
Abstract
In this study, palm kernel oil, an eco-friendly oil, was extracted from its seeds and then examined for thermal and physiochemical characterization. Subsequently, the performance of palm kernel oil was evaluated in comparison with standard mineral oil during the milling of AISI 1018 steel with a double milling tool using the MQL technique. The influence of cutting conditions such as feed rate, spindle speed, and DOC on response variables (cutting temperature and surface roughness) was studied using a Taguchi L9 orthogonal array. Using the TOPSIS approach (a compensatory method that provides a more realistic form of modeling than non-compensatory methods, and allows trade-offs between criteria, where a poor result in one criterion can be voided by a good result in another criterion) an integrated structure for modeling and optimizing the process was developed. The findings showed that palm kernel oil had a 54% oil yield. In terms of machining, palm kernel oil performed much better than mineral oil lubricants. From the results obtained, palm kernel oil reduced the surface roughness by about 15.6% over mineral oil. Effective cooling in palm kernel oil led to reduced cutting zone temperatures, which in turn extended tool life and improved cutting stability. Additionally, ANOVA was used to show the parameters' significant influence on the output responses. The findings showed that feed rate and depth of cut had the greatest impact on the responses for palm kernel oil and mineral oil, respectively.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
AISI 1018 is a high-manganese carbon alloy that is easier to machine compared with the lower-carbon steels. It is the most suitable steel for carburized parts because of its outstanding weldability, uniformity, and hardness [1]. More so, AISI 1018 steel has an excellent balance of durability, strength, rigidity, and some other excellent mechanical features that enhance machining qualities. Machined AISI 1018 steel produces a fine finish with hard and continuous chips [2], and can be machined in any environment. AISI 1018 steel is used for the production of hydraulic shafts, motor shafts, pump shafts, and machinery components. In surface-hardened form, it could be used for such purposes. Besides its usage in crimping, bending, and swaging operations, AISI 1018 is an appropriate option for tasks that do not demand alloy steels with high strengths or high carbon content [3]. Achieving high efficiency and quality while also reducing production costs and time is one of the main goals of manufacturing operations using steel, such as cutting AISI 1018 steel [4]. To lessen the cost of manufacturing's contribution from machining, various strategies have been used. Scientists have continued to be interested in research projects that optimize different parameters for traditional cutting processes. These parameters heavily rely upon non-traditional techniques like electrochemical machining, ultrasonic machining, and laser beam machining are employed as opposed to traditional techniques like grinding, milling, turning, and drilling [5]. To accomplish this, more rapid cutting, longer tool life, and less scrap are all required. Numerous factors can affect how effectively AISI 1018 steel is machined. Hence, the following process parameters are used for optimization:—tool geometry, cutting tool's material, lubrication, DOC, cutting speed, and feed. Tool life, chip formation, cutting power, cutting forces, temperature, and surface roughness at the tool-chip interface are responses. High experimental costs are necessary to determine the relationship between these variables and how they affect the machinability of AISI 1018 steel. As a result, researchers are becoming more interested in optimization techniques involving the grey relational analysis, Taguchi method, TOPSIS, ANN, and CRITICS because these techniques have the potential to significantly lower the cost of experiments.
The literature contains numerous studies on the multiple optimizations of process parameters. Saatci et al. [6] evaluated and optimized the long-term viability of AISI 310S by analyzing its orthogonal turning efficiency. The output variables were examined using multi-objective optimization with NSGA-II and MCDM with TOPSIS. The machining response concerning surface roughness and cutting forces, sustainability evaluation for total machining cost and carbon emission, and sustainability optimization were carried out. Wu et al., [7] proposed a data-driven genetic algorithm based on TOPSIS and deep learning for multi-objective optimization of cutting process settings. Deep learning was used to autonomously build the data-driven forecasting function of various optimized goals, while TOPSIS found the best optimal parameter from a generated Pareto set. The findings demonstrated that the put-forward parameter selection method is both viable and efficient. Using Inconel 718 as the work material, Patnaik et al. [8] optimized and evaluated the cutting parameters for EDM. On EDM output responses, the impact of a few process parameters was investigated, including pulse on time, peak current, and voltage. The metrics assessed were MRR, surface roughness, and TWR. The best parametric setting for contentious objective function arrangements, such as larger MRR, minimal TWR, and minimal surface roughness, was determined through testing using Taguchi's L9 DOE and multi-objective optimum investigation using TOPSIS, GRA, and PSI. Also, Through the COPRAS and TOPSIS methods, Varatharajulu et al. [9] dealt with the MCDM problem-solving while milling Mg AZ91 with solid carbide drill bits. The authors determined some dependent variables, including burr height, drilling time, surface roughness, and burr thickness. The best combination was discovered using COPRAS and TOPSIS, and it involves a feed rate of 0.076 mm/rev and a spindle speed of 4540 rpm for concurrent lowering of all outcomes. Based on the MCDM strategy, Srinivasan et al. [10] attempted to select the ideal parameters for machining for EDM of Si3N4–TiN ceramic composites. The Taguchi L21 orthogonal array was used to guide the cutting process, and selected input settings including spark gap voltage, current, pulse-off duration, and pulse-on duration were used. MRR, surface roughness, and electrode eradication rate are the response variables that are obtained. The best machining parameters that offer greater accuracy for all responses were found using the RSM and TOPSIS. Singh et al. [11] investigated the machining efficiency and long-term viability of Hastelloy C-276 turning in flood, dry, and MQL conditions. The TOPSIS approach was used in conjunction with the Taguchi L9 array for carrying out and recording the experimental results. The tests conducted showed that MQL reduced surface roughness, cutting forces, and temperature by 20–38%. Similarly, energy consumption and carbon emissions decreased by 9–27% when compared to other instances.
Additionally, Sur et al. [12] applied single and multi-objective techniques to optimize surface roughness and cutting force in Ti6Al4V peripheral milling. Research conducted was carried out using carbide end mill tools with variable and fixed helix angles. The Taguchi L18 methodology was implemented as a single-objective optimization for surface roughness and cutting forces, while the entropy-weighted TOPSIS approach was deployed to identify the ideal values of the control factors. Rajamanickam and Prasanna [13] investigated radial error, overcut, and MRR of the machined hole during high aspect ratio electrically discharged drilling of Ti–6Al–4V via 300 m brass rotary tube electrodes. A test was performed using current, on-time, capacitance, and off-time using an L27 Taguchi's orthogonal array. According to the TOPSIS assessment, capacitance (50 nF), current (4 A), off-time (7 s), and on-time (6 s) are the best options. Moreover, Srivastava et al. [14] set out to find the best process settings (peak discharge current, gap voltage, duty factor, pulse-on time, and flushing pressure) for EDM of the superalloy Inconel 718 with a copper tool electrode. Trials were run on an L25 orthogonal array, with each process parameter varied at five different levels. To evaluate machining effectiveness, EWR, MRR, microhardness, and surface roughness were employed. They explored two distinct optimization pathways in their study: PCA paired with the CQL concept followed by the Taguchi method and PCA accompanied by TOPSIS and Taguchi method. Suresh et al. [15] investigated the machining ability of AISI D3 steel in conjunction with CVD-coated cemented carbide inserts and used TOPSIS and DFA to determine optimal process settings. The efficacy of process parameters such as cutting fluid, insert style, feed, cutting speed, and DOC were studied using an orthogonal array, composite desirability, closeness coefficient, and ANOVA, with quality variables such as MRR, surface roughness, and specific energy considered. Lastly, the authors made a comparison of TOPSIS and DFA.
Furthermore, Jadhav et al. [16] presented an integrated experimental approach for determining the process parameters during Nimonic C-263 superalloy turning with a multilayer CVD coating using TiN-MT-TiCN-Al2O3 grade KCM25 inserts. The trial setup made use of Taguchi's L27 orthogonal array. By applying the TOPSIS approach, the authors converted different responses from the cryogenic cutting environment into an equivalent closeness factor. TOPSIS-based results were enhanced further with a neuro-genetic algorithm (combined ANN-GA). For assurance, a confirmatory examination was performed on the optimal cutting parameters obtained by combining TOPSIS and ANN-GA. The authors discovered that the closeness factor increased by 6.17%. In an EDM with copper and graphite electrodes, Nadda et al. [17] addressed the effects of process variables like pulse off time, pulse on time, pulse current, and pulse voltage on the TWR, MRR, and surface roughness of cobalt-bonded tungsten carbide workpieces. By applying a hybrid AHP and TOPSIS-based MCDM procedure, the ideal process parameter setting was found. The ideal set of process parameters was obtained with the following values for the graphite electrode: pulse off time = 63 s, pulse on time = 90 s, pulse voltage = 50 V, and pulse current = 12 A. Suneesh and Sivapragash [18] made an effort to improve the efficiency of the micro-milling process when working with the alumina composites and Mg-3.0Zn-0.7Zr-1.0Cu alloy. A Taguchi L18 orthogonal array was used for the examination, which considered surface quality, tool wear, and cutting forces. The variables are optimized using TOPSIS and TOPSIS. Additionally, the parameters are given weights using the AHP and the EWM. While employing two separate weight-assigning approaches, the TOPSIS and GRA results produced the same optimum parameter conditions for maximizing the micro-milling performance. The GRA approach is the most effective, judging by the results of the predicted closeness value. With regard to milling Ti–6Al–4V alloy, Sultana and Dhar [19] sought to optimize process variables using five main criteria: shear stress, cutting force, power consumption, specific cutting energy, and surface roughness. Based on the BBD matrix of RSM under HPC and dry cutting, a total of 26 experimental trials were conducted with a range of process settings like feed rate, cutting speed, and DOC. The proportional weights of each response were calculated using the CRITIC technique. Additionally, hybrid MRO techniques such as CRITIC–ARAS, CRITIC–COPRAS, CRITIC–TOPSIS, and CRITIC–COCOSO were used to evaluate the ideal process settings. Following the assessment, the ideal process settings were determined to be 32 m/min cutting speed, 22 mm/min feed rate, and 0.75 mm DOC with HPC. In their opinion, TOPSIS was the most reliable MRO technique with the lowest sensitivity. Likewise, Kumar et al. [20] concentrated on the simultaneous optimization of the surface roughness, MRR, and prime electrical consumption responses to optimize environmentally friendly machining processes. The tests were performed using a multi-layer coated tungsten carbide insert on the rough turning of EN 353 alloy steel. The impact of cutting speed, nose radius, DOC, and feed rate on the APCM, PF, AECM, surface roughness, energy efficiency, and MRR was investigated. For the investigation, Taguchi’s L27 orthogonal array was used. The equal, AHP, and entropy weights methods were employed for allocating significance weights to the responses. The Taguchi method was used to optimize the MPCI, which was obtained using the TOPSIS approach. The outcomes demonstrated that the three weight criteria used in the MPCI each had a different optimal control factor level. In comparison to turning parameters that are frequently used, MPCI improved by 45.38%, 319.72%, and 9.02% at the MPCI's ideal settings using equal weights, AHP weights, and entropy weights. Abas et al. [21] used an integrated CRITIC and CDF technique to evaluate, and multi-response optimize the cutting parameters of aluminum alloy 6026-T9 in dry and MQL environments. Cutting speed, feed rate, DOC, and positive rank angle are the study’s cutting parameters; tool life, surface roughness, and MRR are the study's outputs. Olive oil with MQL was used at a flow rate of 150 mL/h and tungsten carbide was used. Taguchi L16 orthogonal array was adopted. The optimum levels for feed rate, cutting speed, positive rake angle, and DOC under MQL and dry conditions are 0.4 mm/rev, 500 m/min, 15° and 2 mm, and 0.3 mm/rev, 500 m/min, 15° and 2 mm, respectively. Besides, Venkatesan et al. [22], investigated the impact of Al2O3 nano-fluid suspension by varying coconut oil concentrations on the roughness force and tool wear. The experiments were conducted on CNC and designed based on the L9 Taguchi method and machined with AlTiN-coated carbide tool inserts. Their study applied 1D plots, 3D factor effect plots, response optimizer, and ANOVA in desirability analysis. From the empirical study, a speed of 100 m/min, 0.14 mm/rev feed, and 0.25% Al2O3 nano-fluid in coconut oil have proved the best cutting performance to reduce the roughness, force, and tool wear. Singh et al. [23], evaluated the impact of process parameters of EN31 steel utilizing the EDM. In the space of optimization, tests were carried out with Taguchi L16 DOE. The TLBO was applied to explore the level of significance of the process parameters (gap voltage, pulse on time, current, and pulse off time). These process parameters were selected as the input variable while MRR was considered as the output parameter. It was reported that the output parameter was significantly influenced by input parameters. Pulse-off time and current affect the MRR significantly.
In previous works, researchers used the Taguchi technique and TOPSIS for experimental design and multi-response optimization, but their application on AISI 1018 steel was not mentioned. As a result, the goal of this research is to deploy palm kernel oil as a cutting fluid in the machining of AISI 1018 steel. This study employed a Taguchi L9 orthogonal array to organize the trials in milling AISI 1018 steel. The experimental setup featured three levels for each of the three parameters: feed rate, spindle speed, and depth of cut. This work used Taguchi-based TOPSIS to effectively minimize surface roughness and cutting temperature through multi-response optimization of cutting parameters.
2 Materials and methods
2.1 Procurement of seeds, extraction, and characterization of oil
In this research, palm kernel seeds were considered as a lubricant in the milling of AISI 1018 steel. Fifty kilograms of palm kernel seeds were procured from a Nigerian local market and were subsequently sun-dried for two weeks to eliminate moisture. Afterward, the seeds were subjected to extraction through mechanical means. The illustrative view of the extraction process is depicted in Fig. 1. Palm kernel seeds and extracted palm kernel oil used in this study are displayed in Fig. 2a, b, respectively. The extracted palm kernel oil was subjected to some physiochemical and thermal properties tests such as pH, colour, odor, viscosity, relative density, oil yield, fire point, flash point, pour point, cloud point, and smoke point. For two primary reasons, an understanding of the lubricity and physiochemical properties of palm kernel oil as a mineral oil replacement is required for an alternative assessment procedure. To begin, an oil's associated threats, such as its ability to interfere with normal biological activities, as well as its physical potential risks and environmental fate in terms of degradation, are determined by its fundamental characteristics and the system with which it interacts. In this research, an electronic pH meter was used to obtain the pH measurement of the crude oil extract. The instrument measured the hydrogen ion activity in the palm kernel oil solution. The degree of acidity or alkalinity of palm kernel oil was measured at room temperature. The colour of palm kernel oil was obtained using the AOCS Cc 13c-50 standard method with the aid of s spectrophotometer [24, 25]. The chemical analysis of the palm kernel oil revealed that the palm kernel oil contains a high proportion of lower fatty acids which included myristic (72.31%), palmitic (25.79%), Stearic (0.66%), and Oleic (1.09%). Moreover, the amount of oil derived from palm kernel oilseed was determined using Eq. 1. More so, in a laboratory test, the pour point is the smallest temperature where oil flows. The Stanhope Seta KT16 8AP equipment was used to determine the pour point according to the ASTM D97 procedure. The cloud point is the temperature that is lowest at which oil turns cloudy and the first fragments of crystallized wax are noticed as the oil cools gradually. The cloud point was also determined using the same equipment. The cloud point set-up is demonstrated in Fig. 2c. The fire and the flash points are determined using ASTM D92 standard methods with Martens Equipment (displayed in Fig. 2d) with serial number P5656/114. The viscosity of palm kernel oil was also determined at 40 °C with a Brookfield Viscometer shown in Fig. 2e.
where \(W_{EO} =\) the weight of extracted oil and \(W_{PS} =\) weight of powdered samples of palm kernel seeds.

Schematic view of palm kernel oil extraction process

(a) Palm kernel seeds (b) extracted palm kernel oil (c) cloud point determination (d) fire point testing equipment (e) viscosity measurement (f) tensile testing machine
2.2 Workpiece characterization, machining conditions, and measuring equipment
In this research, AISI 1018 steel with dimensions of 1200 mm × 100 mm × 20 mm was purchased from a scrap yard in Nigeria. The workpiece was subsequently reduced in length to 120 mm while breath and width remained the same. To understand and use AISI 1018 steel, the physical and chemical characteristics or properties of the material were determined. Physical and chemical properties of AISI 1018 steel were determined to identify the constituents and at the same time to describe them. The tensile, hardness, and chemical analyses of the workpiece sample were carried out before machining [26]. Tensile tests on the specimens were performed using a computerized Instron electromechanical universal tensile testing machine. The system was made up of software that analyzed the received signal and consequently, the machine performed the test, which involved pulling the specimen in opposite directions until it fractured. The computer system then produced the results. A tensile testing machine is shown in Fig. 2f in use during a tensile test. Before hardness testing, the samples were ground and polished to achieve a uniformly smooth and shiny surface using the ECONET-II polishing order. The indenter and compression die were placed inside the machine after mounting the compression attachment and before the level was set to zero. The load was applied while holding the polished surface against the indenter until the mercury level reached 200 kg (19.6 kN). The specimen was loaded for 15 s before the compression attachment was released to release the load. The calibrated hand lens was used to measure the diameter of the ball's impression, and the corresponding Brinell hardness value was computed.
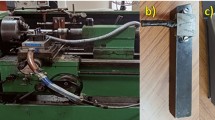
The milling operation was carried out on a BRIDGEPORT conventional machine (shown in Fig. 3a) with a range of spindle speed (210–340 rev/min), full load current (0.1 A), and voltage (400.44 V). A double-end mill depicted in Fig. 3a was used as a milling tool in the machining. Experiments are conducted under a minimum quantity lubrication cutting environment. Palm kernel oil was supplied as mist at 2.1 mL/h to the cutting interface [27]. Taguchi L9 orthogonal array was used to plan experiments. As a result, a total of nine machining attempt was conducted. Table 1 shows the cutting parameters and levels that have a major effect on the responses (cutting temperature and surface roughness). One Variable at a Time (OVAT) approach is not ideal for optimization because they produce local solutions and are more expensive (due to material waste, time, labor, and so on). Although soft computer programs are capable of finding global solutions, they are challenging for industry personnel to comprehend as well as use because of their complicated mathematical computations. As a result, there is a need for a statistical optimization tool (TOPSIS) requiring a few steps that can be easily understood and used to find the best possible solutions for multiple objective functions.

(a) Milling machine and milling tool (b) surface roughness and cutting temperature measurement (c) pictorial view of oil application (d) machined AISI 1018 steel
The surface quality of a workpiece surface can be divided into two categories: surface state and surface texture distribution. Surface roughness characterizes surface texture distribution, while surface morphology reflects surface condition [28, 29]. Surface roughness measurements were taken on the milled components using the SRT-6200 surface roughness tester. The detector can be placed on the surface and then uniformly slide along the surface by navigating its mechanism inside the tester. The detector determines surface roughness using its pointed built-in probe. The pictorial illustration of the surface roughness measurement is presented in Fig. 3b. The cutting interface temperature was measured using a PeakTech infrared thermometer. PeakTech’s infrared thermometer uses a laser to measure surface temperatures quickly, easily, and accurately. The laser was directed at the hot boundary between the cutting tool and the workpiece or moving objects, allowing the operator to capture the temperatures to be measured from a safe distance. When triggered, the device performs a precise (0.1 °C resolution) temperature measurement in a flash (see Fig. 3b). Figure 3c depicts a pictorial representation of the MQL lubricant application. However, the surface roughness and cutting temperature measurements were taken three times each and their averages were recorded.
2.3 Optimization technique
The optimization technique is a powerful tool for obtaining the ideal process parameters as well as the most optimal combination for operating conditions. This could act as a blueprint for experiments, lowering the likelihood of failure and the cost of its development and execution. As earlier mentioned, the TOPSIS optimization tool was used in this investigation. In 1981, Hwang and Yoon established the TOPSIS technique to address MCDM problems based on the concept that the option selected should be the closest to the positive ideal solution (B+) and the furthest away from the negative ideal solution (B−) [9, 23, 30]. TOPSIS was used in this study to determine the best alternative combination out of the nine sets of trials, with the combination consisting of minimum surface roughness and cutting temperature emerging. Following the standard procedure outlined below, the experimental findings in terms of cutting temperature and surface roughness were recorded as input data and then entered into an Excel spreadsheet created by Microsoft for the use of the TOPSIS methodology.
-
1.
Calculate the normalized decision matrix using Eq. (2)
$$z_{ij} = \frac{{x_{ij} }}{{\sqrt {\sum\nolimits_{j = 1}^{n} {x_{ij}^{2} } } }}$$(2) -
2.
Choosing the weights \((W_{i} )\) and calculating the normalized weights \(\left( {w_{i} } \right)\) of the criteria with Eq. (3)
$$w_{i} = \frac{{W_{i} }}{{\sum\nolimits_{i = 1}^{k} {W_{i} } }}$$(3)where \(i = \frac{1}{k}\) and \(\sum\limits_{i = 1}^{k} {w_{i} } = 1\).
-
3.
Carry out the weighted normalized decision matrix calculation using Eq. (4)
$$U_{ij} = w_{i} Z_{ij}$$(4)
-
4.
Determine the best option \((B^{ + } )\) and the worst option \((B^{ - } )\) using Eqs. (5) and (6), respectively.
$$B^{ + } = \left\{ {u_{1}^{ + } ,u_{2}^{ - } ,...u_{i}^{ + } ,...u_{n}^{ + } } \right\}$$(5)$$B^{ - } = \left\{ {u_{1}^{ - } ,u_{2}^{ - } ,...u_{i}^{ - } ,...u_{n}^{ - } } \right\}$$(6)where \(u_{i}^{ + }\) and \(u_{i}^{ - }\) are the best value, respectively the worst value for the \(ith\) criterion among all alternatives.
-
5.
Using Eq. (7), find the n-dimensional Euclidean separation between each potential outcome and the ideal outcome.
$$P_{j}^{ + } = \sqrt {\sum\limits_{i = 1}^{k} {\left( {u_{ij} - u_{i}^{ + } } \right)^{2} ,} } \;j = \frac{1}{n}$$(7)
-
6.
Determine the distance in n-dimensions between each potential solution and the negative ideal solution using Eq. (8)
$$P_{j}^{ - } = \sqrt {\sum\limits_{i = 1}^{k} {\left( {u_{ij} - u_{i}^{ - } } \right)^{2} ,} } \;\;j = \frac{1}{n}$$(8) -
7.
Determine the ranking score (the degree to which the solution is closest to the ideal) with Eq. (9)
$$Q_{j} = \frac{{P_{j}^{ - } }}{{P_{j}^{ + } + P_{j}^{ - } }},\;\;j = \frac{1}{n}$$(9)
The ranking scores can be sorted in descending order to determine the preference order of the alternatives, with the most favorable option having the highest-ranking score.
3 Results and discussion
3.1 Physiochemical and lubricity properties
The scope of this report does not extend to a thorough analysis of experimental measurements of an oil's physicochemical and lubricity characteristics. Therefore, this section briefly discusses the physiochemical and lubricity properties results obtained in this study. Table 2 presents the characteristics of palm kernel oil. The power of hydrogen in palm kernel oil is acidic with a value less than 7. This is a bit not favorable as it can corrode the workpiece so easily. The pH obtained may be due to some impurities gathered in the oil during extraction. The color of palm kernel oil is light yellow as shown in Fig. 2b. The oil yield obtained is 54% which is slightly higher than what was reported by Egbuna et al. [31] and Hossain et al. [32] with 49.82% and 49.2%, respectively. As seen in Table 2, the specific gravity value of palm kernel oil obtained is somehow close to that determined by Egbuna et al. [31], with 0.910 ± 0.0005 and Abegunde et al. [33], with 0.9255. The viscosity of extracted palm kernel oil was 27.6 cSt at 40 °C. The viscosity of the palm kernel oil sample was in between the result reported by Egbuna et al. [31], and Abegunde et al. [33], with 24.08 cSt and 35.46 cSt, respectively. The lubricity-related properties values are not exactly what was obtained in the literature, but their values are closely lower or higher than the values of raw palm kernel oil obtained in this study.
3.2 Chemical and physical properties of AISI 1018 steel
The chemical composition (%) was 98.8 Fe, 0.184 C, 0.0777 Si, 0.81 Mn, 0.0190 S, 0.0473 Cr, 0.0437 Ni, 0.016 Al, 0.0018 Co, 0.0274 Cu, 0.0154 Sb and 0.0018 Zn. The tensile strength, yield strength, elastic modulus, and hardness were 35.25 MPa, 32.25 MPa, 4730.43 MPa, and 127 HB, respectively.
3.3 Experimental results of machining
As earlier mentioned, the machining was conducted on AISI 1018 steel under palm kernel and mineral oils lubrication. The machined surfaces are shown in Fig. 3d. Table 3 and Figs. 4 and 5 show the outcomes of the experiment that correspond to each parameter. The data were taken by averaging the process parameter values at any three arbitrary points on the workpiece.

Effect of different lubrication environments on surface roughness

Effect of different lubrication environments on cutting temperature
Figure 4 shows the impacts of the surface roughness of vegetable oil produced from palm kernel oil and an industrial mineral oil lubricant during AISI 1018 steel turning with a double milling tool using the minimum quantity lubrication approach. The range of surface roughness values measured for palm kernel oil is 1.028–2.252 μm, while the range for mineral oil is 1.194–2.783 μm. The lowest values of surface roughness for the two machining environments were obtained with trial 1 (Exp-1) with experimental combination parameters 210 rev/min (spindle speed), 0.75 in./min (feed rate), and 0.03 in. (depth of cut). This means that both palm kernel oil and mineral oil lubricants are effective at low spindle speed, feed rate, and depth of cut. It is evident from Fig. 4 that the least surface roughness (1.028 μm) was obtained by vegetable oil and the highest was obtained by mineral oil (2.783 μm). When the mean and standard deviation of the surface roughness measurements were calculated, it was found that mineral oil was 17.021 ± 0.487 μm and palm kernel oil was 14.72 ± 0.347 μm. Lubricants derived from palm kernel oil provided lower surface roughness compared to equivalent mineral oil in the milling of AISI 1018 steel. Palm kernel oil produced a surface finish that was noticeably smoother than when using mineral oil. In machining, a lower surface roughness value indicates a smoother surface of the finished product. The lower the surface roughness of a machined component, the better and the longer such component will last in service [34]. The surface roughness of machined workpieces is influenced by various factors, including lubrication and cutting parameters. Improved surface finish in terms of palm kernel oil may be attributed to the improved work-tool interaction, resulting in reduced frictional forces between the work-tool contact surfaces. The palm kernel oil exhibited a superior performance compared with the conventional mineral oil with an approximately 15.6% decrease in surface roughness. The better fluidity and faster lubricating capacity of the oil developed, which has a superior performance compared to mineral oil, is responsible for its performance. This indicates that palm kernel oil satisfies the lubrication properties requirements and has a significant potential for use in machining operations. The effect of process parameters on cutting temperature is depicted in Fig. 5. From the chart, it will be noted that palm kernel oil competes drastically with the mineral oil equivalent in most of the machining trials. Palm kernel oil outperformed mineral oil in machining trials 2, 3, 6, 9, and gave equal performance with its counterpart mineral oil in experimental trials 5, 7, and 8. For palm kernel oil and mineral oil lubricants, the cutting temperature ranged from 30.33 to 34.67 C and 30.67 to 36.33 C, respectively. When compared to mineral oil, the study found that unadulterated palm kernel oil helped to reduce cutting temperature by about 3%. Mineral oil (SAE 40) and palm kernel oil have average temperatures of 288.68 °C and 296.17 °C, respectively, and a standard deviation of 1.384 °C. The results showed that palm kernel oil exhibited a superior performance compared when applied, compared with the traditional lubricant. This can be attributed to the physical and chemical properties of palm kernel oil, including its higher viscosity and lower thermal conductivity. These characteristics of palm kernel oil positively affect its ability to dissipate heat generated during machining, resulting in a lower cutting temperature. Despite this, palm kernel oil has shown remarkable cooling and lubrication properties during machining, leading to an improved surface finish. As evident in Fig. 5 concerning palm kernel oil, spindle speed at 280 rev/min (medium), feed rate at 2.38 in./min (high) and cutting depth at 0.03 in. (low) gave the least cutting temperature value. The intermolecular forces interaction of palm kernel oil assisted in supplying a long-lasting lubricant film on the cutting boundary during the machining operation [35, 36].
3.4 Influence of input parameters on output responses
The relationships that exist in graphs between input parameters and output responses have been displayed in Figs. 6, 7, 8, and 9. This was accomplished to validate the results shown in Figs. 4 and 5. These kinds of charts make it easy to comprehend how each factor has an impact. Surface roughness increases with spindle speed increase for palm kernel oil but decreases with spindle speed change from low to medium level for mineral oil, as shown by the relationship plot in Fig. 6. However, as the spindle speed increases from medium to high, the surface roughness increases. In Fig. 7, surface roughness increases hugely in palm kernel oil from 0.75 to 1.63 in./min. Meanwhile, it moves slightly from medium to high feed rate. This is to be anticipated since increasing the feed rate results in a greater chip load on the tool area [11]. This raises the tendency of built-up edges and results in a larger cutting region. The greater degree of feed marks on the surface being machined, vibrational action, and a larger cutting area may also contribute to higher surface roughness with an increase in feed rate.

Effect of spindle speed on surface roughness of AISI 1018 steel

Effect of feed rate on surface roughness of AISI 1018 steel

Effect of depth of cut on cutting temperature of AISI 1018 steel

Effect of feed rate on cutting temperature of AISI 1018 steel
However, mineral oil acted in the opposite direction to palm kernel oil at every point on the chart. In Fig. 8, the cutting temperature rises with an increase in the depth of cut for both lubricants. The greater the depth of cut, the greater the material removal rate, and MRR is proportional to the depth of cut. The influence of the depth of cut at 0.03 in. is very small compared with other depths of cut at moderate and high depths of cut. Besides, the cutting tool at a low depth of cut was still fresh as compared to medium and high depth of cut. The efficiency of the cutting tool at low cutting depth will still be very high. Also, with an increase in the depth of cut, the milling tool experiences more cutting resistance resulting in an increased temperature. The variation of cutting temperature against the feed rate is displayed in Fig. 9. The tool temperature increases as the feed rate increases from 0.75 to 2.38 in./min. The trend of the variation of the two lubricants is identical. With an increase in feed rate, thicker chips are formed which results in the reduction of heat transfer due to which temperature rises. In general, during machining, feed rate has a greater impact on tool life and power consumption. Typically, there is little to no impact of feed rate on cutting temperature.
3.5 Computation of multiple response parametric optimizations using TOPSIS
The TOPSIS method was used to obtain the ranking of the test combinations with respect to their general effectiveness after establishing the experimental findings for surface roughness and cutting temperature. First, the problem's decision matrix was created, as shown in Table 3. With the aid of Eq. (2), the decision matrix's entries are further normalized to make the values obtained from the various output parameter scales comparable. Table 4 displays the normalized and weighted normalized decision matrices for palm kernel oil. Weighted normalized decision matrix was computed after normalization using Eqs. (3) and (4). The positive (B+) and negative (B−) ideal reference points were calculated using Eqs. (5) and (6) and are shown in Table 4 after the weighted normalized decision matrix was established. The Euclidian distance between each alternative and Pj+ and Pj− was then calculated using Eqs. (7) and (8), and the result is shown in Table 5 for palm kernel oil [9]. Afterward, the closeness coefficient (Qj) for palm kernel oil was calculated using Eq. (9) and is also provided in Table 5. The normalized and weighted normalized decision matrices for mineral oil were calculation using similar approach employed for palm kernel oil and the results are presented in Table 6. The Euclidian distance and relative closeness for mineral were also calculated and presented in Table 7. For palm kernel oil and mineral oil, respectively, the experiment rankings are displayed in the very right column of Tables 5 and 7. It was noted that the palm kernel oil and mineral oil had the highest closeness coefficients of experiment 1 with values of 0.99689 and 0.99394, respectively. Experiments 6 (0.73858) and Experiment 5 (0.73333) for mineral oil and palm kernel oil, respectively, come in close succession. For palm kernel oil and mineral oil, the complete rankings could be determined using the order of closeness coefficient as follows: Exp-1 > Exp 6 > Exp-3 > Exp-7 > Exp-2 > Exp-9 > Exp-5 > Exp-4 > Exp-8 and Exp-1 > Exp-5 > Exp-8 > Exp-6 > Exp-3 > Exp-4 > Exp-9 > Exp-2 > Exp-7. According to the findings, experiment 1 is the most effective among all those conducted on mineral oil and palm kernel oil. The results indicate that the machining performance (in terms of cutting temperature and surface roughness) generally improves with 210 rev/min spindle speed, 0.75 in./min feed rate, and 0.03 in.
3.6 Analysis of variance (ANOVA)
The independent variables in the model are f, v, and ap. The statistical significance of each of the three input parameters was investigated using ANOVA of the experimental result. An ANOVA test was performed, as shown in Table 8 and 9, to determine the influence of the experimental variables on the results of the multiple performance factors. The findings from the ANOVA in Table 8 showed that v, f, and ap all had a 30.95%, 38.24%, and 10.24% influence on Qj values, respectively. As a result, the f was the most important factor influencing Qj values. The TOPSIS relationship between the mean Qj values for the level and process parameters is shown in Tables 9 and 10. The three response factors (f, v, and ap) are taken into consideration when choosing the best process parameter. The ranking demonstrates how important each parameter is in relation to the outcome. For palm kernel oil, f has the greatest influence on the outcome, while ap has little effect. The main effects plot for Qj can be used to graphically identify the ideal parameters. As shown in Figs. 10 and 11. The f (level 1), ap (level 1), and v (level 1) all have a significant positive effect when milling AISI 1018 steel with a double mill cutter and palm kernel oil. Similarly for mineral oil lubricant, ap has the highest contribution to the overall result of the machining process followed by v (see Table 9). The ap has the largest contribution to the response as shown in Table 11. When milling AISI 1018 steel with a double mill cutter and mineral oil, the f (level 1), ap (level 1), and v (level 1) all have a considerable favorable effect as presented in Fig. 11.

Main effects plot for PKO

Main effects plot for mineral oil
3.7 Regression analysis
Statistical regression models are used to examine the connection between a dependent variable and one or more independent variables. Using the variables v, f, and ap, a multiple regression model with a 95% confidence level for both responses, such as Ra and CT, was created. The value of the model’s determination coefficients was obtained to assess the model’s appropriateness (R2). The values of the Ra and CT second-order polynomial regressions for PKO are given in Eqs. (10–14). The R2 value in Eq. 10 was 71.07%, with a S value of 0.304. The R2 value shows that the v and f have a somewhat significant impact on Ra. The equation has a good variation in the output response and marginally matches the statistical technique adequately for the given input process variables. Equation (11) illustrates the link between Ra, v, and ap. A relatively large impact is also indicated by the R2 value of 71.75% when utilizing the v and ap as input variables for milling AISI 1018 steel. Equation (12), which additionally considers the effects of f and ap, shows how to calculate Ra using the second-order polynomial regression equation. The statistical model's unpredictability is demonstrated by the R2 value. The R2 score of about 53.95% indicates that the equation does not statistically fit the levels of the f and ap that are being considered. The CT regression analysis is displayed in Eqs. (13) and (14). For the correlations between f and ap and between v and ap, the model produced R2 values of 81.88% and 87.93%, respectively. The results showed that CT significantly affects f and ap in addition to v and ap. The mathematical models for mineral oil are displayed in Eqs. 15–18. The R2 values ranged between 70.12% and 95.33% for the measured parameters. The standard error of the estimate, or “S” number, on the other hand, is the average distance that the observed values fall from the regression line. The more precisely the model captures the reaction, the lower the value of S.
Regression Models for PKO
Regression Model for Mineral Oil
4 Conclusion
The effectiveness of vegetable oil (palm kernel oil) as a cutting lubricant was examined in this study. Based on cutting temperature and surface roughness performances, palm kernel oil was compared with conventional mineral oil during the milling of AISI 1018 steel. The feed rate, depth of cut, and spindle speed were key variables for the experiment, which relied on the Taguchi plan with L9 orthogonal arrangement. Additionally, TOPSIS was used to improve the machining parameters and optimize the cutting parameters. From the study, the following conclusions could be made.
-
1.
A better surface finish has been achieved as a result of the improved lubrication action of palm kernel oil MQL on the tool chip interaction. The surface roughness of palm kernel oil was 15.6% higher than that of conventional mineral oil.
-
2.
In the majority of experimental trials, the cutting temperature of palm kernel oil competes fiercely with the mineral oil equivalent. Palm kernel oil contributed to about a 3% reduction in cutting temperature as compared with mineral oil.
-
3.
The three most effective combinations, which were noted during the MQL milling operation, have been determined using the TOPSIS approach. For both palm kernel oil and mineral oil, the optimal machining parameters have been identified as a spindle speed of 210 rev/min, feed rate of 0.75 in./min, and depth of cut of 0.03 in.
-
4.
With a contribution of 38.24%, the feed rate was determined to have the greatest impact on Qj for palm kernel oil while for mineral oil, the depth of cut has the most significant impact on Qj with a contribution of 39.09%.
Abbreviations
- AECM:
-
Active energy consumed by the machine
- AHP:
-
Analytical hierarchy process
- AISI:
-
American Iron and Steel Institute
- ANN:
-
Artificial neural network
- ANOVA:
-
Analysis of variance
- AOAC:
-
Association of Official Analytical Chemists
- APCM:
-
Active power consumed by machine
- ARAS:
-
Additive ratio assessment
- ASTM:
-
American Society for Testing and Materials
- BBD:
-
Box–Behnken design
- COCOSO:
-
Combined compromise solution
- COPRAS:
-
Complex proportional assessment
- CQL:
-
Combined quality loss
- CRITIC:
-
Criteria importance through intercriteria correlation
- CT:
-
Cutting temperature
- DFA:
-
Desirability function approach
- DOC:
-
Depth of cut
- DOE:
-
Design of experiment
- EDM:
-
Electrical discharge machining
- EWM:
-
Entropy weight method
- EWR:
-
Electrode wear rate
- GRA:
-
Grey relational analysis
- HPC :
-
High-pressure cooling
- MCDM:
-
Multiple criteria decision making
- MPCI:
-
Multiple programme characteristic index
- MQL:
-
Minimum quantity lubrication
- MRO:
-
Multiple response optimization
- MRR:
-
Material removal rate
- NSGA:
-
Non-dominated sorting genetic algorithm
- PCA:
-
Principal component analysis
- PF:
-
Power factor
- pH:
-
Power of hydrogen
- PKO:
-
Palm kernel Oil
- RSM:
-
Response surface methodology
- SAE:
-
Society of automobile engineers
- TLBO:
-
Teaching-learning based optimization
- TOPSIS:
-
Technique for order preference by similarity to ideal solution
- TWR:
-
Tool wear rate
- \(v\) :
-
Spindle speed
- \(f\) :
-
Feed rate
- \(a_{p}\) :
-
Depth of cut
- \(Ra\) :
-
Surface roughness
- \(rk\left( A \right)\) :
-
Rank
References
Camposeco-Negrete, C., de Dios Calderón Nájera, J., Miranda-Valenzuela, J.C.: Optimization of cutting parameters to minimize energy consumption during turning of AISI 1018 steel at constant material removal rate using robust design. Int. J. Adv. Manuf. Technol. 83(5–8), 1341–1347 (2016)
Chen, C.M., Kovacevic, R.: Joining of Al 6061 alloy to AISI 1018 steel by combined effects of fusion and solid state welding. Int. J. Mach. Tools Manuf. 44(11), 1205–1214 (2004)
Adin, M.Ş, Okumuş, M.: Investigation of microstructural and mechanical properties of the dissimilar metal weld between AISI 420 and AISI 1018 STEELS. Arab. J. Sci. Eng. 47(7), 8341–8350 (2022)
Taban, E., Gould, J.E., Lippold, J.C.: Dissimilar friction welding of 6061-T6 aluminum and AISI 1018 steel: Properties and microstructural characterization. Mater. Des. (1980-2015) 31(5), 2305–2311 (2010)
Deshmukh, S.P., Shrivastava, R., Thakar, C.M.: Machining of composite materials through advance machining process. Mater. Today Proc. 52, 1078–1081 (2022)
Saatçi, E., Yapan, Y.F., Uysal, M.U., Uysal, A.: Orthogonal turning of AISI 310S austenitic stainless steel under hybrid nanofluid-assisted MQL and a sustainability optimization using NSGA-II and TOPSIS. Sustain. Mater. Technol. 36, e00628 (2023)
Wu, P., He, Y., Li, Y., He, J., Liu, X., Wang, Y.: Multi-objective optimisation of machining process parameters using deep learning-based data-driven genetic algorithm and TOPSIS. J. Manuf. Syst. 64, 40–52 (2022)
Patnaik, P.K., Mishra, S.K., Swain, P.T.R., Purohit, A., Parija, S.K., Panda, S.S.: Multi-objective optimization and experimental analysis of electro-discharge machining parameters via Gray-Taguchi, TOPSIS-Taguchi and PSI-Taguchi methods. Mater. Today Proc. 62, 6189–6198 (2022)
Varatharajulu, M., Duraiselvam, M., Kumar, M.B., Jayaprakash, G., Baskar, N.: Multi criteria decision making through TOPSIS and COPRAS on drilling parameters of magnesium AZ91. J. Magnes. alloys 10(10), 2857–2874 (2022)
Srinivasan, V.P., Palani, P.K., Dhayananthan, S., Gopi, S., Balamurugan, S., Venkatesh, S.M.: A multi criteria decision making (MCDM) based on TOPSIS and RSM for process improvement in electrical discharge machining of silicon nitride–titanium nitride ceramic composites. Mater. Today Proc. 45, 1319–1327 (2021)
Singh, G., Aggarwal, V., Singh, S., Singh, B., Sharma, S., Singh, J., Eldin, S.M.: Performance investigations for sustainability assessment of Hastelloy C-276 under different machining environments. Heliyon 9(3), e13933 (2023)
Sur, G., Motorcu, A.R., Nohutçu, S.: Single and multi-objective optimization for cutting force and surface roughness in peripheral milling of Ti6Al4V using fixed and variable helix angle tools. J. Manuf. Process. 80, 529–545 (2022)
Rajamanickam, S., Prasanna, J.: TOPSIS on high aspect ratio electric discharge machining (EDM) of Ti–6Al–4V using 300 µm brass rotary tube electrodes. Mater. Today Proc. 5(9), 18489–18501 (2018)
Srivastava, A., Mishra, D.K., Chatterjee, S., Datta, S., Biswal, B.B., Mahapatra, S.S.: Multi-response optimization during electro-discharge machining of super alloy Inconel 718: application of PCA-TOPSIS. Mater. Today Proc. 5(2), 4269–4276 (2018)
Suresh, R.K., Krishnaiah, G., Venkataramaiah, P.: An experimental investigation with minimum quantity lubrication and its comparison with various vegetable oil based cutting fluids during turning. Mater. Today Proc. 4(8), 8758–8768 (2017)
Jadhav, P.S., Mohanty, C.P., Hotta, T.K., Gupta, M.: An optimal approach for improving the machinability of Nimonic C-263 superalloy during cryogenic assisted turning. J. Manuf. Process. 58, 693–705 (2020)
Nadda, R., Kumar, R., Singh, T., Chauhan, R., Patnaik, A., Gangil, B.: Experimental investigation and optimization of cobalt bonded tungsten carbide composite by hybrid AHP-TOPSIS approach. Alex. Eng. J. 57(4), 3419–3428 (2018)
Suneesh, E., Sivapragash, M.: Multi-response optimisation of micro-milling performance while machining a novel magnesium alloy and its alumina composites. Measurement 168, 108345 (2021)
Sultana, M.N., Dhar, N.R.: RSM design-based hybrid approach to multi-response optimization in milling Ti–6Al–4 V alloy: a comparative study. Mater. Today Proc. (2023). https://doi.org/10.1016/j.matpr.2023.03.527
Kumar, R., Bilga, P.S., Singh, S.: Multi objective optimization using different methods of assigning weights to energy consumption responses, surface roughness and material removal rate during rough turning operation. J. Clean. Prod. 164, 45–57 (2017)
Abas, M., Sayd, L., Akhtar, R., Khalid, Q.S., Khan, A.M., Pruncu, C.I.: Optimization of machining parameters of aluminum alloy 6026–T9 under MQL-assisted turning process. J. Mater. Res. Technol. 9(5), 10916–10940 (2020)
Venkatesan, K., Devendiran, S., Ghazaly, N.M., Rahul, R., Mughilan, T.: Optimization of cutting parameters on turning of Incoloy 800H using Al2O3 nanofluid in coconut oil. Procedia Manuf. 30, 268–275 (2019)
Singh, R.P., Sharma, V., Kumar, R.: Optimization of response parameter of machining En31 while electro-discharge-machining using TLBO. Mater. Today Proc. (2023). https://doi.org/10.1016/j.matpr.2023.02.121
Kazeem, R.A., Fadare, D.A., Abutu, J., Lawal, S.A., Adesina, O.S.: Performance evaluation of jatropha oil-based cutting fluid in turning AISI 1525 steel alloy. CIRP J. Manuf. Sci. Technol. 31, 418–430 (2020)
Kazeem, R.A., Fadare, D.A., Ikumapayi, O.M., Azeez, T.M., Adediran, A.A.: Development of bio-cutting fluid (Cirtullus lanatus) and its performance assessment on the machining of AISI 1525 steel using Taguchi technique and grey relational analysis. Biointerface Res. Appl. Chem 12, 5324–5346 (2022)
Kazeem, R.A., Fadare, D.A., Ikumapayi, O.M., Akinlabi, S.A., Akinlabi, E.T.: Evaluation of mango kernel seed (Mangifera indica) oil as cutting fluid in turning of AISI 1525 steel using the Taguchi–Grey relation analysis approach. Lubricants 10(4), 52 (2022)
Alaba, E.S., Kazeem, R.A., Adebayo, A.S., Petinrin, M.O., Ikumapayi, O.M., Jen, T.C., Akinlabi, E.T.: Evaluation of palm kernel oil as cutting lubricant in turning AISI 1039 steel using Taguchi-grey relational analysis optimization technique. Adv. Ind. Manuf. Eng. 6, 100115 (2023)
Zhang, X., Li, C., Zhou, Z., Liu, B., Zhang, Y., Yang, M., Ali, H.M., et al.: Vegetable oil-based nanolubricants in machining: from physicochemical properties to application. Chin. J. Mech. Eng. 36(1), 76 (2023)
Liu, M., Li, C., Yang, M., Gao, T., Wang, X., Cui, X., Sharma, S., et al.: Mechanism and enhanced grindability of cryogenic air combined with biolubricant grinding titanium alloy. Tribol. Int. 187, 108704 (2023)
Chate, G.R., Manjunath Patel, G.C., Harsha, H.M., Urankar, S.U., Sanadi, S.A., Jadhav, A.P., Deshpande, A.S.: Sustainable machining: modelling and optimization using Taguchi, MOORA and DEAR methods. Mater. Today Proc. 46, 8941–8947 (2021)
Egbuna, S.O., Nwachukwu, U.J., Agu, C.M., Asadu, C.O., Okolo, B.: Production of biolubricant samples from palm kernel oil using different chemical modification approaches. Eng. Rep. 3(11), e12422 (2021)
Hossain, M.S., Norulaini, N.N., Naim, A.A., Zulkhairi, A.M., Bennama, M.M., Omar, A.M.: Utilization of the supercritical carbon dioxide extraction technology for the production of deoiled palm kernel cake. J. CO2 Util. 16, 121–129 (2016)
Abegunde, P.O., Kazeem, R.A., Akande, I.G., Ikumapayi, O.M., Adebayo, A.S., Jen, T.-C., Akinlabi, S.A., Akinlabi, E.T.: Performance assessment of some selected vegetable oils as lubricants in turning of AISI 1045 steel using a Taguchi-based Grey relational analysis approach. Tribol.-Mater. Surf. Interfaces 17, 187 (2023)
Ikumapayi, O.M., Kazeem, R.A., Popoola, L.T., Laseinde, O.T., Afolalu, S.A., Nwala, N.C., ... Akinlabi, E.T.: Development and assessment of African star seed (Chrysophyllum albidum) oil-based cutting fluid in turning AA6061 using Taguchi grey relational approach. Int. J. Interact. Des. Manuf. (IJIDeM) 1–16. (2022)
Kazeem, R.A., Fadare, D.A., Ikumapayi, O.M., Adediran, A.A., Aliyu, S.J., Akinlabi, S.A., Akinlabi, E.T., et al.: Advances in the application of vegetable-oil-based cutting fluids to sustainable machining operations: a review. Lubricants 10(4), 69 (2022)
Bai, X., Jiang, J., Li, C., Dong, L., Ali, H.M., Sharma, S.: Tribological performance of different concentrations of Al2O3 nanofluids on minimum quantity lubrication milling. Chin. J. Mech. Eng. 36(1), 1–12 (2023)
Funding
Open access funding provided by University of Johannesburg.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kazeem, R.A., Aregbesola, D.S., Jen, TC. et al. Multi-response optimization of process parameters for sustainable machining of AISI 1018 steel with palm kernel oil-assisted minimum quantity lubrication technique. Int J Interact Des Manuf 18, 771–787 (2024). https://doi.org/10.1007/s12008-023-01696-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-023-01696-9