
Abstract
Dust deposition on photovoltaic systems has a significant impact on the transmittance, temperature, and roughness, causing reductions in their power generation efficiency and lifetime. A promising approach to deal with this problem relies on the use of superhydrophobic coatings to impart the surfaces of these devices with self-cleaning properties. In this work, materials with different chemistry and morphology were added to an acrylic dispersion to create hydrophobic surfaces using a non-fluorinated coating simple strategy for glass substrates. Results showed that materials with more complex morphology, namely the spherical shape of silica nanoparticles, and the needle-like and prism-like structures of zinc oxide, imparted the glass with higher water contact angles. All coatings prepared displayed self-cleaning features and good adhesion to the glass substrate. Coatings comprising silica nanoparticles, zirconia and alumina modified with HDMTS were the best ones to prevent ice formation. In terms of chemical stability, all the coatings resisted acidic conditions close to acid rain pH and solvents with mild polarity. Therefore, the coatings proposed hold great potential to expel dust contaminants and prevent ice formation of photovoltaic devices, increasing their lifetime and power generation efficiency.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Environmental concerns regarding the use of fossil fuels are not a new subject and have triggered the investigation of alternative energy sources for many years. Solar energy has been the subject of great interest among renewable energies due to its abundance, accessibility, and technical development.1 However, photovoltaic systems are prone to dust accumulation and other pollutant matter, reducing light transmittance and power generation efficiency.2 Cleaning of photovoltaic modules mainly includes manual cleaning, mechanical dust removal, and electrostatic dust removal technologies. However, there are some drawbacks associated with these cleaning methods such as waste of manpower, excessive water consumption, damage to the photovoltaic modules, high costs, and low cleaning efficiency.3 Developing strategies to clean these systems with minimum human intervention are crucial to get the maximum potential from the existing solar panels.4 Large-scale renewable energy systems are often used in places with severe climactic conditions, where they are subjected to negative temperatures. This is a problem because ice and snow accumulation on photovoltaic devices will also impair their power generation efficiency.5
A promising approach to obtaining self-cleaning surfaces is the application of hydrophobic and superhydrophobic coatings.6 In these surfaces, the adhesive forces between water and solid are substantially reduced which will allow the dust and dirt contaminants to be repelled by sliding away or rolling off the particles from the surface.7 Furthermore, if water and wet snow can be readily repelled, ice formation can be avoided instead of sticking on the surface.8
Superhydrophobicity has been inspired by Nature, and it can be created by a unique combination of two parameters: surface energy and micro/nanoscale surface roughness.9,10 Hydrophobicity and surface energy are inversely proportional to each other. The surface energy is defined by the chemical composition of a surface which will influence its wetting behavior.9,10 A standard protocol for reducing the surface energy has been the use of fluorinated-based compounds, due to their intrinsically low surface energy as a result of their nonpolar chemistries.11,12,13 However, concerns regarding their intrinsic toxicity and secondary pollution14 have drawn considerable attention from regulatory agencies, which have imposed a mandatory ban on the usage of long-chain perfluorinated compounds.15 The micro/nanoscale roughness can be obtained by several synthesis methods such as lithography,16 plasma etching,17 chemical vapor deposition,18 sol–gel,19 and electrospinning.20 Most of these methods are, however, too complex, and expensive to be further scaled and manufactured in a commercially feasible scenario. A promising and more practical approach to preparing superhydrophobic surfaces relies on introducing nanostructures such as nanoparticles into a surface such as silica,21 zinc oxide,22 alumina23 and zirconia.24 Such nanostructures will generate the nano-level roughness and their surface energy can be further decreased by using low surface-free energy functionalizing agents such as long alkyl silanes.25
Among the several options to create micro- and nanoscale roughness, silica nanoparticles are the most often reported due to their low toxicity, optical transparency, and ease of surface modification.26 For instance, Liu et al.27 reported a superhydrophobic and transparent surface coating antifogging for optical lenses, using layer-by-layer assembly deposition of polyelectrolytes and silica nanoparticles followed by a fluorination treatment. Luo et al. proposed a non-fluorinated dip-coating method to create a superhydrophobic coating with high transparency for photovoltaic glass covers.28 The approach comprised several steps: an antireflective layer was first formed with a pore-forming agent; this layer was then coated with a superhydrophobic silica layer; and finally immersed in hexamethyldisilazane. The film presented a water contact angle of 152° and an average light transmittance of approximately 94%. More recently, a non-fluorinated approach has been proposed by Wu et al. in which siloxane-containing acrylate copolymers and silica nanoparticles resulted in coatings with great superhydrophobicity (water contact angle of 162.2°) and high transparency (approximately 90.83% transmittance at 550 nm).29
Zinc oxide is another material that has been the subject of great interest for its ability to be grown in a wide range of nanomorphologies and different functional properties.30 Li et al. reported a Zn/ZnO superhydrophobic coating with pine needle-like structure which was finally modified by stearic acid. Coatings exhibited a water contact angle of 167° and superior corrosion resistance.31 Other zinc oxide nanomorphologies reported to prepare superhydrophobic surfaces also include nanoparticles,32 nanoflowers33 and nanorods.34
Despite the great number of reported strategies to prepare superhydrophobic surfaces, there is a limited number of available coating strategies in the market. Important challenges in the development of superhydrophobic coatings that need to be addressed are the use of more eco-friendly reagents and easily scale-up approaches, and their durability so they can withstand harsh environmental conditions and high transparency for the particular case of photovoltaic applications.26
In this study, simple and non-fluorinated coating strategies were prepared through the incorporation of materials with different morphologies and chemistries on a commercially available waterborne acrylic polymer. Materials investigated include synthesized silica nanoparticles, alumina nanofibers, zinc oxide with different morphologies and commercially available zirconia and fumed silica. Silica, alumina, and zirconia were modified with the non-fluorinated hexadecyltrimethoxy silane (HDMTS) to decrease their surface-free energy. Formulations were then applied using a Mayer rod on glass substrates, a well-established coating process used in the industry due to its structural simplicity and ease of scaling up.35
Materials and methods
Materials
Tetraethyl orthosilicate (TEOS), cetrimonium chloride (CTAC, 25% in water solution), triethylamine (TEA), zinc nitrate hexahydrate (Zn(NO3)2.6H2O) were purchased from Sigma-Aldrich. Ammonium hydroxide (25% in water solution) and aluminum butoxide were purchased from Acros Organics. Toluene, tetrahydrofuran (THF), and ethyl acetate were purchased from Ficher Chemical. Fumed silica CAB-O-SIL TS-382 was kindly provided from CABOT. Zirconia was purchased from Saint-Gobain. Hexadecyltrimethoxy silane (HDMTS) was kindly provided by Wacker. The self-crosslinking acrylic dispersion Alberdingk AC2403 was kindly provided by Alberdingk. The additive Aquaslip 671 was kindly provided by Lubrizol. Glasses (100 × 100 mm2) with a thickness of 3 mm were purchased from Vidraria Santa Cruz (Braga, Portugal). All the reagents were analytical grade and used as received without any further purification.
Materials synthesis and chemical modifications
Silica nanoparticle synthesis and HDTMS modification
In the first step, 64 mL of deionized water was mixed with absolute ethanol (10.5 mL) and CTAC (10.4 mL) and stirred for 5 min at room temperature. Then, 4.1 mL of TEA was added to this solution, which was stirred for an additional 5 min. Next, 60 mL of this solution was heated at 60°C, and 4.35 mL of TEOS was then drop-wise added with a syringe. The reaction was kept at 60°C, under reflux for 2 h. The reaction was stopped by adding ethanol. Silica nanoparticles were separated by centrifugation at 4400 rpm, for 15 min, and washed three times with ethanol. Finally, they were dried overnight at 80°C.
Modification of silica nanoparticles with HDTMS was performed using two different procedures. HDTMS (3 mL) was added during synthesis for in situ modification, namely drop-wise added simultaneously with TEOS. For ex situ modification, 3 g of silica nanoparticles were dispersed in 150 mL of toluene, and this solution was heated at 60°C. HDTMS (3 mL) was then added drop-wise with a syringe and the reaction was kept at 60°C, under reflux, for 2 h and with constant agitation. Silica nanoparticles modified with HDTMS were washed and dried as aforementioned. These samples were designated as SiO2 in/ex situ HDMTS.
Alumina synthesis and HDMTS modification
Alumina nanostructures were prepared using a facile template-free thermal reaction previously described.36 Briefly, 20 g of water and an organic solution comprised of 20 g of aluminum butoxide in 20 g of toluene were put separately in different Teflon-lined chambers within one steel-lined autoclave. Thermal reaction was kept at 110°C so the water and organic phases diffused and encountered at an interface area. Alumina nanostructures obtained were finally obtained through calcination under 600°C.
Alumina modification with HDTMS was performed as described for ex situ modification of silica nanoparticles. These samples were designated as Al2O3 ex situ HDMTS.
Zirconia modification with HDTMS
Zirconia modification with HDTMS was performed as described for ex situ modification of silica nanoparticles and alumina. These samples were designated as ZrO2 ex situ HDMTS.
Zinc oxide microstructures synthesis
Zinc oxide with needle-like structures was prepared as previously described by using the precursor zinc nitrate hexahydrate.37 Ammonium hydroxide was added to a water solution of 0.05 M of Zn(NO3)2.6H2O until a pH of 10 was reached. The mixture was kept under reflux at 95°C for 5 h, without agitation. The precipitate was then filtered, washed several times with water and finally dried at 80°C, overnight. These samples were designated by needle-like ZnO. A prism-like structure was also prepared by adding a step to the previous procedure which was based on previous work.16 After reaching the pH of 10, the solution was stirred for 2 h at room temperature before being subjected to reflux at 95°C for 3 h, without agitation. These samples were designated by prism-like ZnO.
Materials characterization
Fourier transform infrared (FTIR) spectroscopy
Chemical modifications were evaluated by FTIR analysis. The spectra of materials were recorded with a Bruker FTIR VERTEX 80/80v (Boston, USA) in Attenuated Total Reflectance mode (ATR) with a platinum crystal accessory in the wavenumber range: 4000–400 cm-1, using 16 scans at a resolution of 4 cm-1. Before analysis, an open bean background spectrum was recorded as a blank.
X-ray diffraction (XRD) analysis
The phase composition of ZnO microstructures was determined using XRD on an X’Pert PRO diffractometer (PANanalytical) equipped with Ni-filtered Cu Kα radiation and a PIXcel detector. Data was collected using Bragg-Brentano geometry in a 2θ range from 20° to 80°. The XRD patterns were matched to the International Center for Diffraction Data (ICDD) PDF-4 database using the HighScore software package (PANalytical).
Materials morphology
Materials morphology was observed using scanning electron microscopy (SEM) with an accelerating voltage of 15 kV (Quanta FEG 650, FEI, USA). Before analysis, samples were mounted on aluminum stubs using carbon adhesive tape and sputter-coated with gold.
Coatings preparation
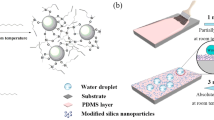
Before coatings application, glasses were washed with a commercial detergent to remove impurities and grease, followed by rinsing with deionized water and isopropanol. Cleaned glasses were then dried using compressed air and further subjected to oxygen plasma cleaning for 10 min. As schematically shown in Fig. 1, materials were dispersed on the acrylic dispersion AC2403 at 2% (w/w) and these formulations were stirred for at least 24 h, at room temperature. Each formulation was further mixed using a homogenizer (Homogenizer M, VWR) for a few seconds and then used to coat the glass substrates using a Mayer bar with a wet thickness of 24 μm. Coatings were cured at 80°C for 24 h and left at room temperature for 7 days.

Schematic representation of the coating process
Coatings characterization
Hydrophobic properties were determined by measuring the static water contact angle, using a sessile drop method, in an automated contact angle measurement apparatus (DSA 100, Kruss) that allows image acquisition and data analysis. Contact angles were measured using 8 μL drops of deionized water. The total surface energy of coatings was calculated from the contact angle values of water and diiodomethane, as previously reported.38,39
Coatings morphology was evaluated by SEM and their surface roughness was determined with the Elcometer 7062 surface roughness tester.
The ability to prevent ice formation was evaluated by measuring the time a 10 µL droplet of deionized water took to freeze on coated surfaces, using a homemade setup. For that, substrates were kept at − 20°C for 1 and 6 h and after this period, they were placed on top of a frozen surface to keep their low temperature. A droplet was added on top of each surface, and the time needed to freeze was recorded for a maximum of 10 min.
The transmittance spectra were obtained on a Lambda 950 UV–VIS NIR (PerkinElmer) in the wavelength range of 400–900 nm.
Self-cleaning behavior was determined by leaning the coated glasses in a Petri dish and using sand as an artificial contaminant.
The chemical stability of coatings was evaluated by a spot test in which droplets of different chemicals were placed on top of them for 24 h at room temperature. Chemicals tested include ethanol, ethyl acetate, THF and an aqueous solution with a pH adjusted to 5.6 to simulate acid rain.
Coatings adhesion to the glass was evaluated by a tape peeling test performed based on the standard ASTM D3359. In this test, the adhesion is evaluated by applying and removing pressure-sensitive tape over cuts previously made in the coating. This test was done before and after immersion of the coatings in water at 40°C for 3 days.
Statistical analysis
Statistical analysis and graphs were performed using the Origin data analysis and graphing software (Origin version 9.0). Means and standard deviations were calculated, and statistical analysis was carried out by one-way ANOVA followed by Tukey’s multiple comparisons, and \(p\) values < 0.05 were considered significant.
Results and discussion
Materials characterization
As an alternative to the use of fluorinated compounds, HDMTS, a silane coupling agent was used in this study to impart silica, zirconia, and alumina with hydrophobic properties. Chemical modifications were investigated by ATR-FTIR and the results are shown in Fig. 2.

Materials characterization: ATR-FTIR spectra of silica (a), zirconia (b) and alumina (c) before and after HDMTS modification; XRD pattern of needle-like (d) and prism-like zinc oxide (e)
Results showed that all silica spectra (Fig. 2a) before and after in/ex situ modification with HDMTS have absorption peaks at 791 and 1032 cm-1, which may be attributed to the antisymmetric and symmetric contraction vibration peaks of the Si–O–Si bond.25,40 At about 950 cm-1, there is a small absorption peak in the spectrum of unmodified silica, which can be assigned to the stretching vibration of Si–OH on the surface of silica nanoparticles. Unmodified silica also presents two absorption peaks at 2852 e 2923 cm-1, representing the stretching vibrations of –CH2 and –CH3 bonds,41 respectively, which are an indication that CTAC, the template used during silica synthesis was not completely removed.42,43 After chemical modification with HDMTS, the absorption peaks in these two places were stronger, especially for the silica-modified in situ, suggesting that the long-chain hydrophobic alkyl groups of HDMTS were successfully grated on the surface of silica nanoparticles.
In the spectra of zirconia before and after HDMTS modification (Fig. 2b), it is possible to identify the presence of an absorption peak at about 566 cm-1, which has been attributed to the vibrational stretch of the Zr–O bond.44 The successful modification of zirconia with HDMTS was suggested by the presence of three new absorption peaks at about 1467, 2857 and 2919 cm-1, corresponding to the stretching vibrations of C–O, –CH2 and –CH3 bonds, respectively.
Similar results were obtained after HDMTS modification of alumina (Fig. 2c). Both spectra have an absorption peak at about 761 cm-1 which can be attributed to the Al–O bond.45 HDMTS modification was suggested by the appearance of the absorption peaks corresponding to the stretching vibrations of –CH2 and CH3.
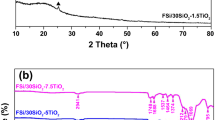
In recent years, the development of superhydrophobic surfaces just by controlling the micro/nano-roughness without the need for any additional modification step has been the subject of great interest.46 For this reason, zinc oxide with needle-like and prism-like structures was also investigated in this study. The crystal structure of synthesized zinc oxide with needle-like structures was determined by XRD analysis (Fig. 2d), and the XRD pattern obtained was consistent with the compound being ZnO (zincite, ICDD no. 96-900-8878). Regarding the prism-like structures (Fig. 2e), the XRD pattern was consistent with the compound being mostly Zn(OH)2 (wulfingite, ICDD no. 96-101-1224).
The morphology of all materials investigated in this study is shown in Fig. 3. Results showed that silica nanoparticles (Figs. 3a, b) exhibit a spherical shape with a diameter of around 700 nm. Images also suggest that the presence of HDMTS during the synthesis of silica results in fewer particles agglomeration as opposed to their ex situ modification. Both modified zirconia (Fig. 3c) and alumina (Fig. 3d) presented a more complex and no structured morphology. The commercial fumed silica (Fig. 3e) also investigated in this study consists of fractal-like aggregates of nanoparticles as previously described.47 Zinc oxide can exhibit a needle-like structure (Fig. 3f) with a variable length between 2 and 5 µm or a prism-like structure (Fig. 3g) with a variable length in the microscale (6–9 µm).

SEM images of silica-modified in situ with HDMTS (a), silica-modified ex situ with HDMTS (b), zirconia modified ex situ with HDMTS (c), alumina modified ex situ with HDMTS (d), fumed silica (e), needle-like (f) and prism-like (g) zinc oxide
Coatings characterization
The wettability of a surface can be controlled by two major factors: surface chemistry and surface roughness. In terms of chemistry, HDMTS was used to provide functional moieties with low surface energy and subsequently more hydrophobic.25 To create the surface roughness, materials with different morphologies were incorporated into the acrylic dispersion. The hydrophobic properties of the coatings prepared were evaluated by measuring the static water contact angle, and results are shown in Fig. 4.

Water contact angle of glass before and after application of different coatings. Significant differences were found for (*) p < 0.05, compared to glass and (#) p < 0.05, compared to AC2403 controls
Results showed that the hydrophilic glass could be imparted with hydrophobic features just by the application of the acrylic dispersion AC2403, as evidenced by the water contact angle of approximately 106°. Incorporation of both modified silica, fumed silica, needle-like and prims-like zinc oxide resulted in an increase in the water contact angle and the maximum value of about 118° was reached for the needle-like zinc oxide coating. Zirconia and alumina were not able to confer more hydrophobic properties than the ones imparted by the acrylic dispersion alone. Results confirm, therefore, that the incorporation of materials with a more controlled morphology is an advantage to create hydrophobic surfaces.
To complement these data, the surface-free energy was also determined based on the contact angles of water and diiodomethane and results are presented in Table 1.
Results showed that the surface energy of glass could be significantly decreased just by the application of the acrylic dispersion. The incorporation of fumed silica and both zinc oxide morphologies on this dispersion resulted in a decrease in this parameter, especially the needle-like zinc oxide, achieving the lowest value of free energy. Comparing these data with the water contact angles in Fig. 4, it is possible to conclude that results agree with a theory which states that surface-free energy and hydrophobicity are inversely proportional to each other.10
To better understand the hydrophobic properties exhibited by the different coatings, their surface morphology was evaluated by SEM and results obtained are presented in Fig. 5.

SEM images of glass after being coated with AC2403 before (a) and after incorporation of silica-modified in situ with HDMTS (b), silica-modified ex situ with HDMTS (c), zirconia modified ex situ with HDMTS (d), alumina modified ex situ with HDMTS (e), fumed silica (f), needle-like (g) and prism-like (h) zinc oxide
Results showed that glass coated with only AC2403 (Fig. 5a) exhibited a homogenous and smooth morphology while the incorporation of the different materials caused significant changes in the surface morphology. In all the coatings with materials incorporated, it was possible to observe the presence of microcracks. Usually, these defects are caused by the evaporation of solvents during the curing process.48 However, if that was the case, they should also be present in the AC2403 coating as they were subjected to the same curing process. The defects observed were, therefore, attributed to the incorporation of the materials. Results suggest that coatings with silica-modified in situ with HDMTS (Fig. 5b), alumina modified ex situ with HDMTS (Fig. 5e) and fumed silica (Fig. 5f) present a similar morphology. The morphology of coatings with silica-modified ex situ with HDMTS (Fig. 5c) is similar but has fewer defects throughout the surface. The incorporation of zirconia modified ex situ with HDMTS (Fig. 5d) resulted in deeper cracks. A different morphology was presented by the coatings with needle-like (Fig. 5g) and prism-like (Fig. 5h) zinc oxide. Some materials agglomeration can also be observed on the higher magnitude inset pictures.
Surface roughness is a critical factor in the development of hydrophobic surfaces. To evaluate this parameter a surface roughness tester was used to measure the roughness over a specified distance, recording peak-to-valley average. The average roughness determined for each coating is presented in Fig. 6.

Average roughness of glass after application of different coatings. Significant differences were found for (*) p < 0.05 compared to AC2403 control
Results showed that the incorporation of the following materials increased the surface roughness of the polymer coating: silica-modified in/ex situ with HDMTS, fumed silica, needle-like and prism-like zinc oxide. These were the same materials able to increase the hydrophobic properties presented in Fig. 4, so there is a correlation between surface roughness increase and higher contact angle. However, the coating with the higher contact angle (needle-like zinc oxide) was not the coating with the highest values of roughness. Such results may be explained by the fact that the roughness measured using this equipment is within the microscale. However, it is well known that hydrophobicity is determined by the micro- and nano-roughness.
An important feature in the development of a coating strategy for photovoltaic systems is their ability to prevent ice formation, especially when these devices are placed in regions subjected to negative temperatures such as the desert. To investigate the anti-icing properties of the coatings, a simple setup was applied in which coated glasses were kept at − 20°C for different periods, and the time that a drop of water took to freeze on top of the coatings was then registered and the values obtained are presented in Table 2.
Results showed that, in general, all coatings were able to delay ice formation, as compared to bare glass. The only exception was found for coatings with silica-modified ex situ. When the coatings were kept at − 20°C for 1 hour, the best anti-icing properties were exhibited by the formulations with silica nanoparticles modified in situ with HDMTS and zirconia modified ex situ with HDMTS. In these coatings, the droplet of water could never freeze. Coatings with alumina were also able to significantly delay ice formation while coatings with fumed silica, needle-like and prism-like zinc oxide presented anti-icing properties similar to the bare glass. Increasing the time during which the coatings were kept at − 20°C compromised their ability to delay ice formation, as compared to when they were subjected to negative temperatures for a shorter period. These results suggest that coatings will exhibit better anti-icing features if placed in regions with temperatures higher than − 20°C. Results showed, however, that coatings with silica nanoparticles modified in situ with HDMTS and alumina modified ex situ with HDMTS could significantly delay ice formation after being kept at − 20°C overnight. A possible explanation for this performance may be attributed to the similar morphology of these coatings as suggested by the SEM micrographs (Fig. 5).
Previous studies have also used the delay time of water droplets to determine the anti-icing properties of coatings. For instance, Liu et al. prepared a superhydrophobic fluorinated coating which exhibited a delay time of 551 seconds at − 20°C.21 The conditions used to perform these studies are, however, different, so we cannot compare the delay time.
It has been described that anti-icing properties are associated with hydrophobicity because hydrophobic surfaces will limit the amount of water available for nucleation and ice formation.8,49 However, results showed that coatings with higher water contact angles were not the ones with the best ability to prevent ice formation. Coatings with silica, zirconia and alumina were better than zinc oxide, the most hydrophobic one. Such results are corroborated by the ones reported by Zou et al. that concluded that a higher water contact angle is not necessarily good for preventing ice adhesion if the surface has high roughness.50 Other authors have also reported about the challenge of finding correlating surface parameters.51
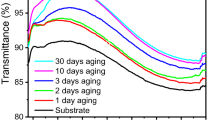
To ensure optimal power generation efficiency in photovoltaic systems, coatings application must not compromise the visible light transmittance of glass. For this reason, the UV–visible transmittance of coatings was determined, and the results are shown in Fig. 7.

UV-visible transmittance spectra of glass before and after application of different coatings
Results showed that glass coated with the acrylic dispersion AC2403 was less transparent as evidenced by the slight decrease in the visible light transmittance. Further introduction of materials into this polymeric matrix led to a decrease in the visible light transmittance. The formulation with the best optical properties was the one with silica-modified ex situ with HDMTS. Fumed silica and alumina lead to a significant decrease in the visible light transmittance, but the worst performance was attributed to prism-like zinc oxide.
The challenges of poor durability and complex fabrication procedures associated with the development of coatings with both superhydrophobic and transparent features are well established.52 The high roughness required to create hydrophobic surfaces is the main cause of their opacity, and it can be explained by the Mie scattering effect. In this theory, surface roughness can be considered as non-absorbing spherical particles with the ability to deflect incident light, which results in a loss of transparency. The light transmittance of coatings will increase when the roughness dimension is much less than the wavelength of light. Light scattering is proportional to the square of the particle size, so, surfaces with a roughness lower than 100 nm are preferable to combine both transparency in the visible light and water-repellent features.53 Therefore, the decreased light transmittance of the prepared coatings in this study may be attributed to a higher roughness.
Another important feature associated with hydrophobic surfaces is their ability to easily clean dust and dirt particles. In these kinds of surfaces, because of the higher contact angle between the water and the surface, water droplets will readily roll off taking the dirt away.54 To evaluate the self-cleaning properties of prepared coatings, sand was used to simulate the contaminates and dyed colored water was then applied. Representative pictures taken during self-cleaning tests on the glass before and after coatings application are shown in Fig. 8.

Images of the self-cleaning experiments of bare glass (a, b) and coated glass (c, d)
It was observed that when the water was dropped on bare glass (Figs. 8a, b), the droplets readily infiltrated the contaminants and the contaminants mixed with the water remained on the surface. On the other hand, the contaminants on the coated glass (Fig. 8c, d) could be easily removed by rolling water and the washed area remained transparent, indicating the self-cleaning properties of the coating. All coating formulations prepared in this study exhibited these features.
A key aspect to consider in the development of any coating strategy is its adhesion to the substrate. A standard “scotch tape test” was carried out on the coated glasses to determine the adhesion of the coatings. In this test, adhesion is evaluated by applying and removing pressure-sensitive tape over cuts previously made in the coating. To also evaluate the robustness of the coatings, this test was performed before and after immersion of the coated glasses in hot water (40°C) for 3 days. Results were classified according to standard ASTM D3359 and are presented in Table 3.
Results showed that acrylic dispersion AC2403 by itself had good adhesion to the glass, as evidenced by the 5B classification. According to standard ASTM D3359, a classification of 5B means that the coating was not removed after applying the tape to the cut area. Further incorporation of materials into this polymeric matrix did not compromise its adhesion to the glass. All the coatings resisted the water immersion test, presenting the same classification, which is an indication of their durability and robustness.
The chemical resistance of prepared coatings was also evaluated to better predict their practical applicability. A solution with acid pH to represent the acid rain and three solvents (ethanol, ethyl acetate and THF) were applied on top of the coatings for 24 h and chemical resistance was evaluated as excellent (E) when no stains could be observed, good (G) when some light stains could be observed but the coating was not destroyed and not recommended (X) when the coating was destroyed. Results are presented in Table 4.
It was possible to conclude that all coatings were able to resist the acid rain solution and ethanol, with no discoloration or loss of adhesion. Some discolouration could be observed on coatings exposed to ethyl acetate. The most aggressive chemical was THF, as evidenced by the loss of adhesion caused on all coatings except for the acrylic dispersion AC24023 and the coatings with needle-like and prism-like zinc oxide which only showed some discoloration. Such results may be attributed to the higher polarity of THF, as compared to the other solvents.
Conclusions
In this work, materials with different morphologies were incorporated into a commercially available acrylic dispersion to create hydrophobic surfaces using a simple and non-fluorinated coating strategy for glass substrates.
Results showed that materials with a more controlled morphology (spherical shape of silica nanoparticles, needle-like and prism-like zinc oxide) were the best ones to impart the glass with hydrophobic features. All coatings exhibited self-cleaning properties and good adhesion to the glass substrate. Coatings application compromised the visible light transmittance of bare glass. Coatings comprising silica nanoparticles, zirconia and alumina modified with HDMTS were the best at preventing ice formation. In terms of chemical stability, all the coatings resisted acidic conditions close to acid rain pH and solvents with mild polarity. Further studies should be conducted toward increasing the coatings’ ability to transmit the visible light, by reducing the roughness without compromising their hydrophobic and self-cleaning features.
References
You, S, Lim, YJ, Dai, Y, Wang, CH, “On the Temporal Modelling of Solar Photovoltaic Soiling: Energy and Economic Impacts in Seven Cities.” Appl. Energy., 228 1136–1146. https://doi.org/10.1016/J.APENERGY.2018.07.020 (2018)
Sulaiman, SA, Singh, AK, Mokhtar, MMM, Bou-Rabee, MA, “Influence of Dirt Accumulation on Performance of PV Panels.” Energy Proc., 50 50–56. https://doi.org/10.1016/J.EGYPRO.2014.06.006 (2014)
He, B, Lu, H, Zheng, C, Wang, Y, “Characteristics and Cleaning Methods of Dust Deposition on Solar Photovoltaic Modules-A Review.” Energy, 263 126083. https://doi.org/10.1016/J.ENERGY.2022.126083 (2023)
Isimjan, TT, West, DH, “Do Functional Coatings Work for Solar Panel Dust Mitigation?” ACS Mater. Lett., 5 (10) 2718–2725 (2023)
Fillion, RM, Riahi, AR, Edrisy, A, “A Review of Icing Prevention in Photovoltaic Devices by Surface Engineering.” Renew. Sustain. Energy Rev., 32 797–809. https://doi.org/10.1016/J.RSER.2014.01.015 (2014)
Wu, Y, Du, J, Liu, G, Ma, D, Jia, F, Klemeš, JJ, Wang, J, “A Review of Self-Cleaning Technology to Reduce Dust and Ice Accumulation in Photovoltaic Power Generation Using Superhydrophobic Coating.” Renew. Energy, 185 1034–1061. https://doi.org/10.1016/J.RENENE.2021.12.123 (2022)
Syafiq, A, Balakrishnan, V, Ali, MS, Dhoble, SJ, Rahim, NA, Omar, A, Bakar, AHA, “Application of Transparent Self-Cleaning Coating for Photovoltaic Panel: A Review.” Curr. Opin. Chem. Eng., 36 100801. https://doi.org/10.1016/J.COCHE.2022.100801 (2022)
Li, Q, Guo, Z, “Fundamentals of Icing and Common Strategies for Designing Biomimetic Anti-Icing Surfaces.” J. Mater. Chem. A., 6 13549–13581. https://doi.org/10.1039/C8TA03259A (2018)
Nguyen-Tri, P, Tran, HN, Plamondon, CO, Tuduri, L, Vo, DVN, Nanda, S, Mishra, A, Chao, HP, Bajpai, AK, “Recent Progress in the Preparation, Properties and Applications of Superhydrophobic Nano-Based Coatings and Surfaces: A Review.” Prog. Org. Coat., 132 235–256. https://doi.org/10.1016/J.PORGCOAT.2019.03.042 (2019)
Jeevahan, J, Chandrasekaran, M, Britto Joseph, G, Durairaj, RB, Mageshwaran, G, “Superhydrophobic Surfaces: A Review on Fundamentals, Applications, and Challenges.” J. Coat. Technol. Res., 152 231–250. https://doi.org/10.1007/S11998-017-0011-X (2018)
Zhu, B, Liu, Z, Liu, J, Yang, Y, Meng, Y, Yu, F, Jiang, L, Wei, G, Zhang, Z, “Preparation of Fluorinated/Silanized Polyacrylates Amphiphilic Polymers and Their Anticorrosion and Antifouling Performance.” Prog. Org. Coat., 140 105510. https://doi.org/10.1016/J.PORGCOAT.2019.105510 (2020)
Shang, Q, Fu, B, Liu, H, Wang, M, Xiao, G, “Facile Creation of Superhydrophobic Surface with Fluorine-Silicon Polymer Under Ambient Atmosphere.” J. Coat. Technol. Res., 9 589–595. https://doi.org/10.1007/S11998-012-9394-X/FIGURES/6 (2012)
Darmanin, T, Guittard, F, “Superoleophobic Surfaces with Short Fluorinated Chains?” Soft Matter, 9 5982–5990. https://doi.org/10.1039/C3SM50643F (2013)
Alexandrino, DAM, Almeida, CMR, Mucha, AP, Carvalho, MF, “Revisiting Pesticide Pollution: The Case of Fluorinated Pesticides.” Environ. Pollut., 292 118315. https://doi.org/10.1016/J.ENVPOL.2021.118315 (2022)
Christopher, L, Butenhoff, JL, Rogers, JM, “The Developmental Toxicity of Perfluoroalkyl Acids and Their Derivatives.” Toxicol. Appl. Pharmacol., https://doi.org/10.1016/j.taap.2003.11.031 (2004)
Yang, Y, He, H, Li, Y, Qiu, J, “Using Nanoimprint Lithography to Create Robust, Buoyant, Superhydrophobic PVB/SiO2 Coatings on Wood Surfaces Inspired by Red Roses Petal.” Sci. Rep., 91 9. https://doi.org/10.1038/s41598-019-46337-y (2019)
Subeshan, B, Usta, A, Asmatulu, R, “Deicing and Self-Cleaning of Plasma-Treated Superhydrophobic Coatings on the Surface of Aluminum Alloy Sheets.” Surf. Interfaces, https://doi.org/10.1016/j.surfin.2020.100429 (2020)
Liu, X, Xu, Y, Chen, Z, Ben, K, Guan, Z, “Robust and Antireflective Superhydrophobic Surfaces Prepared by CVD of Cured Polydimethylsiloxane with Candle Soot as a Template.” RSC Adv., 5 1315–1318. https://doi.org/10.1039/C4RA12850H (2014)
Kesmez, O, “Preparation of Hybrid Nanocomposite Coatings via Sol–Gel Method for Hydrophobic and Self-Cleaning Properties.” J. Mol. Struct., https://doi.org/10.1016/j.molstruc.2019.127572 (2019)
Grignard, B, Vaillant, A, De Coninck, J, Piens, M, Jonas, AM, Detrembleur, C, Jerome, C, “Electrospinning of a Functional Perfluorinated Block Copolymer as a Powerful Route for Imparting Superhydrophobicity and Corrosion Resistance to Aluminum Substrates.” Langmuir, 27 335–342. https://doi.org/10.1021/LA102808W (2011)
Liu, M, Tan, X, Li, X, Geng, J, Han, M, Wei, K, Chen, X, “Transparent Superhydrophobic EVA/SiO2/PTFE/KH-570 Coating with Good Mechanical Robustness, Chemical Stability, Self-Cleaning Effect and Anti-Icing Property Fabricated by Facile Dipping Method.” Colloids Surf. A: Physicochem. Eng. Asp., https://doi.org/10.1016/j.colsurfa.2022.130624 (2022)
Yap, SW, Johari, N, Mazlan, SA, Hassan, A, “Mechanochemical Durability and Self-Cleaning Performance of Zinc Oxide-Epoxy Superhydrophobic Coating Prepared via a Facile One-Step Approach.” Ceram. Int., https://doi.org/10.1016/j.ceramint.2021.02.156 (2021)
Zhang, M, Ning, H, Shang, J, Liu, F, Peng, S, “A Robust Superhydrophobic-Superoleophilic PDMS/Al2O3/CM Composite Ceramic Membrane: Stability, Efficient Emulsified Oil/Water Separation, and Anti-Pollution Performance.” Sep. Purif. Technol., 328 1383–5866. https://doi.org/10.1016/j.seppur.2023.124864 (2024)
Das, I, De, G, “Zirconia Based Superhydrophobic Coatings on Cotton Fabrics Exhibiting Excellent Durability for Versatile Use.” Sci. Rep., 5 1–11. https://doi.org/10.1038/srep18503 (2015)
Xu, B, Zhang, Q, “Preparation and Properties of Hydrophobically Modified Nano-SiO2 with Hexadecyltrimethoxysilane.” ACS Omega, 6 9764–9770. https://doi.org/10.1021/acsomega.1c00381 (2021)
Sharma, K, Hooda, A, Goyat, MS, Rai, R, Mittal, A, “A Review on Challenges, Recent Progress and Applications of Silica Nanoparticles Based Superhydrophobic Coatings.” Ceram. Int., 48 5922–5938. https://doi.org/10.1016/J.CERAMINT.2021.11.239 (2022)
Liu, S, Han, Y, Qie, J, Chen, S, Liu, D, Duo, L, Chen, H, Lin, Q, “Environment friendly superhydrophobic and transparent surface coating via layer-by-layer self-assembly for antifogging of optical lenses.” J. Biomater. Sci. Polym. 33 847–857. https://doi.org/10.1080/09205063.2021.2021353 (2022)
Luo, M, Sun, X, Zheng, Y, Cui, X, Ma, W, Han, S, Zhou, L, Wei, X, “Non-fluorinated Superhydrophobic Film with High Transparency for Photovoltaic Glass Covers.” Appl. Surf. Sci. https://doi.org/10.1016/j.apsusc.2022.155299 (2022)
Wu, Y, Dong, L, Ran, Q, “Facile One-Step Spraying Preparation of Fluorine-Free Transparent Superhydrophobic Composite Coatings with Tunable Adhesion for Self-Cleaning and Anti-Icing Applications.” Appl. Surf. Sci., https://doi.org/10.1016/j.apsusc.2023.159193 (2023)
Jiang, Z, Liu, B, Yu, L, Tong, Y, Yan, M, Zhang, R, Han, W, Hao, Y, Shangguan, L, Zhang, S, Li, W, “Research Progresses in Preparation Methods and Applications of Zinc Oxide Nanoparticles.” J. Alloys Compd., 956 170316. https://doi.org/10.1016/j.jallcom.2023.170316 (2023)
Li, R, Li, M, Wu, X, Yu, H, Jin, R, Liang, J, “A Pine Needle-like Superhydrophobic Zn/ZnO Coating with Excellent Mechanochemical Robustness and Corrosion Resistance.” Mater. Design, 225 111583 (2023)
Agrawal, N, Munjal, S, Ansari, Z, Khare, N, “Superhydrophobic Palmitic Acid Modified ZnO Nanoparticles.” Ceram. Int. https://doi.org/10.1016/j.ceramint.2017.07.176 (2017)
Peng, H, Yang, H, Ma, X, Shi, T, Li, Z, Xue, S, Wang, Q, “In situ Fabrication of Flower-like ZnO on Aluminum Alloy Surface with Superhydrophobicity.” Colloids Surf. A Physicochem. Eng. Asp., 643 128800. https://doi.org/10.1016/j.colsurfa.2022.128800 (2022)
Emani, PS, Maddah, HA, Rangoonwala, A, Che, S, Prajapati, A, Singh, MR, Gruen, DM, Berry, V, Behura, SK, “Organophilicity of Graphene Oxide for Enhanced Wettability of ZnO Nanorods.” ACS Appl. Mater. Interfaces., 12 55. https://doi.org/10.1021/acsami.0c09559 (2020)
Go, M, Alam, A, Choie, HK, Zhong, Z, Lee, KH, Seo, Y, Hwang, B, Woo, K, Kim, TW, Lim, S, “Meyer-Rod Coated 2D Single-Crystalline Copper Nanoplate Film with Intensive Pulsed Light for Flexible Electrode.” Coatings, 10 88. https://doi.org/10.3390/COATINGS10010088 (2020)
Yuan, X, Zhu, J, Tang, K, Cheng, Y, Xu, Z, Yang, W, “Formation and Properties of 1-D Alumina Nanostructures Prepared via a Template-free Thermal Reaction.” Proc. Eng., 102 602–609. https://doi.org/10.1016/j.proeng.2015.01.135 (2015)
Casamassa, E, Fioravanti, A, Mazzocchi, M, Carotta, MC, Faga, MG, “Abrasive Properties of ZnO: Influence of Different Nanoforms.” Tribol. Int., 142 105984. https://doi.org/10.1016/J.TRIBOINT.2019.105984 (2020)
Valerini, D, Tammaro, L, Vigliotta, G, Picariello, E, Banfi, F, Cavaliere, E, Ciambriello, L, Gavioli, L, “Ag Functionalization of Al-Doped ZnO Nanostructured Coatings on PLA Substrate for Antibacterial Applications.” Coatings, 10 1–13. https://doi.org/10.3390/coatings10121238 (2020)
Davis, B, “Estimation of Surface Free Energies of Polymeric Materials.” J. Colloid Interface Sci., 59 420–248 (1977)
Wu, G, Liu, D, Chen, J, Liu, G, Kong, Z, “Preparation and Properties of Super Hydrophobic Films from Siloxane-Modified Two-Component Waterborne Polyurethane and Hydrophobic Nano SiO2.” Prog. Org. Coat. https://doi.org/10.1016/j.porgcoat.2018.06.016 (2018)
Brambilla, R, Pires, GP, Dos Santos, JHZ, Lacerda Miranda, MS, Chornik, B, “Octadecylsilane-Modified Silicas Prepared by Grafting and Sol–Gel Methods.” J. Electr. Spectros. Relat. Phenomena, 156 413–420. https://doi.org/10.1016/j.elspec.2006.12.053 (2007)
Ghaedi, H, Zhao, M, “Review on Template Removal Techniques for Synthesis of Mesoporous Silica Materials.” Energy Fuels, 36 2424–2446. https://doi.org/10.1021/acs.energyfuels.1c04435 (2022)
Choi, M, Choi, WK, Jung, CH, Kim, SB, “The Surface Modification and Characterization of SiO2 Nanoparticles for Higher Foam Stability.” Sci. Rep., 10 1–6. https://doi.org/10.1038/s41598-020-76464-w (2020)
Venkata Reddy, C, Babu, B, Neelakanta Reddy, I, Shim, J, “Synthesis and Characterization of Pure Tetragonal ZrO2 Nanoparticles with Enhanced Photocatalytic Activity.” Ceram. Int. https://doi.org/10.1016/j.ceramint.2018.01.123 (2018)
Liu, C, Shih, K, Gao, Y, Li, F, Wei, L, “Dechlorinating Transformation of Propachlor Through Nucleophilic Substitution by Dithionite on the Surface of Alumina.” J. Soils Sediments, 12 724–733. https://doi.org/10.1007/s11368-012-0506-0 (2012)
Velayi, E, Norouzbeigi, R, “Robust Superhydrophobic Needle-like Nanostructured ZnO Surfaces Prepared Without Post Chemical-Treatment.” Appl. Surf. Sci., 426 674–687. https://doi.org/10.1016/j.apsusc.2017.07.216 (2017)
Amoabeng, D, Tempalski, A, Young, BA, Binks, BP, Velankar, SS, “Fumed Silica Induces Co-continuity Across a Wide Composition Range in Immiscible Polymer Blends.” Polymer. https://doi.org/10.1016/j.polymer.2019.121831 (2019)
Lestari, Y, Zulfia, A, Wahyuadi, J, Handayani, W, Soepriyanto, S, Yustisia Akbar, A, Mabruri, E, “Effects of Various Fillers on the Thermal Shock and Fouling Resistance Characteristics of Zirconia-Based Composite Coatings for High-Temperature Applications.” J. King Saud. Univ-Eng. Sci. https://doi.org/10.1016/j.jksues.2024.01.001 (2024)
Peng, C, Chen, P, You, Z, Lv, S, Xu, F, Zhang, W, Yu, J, Zhang, H, “The Anti-icing and Mechanical Properties of a Superhydrophobic Coating on Asphalt Pavement.” Nanomaterials. https://doi.org/10.1016/j.conbuildmat.2018.09.128 (2018)
Zou, M, Beckford, S, Wei, R, Ellis, C, Hatton, G, Miller, MA, “Effects of Surface Roughness and Energy on Ice Adhesion Strength.” Appl. Surf. Sci., 257 3786–3792. https://doi.org/10.1016/j.apsusc.2010.11.149 (2011)
Rehfeld, N, Speckmann, B, Schreiner, C, Stenzel, V, “Assessment of Icephobic Coatings—How Can We Monitor Performance Durability?” Coatings. https://doi.org/10.3390/coatings11060614 (2021)
Luo, W, Li, M, “Recent Advances in Fabrication of Durable, Transparent, and Superhydrophobic Surfaces.” Nanomaterials. https://doi.org/10.3390/nano13162359 (2023)
Karunakaran, RG, Lu, CH, Zhang, Z, Yang, S, “Highly Transparent Superhydrophobic Surfaces from the Coassembly of Nanoparticles (≤ 100 nm).” Langmuir, 27 4594–4602. https://doi.org/10.1021/la104067c (2011)
Geyer, F, D’Acunzi, M, Sharifi-Aghili, A, Saal, A, Gao, N, Kaltbeitzel, A, Sloot, TF, Berger, R, Butt, HJ, Vollmer, D, “When and How Self-Cleaning of Superhydrophobic Surfaces Works.” Sci. Adv., 6 2023. https://doi.org/10.1126/SCIADV.AAW9727/SUPPL_FILE/AAW9727_SM.PDF (2020)
Acknowledgments
This work was supported by POCI- Programa Operacional Competitividade e Internacionalização through the Biopaint project (POCI-01-0247-FEDER-072629). The authors also thank Lubrizol, Alberdingk and Wacker for kindly providing the Aquaslip 671, the acrylic dispersion AC2403 and HDMTS used in this study.
Funding
Open access funding provided by FCT|FCCN (b-on).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This paper was presented at the 18th Coatings Science International Conference held on June 26–29, 2023, in Noordwijk, the Netherlands.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Alves, D.F., Sousa, J.P.S. Fluorine-free approaches to impart photovoltaic systems with self-cleaning and anti-icing features. J Coat Technol Res (2024). https://doi.org/10.1007/s11998-024-00936-1
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11998-024-00936-1