
Abstract
According to the European energy consumption reports, the highest energy/fuel consumption in the residential sector is due to space heating, followed by water heating. Generally, the product used to warm water in residential buildings is a boiler system where a heat exchanger is the core of the system. The paper provides a Life Cycle Assessment analysis of a traditional heat exchanger used in domestic boilers with the aim to identify critical aspects and environmental hotspots for the development of a novel concept of the heat exchanger. The methodology used to collect eco-design guidelines from the Life Cycle Assessment analysis is proposed within the paper. Several eco-design actions were put into practice to reduce the environmental issues in each phase of the life cycle from the materials used, the manufacturing processes as well as the product geometry to increase energy efficiency during the use. Concerning the materials and manufacturing phase, a novel design based on a different material (e.g., stainless steel) was developed to replace a mix of materials (i.e., copper and aluminum alloy). Concerning the use phase, the overall product efficiency was increased allowing important savings in terms of gas/energy consumption, by the adoption of a novel design (e.g., spiral pipe). The new heat exchanger design shows better environmental performance in each Life Cycle Assessment indicator, saving more than 40% in CO2 emissions (Global Warming Potential) in the whole product life cycle.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Today, energy and environmental problems are strongly related, and they are considered critical aspects of engineering design. Energy efficiency, use of alternative renewable energy, and mitigation of environmental burden are market needs and design drivers to face in the development of energy-related products (ErP) [1]. The growing awareness of consumers about environmental issues and the policies adopted at national and international levels (e.g., the eco-design directive) force the manufacturers of energy-related products to provide new solutions for the reduction of energy consumption and related emissions (e.g., greenhouse gas emissions). The geopolitical context has amplified this market need as a result of the energy security crisis caused by the invasion of Ukraine by Russia. The European Union (EU), in particular, is highly dependent on land-linked Russia for fossil fuel imports (e.g., natural gas), and supply concerns are growing. The replacement of fossil fuels with renewable energy as well as the improving product energy efficiency are top priority policies in the EU. As the former approach has a long-term outlook and may not encompass the ErP design phase, the latter is viewed as an immediate solution to the energy crisis and requires industrial companies to develop energy-efficient products. Thus, the continuous improvement of industrial products and equipment is a critical issue forcing manufacturers, the research community, and politicians to identify efficient and sustainable solutions.
A Heat Exchanger (HE) is a mechanical assembly widely adopted in many products, such as boilers, and used for in-doors space heating. A HE is a system used to transfer heat between a source and a working fluid. These systems are widespread in the market due to several advantages such as low production cost, and ease of installation. According to the European energy consumption reports, the highest energy consumption in the residential sector is due to space heating, followed by water heating [2]. Space heating refers to the energy necessary to provide heat in an interior of a dwelling; different types of space heating equipment can be identified (e.g., central steam/hot water space-heating, heat pumps, reversible heat pumps, electric storage heater, etc.). On the other hand, water heating refers to the energy necessary to heat water for different purposes (e.g., cleaning, hot running water, etc.), being able to carry out this process together with the space heating or separately (e.g., water heater/boiler) [3]. Due to the great relevance of these devices in residential energy consumption, the EU has adopted various directives to improve efficiency and reduce energy demand in the building sector, which is responsible for 36% of the EU greenhouse gas emissions [4]. The global market for HEs is expected to grow significantly, which makes clear the need for novel solutions for these devices with the aim to make them more sustainable. Despite several regulations being mainly oriented to the use phase optimization, all the life cycle phases should be included [5], and the materials used for their production too[6]. Eco-design is therefore a key topic in the development of HE systems or boilers in general, and explorative works were developed to answer these new requirements for the whole boiler system [7,8,9,10], or specifically, for the HE [11,12,13,14]. The idea to use a life cycle engineering approach for the development of these products is new and allows designers to highlight critical phases, components and solutions. Thus, a holistic approach such as Life Cycle Assessment (LCA) [15, 16] has been adopted for the analysis of these systems. The LCA of a system represents the total environmental impact over its useful life. In this context, the objective of a life cycle analysis is to evaluate the environmental load of HEs and more in general heating systems throughout the product lifetime, from equipment manufacturing through its operation and decommissioning. The literature related to the LCA studies on HEs is not broad, and it encompasses specific solutions or models used in different applications. Most of the research studies referred to the whole analysis of the building where boilers or HE systems were installed. The analysis carried out by Shah et al., [17] provided a comparison of different heating systems in different climate regions; with identical building dimensions but specific construction characteristics for each territory. This research showed the importance of climate, construction (i.e., insulation) and energy mix in environmental impacts, since no heating system performs best for all scenarios simultaneously. The work proposed by Ren et al., [18] tried to compare polyethylene and steel materials used in ground HEs used for geothermal energy applications including energy benefits, economic and environmental impacts. The study provided an important outcome in material selection since the steel system was superior to the polyethylene one in terms of energy consumption and life cycle impacts. Focusing on the design solutions adopted in the development of HEs, the work of Prek [19] provided a comparison between three different heating systems (radiator heating, floor heating and, fan coil convector) with the aim to present the consequences of designers’ choices during the design phase. The research showed that three different concepts of heating systems with different construction materials vary the environmental performance. Radiator heating systems’ environmental indicators are far more superlative than those for floor or fan coil convector heating systems. Copper pipes and other copper parts contribute to the greatest environmental impact followed by the steel material. The lowest values are obtained for floor heating systems due to the adoption of plastic materials. Since the use phase was not considered, as well as the type of HE used for the analysis the work cannot be considered a step forward in the development of sustainable HE. On this aim, the work developed by Vignali [8] shows that the latest generation of boilers (i.e., condensing boilers) have better environmental performances than traditional ones. This result is essentially due to its lower fuel consumption during the use phase and the lower levels of carbon monoxide (CO), and nitrogen oxides (NOx) emitted during the combustion of natural gas. The study also shows that the use phase is by far the biggest contributor to the environmental impact, and on average is responsible for more than 90% of the total impact. The same outcome was discovered by Famiglietti et al., [20] in a more recent study, where the use phase is responsible for more than 97% of the overall life cycle impacts. Similarly, Raluy et al. [21] conducted an LCA to evaluate a fuel-fired water heater in Portugal and understand the influence of the used fuel. Although the results can greatly vary from one country to another (e.g., due to consumption patterns), it demonstrates the importance of considering the type of fuel consumed when obtaining eco-design actions, showing that the key environmental hotspots are the emissions produced during fuel pre-combustion and combustion during the usage stage. However, all these works fail in providing directives and eco-design suggestions for the development of new HE systems.
Considering the mentioned LCA studies carried out on this topic, and the presented limitation, the main purpose of this paper is to conduct an LCA analysis of a traditional HE used in domestic boilers to identify critical aspects and environmental hotspots. The main goal of the study is to translate the results of life cycle analysis for HE into eco-design guidelines that can be reinjected into the design of new HE concepts. The novelty of this work is to overtake the main limitation of previous studies with a clear focus on the HE, allowing the improvement of its environmental sustainability, and facilitating the engineering decision-making process toward the identification of eco-design principles. The study has been performed in compliance with the guidelines outlined by international standards ISO 14040 [15], and ISO 14044 [16] following the LCA methodology. Several eco-design actions have been pointed out starting from the LCA results to drive the design of novel concepts of HE towards environmentally sustainable solutions in space heating.
After this introduction which reports the motivation of the study the literature background and the novelty of the research, Sect. 2 describes the materials and method adopted for the development of this research which include the LCA analysis of the traditional HE, assumptions and propositions for eco-design guidelines retrieval. Section 3 discusses the product development process of a new HE based on the eco-design guidelines previously defined, while Sect. 4 provides a comparison of LCA results discussing the benefits of the new HE. Finally, Sect. 5 presents conclusions and future works based on the outcomes obtained by this study.
2 Materials and method
The methodology followed consisted first in conducting an LCA of a traditional HE and based on the results, eco-design actions to design a new product were developed. ISO 14040 [15], ISO 14044 [16], and ILCD Handbook [22] have been followed in order to accomplish the goals of this research and identify key aspects of these devices. These standards specify the following four phases:
-
1
Goal and scope definition
-
2
Life Cycle Inventory (LCI)
-
3
Life Cycle Impact Assessment (LCIA)
-
4
Interpretation
The following subsections go into more detail. After defining the eco-design guidelines, a new model of the HE was developed considering a life cycle perspective and the environmental issues of the traditional model. Following the same approach (LCA) a comparison of the two models was done and the benefits of the new design were assessed.
2.1 Goal and scope definition
This kind of evaluation enables the determination of the environmental effects and the resources consumed throughout the product's life cycle, including some categories that might not be taken into consideration when a more basic assessment is performed. The objective of the study is to quantify the traditional HE's environmental impact to pinpoint its most critical parts and improve the products' overall sustainability. The traditional HE model analyzed in this work is a copper finned-tube HE (Fig. 1) which is commonly used for condensing gas boilers for home heating. The complete boiler has not been analyzed because for this study the part to be optimized is the one in charge of the heat exchange process.

Traditional finned-tube HE components
The HE is a monothermic exchanger with five oval pipes, with a power of 24 kW. It is made up of 74 copper fins enclosed between two aluminum end fins and is crossed by five pipes that are connected by four "return bend" thus creating a single zig-zag tube that ends with an "L" tube. The heating of the water that runs through the pipe is favored by the finned surface and takes place through the heat given off by the burner and transported by the exhaust gases. Table 1 summarizes the characteristics of the HE studied.
The functional unit used for LCA is: “The increment of the water's temperature from initial room temperature to the required temperature (indoor temperature and domestic hot water) of a three-person apartment with equivalent insulation performance during a lifespan of seven years”. Building insulation performance was not considered in this study to avoid the introduction of an additional variable that does not concern the objective of the analysis. The reference flow was defined as the physical module (HE) of the gas boiler with a power of 24 kW which is the common power installed in EU houses. The system boundaries encompass all phases of the product life cycle: (i) material extraction, (ii) components manufacturing and assembly, and (iii) use. Transport, maintenance, and End-of-Life were not included in the analysis.
2.2 Life cycle inventory
All material and energy flows (inputs and outputs) linked to the functional unit must be considered by the LCI. The LCI has been primarily separated into two sections in this paper: the first section focuses on the materials utilized and the manufacturing phase, and the second one focuses on the use phase. For the first part, an approach based on the virtual product’s models was used. To acquire data, Bill of Materials (BoM) and CAD have been employed (e.g., dimensions, weights, materials, etc.), while Ecoinvent 3.8 database was used for secondary data. From the CAD file, it was possible to obtain the necessary features of the products and related components. In this way, knowing the material of each piece and the percentage of material discarded provided by the BoM, it has been possible to calculate the amount of net raw material needed for the analysis (see Table 2).
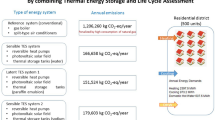
The inventory analysis referred to the use phase was conducted considering three different European countries’ scenarios: Italy (IT), Greece (GR) and, Sweden (SE). For Italy it was decided to consider two scenarios: north (N-IT), and south (S-IT) (see Fig. 2).

Regions considered for the use phase [Created with mapchart.net]
The purpose of considering these scenarios was to evaluate diverse climatic conditions and different gas/energy supplies. For the assessment of the flow consumptions (gas, water, and electricity), the mean value of the annual hours that the boiler is turned on (based on statistical data from literature), and the average outdoor temperature of the chosen countries [23,24,25] were used. Table 3 summarizes these results in the considered countries.
It is worth highlighting that the boiler does not always work at maximum power, but the power is modulated based on the external temperature and the desired indoor temperature. This power modularization is dependent on many reasons such as user behavior, the occupation of the house, etc., which are aleatory variables in this analysis. For this reason, an assumption was done following available data collected by boilers manufacturers: the boiler works at maximum power (24 kW) for 20% of the time, while the remaining 80% works at a reduced power of 10 kW. For each scenario, the amount of fuel (natural gas) required in a year for space heating can be determined using the efficiency of the heat exchangers, the consumption in kWh, and the lower heating value of the fuel. Regarding the calculation of the thermal energy required to heat the water, it has been determined that a family consists of three persons and that each person uses roughly 40 L of hot water per day to take a shower [26]. The initial temperature of the water to be warmed by the boiler was derived using the average annual air temperature for each analyzed country in this study. For example, in Italy, the average annual temperature (Tf) in the North is 10.5ºC while in the South is higher (16.4 °C), according to ISTAT data [27]. The average annual temperatures of Greece and Sweden are respectively 14.6 ° C [28] and 3.3° C [29]. Equation (1) was used to calculate the yearly power-on hours (htot) measured in [h/year].
where htot: hours that the boiler is turned on [h/year], hw: hours that the boiler is turned on during winter [h/day], Dw: days that the boiler is turned on during winter [days/year], hsa: hours that the boiler is turned on during spring and autumn [h/day], Dsa: days that the boiler is turned on during spring and autumn [days/year].
Equation (2) was adopted to assess the overall yearly amount of power (Qa) measured in [kWh/year] needed to keep the HE turned on for space heating:
where Qa = yearly power needed for space heating [kWh/year], Hmax: hours that the boiler is on at maximum power, 20% of the total time (H) [h/year], Hmin: hours that the boiler is on at minimum power, 80% of the total time (H) [h/year], Pmax: maximum power = 24 kW, Pmin: minimum power = 10 kW.
The volume of natural gas required for space heating in a complete lifecycle (Mg), measured in [m3], was calculated as follows (Eq. (3)):
where Qa: yearly power needed for space heating [kWh/year], A: lifespan of the HE = 7 [years] (retrieved by literature and professional judgment [30]), LHV: Lower Heating Value of natural gas = 9.94 [kWh/m3], ηLHV: coefficient of performance for space heating of the HE referred to the LHV = 0.95.
On the other hand, Eq. (4) was adopted to assess the overall yearly amount of power (Qw) measured in [kWh/year] needed to heat domestic hot water:
where Qw: yearly power needed for hot water heating [kWh/year], ρ: density of water = 1000 [kg/m3], Cs: specific heat capacity of water = 1.162E-03 [kWh/kgK], Vw: daily volume of water per person [m3/day], n: number of persons of the family = 3 [persons], Tc: brewing temperature = 50 [ºC], Tf: outdoor average annual temperature for each season, D: number of yearly days = 365 [days].
The volume of natural gas required for domestic water heating in a complete lifecycle (Mw), measured in [m3], was calculated as follows (Eq. (5)):
where Qw: yearly power needed for hot water heating [kWh/year], A: lifespan of the HE = 7 [years] (retrieved by literature and professional judgment [30]), LHV: Lower Heating Value of natural gas = 9.94 [kWh/m3], ηLHV: coefficient of performance for space heating of the HE referred to the LHV = 0.95.
Table 4 summarizes the results of these parameters for each scenario, while Table 5 shows the LCI for the use phase.
2.3 Life cycle impact assessment
SimaPro 9.0.0.49 was used for the LCIA, and the ReCiPe Midpoint (H) was implemented, choosing the most representative midpoint indicators for this study (see Table 6).
2.4 Results interpretation
By the adoption of the mentioned LCIA indicators, it was possible to identify where the criticalities of the HE lie. To have a complete overview of the environmental implications of the traditional HE, Table 7 shows the results related to the entire life cycle (including the use phase) for all the scenarios presented above. As can be seen, SE has the greatest values in all the categories, followed by N-IT (with an average difference of 16%), S-IT (44% of difference), and finally, GR with a difference of 60%.
The use phase (space heating and heat for domestic hot water) is the most impactful category during the whole life cycle. This result is in line with other studies conducted on domestic boilers [8, 9]. Figure 3 highlights how only for HTP, MDP and PMFP categories, the assembly and manufacturing phase has a significant negative impact on the environment due to the use of copper material in the production of HE components. The gas needed for the space heating during the useful life of the product is the one that impacts the most in all indicators, except for the HTP in the N-IT, S-IT and GR scenarios, where the materials and manufacturing phase is higher. This illustrates how crucial it is to increase efficiency during the use phase.

ReCiPe Midpoints (H) indicators for each scenario during the life cycle – Trad. HE: A N-IT, B S-IT, C GR, and D SE
A predictable result is related to indirect emissions of the HE in different scenarios (i.e., geographical areas). Indeed, the use of the same dataset for natural gas supply in EU countries highlights how the consumption of natural gas reflects climatic conditions in the analyzed countries (e.g., Sweden has the highest share among the four scenarios). Thus, natural gas consumption is the most critical feature in terms of environmental impact. Considering that the same technology (combustion for heat generation) has been considered, as well as the same input (natural gas), the most important feedback for the HE manufacturer is to increase the efficiency of the product, reducing the amount of natural gas in a life cycle perspective. This result can be obtained by two options: (i) increase the thermal conductivity of the material used for the HE, or (ii) develop a new product geometry able to increase the overall product efficiency.
Focusing on the materials and manufacturing phase, Table 8 presents the outcomes for the manufacturing phase for each indicator analyzed.
Figure 4 highlights how the part that causes the highest impact in all categories is the assembly of the fins, with an average of 72% of the total impact. Followed by the tubes (18%), the return bends (6%), the “L” tubes (3%), and finally the end fins (1% on average, almost negligible). It has been proven that the production processes have a much lower impact than the raw material (mainly copper); for example, for the 74 fins, the copper represents 85% of the GWP indicator, while the sheet rolling and the impact extrusion processes are 6% and 9% respectively. This explains why the fins, which require the most material for manufacture, have the highest impact.

Component’s impact in each Midpoint for the manufacturing phase–Trad. HE
This analysis highlights that the efforts of the eco-design actions should be focused on the material used in the HE rather than the manufacturing processes. In particular, the possible eco-design options are: (i) a reduction of the overall amount of material used (bearing in mind the heating capacity of bulk material), or (ii) a change of the copper for other material with similar thermal conductivity property but more sustainable.
2.5 Eco-design actions
The Life Cycle Thinking (LCT) approach and the standard ISO 14006:2011 [32] methodology have both been used throughout the eco-design phase. The flowchart for incorporating eco-design throughout the development of a product in accordance with the standard is shown in Fig. 5. LCA results were employed to derive suitable eco-design actions in this field. The most critical parts and phases of the life cycle are identified, facilitating the creation of a database that plays a crucial role to achieve an important reduction of the negative impacts while retaining the product's functionality.

Eco-design methodology (ISO 14006) applied to this project
Using the outcomes of the various indicators previously reported and considering the goals of this study, a summary of eco-design initiatives to make HE a more sustainable product is provided in Table 9. The suggested guidelines have been separated into two phases (material & manufacturing, and use) to improve their usability. The development of an eco-design rule repository has a key role to establish in which aspects attention should be focused on to achieve a significant environmental improvement (maintaining the functionality of the product).
3 Development of a new heat exchanger
As can be observed, LCA facilitates the identification of the product's critical aspects and the definition of eco-design activities that can be considered during the design of the new model, making a framework for the sustainable development of these items. The design of a new heat exchanger is possible by following the recommendations presented above and holding conversations with experts in the field. To improve the Coefficient of Performance (COP) of this New HE, the traditional HE was replaced by condensing HE, which increases overall exhaust heat recovery efficiency. The water vapor in the exhaust gases must be condensed to use this energy. Instead of being released into the atmosphere, the gases created during combustion are forced to meet the coil's intake part, where the water flow returning to the boiler enters (i.e., the coil's coldest part). In contact with it, the water vapor contained in the fumes condenses, releasing the heat generated during the transition of states to the coil (and therefore to the water). For this reason, condensing boilers also have a collector and a drain for condensate water.
Thus, the new design of HE adopts a single material (stainless steel) as the main raw material, solving some of the criticalities presented before (no coating required due to its high corrosion resistance and no need for brazing to assemble different materials). Each component only uses one material to facilitate the disassembly and recyclability, and more than one functionality has been assigned to single parts (e.g., the coil allows water transportation and thermal exchange simultaneously). Even if the stainless steel has a lower thermal conductivity than copper, it shows a great performance compared with copper due to the product geometry (spiral pipe). This model seeks to optimize the efficiency during its useful life, since it has been proven to be the most impactful phase. With the New HE, a COP for space heating of 1.05 can be reached while for water heating the COP is 1. It is also important to highlight that 20% of the time it operates at its maximum power (24 kW), however, the remaining 80% now operates at 3 kW rather than 10 kW (as was for the previous model) due to the condensing technology that allows recovering the exhaust gases from combustion. The HE characteristics of the newly developed model are presented in Table 10.
Figure 6 shows the compact design of the New HE, which consists of a stainless-steel coil with an oval section. The heat exchanger is made up of a combustion chamber, a condensing zone, and an insulated metallic disk (covered in silicon ceramic fiber) that divides the two areas.

A New HE (condensing heat exchanger); B Coil and Coil casing assemblies
To assess numerically the benefits obtained by the development of the new HE model, an LCA analysis was performed. Table 11 summarizes the data retrieved for the inventory of the new model.
4 Results discussion and comparison
Here below are presented the outcomes of the LCA analysis of this new design. Table 12 displays the values for each component, which are divided into three categories (case, coils, and coil casing assemblies).
As shown in Fig. 7, the “case assembly” impacts the most for all the categories analyzed (average of 72%) except for the MDP, where it has the lowest outcomes (6%) while the “coil assembly” has the highest values (69%). The “coil’s casing assembly” is the one that presents lower results (an average of 7% of the total).

Component’s impact in each Midpoint for the manufacturing phase–New HE
The results for the materials and manufacturing phase can be compared to the ones obtained with the traditional HE (see Table 13). For all the indicators, the New HE has higher results except for the HTP and MDP. As the condensing HE (New HE) requires more components and so a higher quantity of raw materials than the old model, there is an average difference of about 70% between the two. Throughout its entire life cycle, these larger impacts from the materials and production phases will be compensated.
All the parameters that were previously calculated for the LCI of the Traditional HE are also calculated for the use phase assessment, taking the New HE's characteristics into account (see Table 14).
Analyzing Table 15 and Fig. 8, it is verified that the trend of impacts in the different scenarios is the same as in the traditional model. The worst scenario is SE, followed by N-IT, S-IT, and then GR. In this case, the material and manufacturing phase has significant results also for GWP and OFP (an average of 4% and 5% respectively), not only for the HTP, MDP, and PMFP (an average of 31%, 31%, and 11%). Only for the GR scenario, where the number of hours with the HE on is lower, the indicators of HTP and MDP have greater impacts in the manufacturing phase.

ReCiPe Midpoints (H) indicators for each scenario during the life cycle–New HE: A N-IT, B S-IT, C GR, and D SE
For all the examined scenarios, Fig. 9 offers a comparison of the GWP of both HEs. The traditional model's values are on the left, and the new design's values are on the right. It can be observed that even unfavorable cases like N-IT provide better results with the new model's increased efficiency than they would have with the old one (with a difference of 11%). Apart from the HTP and MDP, the trend is similar across all the examined metrics.

GWP Midpoint for the entire life cycle (Trad. HE vs New HE)
The results for the HTP and MDP midpoints, which have a higher reduction after the redesign, are shown in Fig. 10. For the HTP case, all the performances of the New HE in all scenarios achieve even better results than the best scenario (GR) with the traditional HE. For the MDP the average reduction is lower, 45% instead of 67% (for HTP), but it is still relevant.

A HTP Midpoint for the entire life cycle (Trad. HE vs New HE). B MDP Midpoint for the entire life cycle (Trad. HE vs New HE)
5 Conclusions
This paper presents a cradle-to-gate LCA of a traditional HE used in gas boiler for domestic application, and it considers the impact of climatic conditions in different EU countries (Italy, Greece, and Sweden) and their corresponding gas/energy supply scenarios. The aim of this study is to evaluate how the adoption of eco-design solutions can influence the environmental performance of the HE. The study employs the well-established LCA methodology to identify these eco-design actions that can contribute to the sustainability of the HE. Eco-design actions were put into practice to develop a new HE with changes in geometry and alternative materials to copper and aluminum alloy. The results indicate that the increased environmental impact from the materials and manufacturing phase is offset by improved product efficiency, leading to a reduction in GWP and ODP by approximately 45% over the full lifecycle, and a variable reduction of the HTPc by up to 37% depending on the analyzed scenarios. The overall life cycle performance of the HE is promising in reducing greenhouse gas emissions in the residential sector, which is a critical issue in line with the European Green Deal. Additionally, the improved product efficiency contributes to reduced natural gas consumption for space heating, addressing the ongoing energy crisis and aligning with the REPowerEU policy. This policy calls for a diversification of natural gas imports, energy efficiency advancements, and greater adoption of renewable energy sources, leading to a faster transition away from Russia and fossil fuels by 2027. The proposed life cycle analysis sheds light on an optimal configuration for a domestic gas boiler that incorporates the identified environmental improvements. The study provides a comprehensive understanding of the environmental impact of HE systems by evaluating the entire device and analyzing various life cycle scenarios. This includes identifying both life cycle and design hotspots. While the outcomes are limited to residential space heating, they can be adapted to other HE systems such as refrigeration, air conditioning, power plants, chemical plants, petrochemical plants, petroleum refineries, natural-gas processing, and sewage treatment. One of the limitations of this study is that the results are based on regional factors rather than specific building characteristics such as insulation capacity. In future work, it would be valuable to incorporate building features and insulation performances into the LCA scope to provide a more comprehensive analysis, being possible to analyze how green building designs can affect the global impact of these products [33, 34]. To continue along this path, the comparison of different heating solutions (e.g., gas boiler vs. heat pump) would make a clearer understanding of the most efficient solution considering geographical areas and building performance. Preliminary works were done on this aim, showing how the gas boilers have lower environmental impacts in most of the impact categories [35, 36], and the introduction of novel eco-design solutions would stretch this result even more in favor of this technology.
In conclusion, this study provides important insights into the eco-design of the new HE. However, there is room for further improvement in the end-of-life performance of the product through future work. Future research can focus on a cradle-to-grave LCA analysis to investigate end-of-life scenarios and implement dedicated eco-design actions based on the results. End-of-life management of any new product system presents new challenges given that waste management systems may not be in place to retire the product as demonstrated by previous studies [37]. Understanding available end-of-life management options for the new HE is essential to completing a life cycle evaluation, and the adoption of a cradle-to-grave scenario will lead to a definition of additional eco-design rules. Additionally, there is potential to develop the same product concept for different sizes (i.e., different than 24 kW) and to enhance its performance based on different geographic scenarios. These research angles have the potential to make a significant impact on the sustainability of the new HE and should be explored in more depth in future studies. Finally, it would also be useful to complement the sustainability analysis with a Life Cycle Cost (LCC) analysis or a Social-Life Cycle Assessment (SLCA).
References
Russo, A.C., Rossi, M., Germani, M., Favi, C.: Energy label directive: current limitations and guidelines for the improvement. Procedia CIRP 69, 674–679 (2018). https://doi.org/10.1016/j.procir.2017.11.136
Eurostat: Energy consumption in households – Statistics Explained. https://ec.europa.eu/eurostat/statistics-explained/index.php?title=Energy_consumption_in_households (s.d.) Accessed 12 August 2022
European Commission, Eurostat: Manual for statistics on energy consumption in households. Publications Office (2013). https://doi.org/10.2785/45686
Directive (EU) 2018/844 of the European Parliament and of the Council of 30 May 2018 amending Directive 2010/31/EU on the energy performance of buildings and Directive 2012/27/EU on energy efficiency (Text with EEA relevance)
Mandolini, M., Marconi, M., Rossi, M., Favi, C., Germani, M.: A standard data model for life cycle analysis of industrial products: a support for eco-design initiatives. Comput. Ind. 109, 31–44 (2019). https://doi.org/10.1016/j.compind.2019.04.008
Raluy, R.G., Dias, A.C.: Domestic hot water systems: Environmental performance from a life cycle assessment perspective. Sustain. Product. Consumpt. 26, 1011–1020 (2021)
Kemna, R., van Elburg, M., Li, W., van Holsteijn, R. Preparatory Study on eco-design of CH-Boilers - Task 1 - definition, test standards, current legislation & measures. delft, 30 Sep (2007). VHK for European Commission.
Vignali, G.: Environmental assessment of domestic boilers: A comparison of condensing and traditional technology using life cycle assessment methodology. J. Clean. Prod. 142(4), 2493–2508 (2017). https://doi.org/10.1016/j.jclepro.2016.11.025
Lin, H., Clavreul, J., Jeandaux, C., Crawley, J., Butnar, I.: Environmental life cycle assessment of heating systems in the UK: Comparative assessment of hybrid heat pumps vs condensing gas boilers. Energy Build. 240, 110865 (2021). https://doi.org/10.1016/j.enbuild.2021.110865
Greening, B., Azapagic, A.: Domestic heat pumps: Life cycle environmental impacts and potential implications for the UK. Energy 39(1), 205–217 (2012)
Boix Rodríguez, N., Rossi, M., Cappelletti, F., Favi, C.: Implementation of Eco-Design Actions in the Development of a Sustainable Heat Exchanger in a Life Cycle Perspective. In: Rizzi, C., Campana, F., Bici, M., Gherardini, F., Ingrassia, T., Cicconi, P. (eds.) Design Tools and Methods in Industrial Engineering II ADM 2021. Lecture Notes in Mechanical Engineering, Springer, Cham (2022)
Zhang, L., Spatari, S., Sun, Y.: Life cycle assessment of novel heat exchanger for dry cooling of power plants based on encapsulated phase change materials. Appl. Energy 271, 115227 (2020). https://doi.org/10.1016/j.apenergy.2020.115227
Uddin, M.S., Ahmed, R., Rahman, M.: Performance evaluation and life cycle analysis of earth to air heat exchanger in a developing country. Energy Build. 128, 254–261 (2016). https://doi.org/10.1016/j.enbuild.2016.06.088
Said, Z., Rahman, S.M.A., El Haj Assad, M., Hai Alami, A.: Heat transfer enhancement and life cycle analysis of a Shell-and-Tube Heat Exchanger using stable CuO/water nanofluid. Sustain Energy Technol Assessments 31, 306–317 (2019). https://doi.org/10.1016/j.seta.2018.12.020
ISO (2006a) 14040:2006 - Environmental management - LCA - Principles and Framework.
ISO (2006b) 14044:2006 -Environmental management - LCA - Requirements and Guidelines.
Shah, V.P., Debella, D.C., Ries, R.J.: Life cycle assessment of residential heating and cooling systems in four regions in the United States. Energy Build. 40(4), 503–513 (2008)
Ren, C., Deng, Y., Cao, S.J.: Evaluation of polyethylene and steel heat exchangers of ground source heat pump systems based on seasonal performance comparison and life cycle assessment. Energy Build. 162, 54–64 (2018). https://doi.org/10.1016/j.enbuild.2017.12.037
Prek, M.: Environmental impact and life cycle assessment of heating and air conditioning systems, a simplified case study. Energy Build. 36(10), 1021–1027 (2004)
Famiglietti, J., Toppi, T., Pistocchini, L., Scoccia, R., Motta, M.: A comparative environmental life cycle assessment between a condensing boiler and a gas driven absorption heat pump. Sci. Total Environ. 762, 144392 (2021)
Raluy, R.G., Dias, A.C.: Life cycle assessment of a domestic gas-fired water heater: Influence of fuel used and its origin. J. Environ. Manage. 254, 109786 (2020)
European Commission - Joint Research Centre - Institute for Environment and Sustainability: International Reference Life Cycle Data System (ILCD) Handbook – General guide for Life Cycle Assessment - Detailed guidance. First edition March 2010. EUR 24708 EN. Luxembourg. Publications Office of the European Union (2010). https://doi.org/10.2788/38479
Istituto nazionale di statistica (Istat): I Consumi Energetici Delle Famiglie (2014). https://www.istat.it/it/files//2014/12/StatReport_Consumi_energetici.pdf
Davaki, M.: Analysis of energy use in typical Greek residential buildings and proposed retrofit strategies. PhD Thesis. Georgia Institute of technology; (2011). https://smartech.gatech.edu/bitstream/handle/1853/44922/davaki_maria_201108_mast.pdf.pdf
National Research Council.: District heating and cooling in the United States: prospects and issues. Washington, DC: The National Academies Press (1985). https://doi.org/10.17226/263
Rossi, B., Marique, A.F., Glaumann, M., Reiter, S.: Life-cycle assessment of residential buildings in three different European locations, basic tool. Build. Environ. 51, 395–401 (2012)
Istituto nazionale di statistica (Istat): Andamento meteo-climatico in Italia (2010). https://www.istat.it/it/files/2011/01/testointegrale20100401.pdf
Trading Economics: Greece Average Temperature. https://tradingeconomics.com/greece/temperature (s.d.). Accessed 12 August 2022
Trading Economics: Sweden Average Temperature. https://tradingeconomics.com/greece/temperature (s.d.). Accessed 12 August 2022.
Boiler Warranties & Guarantees: A Guide to Good Value, https://www.theheatinghub.co.uk/worcester-bosch-guarantee-ideal-boilers-warranty (2019) Accessed 12 August 2022.
Goedkoop, M., Heijungs, R., Huijbregts, M., De Schryver, A., Struijs, J., van Zelm, R.: ReCiPe 2008 - A life cycle impact assessment method which comprises harmonised category indicators at the midpoint and the endpoint level. Report I: Characterisation - First edition (version 1.08) (2013). https://www.rivm.nl/sites/default/files/2018-11/ReCiPe%202008_A%20lcia%20method%20which%20comprises%20harmonised%20category%20indicators%20at%20the%20midpoint%20and%20the%20endpoint%20level_First%20edition%20Characterisation.pdf last access Sep 2017.
ISO 14006:2011 - Environmental Management Systems - Guidelines for Incorporating Ecodesign (2011). https://www.iso.org/standard/43241.html
Favi, C., Di Giuseppe, E., D’Orazio, M., Rossi, M., Germani, M.: Building retrofit measures and design: a probabilistic approach for LCA. Sustainability 10(10), 3655 (2018). https://doi.org/10.3390/su10103655
Di Giuseppe, E., D’Orazio, M., Du, G., Favi, C., Lasvaux, S., Maracchini, G., Padey, P.: A Stochastic Approach to LCA of Internal Insulation Solutions for Historic Buildings. Sustainability 12, 1535 (2020). https://doi.org/10.3390/su12041535
Sevindik, S., Spataru, C., Domenech Aparisi, T., Bleischwitz, R.: A Comparative environmental assessment of heat pumps and gas boilers towards a circular economy in the UK. Energies 14, 3027 (2021). https://doi.org/10.3390/en14113027
Naumann, G., Schropp, E., Gaderer, M.: Life cycle assessment of an air-source heat pump and a condensing gas boiler using an attributional and a consequential approach. Procedia CIRP 105, 351–356 (2022). https://doi.org/10.1016/j.procir.2022.02.058
Piroozfar, P., Pomponi, F., Farr, E.R.: Life cycle assessment of domestic hot water systems: a comparative analysis. Int. J. Constr. Manag. 16(2), 109–125 (2016)
Funding
Open access funding provided by Università degli Studi di Parma within the CRUI-CARE Agreement.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Boix Rodríguez, N., Rossi, M., Cappelletti, F. et al. Engineering eco-design of heat exchangers in domestic heating systems using life cycle assessment methodology. Int J Interact Des Manuf (2023). https://doi.org/10.1007/s12008-023-01301-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12008-023-01301-z