
Abstract
To increase the productivity and quality of the machined components, wire electro-discharge machine parameters such as cutting speed, kerf width, and surface roughness are often optimized. The Wire-electro discharge machining process generates a much higher temperature at the wire-work piece interface which can potentially change the metallurgical characteristics of the machined surface. This paper studies the changes in the tribology of surface and sub-surface of the workpiece due to the initial and optimized wire-electro discharge machine parametric setting using grey relational analysis while machining sub-cooled AISI P20 tool steel. It is concluded that the optimum parametric setting to obtain a better cutting speed, kerf width, and surface roughness using grey relational analysis, which improves the productivity and quality of the component, also produces a thicker recast layer. The wear test revealed that the surface machined with an optimized parametric setting gives higher wear resistance. Detailed scanning electron microscopy explains the characteristics of the recast layer and micro-hardness explains the surface hardenability of tool steel, which is a result of martensitic transformation through rapid cooling, formed heat affected zone, and increase in oxygen content on the surface. The wear test proved that the recast layer helps in improving the wear resistivity of tool steel. The methodology of the hardening of the surface and the sub-surface layer can strengthen the application of components.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Manufacturing has always been essential for developing the global economy of the world that develops employment, productivity, and services. A manufacturing setup that involves correct and optimized steps lead to better quality products [1]. The demand for productivity and economic processes persists in this competitive world. The aim is to get the maximum output of the available resources with the minimum cost involved. In recent times functionally graded materials like hardened steels, composites, elastomers, and ceramics are in high demand due to their incomparable properties like thermal, mechanical, and corrosion-resistant behavior. However, in some conditions there are other methods, instead of traditional machining, to manufacture some hard materials in more economical and productive ways. These materials can be effectively machined through processes incurring melting, evaporation, and chemical reaction with electrical energy, which is generally referred to as non-traditional methods of machining. Such types of techniques are not affected by the hardness and brittleness of the material but can machine near mesh-like structures, making its wide application in aerospace, automotive, electronics, die, and mold industries. Machining of conductive materials can be processed by Wire EDM, a non-conventional process. An order of discrete discharges that occurs at the interface of the continuously traveling wire and workpiece via the dielectric fluid helps to melt and evaporate the material by removing it through flushing. The discharge pulses thus produce a plasma channel whose temperature rises to about 20,000 °C at the electrode-workpiece interface within a few microseconds [2]. Such high temperatures can melt and evaporate materials irrespective of their hardness. Some amount of molten material gets carried away as debris, whereas some amount of material re-solidifies on the machined surface forming the recast layer. Below that is the heat-affected zone formed as a result of some metallurgical changes incurred through heat dissipation [3]. The surface morphology of the machined surface is greatly influenced by parameters like pulse-on-time (Ton), current, voltage, etc. [4]. It is important to find a suitable parametric setting by the optimization of WEDM operating parameters [5]. WEDM is a crucial step in manufacturing any die-making sample [6]. Though the surface quality has a wide range of acceptance limits productivity of its manufacturing unit is effectively based on the WEDM machining of the die steel component. Grey Relational Analysis (GRA) optimizes the machining parameters effectively to enhance the productivity and quality of the surface of machined components [7,8,9,10]. Taguchi-based GRA and Kernel principal component analysis can effectively optimize the turning process carried out in dry conditions [11, 12]. The input parameters do not have any impact on the residual stress [13]. Voltage and Ton influence kerf width (KW) the most while machining silicon ingots [14]. The effect of the electrode in the WEDM and its various applications and modifications help in formulating the design layout of the experiments carried out [15, 16].
The process of WEDM produces a recast layer, that has oxides as the main composition, and these oxides may help influence the tribological properties of the machined surface [17, 18]. As compared to grinding and polishing, WEDM machining results in a better quality of the machined surface of WC–Co samples. Such better surfaces enhance the tribological characteristics and thus the life of the components [19]. In another study on machining Al7075 alloys, it was reported that a harder recast layer is generated that results in less wear scar depth and thus increases the durability of the product [20]. On contrary, wire-electro discharge machined ZrO2-tin composites produce degrading results [21]. It appears that the WEDM process can enhance or degrade the tribological characteristics of the machined surface of the component. Selecting optimum process parameters and materials for achieving a better machined surface is always challenging [22, 23]. AISI P20 tool steel is a special-purpose tool steel that is used to produce dies and fixtures. Any die must contain a wear resistance surface so that it results in a better quality of the products processed in it. The quality of the surface of the die depends on the process employed during the machining of the die. The present work aims at achieving a better machined surface during the machining of annealed AISI P20 tool steel on WEDM using the optimized machining parameters. The optimization is carried out using GRA and the changes in the tribological characteristics of the machined surface due to the optimized parametric setting are studied.
2 Materials and methods
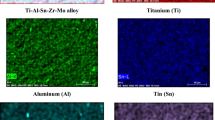
The AISI P20 tool steel sample used in this study was initially fully annealed at 1000 °C in a muffle furnace, sub-cooled to − 150 °C at a ratio of 5 °C/min followed by tempering at 200 °C. The composition of the AISI P20 tool steel as analyzed through Energy Dispersive X-ray Spectroscopy (EDS) analysis is given in Table 1. Full annealing is a process that improves ductility, removes internal stress, and gets enhanced magnetic and electrical properties [24]. This process enhances the hardness and machinability of the material [25].
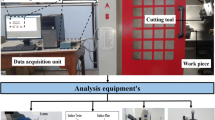
The machining of the annealed AISI P20 tool steel samples was carried out on a Wire-Electro Discharge Machine (Make: Agie progress V2). The machining parameters along with the operating conditions are given in Table 2. The parameters are chosen from the literature [26, 27], where the mechanical responses are acceptable in the manufacturing industries. A minimum of three repetitions are carried out for each parametric setting. The number of experiments is considered using the Design of experiment (DOE) with Taguchi methodology and the various parameters are given in Table 3.
The response measures such as Cutting Speed (CS), Kerf Width (KW), and SR are measured for all the experimental settings and are tabulated in Table 3. The KW is measured at different locations along the cut using an optical microscope (Make: Carl Zeiss, Germany) as shown in Fig. 1 and the average KW is plotted and analyzed. SR is measured using Talysurf (Make: Taylor hobson, surtronic 3 +). For SR, three longitudinal measurements are taken for each sample and the average is tabulated. The CS is the amount of material cut per minute by length directly obtained from the machine panel.

Measurement of KW using an optical microscope
The obtained parameters of various experiments are optimized using a multi-objective optimization technique, GRA. Using GRA the parameters are optimized such that the machining conditions result in higher CS with lower KW and SR. Further, machining of the AISI P20 tool steel sample was carried out using the optimized parametric settings.
The quality of the machined surfaces was analyzed using a Scanning Electron Microscope (Make: JEOL JSM- 6480 LV). EDS was captured using an EDS attachment (Make: Oxford Instruments) on the same machine. The micro-hardness of the machined surface is measured using a micro-hardness tester (Make: Vaiseshika, India). For a better understanding of the tribological behavior, the wear on the machined surface was studied through a wear test performed in a pin-on-disc mode (Make: Magnum) as per ASTM G99 standards. The wear tests were performed in dry-ambient conditions by rotating the samples at 200 rpm, sliding at a distance of 500 m against the pin of diameter 4 mm, and applying a load of 50 N. The pin-on-disc experiment is conducted for three cases: (a) bare pin material, (b) pin surface machined with an initial parametric set of WEDM, and (c) pin surface machined with an optimized parametric set of WEDM. The principle of the linear variable differential transformer (LVDT) is used to measure the wear produced in the process.
3 Results and discussion
The quality and performance of the machined surface processed by WEDM are affected by CS, KW, and SR. Hence, these parameters are considered and are measured for the various experiments. Further, the measured parameters are analyzed for arriving at optimized conditions. The raw data is analyzed to find the variation in the responses caused by the variation in the process parameters for the selected workpiece. Initially, CS is analyzed. CS is an effective way to measure the productivity of a component. The variation of CS with different process parameters viz., I, Ton, Fp, Ws, and Wt is shown in Fig. 2. CS increases with current I and Ton. The material is removed faster with the intensification of discharge energy which results in rapid melting and vaporization. The quality of the machined surface is influenced by the material removal rate. Using sparks comprising high-intensity energy, a large amount of material can be removed. CS also increases with the increase in flushing pressure (Fp). The increase in Fp reduces the chances of re-solidification of material. An increase in Wt reduces the slagging of the wire and increases efficient cutting. An increase in the Ws gives insufficient time for sparking, thereby reducing the CS.

Variation of CS with different process parameters
KW is a gap on the workpiece produced by the effective removal or re-solidification of the eroded metal through sparks which are caused due to the breakdown of the potential barrier between the moving wire and workpiece. The variation of KW with various process parameters is shown in Fig. 3. It is observed that the increase in I and Ton, Fp, and Wt, increase KW. As I and Ton increases, the discharge energy increases resulting in a large amount of material removal from the surface. On the other hand, as Fp increases, the flushing of eroded particles increases up to a threshold limit, but a further increase in the pressure decreases the effective passage of dielectric in-between the breach of moving wire and workpiece. KW also grows with the increase in Ws and Wt.

Variation of KW with various process parameters
The variation of Surface roughness (SR) with various process parameters is shown in Fig. 4. SR increases with an increase in I as the energy discharged is more with increasing I. SR decreases with the increase in Ton due to the generation of charge for a longer time duration promoting more resonation of electrons around the wire. An increase in Fp decreases the chances of re-solidification of material on the surface leaving a smoother surface. SR also increases with the increase in Ws and Wt.

Variation of SR with various process parameters
The optimization of the process parameters is carried out using Gray Rational Analysis (GRA). GRA considers inadequate and indeterminate information of an important parameter with respect to other parameters in a defined system [28]. The following steps are followed in the orthogonal array with GRA methodology in formulating the optimized response. The following steps are involved in the process:
-
Step 1: The responses for all the experimental runs are first normalized. The entire data is broadly divided into three conditions: (a) higher-the-better (HB), (b) lower-the-better (LB), and (c) nominal-the-best (NB). In the present work, conditions (a) and (b) are used. The normalized value in these conditions is calculated using Eqs. 1 and 2.
-
(a)
Higher-the-better
$$ {\varvec{x}}_{{\varvec{i}}}^{\user2{*}} \left( {\varvec{k}} \right)\user2{ = }\frac{{\max \left( {{\varvec{x}}_{{\varvec{i}}}^{{\varvec{k}}} } \right)\user2{ } - \left( {{\varvec{x}}_{{\varvec{i}}}^{{\varvec{k}}} } \right)}}{{\max \left( {{\varvec{x}}_{{\varvec{i}}}^{{\varvec{k}}} } \right) - \min \left( {{\varvec{x}}_{{\varvec{i}}}^{{\varvec{k}}} } \right)}} $$(1) -
(b)
Lower-the-better
$$ x_{i}^{*} \left( k \right) = \frac{{\left( {x_{i}^{k} } \right) - \min (x_{i}^{k} )}}{{\max (x_{i}^{k} ) - Min (x_{i}^{k} )}} $$(2)
Where normalized value is \({x}_{i}^{*}(k\)), \(k\) is the element, and \(i\) is the sequence. The \(\mathrm{max}{ (x}_{i}^{k})\) and \(\mathrm{min }({x}_{i}^{k})\) represents the maximum and minimum value of \({x}_{i}^{k}\). Higher-the-better is considered where the highest value of the response is the most desirable one and CS is calculated using Eq. (1). Lower-the-better is used where the lowest obtained value of the response is the best suitable one and hence SR and KW are calculated using Eq. (2).
-
(a)
-
Step 2: The Grey Relational Coefficients (GRCs) are calculated using Eq.3.
$$ \gamma_{i} \left( k \right) = \gamma \left( {x_{0} \left( k \right)} \right) = \frac{\Delta \min + \xi \Delta \max }{{\Delta_{0.i} \left( k \right) + \xi \Delta \max }} $$(3)where, k = 1–3 for each response, i = 1–16, and =\(\Delta_{0.i} \left( k \right)\)| \({\text{X}}_{0}\)(k) − \({\text{X}}_{{\text{I}}}\)(k)| is the variance of the deviation order, i.e., the absolute value of the considered category \({\mathrm{X}}_{0}\)(k) and the normalized value \({x}_{i}^{*}\left(k\right)\) and \(\xi \) is the identifying coefficient that lies between 0–1, generally considered as 0.5.
-
Step 3: The Grey Relational Grades (GRGs) are calculated using Eq. 4 by considering the average of all the GRCs. Equation (4) calculates the GRGs as a weighted sum of the GRCs, where, n and k represent the number of experiments and responses or quality characteristics, respectively [29]. The GRC and GRG values are calculated for each experimental run, Table 4.
$$ \Gamma \left( {x_{0} , x_{i} } \right) = \mathop \sum \limits_{n}^{k = 1} \beta_{k} \left( {x_{0 , } x_{i} } \right) $$(4)Where, \(\beta_{k} \) symbolizes the weightage of the kth performance measure which can be constrained as per Eq. (5).
$$ \mathop \sum \limits_{n}^{k = 1} \beta_{k} = 1 $$(5)Table 4 GRA response table
The calculated normalized values are tabulated in Table 4.
Step 4: The variation of GRG with various processing parameters is analyzed for arriving at the optimum parametric setting that results in desired surface finish. Figure 5 shows the variation of GRG with different processing parameters. The setting that gives the maximum GRG is the required parametric setting which results in desired surface finish. The optimized parameters are given in Table 5.

Main effects plot of Grey relational grades
The optimized parameters were used to carry out the machining of the AISI P20 steel sample on the WEDM. Three cases of machined surfaces were considered for comparative study. The description of the three cases is given in Table 6. A comparison between the machined surface of the base metal obtained using initial parameters and optimized parameters can be done effectively to understand the quality and productivity of WEDM machining using an optimized setting. The machined surface of the samples in the three cases was analyzed in SEM. The SEM images of the machined surface are given in Fig. 6. Figure 6a shows the surface of the as-received sample (case 1) consisting of ploughing marks on the sample surface that is because of the surface flattening using surface grinding. Figure 6b shows the surface obtained using initial process parameters (case 2), and Fig. 6c shows the machined surface using the optimized process parameters (case 3).

SEM micrographs of a Case 1, b Case 2 and c Case 3
In both cases (case 2 and 3), the resolidified globules attached to the machined surface are seen. These globules are small in size. The EDS analysis of the machined surfaces of all three cases is given in Table 7. It is observed that the percentage of oxygen and carbon has increased on the surfaces. The rise in the C content is a result of the breakdown of cementite as Fe and C, and Fe further reacts with oxygen to form its oxide [29]. Further, the presence of Zn is observed in cases 2 and 3 that is due to contamination from the wire used for machining. The wire used in the WEDM is Zn coated and has eroded during machining. The Zn from the wire is deposited on the surface. To confirm the erosion of wire, the wire used for machining was examined in SEM and EDS analysis was carried out. The SEM images of the wire are shown in Fig. 7. More number of eroded surfaces are seen in the wire used for case 3. In case 3, due to the optimized parameters, higher spark intensity is generated resulting in a higher rate of erosion.

SEM micrographs of the wire used for machining a Case 2, and b Case 3
The EDS of the wire is given in Table 8. The percentage of Zn in the wire used for case 2 is 88.6 and for case 3 is 72.4. It indicates that more amount of Zn is eroded in case 3 in which the optimized parameters were used. Thus the optimized parameters result in increased erosion of Zn.
Further, the recast layer was also studied in SEM. Figure 8a and b shows the SEM micrographs depicting the recast layer for Case 2 and 3. The thickness of the recast layer in case 2 is 3.85 mi and in case 3 is 5.7 mi. Thus the thickness of the recast layer is higher in case 3. The thickness depends on the total heat generated during the electric spark. It indicates that higher heat is generated in case 3 in which the optimized process parameters were used. The SR of the samples in Case 1 is 4.082 µm, Case 2 is 3.02 µm, and Case 3 is 2.016 µm.

SEM micrographs showing recast layer for a Case 2 and b Case 3
The effect of optimized parameters on the mechanical properties of the machined surface is also studied. Mirco indentation tests were carried out at various locations of the machined surfaces. During the test, the loading and unloading rates of the load used to measure hardness remain constant. Initially, one-way ANOVA was applied to study the variation of microhardness. The incident positions on the machined surface of the samples of all three cases along with the microhardness values are shown in Fig. 9. The variation of hardness over the radius of the pin is found to be insignificant.

Micro-hardness (HV) of the surface of pins for a Case 1, b Case 2, and c Case 3
Thus the samples were tested using a microhardness tester. Fifteen positions were taken with equal spacing among each indentation. The variation of Vickers Microhardness (Hv) in all three cases at different locations in each case is shown in Fig. 10. Initially, the micro-hardness increases and then decreases with an increase in the depth of the workpiece. This can be due to the non-equilibrium martensitic phase transformation which is a result of the rapid solidification by confined melting. However, as reported in recent articles, this may also be due to the residual stresses developed through thermal changes [29].

Micro-hardness of the surface with respect to depth of the workpiece
The effect of optimized parameters on the tribological properties of the machined surface was studied. Wear test of the machined surface was carried out on the pin-on-disc test setup. Figure 11 shows the wear of the pins against time. Some initial fluctuation can be seen in the graph which is due to undulation that is found on the surface of the pin. After a certain time of the experiment, the undulation is errored and both the surfaces of the pin and disc come in good contact with each other giving correct readings. It is observed that the wear rate in case 3 is less as compared to cases 1 and 2. Thus the optimized process parameters have resulted in decreased wear rate. As discussed earlier, a recast layer is formed during WEDM machining. The thickness of the recast layer was more in case 3 which has increased the hardness of the layer. It was observed earlier that there was a rise in the C content of the recast layer which was a result of the breakdown of cementite as Fe and C, and Fe further reacts with oxygen to form its oxide. The carbide percentage in the recast layer is thus enhanced while rapid solidification. This rapid cooling of molten Fe leads to martensitic transformation increasing the hardness. This concludes that an increase in the micro-hardness is also due to the development of the recast layer which may result in an enhancement of the tribological properties. Thus the tribological properties of the machined surface can be improved by the development of the thicker recast layer using optimized process parameters on the WEDM.

Comparison of wear of pins for a Case 1, b Case 2, and c Case 3
4 Conclusions
The present work has established that the optimization of process parameters is essential for achieving the desired quality of the machined surface during machining using WEDM. Further, it is also shown that GRA based analysis can be successfully applied for the optimization of the process parameters. The obtained optimized parameters were applied and validated during the machining of AISI P20 tool steel samples using WEDM. A comparative study of the machined surface of the samples processed using a set of optimized parameters has been presented. The effect of the optimized parameters (CS, KW, and SR) result in more refined globules attached to the machined surface. The SEM micrographs and EDS of the wire surface after machining give clear evidence of the erosion of more zinc particles from the wire used for the optimized setting. Further, the thickness of the recast layer can be increased that resulting in enhanced hardness of the machined surface. The tribological properties of the machined surface can be enhanced which is an important parameter to be considered for tools steel which is applied for making forms and dies. The enhanced tribological properties can be attributed to the martensitic transformation, which occurred due to the rapid cooling of the workpiece and formed heat-affected zone.
References
Bandhu, D., Kumari, S., Prajapati, V., et al.: Experimental investigation and optimization of RMDTM welding parameters for ASTM A387 grade 11 steel. Mater. Manuf. Process. 36, 1524–1534 (2021). https://doi.org/10.1080/10426914.2020.1854472
McGeough, J.A.: Advanced Methods of Machining, 1st edn. Springer, Netherlands (1998)
Kruth, J.-P., Stevens, L., Froyen, L., Lauwers, B.: Study of the white layer of a surface machined by die-sinking electro-discharge machining. CIRP Ann 44, 169–172 (1995)
Kuriakose, S., Shunmugam, M.S.: Multi-objective optimization of wire-electro discharge machining process by non-dominated sorting genetic algorithm. J. Mater. Process. Technol. 170, 133–141 (2005)
Kumari, S., Sonia, P., Singh, B., et al.: Optimization of surface roughness in EDM of pure magnesium (Mg) using TLBO. Mater. Today Proc. 26, 2458–2461 (2020). https://doi.org/10.1016/j.matpr.2020.02.523
CIMATRON No Title. https://www.cimatron.com/
Priyadarshini, M., Pal, K.: Grey-Taguchi based optimizationof EDM process for titanium alloy. Mater. Today Proc. 2, 2472–2481 (2015). https://doi.org/10.1016/j.matpr.2015.07.188
Dewangan, S.K.: Multi-objective optimisation and analysis of EDM of AISI P20 tool steel (2014)
Azhiri, B., Teimouri, R., Ghasemi Baboly, M., Leseman, Z.: Application of Taguchi, ANFIS and grey relational analysis for studying, modeling and optimization of wire EDM process while using gaseous media. Int. J. Adv. Manuf. Technol. 71, 279–295 (2014). https://doi.org/10.1007/s00170-013-5467-y
Rajyalakshmi, G., Venkata Ramaiah, P.: Multiple process parameter optimization of wire electrical discharge machining on Inconel 825 using Taguchi grey relational analysis. Int. J. Adv. Manuf. Technol. 69, 1249–1262 (2013). https://doi.org/10.1007/s00170-013-5081-z
Li, N., Chen, Y.-J., Kong, D.-D.: Multi-response optimization of Ti-6Al-4V turning operations using Taguchi-based grey relational analysis coupled with kernel principal component analysis. Adv. Manuf. 7, 142–154 (2019). https://doi.org/10.1007/s40436-019-00251-8
Yelamasetti, B., Manikyam, S., Saxena, K.K.: Multi-response Taguchi grey relational analysis of mechanical properties and weld bead dimensions of dissimilar joint of AA6082 and AA7075. Adv. Mater. Process. Technol. (2021). https://doi.org/10.1080/2374068X.2021.1946340
Nayak, D., Sahu, S.N., Mula, S.: Metallurgical approach towards explaining optimized EDM process parameters for better surface integrity of AISI D2 tool steel. Trans. Indian Inst. Met. 70, 1183–1191 (2017)
Dongre, G.G., Vesivkar, C., Singh, R., Joshi, S.S.: Modeling of silicon ingot slicing process by wire–electrical discharge machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 227, 1664–1678 (2013)
Majumder, H., Maity, K.: Effect of electrode material on cut qualities of shape memory alloy during wedm: a comparative study. Surf. Rev. Lett. 27, 1950136 (2019). https://doi.org/10.1142/S0218625X19501361
Maity, K.P., Choubey, M.: A review on vibration-assisted EDM, micro-EDM and WEDM. Surf. Rev. Lett. 26, 1830008 (2019)
Cheng, D., Shi, G., Shi, G., et al.: Performance of the oxide film of pure aluminium processed by WEDM-HS. Micro Nano Lett. 12, 209–213 (2017)
Kumar, J., Soota, T., Rajput, S.K., Saxena, K.K.: Machining and optimization of Zircaloy-2 using different tool electrodes. Mater. Manuf. Process. 36, 1513–1523 (2021). https://doi.org/10.1080/10426914.2021.1905829
Bonny, K., De Baets, P., Quintelier, J., et al.: Surface finishing: impact on tribological characteristics of WC–Co hardmetals. Tribol. Int. 43, 40–54 (2010). https://doi.org/10.1016/j.triboint.2009.04.029
Xu, J., Qiu, R., Xia, K., et al: Study on mild and severe wear of 7075 aluminum alloys by high-speed wire electrical discharge machining. In: 7th International Conference on Electronics and Information Engineering. International Society for Optics and Photonics, p 103224B 2017
Bonny, K., De Baets, P., Vleugels, J., et al.: Influence of electrical discharge machining on tribological behavior of ZrO2–TiN composites. Wear 265, 1884–1892 (2008)
Duplák, J., Hatala, M., Dupláková, D., Botko, F.: Prediction model of surface roughness parameters of structural steel created by plasma arc cutting via full factor experiment. Materwiss Werksttech (2019). https://doi.org/10.1002/mawe.201900032
Aherwar, A., Singh, T., Singh, A., et al.: Optimum selection of novel developed implant material using hybrid entropy-PROMETHEE approach. Materwiss Werksttech 50, 1232–1241 (2019)
Rajan, T.V., Sharma, C.P., Sharma, A.: Heat treatment: Principles and techniques. PHI Learning Pvt. Ltd (2011)
Priyadarshini, M., Biswas, C.K., Behera, A.: Machining of sub-cooled low carbon tool steel by wire-EDM. Mater. Manuf. Process. 34, 1–10 (2019)
Priyadarshini, M., Biswas, C.K., Behera, A.: Grey-Taguchi optimization of Wire-EDM parameters for P20 tool steel. In: Proceedings of the 5th International Conference on Mechatronics and Robotics Engineering. 5–8 2019
Priyadarshini, M., Biswas, C.K., Chwla, B.S.: Multi objective optimization of WEDM parameters for low-carbon mold steel (2018)
Javed, S.A., Khan, A.M., Dong, W., et al.: Systems evaluation through new grey relational analysis approach: an application on thermal conductivity—petrophysical parameters’ relationships. Process. 7(6), 348 (2019)
Mussada, E.K., Hua, C.C., Rao, A.K.P.: Surface hardenability studies of the die steel machined by WEDM. Mater. Manuf. Process. 33, 1745–1750 (2018). https://doi.org/10.1080/10426914.2018.1476695
Acknowledgements
The authors are grateful to Central Tool Room and Training Centre, Bhubaneswar for extending the facilities to conduct the experiments.
Funding
Open access funding provided by Manipal Academy of Higher Education, Manipal. The authors declare that no funds, grants, or other support were received during the preparation of this manuscript.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection and analysis were performed by M. Priyadarshini and Ajit Behera. The first draft of the manuscript was written by M. Priyadarshini and C K Biswas. All authors commented on previous versions of the manuscript. Final draft was prepared by Vishwanatha H M. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Priyadarshini, M., Vishwanatha, H.M., Biswas, C.K. et al. Effect of grey relational optimization of process parameters on surface and tribological characteristics of annealed AISI P20 tool steel machined using wire EDM. Int J Interact Des Manuf 18, 1–10 (2024). https://doi.org/10.1007/s12008-022-00954-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12008-022-00954-6