
Abstract
The aeronautical industry relies on high-performance equipment that demands materials with exceptional engineering attributes, such as the Ti6Al4V alloy. However, the complexity of the parts used in these applications presents challenges related to stack-up tolerances during assembly. Therefore, conventional machining processes are not economically viable due to their two-step nature solution (machining and surface treatment) and their inability to achieve the required accuracy level, particularly given the alloy’s hard-to-cut nature. In this matter, wire electric discharge machining (WEDM) emerges as an attractive alternative for fabricating complex geometries. This research focuses on evaluating the potential of the WEDM process for machining micro-complex profiles. A comprehensive range of process parameters, including servo voltage (Vs), pulse on time (Ton), pulse off time (Toff), and wire speed (Ws), are studied using a Taguchi-based design of experiments. The results are analyzed through parametric significance analysis, parametric control analysis, surface morphological analysis using scanning electron microscopy, and modified layer analysis. Additionally, both mono-objective and multi-objective process optimization techniques are employed to achieve superior accuracy and speed. The findings indicate that Ton and Ws have the most significant influence on both cutting speed and spark gap, whereas Vs and Toff play a crucial role in determining the accuracy index. In addition, adequate flushing, reduced wire speed (economically viable), and stability of the spark are recommended to attain a lower spark gap and higher accuracy. The confirmatory experiments show that the optimal parametric conditions of Vs = 60 V, Toff = 30 μs, Ton = 8 μs, and Ws = 6 mm/s provide the highest speed of 3.4 mm/min, minimum spark gap of 0.344 mm, and accuracy index of 98.72%. The findings will contribute to enhancing manufacturing efficiency, precision, and cost-effectiveness in the aeronautical industry, meeting the demand for high-quality components with tight tolerances.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In the aeronautical and biomedical industries, various high-performance application equipment requires parts made up of materials having excellent mechanical properties. Moreover, these parts are assembled with other subassemblies to make up a complete product. These parts are often of complex shapes and require tight tolerances [1]. Therefore, the manufacturability of these parts is gauged under the matrix having dimensional accuracy, quality, and manufacturing time. Considering the required assessment criteria, traditional processes are not desirable because of their complex shape and high accuracy requirements [2]. Therefore, non-traditional processes are employed, which have certain limitations regarding productivity, but they fulfill the other two requirement criteria of quality and accuracy. In the family of non-conventional processes, wire-electric discharge machining (WEDM) is quite popular due to its capabilities for fabricating complex shapes for hard-to-machine materials for various applications [3]. The process is developed to manufacture small to large components ensuring high accuracy and precision under tight tolerances. The process has direct applications in tool and die-making, aerospace, biomedical, automotive, electronics, ship-making and several others [1]. Wire-based electric discharge machining process uses flexible characteristics like no physical contact between tool and workpiece, generation of the residual stress-free surfaces, no cutting pressure and mechanical stress, and the ability to machine hard-to-cut materials [4].
In the electric discharge machining process, a thermoelectric mechanism is employed for material erosion through a series of discharges produced between the conductive wire electrode and workpiece electrode [5]. These discharges take the following phases. (i) Ignition phase; in this phase, the breakdown voltage is attained to ionize the insulating medium. (ii) Plasma phase; as the attained breakdown voltage is of a high limit, this voltage difference creates vapors and bubbles. (iii) Discharge phase; this phase shows the material vaporization and relative movement of cations and anions to their respective electrodes (iv) Ejection phase; plasma channel gets distorted owing to the voltage cut off, the melted material is flushed away, and some portion of melt material is re-deposited on tool and workpiece surface. The temperature produced in the interaction area reaches more than 10,000 °C, which is the source of melting and vaporization of the material. The melted material is flushed away by circulating dielectric fluid in the form of debris [6, 7]. Since the process does not have any physical interaction between the tool and workpiece, the mechanical attributes of the workpiece do not limit the machinability characteristics of the process.
Among various hard-to-cut materials, titanium alloy Ti6Al4V is widely used in aerospace, automotive and gas turbines where superior physical properties are required for performance [8]. One of the examples of the Ti6Al4V in the aerospace industry is shown in Fig. 1 [9]. In the example, the engine fan disk Fig. 1a is forged to produce a near-net shape product but requires post-processing. Therefore, the complex profiles require accurate machining with minimal or no mechanical force involvement to avoid any shape change. The alloy is the first choice in the aero-applications (another example of engine compressor spool as shown in Fig. 1b [9]) because it possesses attractive engineering properties such as temperature resistance, high corrosion resistance, high hardness, superior strength-to-weight ratio and high fatigue strength [10]. Along with the excellent inherent attributes, the alloy shows limited machinability options concerning specific applications. For instance, the mechanical attributes such as toughness and modulus of elasticity of Ti6Al4V make processing challenges and limit process economics [11]. The conventional methods are limited because of the accuracy requirements, complex profiles, and part size. Moreover, the limitation is related to good surface integrity, better grain structure, prolonged tool life, and two-step processing requirement (machining and surface treatment [12].

Therefore, among non-conventional processes, electric discharge machining wire-cut is widely used to overcome the limitations of the size of the part and to achieve precision [13]. In addition, surface modification is required because of the use in aeronautical and medical industries, which makes the part durable. In bio-applications, the TiO2 on the surface extends its use in pigmentation applications and improves mechanical attributes [14]. Because of the inherent hardness and ability of oxides and carbide layer formation during the electric discharge machining process, the machined surface is considered a potential candidate for cell growth, adhesion and viability on implants [15]. Since the process is based on thermo-electrical phenomena where the material is eroded from the tool and workpiece with partial redeposition on the surface as a recast layer, this recast layer contains traces of elements from tool electrodes and dielectric [16]. Through this phenomenon, antibacterial surface treatments with silver and copper are carried out to increase biocompatibility and reduce the impact of several bacteria [17].
The supremacy of the electric discharge machining wire-cut process depends on several variables such as pulse on time, pulse off time, servo voltage, wire speed, wire diameter, dielectric pressure, and others [7, 19]. These parameters significantly affect surface integrity and process efficiency [20]. Therefore, a rich regulation of the process helps improve the surface integrity and fabricates desired shape by significantly controlling quality attributes. Klocke et al. [21] investigated the fatigue life of Ti6Al4V produced through grinding and WEDM. The study showed that WEDM is a superior solution to grinding. However, specific fatigue-related concerns must be addressed to determine the appropriate qualities for biomedical applications.
Furthermore, in the manufacturing industries mentioned above, the dimensional accuracy of complex profiles is vital because of the need to assemble several other parts. Keeping the WEDM process from deviating from the specified contour path is challenging. Kumar et al. [20] investigated the effect of pulse on time, pulse off time, and spark voltage which substantially impacted dimensional variation. In another study, Sonawane and Kulkarni [5] indicated that similar process parameters significantly affected overcut of the workpiece. Werner [22]investigated the curvilinear profile error, which was minimized up to 0.0057 mm to upkeep the accuracy requirements.
Shakeri et al. [23] investigated material removal rate and found that increased wire speed improved material removal rate. The authors optimized cutting parameters using artificial neural networks (ANN) and recommended using a genetic algorithm (GA). Radhakrishnan et al. [24] explored the influence of vibrations to improve cutting efficiency. Rao et al. [25] studied the effect of wire vibration on surface roughness and spark gap when cutting Ti–6Al–4V and established mechanistic models for both. Dwaipayan et al. [26] used response surface methodology to test sintered titanium alloy and used the desirability function approach for spark gap, surface unevenness, overcut, and material removal rate optimization. Ishfaq et al. [27] investigated cutting speed using Taguchi orthogonal L18 array design of experiment. Optimization of parameters was carried out by analysis of variance (ANOVA) and signal-to-noise ratio (S/N). Pulse on time was the most significant factor contributing 42.3% to controlling cutting speed. A general machinability analysis was carried out by Sneha et al. [28] to optimize the process under finishing conditions. The material removal rate, kerf width, and surface quality were optimized through wire speed (Ws), pulse on time, and pulse current. The longer length of current flow at a higher on-time increased kerf width. Nawaz et al. [29] studied die steel machining to achieve higher material removal and surface finish through the Taguchi approach. The optimized parametric settings included 4 µs pulse on time (Ton), 9 µs pulse on time (Toff), 7 m/s wire speed (Ws), and 1A peak current to obtain minimum kerf width. Umanath et al. [30] investigated using a genetic algorithm (GA) for electric discharge machining parametric optimization. Mohinder et al. [31] studied dimensional deviation and revealed that gap voltage, pulse on time and pulse off time are the most significant parameters which majorly control the energy transfer. The mechanism of pulse voltage was investigated to find its supremacy in reducing the spark intensity and frequency by controlling inter-electrode gap. However, there is relatively less research on the machining of complex profiles and dimensional precision of Ti6Al4V. The majority of Ti6Al4V research is focused on examining material removal rate, machined surface roughness, and dimensional features [32].
Sonawane et al. [33] analyzed various electrical and non-electric parameters during machining. The impacts of electrical parameters (pulse on time, pulse off time, servo voltage) and non-electric parameters (cable tension and wire feed rate) were studied. The authors resulted in the prime influence of electrical parameters. They suggested an optimized setting (Ton 110 µs, Toff 55 µs, Vs 20 V, wire tension 2 g, and wire feed rate 5 m/min) to attain a higher cutting speed. Prasad et al. [34] machined Ti6Al4V and used a TOPSIS system based on AHP (Analytical Hierarchy Process) to optimize MRR, dimensional variation, and surface roughness. Farooq et al. [1] analyzed the geometrical accuracy of convex and concave profiles and corner radii. The most critical parameters in controlling overcut in a convex profile were found to be Vs and Toff. The study resulted in a strong influence of discharge energy (minimum through 6 µs and 8 µs pulse on) and erosion on the accuracy of the machined part. Paturi et al. [35] estimated the influence of arc on the duration for cutting speed, which accounted for 27% control of the total. The higher spark duration translated into higher discharge energy, directly proportional to the melting and vaporization of the material. Moreover, the arc off duration was another essential variable in spark gap, accounting for 16.85% control of the total. Through higher off time, an effective flushing mechanism of molten material resulted in a reduction in the redeposition of debris on the surface. Conclusively, to better analyze the processing conditions and optimize the machine parameters, different optimization methods are used as presented in Table 1.
The geometrical inaccuracy of corners was studied by Firouzabadi et al. [42]. Controlling process parameters may reduce errors, but it is unlikely to remove them altogether. However, a multi-planetary EDM technique was applied by focusing on thermally generated inaccuracies to increase dimensional accuracy and work surface quality [43]. Through a multi-planetary approach, micro-application-based machining remained difficult. As a result, obtaining improved precision in complex profiles while machining with WEDM, particularly on titanium alloys, is appealing. Kirwin et al. [37] examined the influence of wire feed on geometric and profile correctness in another study. The impact on corner accuracy was controlled by reducing the wire feed. It was reported that the interaction of wire feed rate with servo voltage significantly improved corner accuracy. However, Abebe et al. [44] resulted in the prime influence by pulse on time (Ton) and pulse off time (Toff) in comparison to wire feed on the spark gap formation on extra low interstitial titanium alloy. The study resulted in a minimal spark gap of 0.356 mm at optimized settings of 3 µs Ton, 10 µs Toff, and 1 m/min wire feed. Altug et al. [45] examined and optimized the kerf width during the machining of Ti6Al4V. The study contributed that pulse time is the most important parameter showing 13% control over cutting.
The existing literature predominantly focuses on the machinability aspects of wire electric discharge machining. However, there is a significant untapped potential for this machining technique in accurately shaping intricate features with small radii, particularly in hard-to-cut materials like the Ti6Al4V titanium alloy. This alloy finds extensive use in advanced applications within the aeronautical and biomedical sectors, where precision is of utmost importance. Surprisingly, there is a lack of comprehensive investigations that determine the superiority of wire electric discharge machining when applied to micro complex profiles that are relevant to these industries. In particular, there is a dearth of research examining the achievement of accuracy on convex and concave features, the formation of spark gaps (which can result in excessive material melting around the wire path), and the cutting speed (based on machining time). These are inherent limitations of the wire electric discharge machining process that have not been thoroughly explored. Furthermore, the influence of essential process parameters such as pulse on time, pulse off time, servo voltage, and wire speed on the machining of micro-profiles with complex features remains largely unexplored. Consequently, there is an urgent need to investigate the potential of wire electric discharge machining as a one-step solution for the aeronautical and biomedical industries, replacing the conventional and economically inefficient two-step options currently employed. Additionally, there is a requirement for an optimized alternative that minimally compromises any of the objectives of the machining process. This research gap necessitates immediate attention to unlock the full capabilities of wire electric discharge machining and facilitate advancements in the aeronautical and biomedical sectors.
2 Materials and methods
2.1 Experimental setup
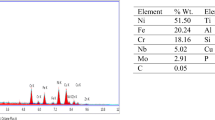
The workpiece titanium alloy Ti6Al4V was considered to carry out experiments. The material has high strength, good corrosion resistance, and excellent engineering properties, which make it the first choice in high-performance applications in aeronautical and biomedical industries. The composition of the alloy is verified through optical spectroscopy and validated against the manufacturer’s sheet. The alloy contains the following elements Al 6.11%, V 4.00%, Fe and O 0.18%, C and N 0.01%, Y 0.005%, and the rest as Ti. The thermophysical properties of the workpiece are listed in Table 2, which are of prime importance during the machining of alloy.
A thorough preliminary experimentation phase was carried out to establish the richness of parametric levels. For preliminary and mature experiments, a sheet of 300 × 100 × 10 mm3 (length × width × thickness) was employed. To create curved profiles, the workpiece was cut using a wire electric discharge machine (WEDM) (Model: CHMER G43S) using de-ionized water as the dielectric. The dielectric fluid used is deionized water with a conductivity of 20 μS/cm. Deionized water is the preferred dielectric fluid for wire electric discharge machining (EDM) due to its environmentally friendly composition, low viscosity and fast heat dissipation rate. While deionized water causes high electrode wear in conventional EDM setups due to stagnant dielectric, this drawback is effectively overcome in wire EDM through the continuous feeding of fresh wire electrode material to the machining zone. Although some studies have reported that oil-based dielectric fluids can be used for wire EDM, they are found to significantly increase operating expenses in comparison to deionized water [46]. Figure 2 depicts the experimental setup, computer-aided design of complex profiles, and machined profiles. The workpiece is thermally eroded in this technique by a succession of discharges generated by a continuous moving wire electrode. Brass wire with a diameter of 0.25 mm was used as a tool electrode. The selected profile accounts for a 1 mm radius, and the process accuracy control is under micro-sized evaluation because of micron dimensional errors.

Machining setup and illustration of the machined profile with its three-dimensional computer-aided design model
2.2 Experimental design
Four input parameters were chosen based on their proven significance in the literature, while the range of selected input parameters has been decided on the base of pilot experiments. A few preliminary experiments have been conducted by varying each parameter over a wide range to understand their effect on responses. This helps narrow down the range of selected input parameters. Pulse on-time (Ton), pulse off-time (Toff), servo voltage (Vs), and wire-speed (Ws) are the parameters, whereas wire tension, flushing pressure, arc on time, and arc off time are constant factors, as shown in Table 3. The impact of input factors on the accuracy index of convex and concave profiles with a designed (nominal) radius of 1 mm is investigated. A 0.125 mm offset was first inserted to cover up the radius of the wire. Each iteration of the mature experiment was done with similar offset settings. The wire offset is then computed with Eq. 1.
Then, to increase the accuracy index of the curved profile, all the experiments were performed with a different wire offset.
A thorough experimentation plan spanning all testing combinations is included in full factorials. On the other hand, fractional factorial, response surface methods, and Taguchi arrays are economically favorable by lowering the number of experiments required. The Taguchi design of experiment (DOE) method was used to investigate curved profiles in this study (convex, concave, corners). The DOE method was chosen because of its simplicity and robustness in evaluating the effect of various parameters on response characteristics. Furthermore, it is a cost-effective systematic strategy that decreases the number of experiments needed to maximize desired outputs [47]. Minitab statistical software version 21.1.0 has been used for the Taguchi design of experiment and analysis of results. Experimentation was carried out using an L27 orthogonal array. Each experiment was repeated three times to ensure reliability and robustness of experimental data, and the results were given as an average. The experimentation was carried out at ambient shop temperatures between 20 and 25 °C. Maintaining a consistent temperature helps achieve repeatable machining results. Low humidity level between 40 and 60% was maintained during WEDM. Higher humidity can cause arcing, reduce dielectric breakdown strength and lead to workpiece contamination. Vibration level < 0.5 μm was attained to prevent relative tool-workpiece motion and achieve dimensional accuracy. Adequate lighting (> 300 lx) is provided for inspection without direct contact on the machining zone to prevent thermal/optical disturbances.
2.3 Response measurement
A coordinate measuring machine with a least count of 1 µm (Model: CHEN WEI CE-450DV) was used to quantify cylindricity errors (undercut, overcut) and, consequently, accuracy index and spark gap. A video camera option was used to take 5 to 10 points on the profile and create the best fit circle for measuring the radius on convex and concave profiles, as the profile is evident in Fig. 2. The deviation was determined using Eq. (2) after the radius of profiles were measured, and the accuracy index was assessed. The spark gap was measured five times at various points, and the average value is reported here. Cutting speed response values were recorded from the wire electric discharge machine's control unit for all the tests. These figures were also confirmed by keeping track of the machining time for each trial separately.
Because of the modest measurements, the profile divergence from the desired geometry is presented in percentages to facilitate further mathematical analysis. Overcut refers to the deviational error produced on a convex profile, whereas undercut refers to the deviational error produced on a concave profile. Both curved profiles had their corner radius examined, and their average was considered an accuracy index. Understanding the machined surface morphology is crucial to assess the surface of machined workpiece. Hence, the impact of various process parameters on the surface topography was investigated using a scanning electron microscope (SEM). SEM analysis allows for high magnification imaging that can reveal details about surface features like recast layers, cracks, crevices and adherence of debris generated on the machined surface due to parametric effects.
3 Results and discussion
The process successfully fabricated the intricated design on the workpiece. The process is limited by its cutting efficiency. However, higher cutting speed is appreciated for the roughing process where the surface integrity is compromised, which is an undesirable objective in the industry. Similarly, the low cutting speed slows down the process, which is not more economical. In addition, dimensional inaccuracy is also linked with the cutting speed. Various factors affect the machining as discussed herein and need careful investigation for economical, precise and accurate machining.
3.1 Process control analysis
3.1.1 Cutting speed
The means analysis is carried out to present the parametric trends against specific responses. The fluid-rich area is at the wire's entry, enhancing the flushing attributes and improving cutting speed. On the other hand, the accumulation of erosion products at the bottom of the workpiece hinders spark generation [47]. Therefore, adequate control over the inter-electrode gap is required, potentially achieved through spark voltage. Higher servo voltage is translated into a more significant discharge waiting time and reduced spark intensity because it determines the gap between the electrode wire and workpiece [27].
The trend analysis in Fig. 3 shows that a 2.6 mm/min cutting speed is obtained at 45 V servo voltage. With the increase in servo voltage 60 V, a ~ 4% decrease in cutting speed (2.5 mm/min) is observed. The decrease is because of a reduction in discharge energy with the increase in spark gap [1]. Higher servo voltage is translated into an extended discharge gap and reduced penetration depth. A further increase of 10 units in servo voltage 70 V resulted in the lowest cutting speed of 2.1 mm/min. Higher servo voltage is considerable in generating a wider discharge gap for effective flushing of debris. However, an unregulated increase in magnitude results in increased discharge waiting time and reduced intensity [48]. The reduced intensity affects the melt pool generation several folds, ultimately compromising the cutting speed. In the current application [27], lower servo voltage is preferred, significantly decreasing the discharge waiting time and enhancing spark intensity (because of poor thermal conductivity 6.7 W/mK). The mechanism resulted in a higher cutting speed than other parametric levels [49].

Parametric effects on cutting speed
The pulse off time is categorized as time with no spark generation. During this interval, the dielectric is de-ionized, and debris is flushed away from the surface [16]. The melt pool is removed from the surface to the erosion product accumulation area. When the pulse off time is less, the spark generated between wire and workpiece is more which will increase the cutting speed. Figure 3 shows a cutting speed of ~ 2.3 mm/min at 20 µs. A further 10 units increase in pulse off time results in an improved cutting speed of 2.5 mm/min at 30 µs. The increase is because of the effective evacuation of debris through a balanced equilibrium between spark generation time (melt generation because of poor thermal conductivity 6.7 W/mK) and the flushing action time. Detailed analysis of flushing attributes, which is in line with the above physical phenomenon, is carried out by Ehsan et al. [47]. However, further continuation to increase pulse off time unstable the process because of debris accumulation and redeposition. The generated debris is not effectively flushed away, and the generated carbon hinders the machining process. At higher values of pulse off time of 40 µs, a decreasing trend of cutting speed (2.4 mm/min) is observed. Conclusive, a balanced approach toward melt generation (because of poor thermal conductivity 6.7 W/mK) and flushing action is required to achieve higher speed which is observed at 30 µs in this case.
Pulse on time is designated as spark generation time in between the wire and workpiece. At 4 µs pulse on time, a significantly low cutting speed of 1.8 mm/min is evident. With the increase in 2 units of pulse on time, cutting speed increased to 2.7 mm/min showing an increase of ~ 50%. The increase in the pulse on time is translated into an increased spark intensity which generates higher discharge energy. This phenomenon causes increased material melting and erosion, which enhances the cutting speed. The melt pool volume (because of poor thermal conductivity 6.7 W/mK) is directly proportional to pulse on time. Therefore, the cutting speed increased significantly. Furthermore, 8 µs yielded 2.8 mm/min by continuing an increasing trend. Therefore, higher pulse values on time are recommended to achieve higher cutting speed, following the physical phenomenon established in the literature [50].
It is evident from Fig. 3 that 6 mm/s wire speed produced the highest cutting speed, 2.9 mm/min, as compared to other parametric levels. The high speed is because of the balanced electrostatic forces, hydraulic activity and thermoelectrical spark stability (a uniformed surface integrity as shown in Fig. 4a). The new entry of the wire enhances the thermal load distribution and provides intense material melting and vaporization (because of poor thermal conductivity 6.7 W/mK) [49]. A further increase in wire speed of 8 mm/s decreased cutting speed by ~ 31% because of the wire deflection originating from unbalanced discharge forces. During the machining action, the contact of wire electrode with workpiece gas bubbles and impulsive forces originate vibrations which drive sparking instability [24]. The high speed of wire is translated into higher consumption of wire spool, which also does not contribute to balancing the thermal loading Fig. 4b. Therefore, higher wire speed levels are not economically favorable and tend to reduce speed because of vibrations and wire lag generated through insufficient melting (higher melting point 1604–1660 °C).

Surface micrographs (a) low discharge energy (b) high discharge energy
3.1.2 Spark gap formation
The spark gap formation is attributed to undesirable melting, which occurs beyond the wire electrode diameter. The wire moves and generates a spark to remove material, but the overcut's limitation constrains the process's effectiveness. Figure 5 indicates the wire path and spark gap measurement methodology. Because of the variations in the profile shape, the spark intensity acts differently and produces overcut.

Micrograph of wire path and spark gap measurement under different parametric settings: (a) Vs = 70V, Ton = 4 µs, Toff = 30 µs, Ws = 6 mm/s and (b) Vs = 70V, Ton = 6 µs, Toff = 30 µs, Ws = 8 mm/s
As evident in Fig. 5, the spark gap increased with the increase in pulse on time. The formation of the gap is directly proportional to the discharge energy. The pulse on time of 4 µs resulted in a 0.355 mm spark gap (Fig. 5a). An increase of 2 units (6 µs) resulted in a ~ 2% increase in spark gap (0.362 mm) as shown in Fig. 5b. The increase is attributed to enhancing spark energy which stimulates material melting (higher melting point 1604–1660 °C) [45]. A further increase in pulse on time showed a slight decrease in spark gap by 0.356 mm. This reduction is linked to achieving a balanced melt generation and removal [29].
The parametric levels of pulse off time from 20 to 30 µs (as evident from the parametric trend in Fig. 6) offered effective flushing attributes to clean the melt from the surface in the form of debris. The balanced pulse off time resulted in a stable discharge energy (because of poor thermal conductivity 6.7 W/mK) formation mechanism which reduced the spark gap from 0.357 to 0.355 mm. A further 10 units increase in pulse off time imbalanced the melting and flushing mechanism and resulted in an increased spark gap of 0.360 mm. Higher pulse off time reduced the back pressure of bubbles from the inter-electrode gap with increased amplitude in wire vibration, which ultimately contributed to increased spark gap [51]. Therefore, a balanced approach is required to match the process dynamics contributing to melting (higher melting point 1604–1660 °C) and removing the unwanted material as shown in Fig. 4a, b.

Parametric effects on spark gap
As shown in Fig. 6, the spark gap is inversely related to the servo voltage [1]. The illustration in Fig. 7 shows that low spark energy from higher servo voltage produced a lower spark gap. A linear decrease in spark gap from 0.260 to 0.355 mm is evident in Fig. 6, which is linked with an increased inter-electrode gap with a broader discharge energy pool (because of poor thermal conductivity 6.7 W/mK). The increase of servo voltage from 45 to 70 V resulted in a ~ 2% decrease in spark gap by providing a balanced flushing and energy transfer provision. The low spark gap is attributed to higher spark density (Fig. 7b) which increases the unbalanced melting and promotes debris accumulation between the inter-electrode gaps. Therefore, higher spark voltage is recommended to achieve a lower spark gap.

Illustration of spark gap formation: a low spark energy and b high spark energy
Figure 6 shows that a lower wire speed of 6 mm/s resulted in a minimum spark gap of 0.346 mm. The lower wire speed (Ws) increases the interface interaction time of the wire electrode with the workpiece, enhancing the spark density and discharge energy. An effective interaction results in adequate melting and minimum spark gap [44]. Moreover, it produces slackness in the wire, preventing unpredictable breakage and making the process more economical [1]. However, with the increase in wire speed to 8 mm/s, fresh wire keeps coming to melting (higher melting point 1604–1660 °C as compared to wire electrode) interface with increased discharge energy (because of poor thermal conductivity 6.7 W/mK), resulting in a 0.367 mm spark gap.
Moreover, increased wire speed results in higher vibration amplitude through the wire lag issue, which increases wire breakage frequency. With the further increase in wire speed to 10 mm/s, a slight decrease in spark gap (0.360 mm) is observed. The illustration (Fig. 7) shows spark gap measurement in curved profiles where overcut and undercut errors reduce the accuracy of curved profiles. At the same time, balanced spark energy results in a uniform spark gap measurement. Therefore, adequate flushing, reduced wire speed (economically viable), and stability of spark are recommended to attain a lower spark gap. Nawaz et al. [29] needed efficient control over discharge energy on DC53 steel machining through the spark gap. The findings of the physical process science are in line with the literature [1].
3.1.3 Accuracy index
The accuracy index comprises the dimensional errors observed during machining convex and concave profiles. Higher servo voltage enhances spark gap, reducing the material's melting (higher melting point 1604–1660 °C as compared to wire electrode) and vaporization (because of poor thermal conductivity 6.7 W/mK). The adequate melting and balanced intensity obtained at higher 70 V results in high accuracy index of ~ 99.4%, as shown in Fig. 8. At a lower servo voltage of 45 V, the accuracy index is 99.1% which is comparatively low as compared 70 V. The reduction is because of the reduced inter-electrode gap, which promoted intense discharge energy. The intense sparking results in an undesired fashion to melt material, potentially generating overcut and undercut. The dimensional deviation results in losing the objective, therefore, the index is reduced. This reduction is because the increase in material removal and the lower gap caused the poor flushing that eroded the extra material from the surface. The measured radius increased with a greater spark gap. Therefore, the dimensional deviation is more prominent, reducing the accuracy index. A further decrease in the accuracy index is recorded at 60 V, resulting in 98.7% accuracy. The reduced accuracy is because of unbalanced energy distribution and mismatched flushing action. However, a gradual increase in servo voltage from 60 to 70 V improved the accuracy index up to 99.4%, which is attributed to effective material removal resulting in a balanced spark gap and control over electrode movement.

Parametric effects of WEDM process on accuracy index
It is evident from Fig. 8 that an increase in pulse off time from 20 to 40 µs resulted in a ~ 99.35% accuracy index. The increase in pulse off time relatively reduces spark generation time compared to flushing time and provides efficient removal of debris from the inter-electrode gap. In addition, less impulsive force reduces the vibrational amplitude of wire electrodes and offers the right balance of melt removal [1]. Therefore, a higher pulse-off time is recommended to upkeep the accuracy requirements during processing.
The lower value pulse on time 4 µs resulted in a ~ 99% accuracy index. At a lower pulse on time, the spark energy per cycle is less, resulting in decreased melting (higher melting point 1604–1660 °C as compared to wire electrode) of the material. The low spark generation time reduces the plasma generation, consequently generating an error in profile for not removing enough material. The complete machined profile is shown in Fig. 7 with different features. The phenomenon of energy penetration to the profile is shown in Fig. 9, where low spark energy shows overcut and undercut. With the increase in 2 units on time, the accuracy index increased to ~ 99.12%. At the higher pulse on time, higher discharge energy generation per cycle impinges the surface and erodes unwanted material. However, a further increase in pulse on time of 8 µs resulted in unbalanced inter-electrode dynamics of melting and flushing, which translated into higher dimensional deviation and error. Therefore, a rich and balanced approach is required to control plasma generation through pulse on time.

Accuracy index measurement: a overcut on convex profile b undercut on concave profile [1] (Copyrights licensed under CC by 4.0)
As evident in Fig. 8, the effect of wire speed in determining the accuracy of machined parts is in a similar range. The higher wire speed causes vibrational amplitude, which affects the spark gap and cutting speed. However, it has a similar effect on the accuracy index. The face of the wire electrode majorly contributes to the volume of plasma generated in the interface. A wire speed of 6 mm/s resulted in a ~ 99.06% accuracy index. With the increase in wire speed from 6 to 8 mm/s, the accuracy index remained around 99.07%.
However, a further increase in wire speed decreased the accuracy index because of the inability to transfer energy from the wire face to the workpiece. At 10 mm/s wire speed, the accuracy index was reduced to 99.0% because of the frequent wire breakage. Moreover, wire usage is increased because of higher speed which does not add value to the process apart from making it uneconomical. Therefore, lower values of wire speed are recommended to achieve a higher accuracy index.
3.2 Surface morphological analysis
3.2.1 Convex profiles
The discharge energy must be optimized through rich control over parameters effectively machine curved profiles without compromising surface integrity or accuracy index. The process acts differently at curved features as the distance between the wire electrode and workpiece is smaller. Moreover, the workpiece and wire electrode are always tangential at every point of interaction. Therefore, the wire deflection creates a higher degree of spark instability and vibrations at the curved features [52]. Similarly, as shown in Fig. 10, convex profiles (one of the curved features of the profile) result in an offset of wire which generates higher unstable sparking. The unbalanced sparking of the wire electrode creates an overcut error, as shown in Fig. 9. Moreover, the origin of impulsive forces affects the curved profile significantly, resulting in high roughness, more crack density and spherical modules [10]. This phenomenon of unstable energy transfer at curved features results in compromised surface integrity and accuracy index compared to other profile features. Naveed et al. [52] optimized tungsten carbide's cutting speed and surface integrity while producing taper profiles. The authors reported the unstable sparking and energy transfer at modified features.

Scanning electron microscopic analysis on convex profile at 45 V servo voltage and 4 µs pulse on time
Furthermore, higher spark succession with a repetitive discharge energy transfer is evident from the micrograph (Fig. 10), which attributes broader and deeper craters on the machined surface. Inconsistent spark generation results in interconnected craters and surface tension in the molten metal generates spherical modules. Moreover, the instability generates a mismatch between sparking and flushing, promoting the redeposition of debris. In addition, the evacuation of the debris from a curved profile is difficult as compared to straight. Another dedicated reason for the higher surface roughness and dimensional deviation is the wire offset (the deviation of the wire electrode from the programmed path) which needs a variable control. An effective wire offset controls the spark energy and generates desired geometry by avoiding wire deflection and lag.
3.2.2 Plane profiles
The process dynamics are different for the plane profile in comparison to the convex profile, as evident in Fig. 11. It is evident that the surface integrity is relatively better, keeping up the accuracy index during the machining of the plane surface with wire electrode. While machining a straight profile, the inter-electrode gap of workpiece and wire is kept constant, and wire offset does not affect the sparking phenomenon. The spark generation is more stable and unidirectional than the curved profile [1]. All these factors resultantly reduce the lateral vibrations of the wire, and the stable and uniform discharge energy generation lowers the wire deflection [27]. Furthermore, a proper melting (higher melting point 1604–1660 °C as compared to wire electrode) and vaporization of material (because of poor thermal conductivity 6.7 W/mK) with control spark gap is evident from the micrograph. The micrograph of the plane profile in Fig. 11 shows fewer cracks and smaller craters with a reduced degree of redeposited metal debris on the workpiece surface. Ishfaq et al. [27] machined stainless steel clad through a wire electric discharge machine to optimize cutting speed. The authors resulted in the generation of debris redeposits, cracks and water-based quenching in the surface, which altered mechanical properties.

Scanning electron microscopic analysis on plane profile at 45 V servo voltage and 4 µs pulse on time
3.2.3 Concave profiles
The micrograph on the concave profile surface is shown in Fig. 12. The surface morphology obtained at the concave machined surface is different from convex and plane profiles. There is evidence of redeposited debris, spherical modules and craters on the machined surface. At higher discharge energy, the unbalanced melting (higher melting point 1604–1660 °C as compared to wire electrode) and flushing action contribute to undercut error and result in redeposition of debris because of inadequate flushing. Since the wire moves on a cylindrical path [53], the spark energy keeps changing in direction, and the flushing action becomes challenging. The ineffective flushing of melt volume (because of poor thermal conductivity of 6.7 W/mK) resulted in higher redeposition, as evident in Fig. 12. Because of the movement on the programmed concave path, the wire tension promotes vibrations resulting in a narrow spark gap and high undercut. Therefore, an effective spark energy transfer is required to minimize radial error and enhance the accuracy index of curved profiles.

Scanning electron microscopic analysis on concave profile at 45 V servo voltage and 4 µs pulse on time
3.2.4 Modified layer analysis
The re-solidification of molten metal over the machined surface because of the flushing activity of the dielectric is a limitation of the process. It is favorable in some applications where higher hardness is required on the surface. However, it reduces fatigue life because of the opportunities for delamination because of subsurface stress [21]. Therefore, a general understanding is to minimize the recast layer depth to achieve higher surface quality. In Fig. 13a, thick recast layer on the surface is evident, which has porosity, micro-cracks and voids, as evident in surface morphological analysis. The porosity in the recast layer is because of the trapped air molecules during the re-solidification process, which reduce the surface quality and degrade the mechanical properties under high spark energy parameters (Vs = 80 V, Toff = 20 μs, Ton = 8 μs), and low wire speed of 6 mm/s [16]. However, due to the redeposition of the elements from the wire electrode (brass) and Ti6Al4V owing to the poor thermal conductivity of 6.7 W/mK, the oxides and carbides are generated on the surface, which alters the microstructure and hardness. As evident in Fig. 13b a comparatively thin recast layer is observed because the proper flushing process retains the surface quality. The low depth of layer is also because of the high-speed cutting mechanism employed at Ws of 10 mm/s to improve the machining efficiency of titanium alloy. During high-speed machining, adequate energy is transferred to the workpiece, improving melt volume (higher melting point 1604–1660 °C of Ti6Al4V as compared to wire electrode) on the material surface. In addition, the flushing action is efficiently removing the debris which minimizes the re-solidification on the surface [47].

Scanning electron microscopic analysis of recast layer on the surface of Ti6Al4V under different parametric settings: a high spark energy, low wire speed and b low spark energy and high wire speed
In addition, to the recast layer, the heat-affected zone is created below the top surface because of the heat penetration. The heat changes microstructure and mechanical attributes (alters hardness from 36 HRC and toughness from 84 MPa m1/2). The heat-affected zone in Fig. 13 is reasonably more minor and uniform, which is a favorable attribute. The high wire speed (8 mm/s) and pulse-off time (40 μs) do not let the heat penetrate more profoundly because of the continuous change in cutting direction [53]. At lower cutting speed and higher spark intensity, the penetration of the heat in the workpiece is more (Fig. 13b). In addition, Ti6Al4V is a poor thermal conductor (6.7 W/mK), increasing the melt pool generation on the surface and not letting the heat dissipate in the workpiece [54]. Molten material remains on the surface for less time until the flushing action occurs, reducing the possibility of debris re-solidification and heat penetration.
3.3 Parametric significance analysis
Parametric significance analysis is carried out to determine each process parameter's impact on a particular output response. Table 3 summarizes the influence of parameters on the responses, including the p-value and percentage contribution (PCR). Compared to other control variables, a process parameter with a lower (< 0.05) value is deemed highly significant for a specific output response [48]. The significance is because the parameters with a p-value of less than 5% in statistical output data, showing a 95% confidence interval, were considered significant compared to other process parameters. Another tool for determining the more comprehensive control of machining parameters on responses is percentage contribution. This work used PCR to assess and prioritize their relevance based on output responses as specified by Eq. (2).
where Adj SS = adjusted sum of squares and Total SS = total sum of squares are employed from the analysis of variance to compute the contribution. According to the detailed variance analysis results in Table 3, Ton (56.09%), Ws (30.67%), Vs (11.55%), and Toff (1.45%) are the significant factors for cutting speed. However, the detailed influential parameters for spark gap include Ws (75.82%), Ton (17.94%), Vs (4.09%), and Toff (2.04%). The parameters Vs, Toff and Ton with PCR of 60.68%, 32.87%, and 4.37%, respectively, influenced the accuracy index. A thorough examination of the statistical data presented in Table 4 yielded the findings that the Ws and Ton time were the most influential input parameters for cutting speed and spark gap, while Vs and Toff were most affecting factors for accuracy index in this study.
3.4 Process optimization
3.4.1 Mono-objective optimization
The current study used the signal-to-noise (S/N ratio) ratio analysis to obtain the best settings, which employed single response parametric optimization. It assists in determining the best conditions for conducting confirmatory experiments for research validation. The S/N ratio data is shown in Table 5. Larger the better approach was employed for cutting speed and accuracy index. However, the smaller the better approach was applied for the spark gap. The mathematical relationships in the S/N ratio analysis are represented by Eqs. 3 and 4.
Yij represents the average output value, and n is the number of finished repetitions. The process parameter with the largest influence potential is placed first in Table 4. The results of confirmation experiments are shown in Table 5 and were also utilized to validate the optimum theorized combination.
The results from Table 6 have emphasized the sovereignty of flushing attributes for cutting speed showing an improvement of 5.88%, followed by spark gap showing an improvement of 4.06%. The confirmatory experimentation phase confirmed the supremacy following parametric settings for cutting speed Vs0, Toff0, Ton + 1, Ws−1, and for spark gap Vs0, Toff0, Ton + 1, Ws−1 under smaller the better objective, and Vs + 1, Toff + 1, Ton0, Ws−1 for accuracy index.
3.4.2 Multi-objective optimization through grey rational analysis
Electric discharge machining works on the stochastic mechanism. Therefore, it needs close monitoring due to its sensitivity to various electrical and non-electrical control factors. A minute change in a parameter might have a complicated influence on the response measure. Optimizing a single response does not occur without degrading the other responses. The implementation of the multi-objective optimization approach, on the other hand, is quite valuable for the optimization of responses with opposing natures. The responses such as accuracy index and spark gap must be evaluated jointly to enhance the cutting speed of workpiece material.
Among multi-objective optimization approaches, Grey rational analysis (GRA) is a useful statistical approach for achieving multi-objective optimization of conflicting objectives. It can assess numerous variables at the same time, reducing statistical analysis deficiencies. Depending on the nature of the intended response, the sequence of actual response outcomes is normalized between 0 and 1 using three different normalizing relations: (i) higher the better, as shown in Eq. 5, and (ii) nominal the best, as shown in Eq. 6, and (iii) lower the better as shown in Eq. 7.
where \({\varvec{X}}_{{{\varvec{ij}}}}\) is the normalized measure of the jth experiment in the ith sequence, \({\varvec{Y}}_{{{\varvec{ij}}}}\) is the jth experiment’s ith response value, and \({\varvec{Y}}\) is the desired output measure. In the case of CS and Ai, the better function is selected, but in the case of Kw, the lower the better the normalization relation is favored. The correlation between normalized and optimal response values is determined using the Grey relational coefficient (GRC). Equation (8) was used to determine GRC:
where \({\varvec{\gamma}}_{{{\varvec{ij}}}}\) is the GRC of the jth experiment's ith normalised measure. is the differentiating coefficient, whose value is usually chosen between 0 and 1. The value of \({\varvec{\xi}}\) = 0.5 has been chosen in the current investigation. The minimal and maximum absolute deviations from the target value are \(\Delta_{{{\varvec{min}}}}\) and \(\Delta \,_{{{\varvec{max}}}}\), respectively, whereas \(\,\Delta_{{{\varvec{ij}}}}\) is the deviation sequence that defines the divergence of the normalised measure from the ideal value of one. Equations (9–11) show how these deviations are calculated:
The next stage in GRA is to compute GRG, the weighted sum of all grey relational coefficients. GRG concurrently displays the connection between all input variables and all response measurements. Equation (13) is used to compute it:
The GRG of the jth experiment is denoted by \({\varvec{\delta}}_{{\varvec{j}}}\), while the number of responses is denoted by n. The GRG value ranges from 1 to 0, with the greatest GRG value inferring the best set of process parameters for all replies simultaneously and being rated first. The grey relational analysis calculations for multi-objective optimization for contradictory responses are shown in Table 7.
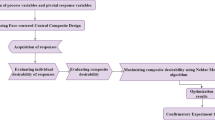
Table 7 shows that the highest grey relational grade is obtained at GRG value at Vs0, Toff0, Ton + 1, and Ws−1 parametric levels, which is top-ranked as shown for making a compromise. The grade depicts the optimum cutting and spark gap results while compromising the accuracy index can be attained simultaneously at optimal parametric conditions of Vs = 60 V, Toff = 30 μs, Ton = 8 μs, and Ws = 6 mm/s. The confirmatory experiments show that the optimal settings provide the highest speed of 3.4 mm/min, minimum spark gap of 0.344 mm, and accuracy index of 98.72%.
4 Conclusions
In this study, complex curved profiles are machined through electric discharge machining on Ti6Al4V. The application of the wide range of process parameters is evaluated in order to control the geometrical inaccuracies, improve cutting speed and reduce the spark gap formation. The potential of wire-electric discharge machining is evaluated to fabricate desired geometry on the alloy widely used in aeronautical industry. Based on thorough statistical, physical and microscopical analyses, the following conclusions are presented.
-
Results revealed that Ton and Ws exert a significant influence on the cutting speed during machining, contributing 56.09% and 30.67% respectively. An increase in the pulse on time results in heightened spark intensity, thereby generating greater discharge energy. This phenomenon leads to enhanced material melting and erosion, ultimately boosting the cutting speed. Among various parametric levels, a wire speed of 6 mm/s demonstrated the highest cutting speed of 2.9 mm/min. This exceptional cutting speed is attributed to a harmonious interplay of electrostatic forces, hydraulic activity, and thermoelectrical spark stability.
-
It has been observed that Ws and Ton are the most influencing parameters on the spark gap with percentage contribution of 75.82% and 17.94%. The findings have revealed that when the wire speed is reduced to 6 mm/s, the spark gap reaches its minimum size of 0.346 mm. Conversely, as the wire speed is increased, a wire lag issue arises, leading to higher vibration amplitude. This, in turn, escalates the frequency of wire breakage, ultimately resulting in a larger spark gap.
-
Extensive analysis has revealed that the accuracy index is primarily influenced by Vs and Toff, contributing 60.68% and 32.87% respectively. The utilization of higher voltage settings, specifically 70 V, leads to optimal melting and a well-balanced intensity, resulting in a remarkably high accuracy index of approximately 99.4%. Moreover, increasing the pulse off time effectively reduces the duration of spark generation in comparison to the flushing time, facilitating efficient removal of debris from the inter-electrode gap. This process helps maintain a lower impulsive force, diminishing the vibrational amplitude of wire electrodes and striking an ideal equilibrium for the removal of molten material.
-
The process acts differently with curved features as the workpiece and wire electrode are always tangential at every point of interaction. Therefore, the wire deflection creates a higher degree of spark instability and vibrations at the curved features which results in compromised surface integrity and accuracy index compared to other profile features.
-
A comparatively thick recast layer is observed with discernible defects such as porosity, micro-cracks, and voids. These imperfections are direct result of high spark energy parameters (Vs = 80 V, Toff = 20 μs, Ton = 8 μs), and a low wire speed of 6 mm/s. While thin layer depth observed at machined surface due to high-speed cutting at Ws = 10 mm/s and Toff = 40 μs with proper flushing which retains the surface quality.
-
Mono-objective optimization has emphasized the sovereignty of flushing attributes for cutting speed showing an improvement of 5.88%, followed by spark gap showing an improvement of 4.06%.
-
Grey relational analysis-based multi-objective optimization resulted that the optimum cutting speed and spark gap results while compromising the accuracy index can be attained simultaneously at optimal parametric conditions of Vs = 60 V, Toff = 30 μs, Ton = 8 μs, and Ws = 6 mm/s. The confirmatory experiments show that the optimal settings provide the highest speed of 3.4 mm/min, minimum spark gap of 0.344 mm, and accuracy index of 98.72%.
While the study focused on controlling geometrical inaccuracies, future research could delve into evaluating the surface integrity and quality of the machined components. This could involve studying the effects of different EDM parameters on surface roughness, residual stresses, microstructure, and fatigue properties of the additive manufactured Ti6Al4V alloy. Understanding these aspects would be crucial for ensuring the suitability and reliability of the machined parts.
Data availability
The data will be made available upon request.
Code availability
Not applicable.
References
Farooq, M.U., Ali, M.A., He, Y., et al.: Curved profiles machining of Ti6Al4V alloy through WEDM: investigations on geometrical errors. J. Market. Res. 9, 16186–16201 (2020). https://doi.org/10.1016/j.jmrt.2020.11.067
Rajmohan, K., Kumar, A.S.: Experimental investigation and prediction of optimum process parameters of micro-wire-cut EDM of 2205 DSS. Int. J. Adv. Manuf. Technol. 93, 187–201 (2017)
Farooq, M.U., Anwar, S.: Investigations on the surface integrity of Ti6Al4V under modified dielectric(s)-based electric discharge machining using cryogenically treated electrodes. Processes 11, 877 (2023). https://doi.org/10.3390/pr11030877
Chaitanya Reddy, M., Venkata Rao, K.: An overview of major research areas in wire cut EDM on different materials. INCAS Bull. 12, 33–48 (2020). https://doi.org/10.13111/2066-8201.2020.12.4.4
Sonawane, S.A., Kulkarni, M.L.: Multi-feature optimization of WEDM for Ti-6Al-4V by applying a hybrid approach of utility theory integrated with the principal component analysis. Int. J. Mater. Form. Mach. Process. 5, 32–51 (2018)
Amorim, F.L., Weingaertner, W.L.: The behavior of graphite and copper electrodes on the finish die-sinking electrical discharge machining (EDM) of AISI P20 tool steel. J. Braz. Soc. Mech. Sci. Eng. 29, 366–371 (2007). https://doi.org/10.1590/S1678-58782007000400004
Bisaria, H., Shandilya, P.: Experimental investigation on wire electric discharge machining (WEDM) of Nimonic C-263 superalloy. Mater. Manuf. Process. 34, 83–92 (2019)
Kumari, S., Shah, M., Modi, Y., et al.: Effect of various lubricating strategies on machining of titanium alloys: a state-of-the-art review. Coatings 12, 1178 (2022). https://doi.org/10.3390/coatings12081178
Lütjering, G., Williams, J.C.: Titanium. Springer, Heidelberg (2007)
Bisaria, H., Shandilya, P.: Processing of curved profiles on Ni-rich nickel—titanium shape memory alloy by WEDM. Mater. Manuf. Process. (2019). https://doi.org/10.1080/10426914.2019.1594264
Kolli, M.: Influence of span 20 surfactant and graphite powder added in dielectric fluid on EDM of titanium alloy. Bonfring Int. J. Ind. Eng. Manag. Sci. 4, 62–67 (2014). https://doi.org/10.9756/bijiems.4820
Ahmed, N., Ishfaq, K., Moiduddin, K., et al.: Machinability of titanium alloy through electric discharge machining. Mater. Manuf. Process. 34, 93–102 (2019). https://doi.org/10.1080/10426914.2018.1532092
Suresh, S., Jamil, M.A., Sulaiman, S., Shokor, M.R.M.: Optimization of electrode material for EDM die-sinking of titanium alloy grade 5-Ti6Al4V. Int. J. Adv. Sci. Eng. Inf. Technol. 6, 534–539 (2016). https://doi.org/10.18517/ijaseit.6.4.902
Priyadarshini, B., Rama, M., Chetan, V.U.: Bioactive coating as a surface modification technique for biocompatible metallic implants: a review. J. Asian Ceram. Soc. 7, 397–406 (2019). https://doi.org/10.1080/21870764.2019.1669861
Opoz, T., Yasar, H., Murphy, M., et al.: Ti6Al4V surface modification by hydroxyapatite powder mixed electrical discharge machining for medical application. Int. J. Adv. Eng. Pure Sci. (2019). https://doi.org/10.7240/jeps.450383
Farooq, M.U., Mughal, M.P., Ahmed, N., et al.: On the investigation of surface integrity of Ti6Al4V ELI using si-mixed electric discharge machining. Materials (2020). https://doi.org/10.3390/ma13071549
Bui, V.D., Mwangi, J.W., Schubert, A.: Powder mixed electrical discharge machining for antibacterial coating on titanium implant surfaces. J. Manuf. Process. 44, 261–270 (2019). https://doi.org/10.1016/j.jmapro.2019.05.032
Williams, J.C.: Titanium alloys: processing, properties, and applications. In: Encyclopedia of aerospace engineering. Wiley (2010)
He, Z.R., Luo, S.T., Liu, C.S., et al.: Hierarchical micro/nano structure surface fabricated by electrical discharge machining for anti-fouling application. J. Market. Res. 8, 3878–3890 (2019). https://doi.org/10.1016/j.jmrt.2019.06.051
Kumar, A., Kumar, V., Kumar, J.: Multi-response optimization of process parameters based on response surface methodology for pure titanium using WEDM process. Int. J. Adv. Manuf. Technol. 68, 2645–2668 (2013)
Klocke, F., Welling, D., Dieckmann, J.: Comparison of grinding and Wire EDM concerning fatigue strength and surface integrity of machined Ti6Al4V components. Proc. Eng. 19, 184–189 (2011)
Werner, A.: Method for enhanced accuracy in machining curvilinear profiles on wire-cut electrical discharge machines. Precis. Eng. 44, 75–80 (2016)
Shakeri, S., Ghassemi, A., Hassani, M., Hajian, A.: Investigation of material removal rate and surface roughness in wire electrical discharge machining process for cementation alloy steel using artificial neural network. Int. J. Adv. Manuf. Technol. 82, 549–557 (2016)
Radhakrishnan, P., Vijayaraghavan, L.: Assessment of material removal capability with vibration-assisted wire electrical discharge machining. J. Manuf. Process. 26, 323–329 (2017)
Rao, K.V., Raju, L.R., Kumar, C.K.: Modeling of kerf width and surface roughness in wire cut electric discharge machining of Ti-6Al-4V. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 234, 533–542 (2020)
Dwaipayan, D., Titas, N., Asish, B.: Parametric study for wire cut electrical discharge machining of sintered titanium. Strojnícky časopis J. Mech. Eng. 69, 17–38 (2019)
Ishfaq, K., Mufti, N.A., Mughal, M.P., et al.: Investigation of wire electric discharge machining of stainless-clad steel for optimization of cutting speed. Int. J. Adv. Manuf. Technol. 96, 1429–1443 (2018). https://doi.org/10.1007/s00170-018-1630-9
Sneha, P., Mahamani, A., Kakaravada, I.: Optimization of wire electric discharge machining parameters in machining of Ti-6Al-4V Alloy. Mater. Today Proc. 5, 6722–6727 (2018)
Nawaz, Y., Maqsood, S., Naeem, K., et al.: Parametric optimization of material removal rate, surface roughness, and kerf width in high-speed wire electric discharge machining (HS-WEDM) of DC53 die steel. Int. J. Adv. Manuf. Technol. 107, 3231–3245 (2020)
Umanath, K., Devika, D.: Optimization of electric discharge machining parameters on titanium alloy (ti-6al-4v) using Taguchi parametric design and genetic algorithm. MATEC Web Conf. 172, 04007 (2018)
Garg, M.P., Jain, A., Bhushan, G.: An investigation into dimensional deviation induced by wire electric discharge machining of high temperature titanium alloy. J. Eng. Technol. 2, 104 (2012)
Pramanik, A., Islam, M.N., Basak, A.K., et al.: Optimizing dimensional accuracy of titanium alloy features produced by wire electrical discharge machining. Mater. Manuf. Process. 34, 1083–1090 (2019)
Sonawane, S.A., Wangikar, S.S.: Multi-superiority response optimization of WEDM for titanium grade-5 using PCA based TOPSIS theory. Mater. Today Proc. 62, 841 (2022)
Ram Prasad, A.V.S., Ramji, K., Kolli, M., Vamsi Krishna, G.: Multi-response optimization of machining process parameters for wire electrical discharge machining of lead-induced Ti-6Al-4V alloy using AHP–TOPSIS method. J. Adv. Manuf. Syst. 18, 213–236 (2019)
Paturi, U.M.R., Cheruku, S., Salike, S., et al.: Estimation of machinability performance in wire-EDM on titanium alloy using neural networks. Mater. Manuf. Processes 37, 1073 (2022)
Farooq, M.U., Anwar, S., Bhatti, H.A., et al.: Electric discharge machining of Ti6Al4V ELI in biomedical industry: parametric analysis of surface functionalization and tribological characterization. Materials 16, 4458 (2023)
Khan, S.A., Ameer, M.F., Uddin, G.M., et al.: An in-depth analysis of tool wear mechanisms and surface integrity during high-speed hard turning of AISI D2 steel via novel inserts. Int. J. Adv. Manuf. Technol. 122, 4013–4028 (2022). https://doi.org/10.1007/s00170-022-10151-0
Zhang, Z., Yang, Y., Li, G., et al.: Machining accuracy reliability evaluation of CNC machine tools based on the milling stability optimization. Int. J. Adv. Manuf. Technol. 124, 4057–4074 (2023). https://doi.org/10.1007/s00170-022-08832-x
Veasna, K., Feng, Z., Zhang, Q., Knezevic, M.: Machine learning-based multi-objective optimization for efficient identification of crystal plasticity model parameters. Comput. Methods Appl. Mech. Eng. 403, 115740 (2023). https://doi.org/10.1016/j.cma.2022.115740
Bandhu, D., Abhishek, K.: Assessment of weld bead geometry in modified shortcircuiting gas metal arc welding process for low alloy steel. Mater. Manuf. Process. 36, 1384–1402 (2021). https://doi.org/10.1080/10426914.2021.1906897
Gajera, H., Djavanroodi, F., Kumari, S., et al.: Optimization of selective laser melting parameter for invar material by using JAYA algorithm: comparison with TLBO. GA and JAYA. Mater. 15, 8092 (2022). https://doi.org/10.3390/ma15228092
Abyar Firouzabadi, H., Parvizian, J., Abdullah, A.: Improving accuracy of curved corners in wire EDM successive cutting. Int. J. Adv. Manuf. Technol. 76, 447–459 (2015)
Sanchez, J.A., de Lacalle, L.L., Lamikiz, A., Bravo, U.: Dimensional accuracy optimisation of multi-stage planetary EDM. Int. J. Mach. Tools Manuf 42, 1643–1648 (2002)
Abebe, T., Palani, S., Prakash, J.U.: Kerf width analysis of wire electrical discharge machining of titanium alloy (Ti-6Al-4 V ELI) using response surface method. Mater. Today Proc. 62, 481 (2022)
Altug, M., Erdem, M., Ozay, C.: Experimental investigation of kerf of Ti6Al4V exposed to different heat treatment processes in WEDM and optimization of parameters using genetic algorithm. Int. J. Adv. Manuf. Technol. 78, 1573–1583 (2015)
Abhilash, P.M., Chakradhar, D.: Wire EDM failure prediction and process control based on sensor fusion and pulse train analysis. Int. J. Adv. Manuf. Technol. 118, 1453–1467 (2022)
Ehsan, S., Rehman, M., Mughal, M.P., et al.: Machinability investigations through novel controlled flushing characteristics in wire electric discharge machining of M42 high-speed steel. Int. J. Adv. Manuf. Technol. 120, 1315–1332 (2022)
Ishfaq, K., Anwar, S., Ali, M.A., et al.: Optimization of WEDM for precise machining of novel developed Al6061-7.5% SiC squeeze-casted composite. Int. J. Adv. Manuf. Technol. 111, 2031–2049 (2020)
Kumar, K.R., Sreebalaji, V.S., Ganesan, V.: Analysis of Kerf width and cutting speed characteristics of alumi- nium/tungsten carbide composites. Asian J. Appl. Sci. Technol. 1, 47–56 (2015)
Singh B, Misra JP (2016) a critical review of wire electric discharge machining. 249–266. https://doi.org/10.2507/daaam.scibook.2016.23
Di, S., Chu, X., Wei, D., et al.: Analysis of kerf width in micro-WEDM. Int. J. Mach. Tools Manuf 49, 788–792 (2009). https://doi.org/10.1016/j.ijmachtools.2009.04.006
Naveed, R., Mufti, N.A., Ishfaq, K., et al.: Complex taper profile machining of WC-Co composite using wire electric discharge process: analysis of geometrical accuracy, cutting rate, and surface quality. Int. J. Adv. Manuf. Technol. 105, 411 (2019)
Ishfaq, K., Farooq, M.U., Anwar, S., et al.: A comprehensive investigation of geometrical accuracy errors during WEDM of Al6061-7.5% SiC composite. Mater. Manuf. Process. 36, 362–372 (2021)
Mughal, M.P., Farooq, M.U., Mumtaz, J., et al.: Surface modification for osseointegration of Ti6Al4V ELI using powder mixed sinking EDM. J. Mech. Behav. Biomed. Mater. 113, 104145 (2021)
Acknowledgements
The authors appreciate the support from Researchers Supporting Project number (RSPD2023R702), King Saud University, Riyadh, Saudi Arabia.
Author information
Authors and Affiliations
Contributions
MUF: Conceptualization, formal analysis, writing—original draft, and writing—review and editing; MAA: data curation, writing—original draft, and writing—review and editing; SA: formal analysis, and writing—review and editing; HAB: data curation, visualization, and writing—review and editing.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interests.
Ethics approval
Not applicable.
Consent for publication
All authors agreed upon the current version of the submission for publication.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Farooq, M.U., Ali, M.A., Anwar, S. et al. Process parameters optimization and performance analysis of micro-complex geometry machining on Ti6Al4V. Int J Interact Des Manuf (2024). https://doi.org/10.1007/s12008-023-01711-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12008-023-01711-z