has to guarantee that the desiccant goes into the dryer at the design temperature \({T}_{set,desiccant air}\). Vice-versa, if \({P}_{t,proc}<{P}_{t,CHP}\), the diverter D2 is closed (as well as the auxiliary boiler for thermal processes) and temperature control of the steam condenser regulates the ignition of the auxiliary desiccant air burner. This burner will be turned on only if the air temperature is less than the above-mentioned design temperature. The diverter D4 allows syngas flowing into the gas turbine if this is working; otherwise, the syngas will be directly burnt.
Regarding the control strategy on flow rates, it must be specified that the sludge flow-rate entering the dryer has been considered varying monthly. As the flow rate of sludge varies, the flow rate of desiccant air also varies (\({\dot{m}}_{air,SBD,in}\)) to guarantee a specific solids content of the sludge at the exit of the dryer. The system monitors the air flow that affects the fan V1. If \({\dot{m}}_{V1}>{\dot{m}}_{air,SBD,in}\), then the air flow going to the deodorization section is \({\dot{m}}_{V2}= {\dot{m}}_{V1}-{\dot{m}}_{air,SBD,in}+0.20 {\dot{m}}_{V1}\). In the other case, if \({\dot{m}}_{V1}<{\dot{m}}_{air,SBD,in}\), \({\dot{m}}_{V2}=0.20 {\dot{m}}_{V1}\). The clean air flow rate to be introduced into the system can be obtained from the mass balance equation:
To simulate gasification process, a numerical model developed through the software Aspen Plus and validated against experimental data in another work (Carotenuto et al., 2023) is employed. Different blocks included in the Aspen Plus library are integrated to simulate the process. After drying, the sludge is processed into:
-
A decomposition reactor, used to simulate drying and decomposition phases. The sludge is decomposed into its component elements (C, H, N, O), water, and ash, based on the proximate and ultimate analysis implemented through an external subroutine. Such a decomposition makes the stream suitable to be fed to the following reactors.
-
A burner, where combustion of char to supply energy for the gasification reaction is simulated.
-
The gasification reactor where the gasification reactions are simulated.
Moreover, the model is developed including the following:
-
A block to separate three sub-streams, one containing the carbon participating in gasification reactions, hydrogen, nitrogen, oxygen, and water, another which is the fraction of carbon combusted in the burner and the inert ash.
-
A heat stream that connects the decomposition and gasification reactors to account for the difference in enthalpy between the original stream and the decomposed one.
-
A heat stream that connects the burner and the gasification reactors to supply a part of heat needed by the gasifier to reach gasification temperature.
Due to the short residence time of gases in the reactor, the gasification process does not reach chemical equilibrium directly. To better simulate the non-equilibrium conditions observed in real gasifiers, a modified equilibrium model is implemented for sludge gasification. This modified equilibrium model, proposed in ref. Abdelrahim et al. (2020), involves specifying a temperature that represents the difference between the chemical equilibrium temperature and the actual reactor temperature. Essentially, the reaction equilibrium is adjusted to better mimic the non-equilibrium conditions of real gasifiers by shifting towards the reagents or products.
Details on the Aspen Plus components used to develop the model as well as the gasification reactions can be found in ref. Carotenuto et al. (2023).
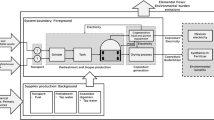
A very essential block diagram to highlight the links and energy flows between the TRNSYS model and the gasifier model in Aspen Plus is pictured in Fig. 4. More specifically, the upper part of the picture regards the already existing plant, while the bottom part shows the additional components proposed in the new scenario. So, only the additional energy and mass flows are drawn. The food waste (under the form of sludge) produced by the industry is dried and the remaining fraction is gasified to produce syngas that is mixed with the natural gas to power the gas turbine. The grey background indicates the components dynamically modelled in TRNSYS while the only gasifier (with a monthly frequency compared the hourly one in TRNSYS) is simulated in Aspen Plus. As the models are reasonably assumed to be only one way coupled, the Aspen results represent an input condition in the TRNSYS model.

Compact block diagram of the simulation setup, with emphasis on the new introduced components
The energy, economic, and environmental models
Energy model
Being the CCHP plant not modified in the reference system, both systems, if the auxiliary electricity consumptions of drying and gasifier are neglected (around 1% of the current demand), have the same amount of electricity self-consumed \(({E}_{e,CHP})\) and purchased from the grid \(({E}_{e,int})\). In terms of thermal energy, as the priority of the heat produced by the CCHP is given to the “USER,” the primary energy consumption coming from thermal energy integration is still the same. The only differences rely on the primary energy due to the sludge disposal from the factory to the landfill site \((P{E}_{slud,disp})\) and the eventual heat integration when the CCHP thermal power is not enough to meet the dryer thermal demand. Furthermore, the syngas production contributes to decrease the primary energy (\(P{E}_{syn}\)) due to natural gas consumption in powering the trigeneration system. In formulas, the primary energy for both systems can be written as follows.
In order to evaluate the term \(P{E}_{slud,disp}\), the following empirical formula—depending on the distance \({L}_{landfill}\) between the plant and landfill (450 km), the diesel truck capacity \({Q}_{truck}\) (24 t), its consumption \({Z}_{truck}\) (set to 0.25 l/km (Italian Ministry of Infrastructures and Transport 2022)) and the Low Heating Value of diesel (11.5 kWh/l (Luque et al., 2016))—is adopted. The truck has been assumed to always work at full load.
The meaning of the other symbols can be found in the nomenclature table.
Economic model
The feasibility of the proposed system is analyzed through some economic indicators commonly used to assess energy systems, such as the cash flow (CSF), the Simple Pay Back (SPB) and the Net Present Value (Calise et al., 2023a, b, c). The yearly economic savings depends on the quantity of syngas produced by the gasifier, the amount of natural gas consumed by the auxiliary boiler for the dryer, the cost of ash \({c}_{ash,disp}\) and disposal sludge \({c}_{slud,disp}\) (set to 55 and 200 €/tons, respectively), as well as the yearly revenues coming from the “high efficiency energy certificates” (R). The cost of sludge disposal represents an avoided cost and represents the main advantage of the proposed solution because only the disposal cost of ashes is required. The maintenance cost \({C}_{main}\) is assumed to be 2% (Calise et al., 2023a, b, c) of the total investment \({I}_{0}\). The cash flow CSF can be determined as follows:
Once the CFS and the total investment \({I}_{0}\) are known, the SPB and the NPV can be calculated as follows:
where \(AF\) is the annuity factor depending on the discount rate, fixed at 5% (Chang et al., 2019).
Environmental model
The amount of equivalent CO2 avoided is calculated considering the natural gas saving, the avoided emissions coming from sludge transportation, and the additional quantity related to the auxiliary boiler for the dryer. The amount of equivalent CO2 yearly produced by the reference and proposed system as well their difference is determined as, respectively:
where \({Q}_{truck}\) and \({Z}_{truck}\) are the load capacity and the truck diesel consumption per km. Natural gas and diesel emission factor have been considered equal to 0.20 kg/kWh and 2.64 kg/l (Emission Factors Ipcc n.d.).
Results
Energy analysis
Figure 5 depicts the monthly electricity flow trend. It is worth noting that the electric load reaches its peak (4262 MWh) during summer, which is most likely caused by the high temperatures. This leads to the electric chillers working at full capacity to produce cooling energy for food refrigeration cells. As expected, the trend of the electricity produced by CCHP plant is similar to that one of the electric loads. It can be noted that CCHP electricity is often higher than the demand due to the turbine’s control strategy. Moreover, turbine production peaks in October, which is different from what was expected based on the electrical load. This is because the gas turbine electricity production is not only affected by thermal demand but also by external weather conditions. The colder the air entering the turbine, the greater its electrical efficiency, and therefore its production.

Monthly electricity results
Figure 6 illustrates the monthly thermal load required by the factory, which is mainly driven by the thermal demand of the production and drying processes. As seen, the thermal load has a relatively constant trend, ranging from 4000 to 5000 MWh per month, except for August when the factory is closed. The thermal CCHP production satisfies most of the thermal load of the factory, while the remaining parts are fulfilled by two auxiliary boilers (SBaux) serving the production process and the drying process (DSBaux), respectively. As a result of the control strategy, the auxiliary boiler serving the production processes operates less than the one serving the drying process.

Monthly thermal energy results
Overall, the annual energy results are summarized in Table 5. From a thermal energy perspective, the CCHP system is able to satisfy almost the entire thermal load. In fact, 96.8% of the frozen food industry’s thermal load is satisfied by the CCHP plant. Furthermore, if the two thermal loads are separated, it can be noted that the CCHP satisfies 97.5% of the thermal load due to the production process and 81.9% of the thermal load required by the drying process. The remaining rates are provided by the two auxiliary boilers. Comparing the maximum heat output capacity of the CCHP (64.1 GWh) to the actual thermal energy self-consumed by the user (including the drying process, 50.3 GWh) (CCHP, thermal energy self-consumed), only 21% of the heat rate that can be produced by the recovery boiler and the economizer is dissipated. From a performance perspective, the system demonstrates an electrical efficiency of 30% and a thermal efficiency of 36.7%, resulting in a yearly-averaged total efficiency of 66.7%. In Fig. 7, the depicted monthly efficiency trend illustrates the correlation between the efficiency of the CHP and the thermal and electrical load in the given case study. It is noteworthy that the CHP efficiency fluctuates within the range of 58 to 71%, with peaks primarily influenced by the thermal load rather than the electrical load. This graph clarifies that the performance of the CHP system is significantly contingent upon the thermal demand of the industrial process.

Monthly electric, thermal demands and global CHP efficiency
Analyzing the drying and gasification process, it can be observed that 1955 t of sludge (characterized by an inlet humidity of 85% on average) are treated in the drying plant to produce 326 t of dried sludge with a residual humidity of 10%. The dried sludge is gasified, resulting in an output of 512 t per year of syngas with a Low Heating Value of 2.4 kWh/kg. The syngas is then mixed with natural gas as fuel for powering the gas turbine. This leads to primary energy saving of approximately 1%, where primary energy of the reference and proposed systems are calculated according to Eqs. (1) and (2). The obtained primary energy saving may appear low. However, focusing on the proposed system, whose main additional components are the dryer and the gasifier, it is worth noticing that the energy recoverable from syngas would allow to self-supply the entire sludge treatment. More in detail, the electrical and thermal energy demand of this proposed system are approximately 52% and 88% of the electrical and thermal energy recoverable from the syngas, by considering the average electrical and thermal efficiencies illustrated above.
Economic analysis
From an economic perspective, the total cost of the proposed system is the sum of the drying plant, the gasifier and other additional costs to integrate the already existing CCHP system with the new components. It can be seen from Table 6 that the major saving (calculated using the Eq. (5)) in the proposed system is the reduction in sludge disposal costs, accounting for 85% of the total value. The return investment period, calculated according to the Eq. (6), shows a SPB less than 3 years. Furthermore, assuming a lifespan of 10 years, an annuity factor equal to 7.7 years, the Net Present Value and Profitability Index stand at 2457 k€ and 2.32, respectively. They demonstrate that the proposed solution is highly recommended from an economic point of view.
A sensitivity analysis is also carried out in order to show how the economic indices vary with respect to the main variables characterizing the proposed system: the natural gas charge and the disposal cost of the sludge. It is apparent that a higher cost makes the investment still more attractive as the SPB goes from approximately 4 to less than 2 years if the disposal cost of sludge changes from 100 to 250 €/t, as shown in Fig. 8. On the other hand, an increase in the natural gas price negatively affects the viability indices as some heat for drying the sludge has to be integrated (Fig. 9). However, given the numbers in the previous energy analysis, this quantity is small in percentage. This explains the reason why the variation of SPB (and NPV) against the natural gas charge is less pronounced compared to the previous case.

Sensitivity analysis on SPN, CFS, and NPV by varying the disposal cost of sludge

Sensitivity analysis on SPN, CFS, and NPV by varying the cost of natural gas
Environmental analysis
The proposed system is appealing also from an environmental perspective because allows to save 179 t of equivalent CO2 compared to the reference system. The calculation has been performed by using Eq. (10). Like the energy analysis, replacing the numerical values shown in Table 5 and in the “Methods and case study” section in Eqs. (8) and (9), it results that percentage reduction is approximately 1%. The reason behind such an apparent low value, as well as for energy analysis, lies in the fact that the present work:
-
Considers two systems (reference and proposed ones) that are not characterized by the same thermal demand mostly due to the presence of the thermal dryer
-
Does not consider, at the energy and environmental levels, the entire lifecycle of sludge but only the transportation from the factory to the landfill
Conclusions
This work aims at proposing an innovative, efficient, and sustainable solution for the management and energy valorization of industrial processing by-products, such as sewage sludge produced by industrial wastewater treatment, focusing on the food sector. The proposed system is analyzed for a real case study, a food company that produces frozen food in Central Italy, through a dynamic model based on data collected at the plant. The analysis carried out highlights that the proposed system is economically and environmentally feasible:
-
Energy recovery of wastewater sludge produced by the industrial process allows significantly reduce the economic and environmental costs of sludge disposal. The high economic saving due to the avoided sludge disposal makes the system economically convenient with a simple payback lower than 3 years and a Net Present Value higher than 2 M€. Reducing the by-products to be disposed also decreases the environmental impact of the system, pointing out the importance of using waste stream, where available, on a local basis.
-
Including drying to reduce the moisture content of wastewater sludge increases the thermal and consequently the global efficiency of the plant since waste heat is employed for drying process.
Moreover, the work underlines the importance of dynamic analysis to assess the energy performance of industrial users. Taking into account the variability of loads and climatic conditions allows to develop a representative model of real operating conditions and to identify strategies to mitigate the inefficiencies of the system.
As future developments of the work, the energy efficiency of the analyzed case study will be further increased by improving waste heat recovery, i.e., by implementing an Organic Rankine Cycle or studying alternative strategies to manage the residual biomass such as an anaerobic digestor plant to produce biogas. Moreover, the environmental impact of the proposed system will be assessed through a lifecycle analysis.
Data availability
Additional data will be available on request.
Abbreviations
- AF:
-
Annuity factor
- c :
-
Specific cost, €/t
- C :
-
Yearly cost, €/year
- CCHP:
-
Combined cooling, heat and power
- CO2 :
-
Carbon dioxide emissions
- CSF:
-
Yearly cash flow, k€/year
- DSBaux :
-
Auxiliary burner
- E :
-
Energy, kWh
- ECO:
-
Economizer
- F :
-
Emission factor, kg CO2,eq/kWh-kg CO2,eq/l
- FBG:
-
Fixed bed gasifier
- HRSG:
-
Heat Recovery Steam Generator
- I 0 :
-
Total investment costs, k€
- j :
-
Specific cost, €/Sm3
- \({L}_{landfill}\) :
-
Distance between the plant and the landfill, km
- LHV:
-
Lower heating value, kWh/kg-kWh/Sm3
- m :
-
Mass flow rate, t/year
- NPV:
-
Net Present Value, k€
- P :
-
Power, kW
- PE:
-
Primary energy, GWh
- Q truck :
-
Truck load capacity, t
- R :
-
Revenue, k€/year
- SC:
-
Steam condenser
- SPB:
-
Simple Payback, year
- SBD:
-
Belt dryer
- SR:
-
Scrubber
- T :
-
Temperature, °C
- Z truck :
-
Truck diesel consumption, l/km
- η :
-
Efficiency
- air,SBD,in:
-
Air entering the belt dryer
- ash:
-
Ash
- ash,disp:
-
Ash disposal
- av:
-
Avoided
- CHP:
-
Combined heat and power
- DSBaux:
-
In-line burner
- e :
-
Electrical
- diesel:
-
Diesel
- in:
-
Inlet
- int:
-
Integration from the grid
- landfill:
-
Landfill
- load:
-
Load
- Maint:
-
Maintenance
- NG:
-
Natural gas
- proc:
-
Process
- PS:
-
Proposed system
- ref.:
-
Reference
- RS:
-
Reference system
- S,SBD,in:
-
Sludge entering the belt dryer
- SBauX:
-
Auxiliary boilers
- set,desiccant air:
-
Design temperature of desiccant flow
- slud,disp:
-
Sludge disposal
- syn:
-
Syngas
- t :
-
Thermal
- truck:
-
Truck
- V1:
-
Fan for recirculation
- V2:
-
Fan for deodorization section
- V3:
-
Fan for clean air
References
Abdelrahim, A., et al. (2020). “Experimental and numerical investigation of biosolid gasification: Equilibrium-based modeling with emphasis on the effects of different pretreatment methods. Industrial & Engineering Chemistry Research, 59(1), 299–307.
Bajan, B., Łukasiewicz, J., & Mrówczyńska-Kamińska, A. (2021). Energy consumption and its structures in food production systems of the Visegrad Group countries compared with Eu-15 countries. Energies, 14(13), 3945.
Battaglia, V., Massarotti, N., & Vanoli, L. (2022). Urban regeneration plans: Bridging the gap between planning and design energy districts. Energy, 254, 124239.
Calise, F., et al. (2021). “A review of the state of the art of biomethane production: Recent advancements and integration of renewable energies. Energies, 14, 4895.
Calise, F., Cappiello, F. L., Cimmino, L., & Vicidomini, M. (2022). Dynamic simulation modelling of reversible solid oxide fuel cells for energy storage purpose. Energy, 260(August), 124893.
Calise, F., Cappiello, F. L., Cimmino, L., Dentice, M., et al. (2023). Dynamic analysis and investigation of the thermal transient effects in a CSTR reactor producing biogas ☆. Energy, 263(PE), 126010.
Calise, F., Cappiello, F. L., Cimmino, L., Napolitano, M., et al. (2023). Dynamic simulation and thermoeconomic analysis of a novel hybrid solar system for biomethane production by the organic fraction of municipal wastes. Energies, 16(6), 2716.
Calise, F., Cappiello, F. L., Cimmino, L., d’Accadia, M. D., et al. (2023). Integration of photovoltaic panels and solar collectors into a plant producing biomethane for the transport sector: Dynamic simulation and case study. Heliyon, 9(4), e14681.
Carotenuto, A., Simona Di Fraia, M., & Vanoli, L. (2022). Comparison of combustion and gasification for energy recovery from residual woody biomass. Journal Homepage, 40(4), 888–994. https://www.iieta.org/journals/ijht/paper/10.18280/ijht.400404
Carotenuto, A., et al. (2023). Predictive modeling for energy recovery from sewage sludge gasification. Energy, 263, 125838.
Chang, C. T., et al. (2019). Thermo-economic analyses of a Taiwanese combined CHP system fuelled with syngas from rice husk gasification. Energy, 167, 766–780.
Chowdhury, J. I., et al. (2018). Reducing industrial energy demand in the UK: A review of energy efficiency technologies and energy saving potential in selected sectors. Renewable and Sustainable Energy Reviews, 94, 1153–1178.
Chu, S., Zhang, H., & Chen, H. (2023). Energy, exergy, energy-saving, economic and environmental analysis of a micro-gas turbine-pv/t combined cooling, heating and power (CCHP) system under different operation strategies: Transient simulation. Energy Conversion and Management, 276(November 2022), 116557.
Compton, M., Willis, S., Rezaie, B., & Humes, K. (2018). Food processing industry energy and water consumption in the Pacific Northwest. Innovative Food Science & Emerging Technologies, 47, 371–383.
Duong, Linh N.K. et al. 2020. “A review of robotics and autonomous systems in the food industry: From the supply chains perspective.” Trends in Food Science and Technology 106.
Emission Factors Ipcc. (n.d.). https://www.ipcc-nggip.iges.or.jp/public/2006gl/vol2.html
Faizan, M., & Song, H. (2023). Critical review on catalytic biomass gasification: State-of-art progress, technical challenges, and perspectives in future development. Journal of Cleaner Production, 408, 137224.
Fraia, Di., Simona, A. M., Massarotti, N., & Vanoli, L. (2019). Energy, exergy and economic analysis of a novel geothermal energy system for wastewater and sludge treatment. Energy Conversion and Management, 195, 533–547.
“Italian ministry of infrastructures and transport.” 2022. https://www.mit.gov.it/.
Jouhara, H., et al. (2018). Waste heat recovery technologies and applications. Thermal Science and Engineering Progress, 6, 268.
Karthikeyan, S., Periyasamy, M., & Mahendran, G. (2020). Assessment of engine performance using syngas. In Materials Today: Proceedings, 33, 4142.
Ladha-Sabur, A., Bakalis, S., Fryer, P. J., & Lopez-Quiroga, E. (2019). Mapping energy consumption in food manufacturing. Trends in Food Science & Technology, 86, 270–280.
Liu, P., et al. (2022). Recent advances in mass spectrometric studies on the reaction process of biomass pyrolysis. Fuel Processing Technology, 237, 107473.
Luque, R., Ki Lin, C.S. Wilson, K., Clark, J. (2016) Handbook of biofuels production: Processes and technologies: Second Edition Handbook of Biofuels Production: Processes and Technologies: Second Edition. https://research.aston.ac.uk/en/publications/handbook-of-biofuels-production-processes-and-technologies
Molino, A., Chianese, S., & Musmarra, D. (2016). Biomass gasification technology: The state of the art overview. Journal of Energy Chemistry, 25(1), 10–25.
Monforti-Ferrario, F., et al. (2015). Energy use in the EU food sector: State of play and opportunities for improvement. Publications Office Luxembourg.
Murugesan, P., et al. (2022). Food waste valorisation via gasification – A review on emerging concepts, prospects and challenges. Science of the Total Environment, 851, 157955.
Paniagua, S., Lebrero, R., & Muñoz, R. (2022). Syngas biomethanation: Current state and future perspectives. Bioresource Technology, 358, 127436.
Pelaez-Samaniego, M. R., Mood, S. H., Garcia-Nunez, J., Garcia-Perez, T., Yadama, V., & Garcia-Perez, M. (2022). Biomass carbonization technologies. Sustainable Biochar for Water and Wastewater Treatment, 39–92. https://doi.org/10.1016/B978-0-12-822225-6.00017-8
Ramos, A., Monteiro, E., & Rouboa, A. (2022). Biomass pre-treatment techniques for the production of biofuels using thermal conversion methods – A review. Energy Conversion and Management, 270, 116271.
Roos, C. J. (2010). Clean heat and power using biomass gasification for industrial and agricultural projects. WA, USA: Northwest CHP Application Center Olympia.
Rowan, M., et al. (2022). Anaerobic Co-digestion of food waste and agricultural residues: An overview of feedstock properties and the impact of biochar addition. Digital Chemical Engineering, 4, 100046.
Sulich, A., & Sołoducho-Pelc, L. (2021). Renewable energy producers’ strategies in the Visegrád Group countries. Energies, 14(11), 3048.
Yang, G., et al. (2023). Hydrogen-rich syngas production from biomass gasification using biochar-based nanocatalysts. Bioresource Technology, 379, 129005.
Zhang, Y., et al. (2023). A review of biomass pyrolysis gas: Forming mechanisms, influencing parameters, and product application upgrades. Fuel, 347, 128461.
Acknowledgements
The authors thank Dr. Renata Migliaccio, Dr. Giovanna Ruoppolo, and Dr. Massimo Urciuolo from “Istituto di Scienze e Tecnologie per l’Energia e la Mobilità Sostenibili, Consiglio Nazionale delle Ricerche,” for the physical-chemical characterization of the sludge.
Funding
Open access funding provided by Università Parthenope di Napoli within the CRUI-CARE Agreement. This work is partially supported by the Ricerca di Sistema Elettrico (Grant number: I67H21006960003 and Project Name: FENICS “Fanghi, Energia e scarti iNdustrialI per economia Circolare e Sostenibilità”).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Di Fraia, S., Di Meglio, A., Massarotti, N. et al. Energy recovery and waste valorization in a frozen food processing facility: a case study from Lazio, Italy. Energy Efficiency 17, 13 (2024). https://doi.org/10.1007/s12053-024-10193-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12053-024-10193-1